











 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
Permalink1. INTRODUCTION
Peach palm, pejibaye or chontaduro (Bactris gasipaes) is an important fruit, source of carotenoids in the diet of the rural and urban population of tropical America, and is also exported to ethnic markets in USA Rojas-Garbanzo et al. [1]. The yellow orange color of the peach palm pulp is due to the presence of carotenoids (1.1 mg/100g - 22.3 mg/100g) Jatunov et al. [2]. Peach palm fruits are traditionally cooked or turned into flour, preserves, marmalade, or fermented beverages Graefe et al. [3]. When processed, 19% of the fruit becomes residue, mainly the peel and seeds, which are currently not valued and represent an environmental problem. Babbar et al. [4] reported that an effective option for managing fruit residue is the recovery of phytochemicals/bioactive compounds from the fruit residue, which can be used in the food, cosmetic and pharmaceutical industries. Woodside et al. [5] reported that the carotenoids have been proposed to promote health through their antioxidant and anti-inflammatory activity and ability to enhance immune response, with such biological activity being linked to an ability to prevent chronic diseases, such as cancer and cardiovascular disease (CVD), in preserving visual function and protecting against age-related macular degeneration (AMD). In addition to these beneficial effects on health, β-carotene (E160aii), bixin (E160b), paprika extract (E160c), lycopene (E160d) and β-Apo-8´carotenal (E160e), have been broadly used in the food, cosmetic, and pharmaceutical industries.
Autoxidation of carotenoids is one of the factors that significantly restrict the incorporation of carotenoids in processed products Qian et al. [6]; Hojjati et al. [7] comment that carotenoids are unstable and sensitive to light, heat, or oxidants during food processing and storage due to the presence of highly conjugated double bonds in its structure and it loses its color as well as its bioactivity. Microencapsulation is an effective technique that preserves bioactive compounds, such as carotenoids, by providing a protective barrier against the action of oxygen, light, temperature and water vapor Pu et al. [8]. Among the techniques of microencapsulation, such as spray-cooling, spray-drying, freeze-drying, centrifugal extrusion, molecular inclusion and emulsion freeze-drying, however, the spray drying method is most applicable, by offering low installation costs, short drying time, continuous processes, and rapid scaling to industrial level Wang et al. [9]. Different wall materials as β-cyclodextrin, cassava starch, sodium caseinate, lactose, gum Arabic, isolated soy protein and gelatin have been used in the microencapsulation of carotenoids by Spray Drying Pu et al. [8]; Wang et al. [9]; Nunes & Mercadante, [10]; Quek et al. [11]; Rascón et al. [12], Guadarrama-Lezama et al. [13], and Other studies report that carotenoids microencapsulated by spray drying, get a long shelf life, and protection against oxidation Bustos-Garza et al. [14]; Domínguez-Cañedo et al. [15]; Lim et al. [16] and Montero et al. [17]. However, in the literature no reports relating to the microencapsulation of carotenoids present in the fruit of peach palm fruit (Bactris gasipaes) by-products, and stability studies of the microcapsule against the action of temperature, light, pH and oxygen. Taking into account all of the above, this study aimed to evaluate the stability of β-carotene extracted from dry residues of peach palm epicarp (peel) (Bactris gasipaes) using two encapsulation processes in order to determine which of the two microencapsulates obtained from each of the processes using spray drying had the best conditions of stability for temperature, light, pH and oxygen for β-carotenes in lipid extracts.
2. MATERIALS AND METHODS
2.1. Materials
Flour from cooked peach palm fruit residue (epicarp) from Palmira (Colombia), dextrose equivalent (DE) 16 maltodextrin (Tecnas), gum arabic especially for spray drying (Sigma-Aldrich), 4X powdered sugar (Colombina), powdered gelatin (Levapan), food grade Solec F lecithin (Cimpa), edible sunflower oil (Lloreda S.A), ethanol (Merck), hexane (Merck), sodium hydroxide (Merck), 98% sulfuric acid (JT Baker), regulating pH buffer solutions (Panreac), silica gel (Yequim), high purity 95-99% oxygen gas (Cryogas), and high purity 95-99% nitrogen gas (Cryogas).
2.2. Obtaining β-carotene extract
Dried peel preparation was conducted as the report by Ordóñez-Santos et al. [18]. Peach palm fruit (Bactris gasipaes) peel was separated with a knife, peel was oven dried at 60 °C until the moisture level was constant (11 % w/w), and reduced to particle size of 0.25 mm, using a sifter (Advantech DT-168, USA). The carotenoid pigments in the flour were extracted with sonification in the lipid phase (3.80 mg of peach palm residue flour per mL of sunflower oil) at 39.96°C, for 27 min using an ultrasonic bath (Ultrasonic Cleaner DC, Hagavishst, Israel): 300 × 155 × 150 mm, 150 W input power, 40 kHz frequency and 6 L capacity. The ultrasonic-assisted extraction of β-carotene in this study correspond to the optimization registered to evaluate the factors solid to solvent ratio (0.51 to 5.9 mg/mL), temperature (28-62 °C) and extraction time (13-47 min). The extract was identified in the study as released carotenoids in sunflower oil (RCSO) that corresponded to the nucleus of the microcapsules. The refined sunflower oil had a peroxide index below 1 Meq O2/ kg and an acidity percentage (oleic) under 0.30%.
2.3. Emulsification and spray drying process
The first encapsulation process (MC1) was carried out according to the method proposed by Guadarrama-Lezama et al. [13] with some modifications, and the second process (MC2) was carried out according to the proposal of Robert et al. [19] with some modifications. DE 16 maltodextrin and gum arabic were used in MC1. The percentages were: 7.58% DE 16 maltodextrin, 7.58% gum arabic, 75.76% water, and 9.09% RCSO. In MC2, the wall materials were powdered gelatin, 4X powdered sugar and commercial grade lecithin. The percentages were: 2.03% powdered gelatin, 1.77% 4X powdered sugar, 0.15% lecithin, 94.28% water and 1.77% RCSO. All of the solid wall materials were hydrated at 60°C in order to release the polymeric material. Each of the wall materials were mixed with RCSO to achieve the required emulsion with an Ultraturrax (T18 IKA Janke and Kunkel, Germany) at 10,000 rpm for 5 min, keeping the temperature below 30°C. The spray drying process was carried out with a YC-105 Spray Dryer (Pilotech Instrument Co., Ltd., Shanghai, China) equipped with a 150 cm x 80 cm spray drying chamber, a cyclone separator, hot air fan and vent fan. The spray drying process variables for MC1 included an injection flow of 12.6 (mL/min), inlet temperature of 160 ± 2 (°C), outlet temperature of 70 ± 2 (°C). In MC2, the process variables included a rate of injection of 3.13 (mL/min), inlet temperature of 100 ± 5 (°C), and outlet temperature of 65 ± 5 (°C).
2.4. Physicochemical characteristics and properties of the microcapsules
The percentage of carotenoid pigment retention was calculated with the eq. (1) reported by Wang et al. [9].

Where Cb refers to the content of carotenoid pigments in the sample before treatment (emulsion) and Ca refers to the content of carotenoid pigments in the sample after treatment (powder obtained).
The percentage of encapsulation efficiency was calculated with the eq. (2) reported by Alishahi et al. [20] and Rutz et al. [21]

Where TC refers to the (-carotene in the microcapsule and TO refers to the not encapsulated (-carotene in the oil.
The encapsulation yield was determined with eq. (3) as reported by Rutz et al. [21] and Jun-Xia et al. [22].

The yield was calculated based on the solid contents of the wall materials: M1 = weight of the maltodextrin or gelatin according to the MC1 and MC2 formulations, respectively; M2 = weight of gum Arabic or 4X powdered sugar according to the CM1 and CM2 formulations, respectively; and M3 = the weight of lecithin in formulation CM2, N = the weight of the core used for the microencapsulation, and WF = final weight of the microparticles.
The water activity of the microcapsules was determined using an Aqualab (Decagon Devices, Model 4 TE, USA) at 25°C and the moisture content of the microcapsules was determined gravimetrically using the official AOAC method [23]. The evaluation of the solubility of the microcapsules was determined by finding the maximum amount of solid materials that was completely dissolved in water, as proposed by [9]. To do this, 10 mg of the microcapsules were weighed and dissolved in 50 mL of distilled water at room temperature. The mixtures were stirred with a magnetic stirrer and the time to reach complete dilution of the samples was measured. The protocol described by Ordóñez-Santos & Ledezma-Realpe, [24] was followed to determine the β-carotene. Approximately 0.01 g of sample were weighed in a capped tube lined with foil. 7 mL of the extractor solvent mixture were added at a ratio of 4:3 of ethanol and hexane. The tubes were deposited in a 250 mL beaker with plastic supports and cold water was added with ice under a nitrogen atmosphere. Subsequently, the samples were placed in a planetary stirrer for 1 hour at 230 rpm. Then, 1 mL of distilled water was added to each tube and the stirring continued for 15 minutes. Once the aqueous phase and the organic phase were separated, 3 mL of the organic phase were extracted with a Fischer micropipette, which were diverted to a clean tube. Finally, the absorbance readings were taken at 453 nm using a Jenway 6320D Spectrophotometer, USA. Before the readings, hexane was used as a base to calibrate the equipment. The total carotenoid content in the hexane extract was calculated using eq. (4):

Where: A = absorbance at 453 nm, V = volume of hexane solvent (2.7 mL), P = molecular weight of β-carotene (536.9 g/mol) E = extinction coefficient of β-carotene in hexane (Ɛ = 137.4 mM-1), and W = weight of sample (0.01 g).
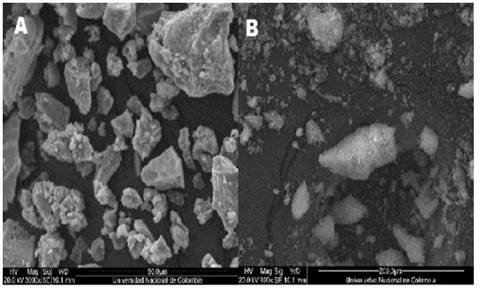
The microparticle morphology was captured using a scanning electron microscope (FEI Quanta TM 200-high vacuum mode FEG SEM, Oregon, USA at 30 kV) with a gold coating cathode, 50 second spattering current at 80 mA. The samples were mounted on aluminum stubs with carbon adhesive tape.
2.5. Stability of the microcapsules
The stability of the carotenoids in the microcapsules obtained in MC1, MC2 and RCSO for heat, light, pH and oxygen was observed according to [9], with some modifications; in our study, the samples were tested directly in order to measure the changes in the concentration of β-carotene and in all cases, 1 gram of sample was weighed. The heat effect was evaluated with exposure of the samples between 25-90 °C for 10 min in a controlled thermostatic water bath (Julabo, Germany). The measurement of the experiment time started immediately when the sample temperature reached the temperature set in the equipment, so it was necessary to use a type K thermocouple. After each treatment, the samples were cooled to 10°C to stop the effect of the temperature. In evaluating the stability in light, the samples were placed in Petri dishes and stored in a refrigerator at 4 ° C with a relative humidity of 85%. The refrigerator was fitted with a 25 W lamp 20 cm above the samples. The effect of the pH change on the retention of carotenoids was evaluated at pH 3, 4, 5, 6, 7, 8, 9, 10 and 11, preparing a 1N NaOH solution for the alkaline pH and a solution of 1N H2SO4 for the acid pH regulated with a buffer solution. Each solution was used on the samples for 1 hour at room temperature and protected from light. For the oxygen stability tests, the samples were exposed in an oxygen atmosphere for 0, 2, 4, 6, 8 and 10 h. So, a hermetically sealed capsule was used, coupled to a vacuum pump and saturated with an injection of oxygen gas with a purity of 95%, as certified by (Cryogas).
2.6. Statistical analysis
The experimental design was a randomized blocks, with three treatments: MC1, MC2 and RCSO; each treatment had five replications. Data was analyzed with a one-way ANOVA and treatments means were compared using Tukey’s test (p˂0.05). All statistical calculations were performed using SPSS 18 for Windows.
3. RESULTS AND DISCUSSION
3.1. Physicochemical properties of the microcapsules
The percentage of carotenoid retention (% R) was greater in MC2 with 88.24%, as compared to 66.81% with MC1. These results can be correlated with the inlet temperature in the drying process: in MC2, the working temperature was 100°C and MC1 had an operating temperature of 160°C, which demonstrated that high temperatures resulted in the degradation of carotenoids.
Other studies also obtained this level of retention [19] obtained retentions between 60 and 99% when microencapsulating β-carotene with gelatin of 100 °C. [13] used maltodextrin/gum Arabic coating material of 160 °C, obtaining a carotenoid pigment retention rate of between 84 and 86%. The efficiency (% EE) was greater in MC2 (77.82%), as compared to MC1 (66.81%); however, the encapsulation yield (% Y) was higher in MC1 (71.87%), as compared to MC2 (64.94 %). In other studies of microencapsulation by spray drying, conducted by different researchers as Shu et al. [25] obtained values between 55.30% and 82.20 % EE and R=76.1% to 91.30% in microencapsulation lycopene, using a wall system consisting of gelatin and sucrose. [10] reported values between 94% and 96 % EE and % R = 51% in microencapsulation lycopene with β-cyclodextrin as a carrier. [7] reported values between 78.5% and 90.10 % EE and from 67.40% to 69.70 R% in astaxanthin using soluble soybean polysaccharide as wall system. [10] reported that the efficiency of spray drying processes is related to the physicochemical characteristics of the core and wall materials, and the yield depends heavily on the spray drying equipment configuration. The higher % EE values in MC2 may be associated with the presence of gelatin and lecithin in the formulation because authors such as Turan et al. [26] have noted that the presence of protein and lecithin favors the retention and emulsification of carotenoids. Seybold et al. [27] comment that carotenoids bind to proteins, forming strong protein-carotenoid complexes.
The higher yields (% Y) in MC1 may be associated with the high process temperatures (160°C), which allowed water loss on the surface, increasing the solids of the formulation. The moisture and water activity of MC1 were smaller (4.60% and 0.17, respectively) than in MC2, 5.10% and 0.22, respectively. Another factor that could influence the low humidity and water activity was the presence of maltodextrin in MC1 as wall material because [11] reported that maltodextrin increases solids and reduces the amount of water to be evaporated in the spray drying process.
The solubility in water of microcapsules MC2 at room temperature was 48.96 seconds, with statistically lower than the 51.34 seconds MC1. [9], when microencapsulating lutein with a mixture of starch and gelatin by spray drying, reported solubility 120 seconds at room temperature, that exceeded those recorded in this study. The differences could be attributed to the inverse relationship between the process temperature and the final moisture content of the microcapsules. In previous studies [11] reported that higher drying temperatures can solidify the surface of the microparticles, preventing the diffusion of water molecules and reducing the solubility capacity. The same author alsostated that lower drying temperatures have a smaller evaporation rate, generating microparticles with more moisture and a greater tendency to agglomerate; a situation that benefits the solubility capacity of the microparticles.
3.2. Microcapsule morphology
The morphology of the irregular microcapsules, with a non-characteristic shape, independent of the wall material, presented good protection of the core Fig. 1 (A and B). This result is similar to the findings of [10] who obtained microparticles with irregular structures during spray drying. Authors such as [8] and Handscomb & Kraft, [28] and have reported that the shape of the microcapsules during spray drying directly depends on the droplet size, drying temperature, and viscosity. Pérez-Alonso et al. [29] reported that irregularity on the surface of the microparticles may be desirable for greater dispersibility and microcapsule rehydration.
3.3. Heat stability of the microcapsule
Fig. 2 shows the effect of temperature on the retention of the carotenoids present in the released carotenoids in sunflower oil (RCSO), MC1 and MC2. In the range of 25 to 60°C, a level of carotenoid retention was observed that was similar in both of the evaluated microcapsules, while the level of retention in the RCSO was significantly decreased (p <0.05); at temperatures above 60°C, the effect was significant (p <0.05) in the three studied samples (Fig. 2).

When compared to the released sample, the retention rate was higher in MC2 as the temperature increased; at 90°C, the retention level in MC2 reached 90.11%, MC1 reached 83.18% and RCSO reached 75.23% (Fig. 2) [9] reported values greater than 95% in lutein microencapsulated with gelatin and starch as wall material when evaluated at temperatures of 90°C.
Probably, the hydrophobic interaction between the nucleus, protein and lecithin described by [14] resulted in the thermal insulation of the core and greater stability in MC2. Gharsallaoui et al. [30] comment that the maltodextrin is a poor emulsifying polymer, with emulsion stability and low oil retention. This reduces the thermal insulation of the core in MC1 and affecting the carotenoid retention level. The reduction of carotenoids in the RCSO may have resulted from the effect of oxidation of the polyunsaturated fatty acids by temperature action, which in turn triggered co-oxidation reactions in the carotenoids [13].
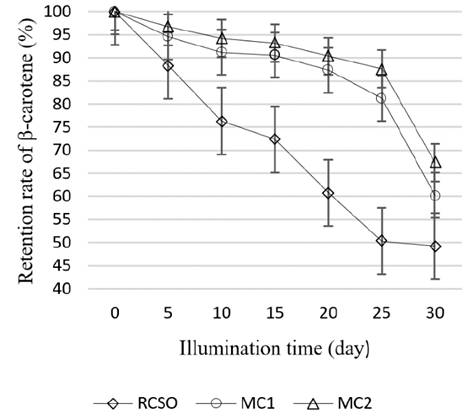
3.4. Light stability of the microcapsules
The effect of light exposure on the stability of carotenoids in RCSO, MC1 and MC2 can be seen in Fig. 3. After five days of storage, the microcapsules obtained a significantly (p <0.05) higher retention as compared with RCSO and, at 30 days of storage, the retention level in MC2 was 67.36%, followed by MC1 with 60.23% and RCSO with 49.25% (Fig. 3). Authors such as Chen & Huang, [31]; Lee & Chen, [32]; Shi et al. [33] and Boon et al. [34] have reported that light can trigger oxidation and isomerization processes in carotenoids, reducing the concentration; the wall materials in MC2, because they are good emulsifying agents, reduced the action of light in the core of the microparticles, thereby decreasing the processes of oxidation and isomerization in the carotenoids. [9] microencapsulated lutein with porous starch and gelatin as wall materials, and reported retention levels of 90% in microencapsulated lutein exposed to light for 30 days.
3.5. Microcapsule stability in pH changes
The effect of pH variation on the stability of carotenoids in RCSO, MC1 and MC2 can be seen in Fig. 4.
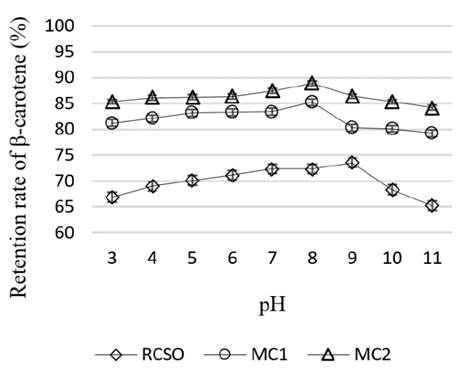
The retention level of carotenoids increased at a pH between 4.00 and 8.00 and decreased in the regions of extreme acidity and alkalinity (Fig. 4) [9] reported a similar behavior in microencapsulated lutein with gelatin and starch as the wall material when exposed to a pH between 1.00 and 11. The retention level in the evaluated pH range presented significant differences (p <0.05) between the three tested samples: MC2, with 84.21%, had a statistically higher retention rate than MC1 (79.23%) and RCSO (65.23%). [14] explained the stability of MC2, as compared to RCSO, with the fact that the hydrophobic interaction between the nucleus, protein and lecithin, near the isoelectric point of the protein, can affect the coating, resulting in more stability in the carotenoids present in the core of the microcapsule. Moreover, an extreme pH (acids and alkalis) triggers oxidation and isomerization processes that degrade carotenoids [14] and Seyedrazi, et al. [35].
3.6. Stability of microcapsules in contact with oxygen
In Fig. 5, the effect of oxygen on the retention level in RCSO, MC1 and MC2 can be seen. By increasing the exposure time to oxygen, the retention level was significantly reduced (p <0.05); after 10h, MC2 reached a retention rate of 79.23%, followed by MC1 with 71.24% and RCSO with 54.24% (Fig. 5) [9] obtained
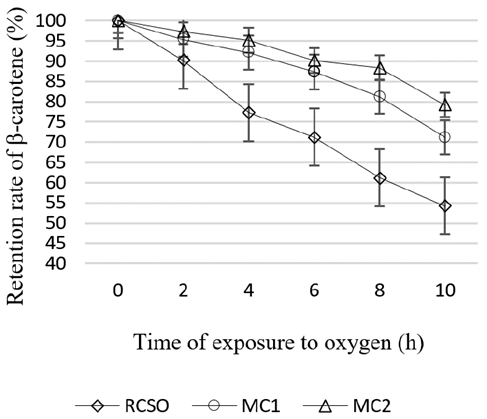
retention levels of 90% in microencapsulated lutein after 10 hours of exposure to oxygen. Comparing RCSO with MC2 and MC1 showed that the wall materials provided an oxygen barrier, reducing the degradation of the carotenoids present in the core of the microparticles because this environmental factor is responsible for degradation by the oxidation and isomerization of carotenoids, as previously reported by [34] and Loksuwan, [36].
4. CONCLUSIONS
In this study, the stability of β-carotene extracted from peach palm peel meal (Bactris gasipaes) in a lipid extract of sunflower oil was evaluated using two encapsulation processes (MC1 and MC2), where both the coating materials and the process variables varied (inlet temperature, outlet temperature and flow rate). The microcapsules obtained in both processes were evaluated against the action temperature, light, pH, and oxygen. The results indicate that the microcapsules obtained with the second process (MC2), showed the highest levels of stability against temperature, light, pH, and oxygen, obtain retention rates had been improved about 15-25% than that of free total carotenoids. Future studies are needed to evaluate the potential of this microcapsule as a natural additive in food, pharmaceuticals and cosmetics.

