











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
Introducción
La fabricación de mezclas de concreto asfáltico para capas de pavimentos flexibles requieren de grandes cantidades de agregados pétreos, comúnmente de origen natural. La extracción de agregados naturales afecta negativamente al medio ambiente por los impactos generados durante su extracción. En ese sentido, surge la necesidad de la utilización de materiales alternativos que sustituyan de forma parcial o total los Agregados Convencionales (AC), con el fin de contribuir a la preservación y conservación del medio ambiente. Uno de los materiales alternativos que puede sustituir el AC son los residuos generados durante la construcción y demolición de obras civiles, los cuales se denotan por sus siglas en RCD. El RCD se compone principalmente por concreto, mortero, ladrillo, madera, cerámica, yeso, vidrio, plásticos, suelos de excavación, entre otros [1], [2]. Por otra parte, entre 40% y 75% del RDC se compone de residuos de concreto [1], los cuales se separan, trituran y procesan dando origen a los agregados reciclados de concreto (RCA, por sus siglas en inglés). El RCA se compone de AC recubiertos por una capa adherida de mortero.
En el mundo, grandes cantidades de RCD son producidas. En Europa se produjeron 322 millones de toneladas en 2016 [3], en China 2.36 billones de toneladas para el periodo entre 2003 y 2013 [4]. Para Colombia se reporta la generación de más de 100.000 toneladas por día [5]. Ante este panorama de generación de RCD o RCA, diversos estudios se han realizado con el objetivo de promover el reciclaje de materiales, principalmente en obras de infraestructura vial [6], [7]. En el caso de pavimentos flexibles, se han llevado a cabo variadas investigaciones con el fin de incorporar RCA en mezclas asfálticas [8], [9], [10], [11], [12], [13], [14], entre otros.
Según la literatura consultada, la incorporación de RCA en mezclas asfálticas es viable desde el punto de vista técnico, permitiendo el cumplimiento de los parámetros de resistencia y composición volumétrica en los diseños de mezclas. Sin embargo, la principal limitación de la utilización del RCA en mezclas asfálticas radica en la presencia del mortero de recubrimiento, el cual es altamente poroso y genera aumento en el contenido óptimo de asfalto [15], [16], [17], [18]. Por otra parte, el mortero de recubrimiento del RCA puede presentar desprendimiento y fracturamiento con facilidad, reduciendo el desempeño mecánico de la mezcla asfáltica [9], [19].
Ante el aumento en el contenido óptimo de asfalto en el diseño de mezclas con RCD y RCA por la elevada absorción superficial, autores como [10] y [12] recomiendan:
1) No utilizar la fracción fina de RCD debido al elevado contenido de mortero, cemento e impurezas.
2) Eliminar el contenido de yeso y cerámica en las fracciones gruesas de RCD.
3) Garantizar un tiempo mínimo y una temperatura elevada de mezcla para realizar el llenado de los vacíos con asfalto de los RCA.
4) Utilizar aditivos para promover la adherencia entre los agregados y el asfalto.
Otras investigaciones sugieren la realización de tratamientos térmicos al RCA [19], [20], [21], [22]. Los tratamientos térmicos tienen como objetivo someter el RCA a elevadas temperaturas (superiores a 500°C) e inmediatamente sumergirlo en agua fría con el fin de generar agrietamiento térmico superficial y generar posteriormente el desprendimiento del mortero de recubrimiento [19]. Algunos autores recomiendan el uso de aditivos químicos, emulsiones asfálticas y residuos de aceites de cocina, entre otros para tratar la superficie de los agregados reciclados y reducir la absorción [23], [24], [25], [26], [27]. La utilización de estos tratamientos químicos superficiales han mejorado el comportamiento mecánico de las mezclas asfálticas evaluadas [26], [25], [27]. Sin embargo, existen limitaciones por los altos costos económicos, las condiciones ambientales particulares de uso y la falta de homogeneización del material alternativo (RCA) tratado en campo [23]. Finalmente, [14] proponen la realización de un tratamiento mecánico en la máquina de Los Ángeles con el fin de generar el desprendimiento del mortero de recubrimiento del RCA. Por ello, se sometió el RCA a 50, 100 y 200 giros en la máquina de Los Ángeles. Se evaluaron las características físicas de los RCA y posteriormente se llevaron a cabo los diseños de mezclas asfálticas densas, obteniendo aumento en la cohesión y adherencia de las mismas.
En la presente investigación se realizó un tratamiento químico a los RCA con el objetivo de reducir la absorción superficial y buscar su utilización como agregados para la fabricación de mezclas asfálticas para pavimentos. En ese sentido, se efectuó un tratamiento químico sobre la superficie de la fracción gruesa de los RCA utilizando 1, 3 y 5 ciclos de inmersión en una solución de sulfato de magnesio, conforme el ensayo de durabilidad de agregados AASHTO T 104-99. Dicho tratamiento fue hecho para disminuir la cantidad de mortero adherido al RCA y consecuentemente reducir su porosidad, absorción superficial e intentar reducir el contenido de asfalto necesario para recubrir los agregados en la mezcla. Se evaluó la respuesta mecánica bajo carga monotónica, a tracción indirecta y a la abrasión en el ensayo Cántabro que experimentó una mezcla de concreto asfáltico tipo MDC-19, cuando se utilizó RCA tratado químicamente como sustituto de parte de la fracción gruesa del agregado convencional (AC). El presente estudio emplea una técnica innovadora debido a que el tratamiento químico con solución de sulfato de magnesio de la forma propuesta sobre la superficie de la fracción gruesa de los agregados RCA no ha sido estudiado en mezclas asfálticas.
Materiales y metodología experimental
Materiales
Agregados convencionales y alternativos
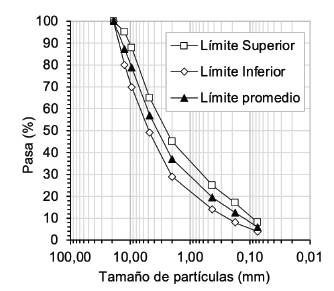
Para la fabricación de las mezclas asfálticas se utilizaron agregados convencionales (AC) y alternativos de tipo RCA provenientes de la ciudad de Bogotá D.C. (Colombia). Los RCA fueron obtenidos de una planta de reciclaje de agregados autorizada por el Instituto de Desarrollo Urbano (IDU). En la tabla 1 se presentan las características físicas de los agregados AC y RCA. Por otra parte, para la fabricación de las mezclas asfálticas se consideró la franja central de la especificación granulométrica (figura 1).
Tabla 1 Propiedades físicas de los agregados.
| Ensayo | Procedimiento | Especificación | AC | RCA |
|---|---|---|---|---|
| Máquina de Los Ángeles | AASHTOT96-02 | Máx. 25% | 22.3 | 32 |
| Microdeval | AASHTOT327-05 | Máx. 20% | 18.5 | 23.5 |
| Solidez en sulfato de magnesio | AASHTO T 104-99 | Máx. 18% | 13.34 | 45.94 |
| Índice de aplanamiento/alargamiento | NLT 354-91 | 15/14 | 13/12 | |
| Porcentaje de caras fracturadas | ASTM D 5821-01 | Min. 85% | 85.2 | 91.4 |
| Gravedad específica finos/absorción | AASHTO T 84-00 | ----/% | 2.60/3.1 | 2.55/9.5 |
| Gravedad específica gruesos/absorción | AASHTO T 85-91 | ----/% | 2.64/1.8 | 2.79/6.5 |
Fuente: elaboración propia.
Fuente: elaboración propia según INVIAS Articulo 450-2013.
Figura 1 Especificación granulométrica para la mezcla asfáltica MDC-19.
Con base en los resultados presentados en la tabla 1, es posible evidenciar que los RCA presentan mayor desgaste en la máquina de Los Ángeles y degradación en el equipo microdeval, así como también mayor pérdida en el ensayo de solidez en sulfatos de magnesio. Lo anterior es un indicativo de menor dureza y menor durabilidad del RCA en comparación con el AC. Posiblemente, los resultados son atribuidos al desprendimiento del mortero de recubrimiento superficial del RCA. Ya que este tiende a desgastarse, separarse y fragmentarse durante la acción de la carga abrasiva y friccionante generada en la máquina de Los Ángeles y en el aparato microdeval. Los resultados también son producto del ataque químico originado por la solución de sulfato de magnesio en el ensayo de solidez.
Asimismo, se evidencia que los RCA no cumplen con los requisitos de dureza y durabilidad de los agregados utilizados en la fabricación de mezclas asfálticas para capas de rodadura de pavimentos flexibles con altos niveles de tránsito (NT3). Sin embargo, los agregados RCA se pueden utilizar para la fabricación de bases asfálticas de pavimentos con altos, medios y bajos volúmenes de tránsito. Lo anterior, dado el cumplimento de los valores máximos de desgaste en la máquina de Los Ángeles y la degradación en el aparato microdeval del 35% y 30%, respectivamente. Ante los resultados de ensayos de desgaste en la máquina de Los Ángeles en agregados alternativos tipo RCA o RCD, algunos investigadores sugieren no considerar los umbrales de las especificaciones para el diseño de mezclas asfálticas, ya que no son representativos para el caso de agregados reciclados [29], [13].
Con respecto a la geometría de las partículas, se evidencia una forma más cúbica y con mayor porcentaje de caras fracturadas del RCA (menor índice de aplanamiento y alargamiento) en referencia al AC. Finalmente, las gravedades específicas del RCA son inferiores al AC, permitiendo deducir que las partículas de RCA son más ligeras en comparación al AC. Esto posiblemente se genera por la presencia del mortero de recubrimiento superficial del RCA, originando un aumento del volumen de vacíos superficial y, consecuentemente, mayor porcentaje de absorción en referencia al agregado AC.
Asfalto
Los ensayos de caracterización física realizados al cemento asfáltico (CA 60-70) se presentan en la tabla 2. Según los resultados obtenidos, se puede evidenciar que los mismos cumplen con las exigencias de calidad para la fabricación de mezclas asfálticas tipo MDC-19 según INVIAS [28].
Tabla 2 Características físicas del cemento asfáltico CA 60-70.
| Ensayo | Método/Norma | Especificación | Valor |
|---|---|---|---|
| Penetración (25X, 100 g, 5 s) | ASTM D-5 | 60-70 (0.1 mm) | 61.1 |
| Punto de ablandamiento | ASTM D 36-95 | 48-54 f C) | 52.0 |
| Índice de penetración | NU 181/88 | 0.60 a -1.20 | -0.67 |
| Viscosidad dinámica (60°C) | AASHTO T-316 | Mínimo 1500 Poises | 1750 |
| Ductilidad (25°C, 5cm/min) | ASTM D-113 | Mínimo 100cm | >105 |
| Gravedad específica | AASHTOT228-04 | ... | 1.02 |
| Punto de inflamación | ASTM D3143 | Mínimo 230°C | 335 |
| Pérdida de masa por calentamiento | ASTM D-2872 | Máximo 0.8% | 0.1 |
| Penetración del residuo, en % de la penetración del asfalto original | ASTM D-5 | Mínimo 50 % | 81 |
| Incremento en el punto de ablandamiento | ASTM D-36-95 | Máximo 9 °C | 7.5 |
Fuente: elaboración propia.
Metodología experimental
Tratamiento químico del rca con solución de sulfato de magnesio
Antes de la incorporación del RCA en la mezcla asfáltica, se realizó un tratamiento químico sobre la superficie de los agregados con el fin de retirar el mortero superficial y disminuir su absorción superficial. En este sentido, se sometieron muestras secas de 5000 gramos de la fracción gruesa del RCA a 1, 3 y 5 ciclos de inmersión en una solución líquida de sulfatos de magnesio durante 16 horas. La cantidad de solución utilizada durante la inmersión fue la necesaria para garantizar el recubrimiento total de las partículas de RCA. Posteriormente, los RCA se sometieron a calentamiento por 24 horas a 100 °C hasta masa constante. Estos agregados fueron denominados como RCA-1C, RCA-3C y RCA-5C, respectivamente. Consecutivamente al tratamiento químico, se realizó la separación en dos fracciones que comprenden tamaños entre 3/4"-1/2" y 1/2"-3/8".
A fin de evaluar el efecto del tratamiento químico sobre las características físicas de los RCA, se realizaron ensayos de gravedad específica y absorción (ASTM C127-07), índices de alargamiento y aplanamiento (NLT 354-91), caras fracturadas (ASTM D2419-95) y desgaste a la abrasión en la máquina de Los Ángeles (ASTM C131-06). En el ensayo de desgaste a la abrasión en la máquina de Los Ángeles, la cantidad inicial de muestra corresponde a 5000 g, distribuida en dos fracciones de 2500 g de tamaños entre 3/4"-1/2" y 1/2"-3/8", respectivamente.
Ensayo Marshall para el diseño de mezclas asfálticas
Se ejecutó el diseño de una mezcla asfáltica de control tipo MDC-19 [29] por medio de la metodología Marshall para obtener los parámetros de resistencia bajo carga monotónica (estabilidad E, flujo F y relación E/F) y la composición volumétrica (vacíos con aire-Va, vacíos entre los agregados minera-les-VMA y vacíos llenos de asfalto-VFA). Con este fin, se fabricaron doce briquetas tipo Marshall con contenidos de asfalto CA 60-70 de 4.5, 5.0, 5.5 y 6.0% y agregados AC según la granulometría denotada en la figura 1. Cada briqueta se fabricó con 1200 g de material, y se compactó con 75 golpes por ambas caras a fin de obtener dimensiones de 4" de diámetro y 2.5" de altura, según la especificación ASTM D1559 [30]. Las temperaturas de compactación y de mezcla fueron de 140°C y 150°C, respectivamente, obtenidas con base al criterio de la viscosidad de la especificación ASTM D6925 para la MDC. Para cada contenido de asfalto se realizaron tres briquetas con el propósito de obtener un valor promedio.
Consecutivamente, se fabricaron otras 48 briquetas Marshall con cuatro incorporaciones de RCA y cuatro contenidos de asfalto (4.5, 5.0, 5.5 y 6.0%). En ese orden de ideas, se aplicó el mismo proceso ejecutado sobre la mezcla de control, pero sustituyendo parte de la fracción gruesa del AC por RCA (partículas pasando el tamiz 3/4" y retenidas en tamiz de 3/8"; 21% de sustitución en masa de la totalidad del AC). Este porcentaje fue escogido debido a que la literatura de referencia, por lo general, recomienda el uso del RCA como sustituto de las fracciones más gruesas del agregado pétreo. La incorporación del RCA se realizó sin tratamiento (0 ciclos) y con tratamientos químicos previos de 1, 3 y 5 ciclos. Estas mezclas fueron denominadas como MDC-RCA, MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C, respectivamente. Con base en los resultados obtenidos se escogió el porcentaje óptimo de asfalto para cada mezcla a fin de continuar con las fases posteriores.
Resistencia a la Tensión Indirecta (RTI) y relación (RRTI)
A partir del contenido óptimo de asfalto obtenido del ensayo Marshall, se fabricaron seis briquetas Marshall [30] para cada tipo de mezcla (MDC-19, MDC-RCA, MDC-RCA 1C, MDC- RCA 3C y MDC-RCA 5C) para medir la resistencia a tensión indirecta por compresión diametral a 25 °C en una prensa de carga, siguiendo los lineamientos establecidos por la ASTM D6931 [31]. La determinación de la Resistencia a la Tracción Indirecta (RTI) en MPa se realizó con la ecuación 1, donde P es la carga máxima de ruptura en N, h y d son la altura y el diámetro en milímetros respectivamente de cada briqueta.

El ensayo se realizó sobre muestras sin condicionamiento (secas-RTiS) y acondicionadas (húmedas-RTih). Las muestras acondicionadas se sometieron en un baño María a 60 °C durante 24 horas. Después, se colocaron durante dos horas a 25°C para llevar a cabo el ensayo para establecer la relación de resistencia a la tracción indirecta (RRTI). En las dos condiciones los ensayos se hicieron 24 horas después de la fabricación de las briquetas. El RRTI es la relación porcentual entre el RTI húmedo y seco (RTih/ RIS). Las briquetas se fabricaron con Va obtenido en la etapa del diseño Marshall y no con Va de 7 ± 1%, de la especificación ASTM D6931 [31]. Lo anterior con el propósito de representar las condiciones volumétricas del material en su condición de diseño. Además, en Colombia los pavimentos no son sometidos a ciclos de congelamiento-secado por las condiciones climáticas.
Ensayo Cántabro
Con el contenido óptimo de asfalto obtenido en el ensayo Marshall, se fabricaron tres briquetas por cada tipo de mezcla analizada (MDC-19, MDC-RCA, MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C). Luego, se ejecutaron ensayos de desgaste (sin carga abrasiva) en la máquina de Los Ángeles, aplicando 300 revoluciones a 33 revoluciones por minuto (ensayo Cántabro - NTL 352 [32]). Los ensayos se realizaron a temperatura de 25°C. Con la masa inicial-mi (g) y la masa final-mf (g) (antes y después de la prueba respectivamente), se determinó la pérdida de masa por desgaste Cántabro-PC (%) de las muestras empleando la ecuación 2. La prueba de pérdida por abrasión Cántabro fue desarrollada como una medida relativa de la resistencia a la desintegración (por ejemplo, raveling) de mezclas drenantes. Sin embargo, en el caso de mezclas densas, se puede utilizar para evaluar la durabilidad y propiedades de cohesión [33], [34].
Resultados
Tratamiento químico sobre los agregados gruesos
Conforme a la metodología, los agregados RCA fueron sometidos a tratamientos químicos mediante ciclos de inmersión en solución de sulfato de magnesio y ciclos de calentamiento para disminuir la cantidad de mortero de recubrimiento superficial. En ese sentido, se evaluaron las características físicas relacionadas con gravedades específicas, absorción, forma de las partículas y desgaste a la abrasión en la máquina de Los Ángeles.
Gravedades específicas y absorción
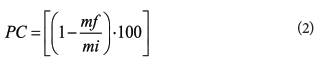
La figura 2 presenta la evolución de la gravedad específica real (Gsa), la gravedad específica aparente (Gsb) y la absorción (a) de la fracción gruesa del RCA con respecto al número de ciclos realizados con el tratamiento químico, respectivamente. En los resultados de la figura 2 se observa que la aplicación del tratamiento químico en el RCA genera aumento de la Gsb y reducción de la absorción de forma proporcional al número de ciclos aplicado en el tratamiento químico. Por consiguiente, se evidencia que la reducción de la absorción conduce a una leve disminución de la Gsa, lo cual es atribuido al desprendimiento del mortero de recubrimiento del RCA.
Geometría de las partículas
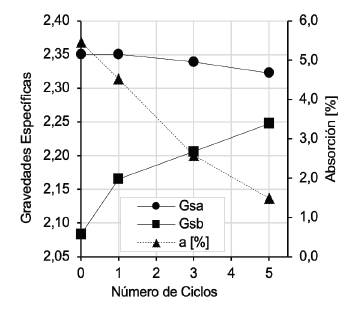
Las figura 3 evidencia los resultados de la evolución de la forma de las partículas de la fracción gruesa del RCA por medio del índice de alargamiento, el índice de aplanamiento y el porcentaje de caras fracturadas con respecto al número ciclos realizados con el tratamiento químico.
Fuente: elaboración propia.
Figura 3 Evolución del índice de alargamiento, aplanamiento y caras fracturadas con el número de ciclos de tratamiento.
Según los resultados obtenidos, es posible afirmar que la forma de las partículas de los agregados RCA varía por el tratamiento realizado, debido al desprendimiento del mortero superficial generado por el ataque químico de la solución de sulfato de magnesio. En ese orden de ideas, las partículas de los agregados RCA tienden a una forma plana, evidenciada por el aumento del índice de aplanamiento, al ser sometidos a los ciclos de tratamiento químico. Sin embargo, el índice de alargamiento presenta poca variación con respecto al número de ciclos realizados con el tratamiento. En cuanto al porcentaje de caras fracturadas, es posible evidenciar que con el tratamiento a 1 y 3 ciclos se presentaron aumentos en la cantidad de caras fracturadas, en referencia al RCA sin tratamiento. Para el RCA con 5 ciclos, se evidencia reducción en el porcentaje de caras fracturadas, en relación con todas las muestras. De forma general, no se evidencia una tendencia clara en el comportamiento de los índices de alargamiento, aplanamiento y porcentaje de caras fracturadas con el número de ciclos aplicados. Lo cual puede ser atribuido a la heterogeneidad de las características físicas iniciales de los concretos reciclados.
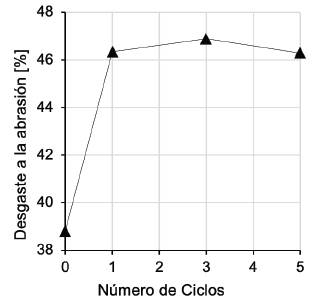
Resistencia al desgaste a la abrasión en la máquina de los Ángeles
En la figura 4 se presentan los resultados del desgaste a la abrasión de la fracción gruesa del RCA sin tratamiento y con los tratamientos químicos de 1, 3 y 5 ciclos. Con la ejecución del tratamiento químico sobre la superficie de los RCA, se esperaba que los agregados resultantes presentaran disminución del desgaste en la máquina de Los Ángeles, debido al desprendimiento del mortero adherido. Sin embargo, se presenta un aumento en referencia al RCA sin tratar. Lo anterior puede ser atribuido a que durante el proceso de inmersión del agregado en la solución de sulfato de magnesio se produce un ataque químico que genera microfisuración sobre la fracción remanente del mortero adherido, e incluso sobre la matriz de agregado pétreo natural del RCA. En este sentido, en la ejecución del ensayo en la máquina de Los Ángeles, la microfisuración presente sobre la superficie de los RCA podría originar un mayor desprendimiento del mortero adherido, desgastando y fracturando más fácilmente el agregado. Adicionalmente, se observa que los desgastes reportados para el RCA con tratamiento presentan poca variación entre ellos.
Diseño de mezclas asfálticas
En la tabla 1 se presentan los resultados del diseño Marshall para la muestra de control MDC-19. Según los datos obtenidos, el contenido óptimo de asfalto es de 5.5%. Lo anterior, atendiendo las especificaciones INVIAS [28] para nivel de tránsito elevado (Va entre 4.0-6.0%, VMA mínimo de 15%, VFA entre 65-75%, E mínima de 9 kN y F entre 2-3.5 mm).
Tabla 1 Diseño Marshall: mezcla de control MDC-19.
| Asfalto (%) | E (kN) | F (mm) | E/F (kN/ mm) | Va (%) | VMA (%) | VFA (%) |
|---|---|---|---|---|---|---|
| 4.5 | 10.64 | 1.76 | 6.04 | 7.54 | 18.28 | 58.73 |
| 5.0 | 11.52 | 1.96 | 5.88 | 4.96 | 17.01 | 70.88 |
| 5.5 | 13.06 | 2.01 | 6.48 | 4.44 | 17.57 | 74.75 |
| 6.0 | 11.97 | 2.68 | 4.47 | 4.05 | 18.24 | 77.80 |
Fuente: elaboración propia.
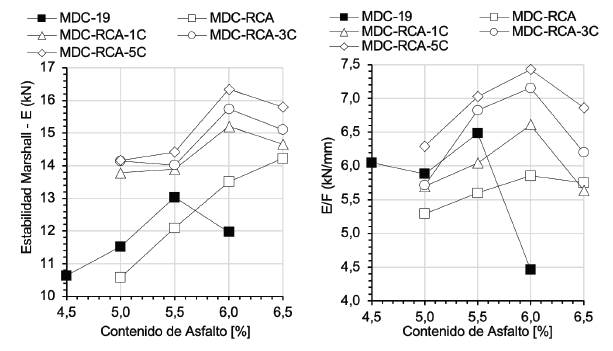
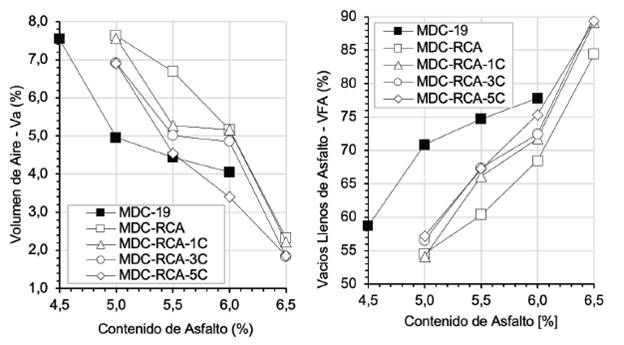
Las figuras 5 y 6 presentan los resultados obtenidos en los diseños Marshall realizados a las mezclas asfálticas MDC-19, MDC-RCA, MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C, referentes a los parámetros de resistencia (E y E/F) y a la composición volumétrica (Va y VFA), respectivamente. Se puede observar una reducción de la respuesta a la acción de la carga monotónica (menor E y E/F) para el contenido de asfalto de 5.5%, al utilizar los agregados RCA (MDC-RCA), en comparación con la mezcla de control. Esto puede ser atribuido al aumento del Va (aproximadamente 2.3%) y al menor recubrimiento de las partículas con asfalto (reducción del VFA, aproximadamente 19%) (figura 6). Por otra parte, el aumento del Va y reducción del VFA puede ser originado por la mayor absorción de los RCA. Adicionalmente, la presencia de mortero adherido al RCA pudo disminuir los parámetros de resistencia al desprenderse dicho mortero bajo la acción de la carga monotónica en el ensayo.
Fuente: elaboración propia.
Figura 5 Evolución de la estabilidad y relación E/F Marshall con el número de ciclos de tratamiento.
Fuente: elaboración propia.
Figura 6 Evolución del volumen de aire y los vacíos llenos de asfalto con el número de ciclos de tratamiento.
Para las mezclas asfálticas con RCA, sometidas previamente al tratamiento químico (MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C), es posible evidenciar un incremento de la resistencia bajo carga monotónica (incremento de E y E/F) con respecto a la mezcla de control. Dichos aumentos son máximos para el 6.0% de asfalto, excepto para la mezcla con RCA sin tratamiento (MDC-RCA). Además, estos aumentos son mayores a medida que incrementa el tiempo del tratamiento químico en el RCA. Los aumentos pueden ser atribuidos a la realización del tratamiento químico, dado que en las partículas de RCA se disminuye la cantidad de mortero superficial, generando agregados con menor absorción y mayor gravedad especifica aparente. Lo anterior se generó a pesar del aumento del Va y reducción del recubrimiento de las partículas con asfalto VFA en comparación con la mezcla MDC-RCA (figura 6).
Todo lo antepuesto incidió en un aumento de la cohesión interna en las mezclas con incorporación del RCA tratado químicamente, a pesar de que los agregados RCA-1C, RCA-3C y RCA-5C presentaron mayor desgaste en la máquina de Los Ángeles. Esto se explica porque la microfisuración del mortero remanente en el RCA y la matriz del agregado fue debidamente recubierta con la lámina de asfalto al momento de la fabricación de la mezcla, y no repercute en el comportamiento ante la acción de la carga monotónica.
Según los resultados descritos previamente, se especificó emplear el mismo contenido de asfalto de 5.5% de la mezcla de control para la realización de los ensayos de RTI, RRTI y Cántabro sobre las mezclas que usaron RCA tratado químicamente. Lo anterior con el objetivo de no incrementar el contenido de asfalto, ya que en la práctica incide en el aumento de los costos económicos de fabricación de las mezclas asfálticas. En adición, con este contenido de asfalto, las mezclas MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C tuvieron un buen comportamiento en términos de resistencia y composición volumétrica (figuras 5 y 6).
Resistencia a la Tracción indirecta RTI y RRTI
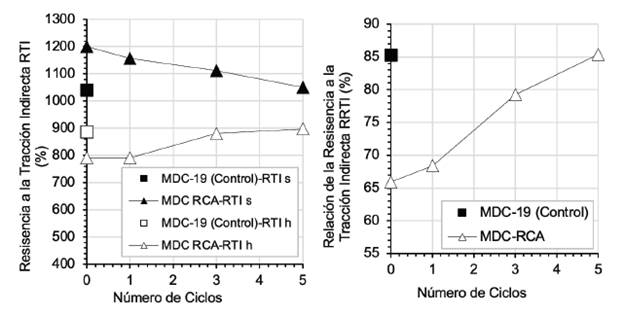
En la figura 7 se presentan los resultados de RTI (no condicionadas y acondicionadas) y la RRTI para las mezclas asfálticas MDC-19, MDC-RCA, MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C con 5.5% de asfalto.
Fuente: elaboración propia.
Figura 7 Evolución de la RII y RTTI con el número de ciclos de tratamiento.
Con base en los resultados obtenidos, se evidencia que las mezclas asfálticas con RCA (con y sin tratamiento químico) presentaron un aumento ligeramente superior de la RTI en condiciones secas en comparación con la mezcla de control MDC-19, excepto para la mezcla MDC-RCA 5C. Sin embargo, se presenta una leve disminución del RTI en función del aumento en el número de ciclos aplicado con el tratamiento químico. Esto puede ser atribuido a la reducción de la textura superficial del RCA con tratamiento, lo cual genera una menor adherencia asfalto-agregado. Dichos aumentos ocurren a pesar del aumento del Va y reducción del VFA en las mezclas con RCA.
Por otra parte, se observa una disminución de la RTI en condición húmeda de la mezcla con RCA (sin tratar) en referencia a la mezcla de control AC, excepto para la mezcla MDC-RCA 5C. Lo que se puede entender dado que, al realizar la sustitución en masa del AC por RCA, se genera aumento en el número de partículas de la mezcla, debido a la menor gravedad específica del RCA en comparación con el AC. Proporcionando así, un mayor desprendimiento de partículas ante la acción de la carga monotónica del ensayo bajo condiciones húmedas.
A pesar de ello, se observa un aumento del RTI en condición húmeda cuando se realiza el tratamiento químico, generando que el RRTI incremente notoriamente en estas mezclas y sea incluso similar al de la mezcla de control en la mezcla con RCA-5C. La relación RRTI es considerada como un indicativo de la resistencia al daño por humedad. De esta forma, se observa que la realización del tratamiento químico sobre el RCA originó un aumento de la adherencia asfalto-agregado en la mezcla asfáltica, obteniendo valores superiores a la mezcla con RCA sin tratar, y alcanzado un valor similar a la muestra de control en la mezcla MDC-RCA 5C.
Ensayo Cántabro
La figura 8 presenta los resultados del ensayo Cántabro de las mezclas MDC-19, MDC-RCA, MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C con 5.5% de asfalto.
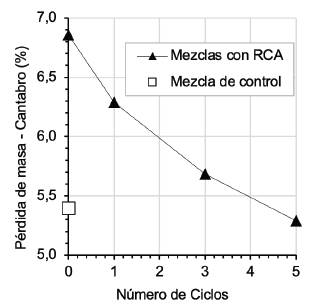
Fuente: elaboración propia.
Figura 8 Evolución de la RII y RTTI con el número de ciclos de tratamiento.
Se evidencia que la mezcla MDC-RCA presenta mayor desgaste Cántabro en relación a la mezcla de control MDC-19. Lo anterior es atribuido, principalmente, al mayor Va, al menor VFA y a la presencia del mortero adherido, lo cual pudo facilitar el desprendimiento de las partículas durante la realización del ensayo. Las mezclas MDC-RCA 1C, MDC-RCA 3C y MDC-RCA 5C presentaron aumento de la resistencia al desgaste Cántabro (reducción de la pérdida de masa) en referencia a la mezcla con RCA sin tratar (MDC-RCA). A pesar de que los agregados RCA tratados químicamente experimentaron mayor desgaste en la máquina de Los Ángeles.
No obstante, las mezclas con RCA, con y sin tratamiento, presentaron mayor desgaste en referencia a la mezcla de control, excepto para la mezcla con RCA-5C. En el caso de la mezcla MDC-RCA 5C, se presenta una resistencia al desgaste Cántabro cercana a la mezcla de control MDC-19. Los aumentos de la resistencia a la abrasión Cántabro (reducción de pérdida de masa en el ensayo Cántabro), ocurren de manera proporcional al número de ciclos realizados. Esto es atribuido a la reducción del Va, aumento del recubrimiento de partículas por el VFA, aumento de la respuesta a la acción de la carga monotónica (E y E/F) y reducción del mortero de recubrimiento en función del número de ciclos aplicados. Lo cual, a su vez, es coherente con los ensayos de resistencia al daño por humedad inducida reportados por medio de la RRTI.
Conclusiones
Este artículo se evaluó el comportamiento físico-mecánico del uso de agregados RCA en mezclas MDC. Para tal fin, se sustituyó la fracción del agregado grueso de un AC (partículas que pasan y retiene los tamices 3/4" y 3/8" respectivamente; 21% de sustitución en masa de la totalidad del AC) por un agregado RCA, el cual fue tratado químicamente con 1, 3 y 5 ciclos de inmersión en una solución de sulfato de magnesio y, posteriormente, calentado según el ensayo de durabilidad AASH-TO T 104-99. Lo anterior con el fin de disminuir el mortero de recubrimiento y consecuentemente la absorción de asfalto. Con base en los resultados obtenidos se concluye que:
En términos generales, el tratamiento del RCA en la solución de sulfato de magnesio para reemplazar la fracción gruesa de AC proporciona una reducción de la absorción superficial de las partículas y aumento en la gravedad específica aparente. Las propiedades previas son más evidentes cuanto mayor sea el número de ciclos aplicados al RCA durante el tratamiento químico (en este estudio: 5 ciclos). Sin embargo, existe un aumento en el desgaste a la abrasión en la máquina de Los Ángeles. Asimismo, se evidencia poca variabilidad en la forma de las partículas (índices de alargamiento y de aplanamiento) al realizar el tratamiento químico.
Los cambios físicos reportados en el agregado RCA tratado químicamente permiten aumentar en las mezclas asfálticas la resistencia bajo carga monotónica, medida a través del ensayo Marshall (E y relación E/F), en referencia a las mezclas con RCA sin tratamiento y a la mezcla de control. Esos resultados son atribuidos a la reducción del Va y al aumento del recubrimiento de las partículas con asfalto. Por otra parte, se evidencia que la realización del tratamiento químico proporciona un leve aumento de la adherencia y de las resistencias a la humedad inducida y al desgaste Cántabro. Dichos aumentos se originan de forma proporcional al número de ciclos realizados, consiguiendo valores similares que la mezcla de control con agregados AC en la mezcla MDC-RCA 5C. Es importante resaltar que todos estos aumentos en resistencia se obtuvieron para el mismo contenido de asfalto de 5.5%.
Desde el punto de vista técnico, los resultados obtenidos son alentadores, ya que las propiedades evaluadas en las mezclas que emplearon RCA tratados químicamente con 5 ciclos son similares e incluso ligeramente superiores a la de mezcla de control. Sin embargo, en la práctica de la ingeniería de pavimentos, tratar mecánicamente el RCA de la forma como se formuló en el presente estudio puede aumentar los costos de fabricación. Futuras investigaciones deben ser ejecutadas para evaluar la factibilidad económica y ambiental del tratamiento químico planteado a escala real. Asimismo, es necesaria la evaluación de los impactos ambientales por la utilización del sulfato de magnesio en grandes cantidades. Por otra parte, se deben evaluar otras propiedades mecánicas en las mezclas, tales como rigidez bajo carga cíclica y resistencia a la fatiga y a la deformación permanente.

