











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
Introducción
Este artículo1 analiza los impactos de la globalización en el proceso de producción de arneses automotrices, el clúster industrial de la industria maquiladora de arneses automotrices y las relaciones laborales, en una de las ciudades más importantes de la frontera norte de México -Ciudad Juárez- que ha sido llamado “El valle de arnés”. La fabricación del arnés es altamente cualificada y compleja. Los arneses son referidos frecuentemente como el sistema nervioso de los vehículos (Koido, 1992; Yazaki, 2007; Delphi, 2008, Sumitomo, 2008; Lear, 2008). Las industrias de ensamblaje de vehículos y proveedores, establecidas durante y después de la devaluación del peso en 1983, lo que redujo los costos laborales, estaban “huyendo de los sindicatos fuertes en el medio oeste americano” (Lugo, 2008).
En este documento se identifican las principales características del empleo precario y la producción de arneses automotrices en Juárez. También se caracteriza al clúster de arneses automotrices, el cual está conformado por plantas maquiladoras pertenecientes a los líderes mundiales en la producción de estos, ubicado en Juárez. La aproximación al estudio incluye un análisis comparativo de cuatro plantas maquiladoras pertenecientes a las empresas líderes mundiales en la fabricación de arneses automotrices, centrándome en particular en los problemas de precariedad laboral y producción de clase mundial.
Perspectivas teóricas
Inicialmente, el análisis de las plantas maquiladoras de autopartes se produjo desde la perspectiva de la Nueva División Internacional del Trabajo (NDIT) Fröbel, et al., (1980). Los analistas de la NDIT sostienen que, desde la Segunda Guerra Mundial, surgió una nueva economía capitalista sobre la base de la migración masiva de capital de las sociedades industrializadas hacia el Tercer Mundo (ahora conocidos como los países del sur). Esta afluencia de capital se vio estimulada tanto por el deterioro de la sociedad industrializada y la existencia de una fuerza laboral abundante y barata en la periferia.
Actualmente, la Teoría NDIT da una respuesta limitada a los procesos de globalización económica, ello debido a la mayor complejidad que se presentan hoy en día. Pero, en cualquier caso, es bueno cuestionarse sobre los siguientes interrogantes. ¿Qué teoría explica de mejor manera la situación actual? Y más aún, ¿hasta qué punto es conveniente seguir hablando en términos de División Internacional del Trabajo? Shaiken (2003) señala que, en México, como en muchos países en desarrollo, la globalización está especialmente avanzada en la industria automotriz.
En el debate actual en torno a la producción global de arneses automotrices, las relaciones laborales y la concentración regional y local de la industria, se pueden identificar tres grupos, con tres posiciones diferentes: Los primeros estudios que analizaron el establecimiento de la industria de ensamblaje de autos hacen referencia a la modernización de la industria maquiladora se refirió a la modernización de la industria maquiladora y la emergencia de los nuevos modelos de producción. Los estudios de la industria maquiladora de automóviles se llevaron a cabo con gran particularidad. Se puede decir que la industria ha sufrido cambios importantes, como el aumento del uso de tecnologías automatizadas, la incorporación de la organización flexible de la producción, y una amplia difusión del sistema “Just in Time” (JIT) y Control Total de Calidad (CTC) (Gereffi, 1996; Wilson 1992; Koido 1992; González-Aréchiga y Ramírez, 1990; Pelayo, 1992).
En el caso de las técnicas de producción flexible asociadas con el ensamble de autopartes (Wilson, 1992, 1989; Shaiken y Brown, 1991), la adopción de técnicas y prácticas de producción para la mejora de la calidad es también una práctica prioritaria para las empresas transnacionales (principalmente automotriz y electrónica). Algunos autores que analizaron este periodo consideraron que los cambios en las industrias de exportación antes mencionados eran caricaturas del postFordismo (Wilson, 1992; Shaiken y Brown, 1991). Para otros, estos cambios daban como resultado un enriquecimiento de las tareas, mayor complejidad de los procesos, y el desarrollo de potenciales proveedores (Carrillo y Ramírez, 1993; González Aréchiga y Ramírez, 1990).
Sin embargo, De la Garza (1998) consideró que el punto focal de la transformación no fue la tecnología, sino las formas de organización del trabajo y las relaciones laborales. Por lo tanto, descartó la convergencia hacia una solución óptima que sería “one best way” para todas las empresas, tal como lo expresaron Freyssenet et al., (1998). También se pueden tomar en cuenta los cambios en los procesos de hibridación que son la fuente de soluciones innovadoras (Boyer et al., 1998). Es pertinente analizar la configuración socioproductiva y reflexionar sobre sus diferentes dimensiones en la industria maquiladora de los arneses en Ciudad Juárez.
Un segundo grupo de estudios se refiere a las relaciones laborales y condiciones de trabajo que se han introducido en dichas plantas maquiladoras y que, desde su llegada a Ciudad Juárez, se han beneficiado del tipo de sindicatos y relaciones laborales muy ad hoc a sus intereses, y especialmente con el amplio poder de decisión en el proceso de producción. Esto se traduce en una mayor flexibilidad contractual, alta flexibilidad numérica y funcional, donde los sindicatos han servido de poco para proteger a los trabajadores y los representantes del Estado se han convertido en cómplices por su silencio y su falta de aplicación de la legislación (Kopinak, 1996; De la O, 2002; Quintero, 2002).
Un tercer grupo de estudios se centra en los sistemas mundiales de producción y las cadenas de valor (Gereffi y Korzeniewicz, 1994; Gereffi, et al., 2001; Carrillo, et al., 2001). Estos autores examinan las cadenas de valor mundial y los sistemas de producción, incluidas las relaciones entre los diversos actores a lo largo de la cadena de producción y las diferencias en la estructura y las relaciones entre empresas (Barrientos, 2007; Gereffi, 1999; Sturgeon, 2000). La principal contribución de este enfoque es la cadena mundial de productos básicos para capturar los cambios de organización en la producción y el comercio mundial. Esta perspectiva de análisis señala todos los insumos necesarios para un producto, desde la concepción hasta las etapas intermedias de la producción, y en última instancia a los consumidores. El enfoque de los productos básicos aumenta el análisis de los vínculos y la coordinación entre los agentes económicos y lugares. En este enfoque, los autores se incorporan explícitamente las dimensiones internacionales en sus análisis, lo que refleja su principal preocupación con la aparición de los sistemas de fabricación que se encuentran dispersos e integrados a escala mundial2 .
La investigación recupera las dos últimas perspectivas de estudio. Y desde estas perspectivas, la siguiente cuestión que se plantea es: ¿bajo qué tipo de relaciones y condiciones de trabajo son ensamblados los arneses automotrices de clase mundial en Juárez? Ciudad Juárez es una localidad importante de la nueva economía transnacional (Sassen, 1998) y un espacio desnacionalizado, con procesos productivos interdependientes, marginación y exclusión (Harvey, 1996; Castells, 1999). Por ello, se expresan tres supuestos en este artículo:
Ciudad Juárez, es una de las localidades de la dinámica económica global, y se encuentra en el proceso de reestructuración económica global de localizaciones, que ha generado un gran crecimiento en la demanda de trabajo de bajos salarios y empleos que ofrecen pocas posibilidades de ascenso. Al igual que en otras ciudades globales, en Ciudad Juárez, las mujeres y los inmigrantes recientes emergen como la oferta de trabajo que facilita la imposición de bajos salarios y pocas prestaciones, incluso cuando existe una gran demanda y estos empleos se encuentran en sectores de alto crecimiento (Sassen, 2006).
La concentración de las plantas de arnés en una configuración regional ha permitido una mayor integración vertical y complejidad del proceso de producción de arneses de los corporativos líderes a nivel mundial en la producción del arnés. Los cuales están regulados principalmente a través de instituciones privadas globales, tales como la Organización Internacional de Normalización (ISO) (www.iso.org), en espacios desnacionalizados o lo que Sassen (2007) se refiere a la relativa ausencia del Estado.
Al igual que Kopinak (1996), se considera que todas las maquiladoras del arnés han empleado tecnologías innovadoras y prácticas laborales asociadas con las estrategias de producción flexibles, incluyendo la adhesión de la técnica “Just-in-Time” para la gestión de inventario.
Metodología y estructura del artículo
En este artículo, el análisis empírico se basa en el procesamiento, sistematización y análisis de las entrevistas semiestructuradas, observación participante y la información de varios estudios y empresas, tales como sus páginas Web considera parte del trabajo de campo para la tesis doctoral. Primero, se hicieron treinta y cinco entrevistas con trabajadores directo de producción, supervisores de producción y funcionarios de la planta. También, se llevaron a cabo varios periodos de observación participante en cuatro plantas maquiladoras en fases que oscilan entre tres y seis meses de observación durante 2005 y 2006. Y en tercer lugar, se examinó información estadística e histórica sobre las empresas y las plantas: Real Corp. / Real, arreos American Corp. / arreos de América, Nipona Corp. / Nipona, y Sushicon Corp. / Sushicon3 .
El artículo contiene tres secciones. En la primera sección, se describe el proceso de producción del arnés automotriz. En la segunda sección, se caracterizan a la industria de producción de arneses en Ciudad Juárez a través del número de plantas, el volumen y tipo de empleo que han generado en la ciudad, junto con las prácticas, métodos y normas relacionadas con sistemas de gestión de calidad como el ISO que cumplen para tener una producción de clase mundial. También incluye indicadores tales como las ventas y plantas de manufactura en cuatro empresas: Arreos American Corp. Real Corporation, Sushicon Corp. y Nipona Corp. Y en la tercera sección, se destacaron las condiciones de empleo, centrándome en salarios, la inestabilidad y la inseguridad del empleo, según los conceptos de Guerra (1994), basándose en el empleo, las condiciones de trabajo y las reflexiones de los trabajadores industriales en la región.
La producción del arnés automotriz
Los arneses automotrices son el “sistema nervioso” de los coches: los arneses conducen la información entre los componentes electrónicos y eléctricos. La configuración del arnés va cambiando conforme cambian las diferentes opciones que ofrece un nuevo modelo de automóvil, tales como bolsas de aire, ventanas, puertas, asientos eléctricos, cruise control y suspensión automáticas.
Estas características causan muchos cambios en la especificación del producto. Además, hay tres factores para comprender la mayor diversificación de la producción de arneses automotrices. En primer lugar, hay un gran aumento en el número de componentes electrónicos en los vehículos4 , que ha hecho que el sistema de arneses sea más grande y más complejos. Por ejemplo, un automóvil de pasajeros necesita un promedio de 800 alambres (Yazaki, 2008).
En segundo lugar, el aumento en la diversificación de los coches en las últimas décadas ha requerido un mayor número de tipos de arneses automotrices. En tercer lugar, cada coche tiene casi veinte sistemas de arneses diferentes, en promedio. Al combinar el primer y segundo factor, cada vehículo puede incluir un gran número de diferentes suburenses. Por lo que, el aumento en la diversidad de arneses automotrices hace que sea muy difícil de estandarizar el proceso de producción de este.
La gran variedad de productos a menudo requiere cambios en las líneas de producción. Esto resulta en un proceso intensivo en trabajo característico de la producción de arneses (Koido, 1992). En el caso de los arneses automotrices, la introducción de nuevas máquinas flexibles es muy difícil debido a la gran diversidad de productos. Por lo tanto, sólo en las primeras etapas de la producción de arneses, como el corte y prensado, se han introducido máquinas flexibles. Sin embargo, la sustitución de fibra óptica para arneses automotrices puede transformar completamente el proceso de producción de las redes de comunicación en los autos del futuro, pero esto sólo podría hacerse a través de un proceso muy largo para completar la aplicación de esta tecnología (Koido, 1992). A falta de ello, las grandes corporaciones han optado por llevar a cabo avances tecnológicos, reduciendo el grosor del cable (0.13 mm2) el impacto en el peso del vehículo (Yazaki, 2008).
Además de las dificultades técnicas para hacer frente a la amplia variedad de arneses y una mayor sofisticación de estos, otro factor en la producción de arneses automotrices es que es intensiva en mano de obra. De hecho, los arneses automotrices son específicos a cada estructura del sistema electrónico de cada modelo de automóvil, no sólo por su diversidad, sino también por los constantes cambios de diseño y flujos de estos. En particular, la introducción de nuevos productos ha influido en los rápidos cambios en el diseño para ensamblar arneses. Al cambiar el modelo del auto cada año, afecta los diseños de ensamble de arneses y genera cambios en el proceso de su producción. Además, incluso los pequeños cambios en algunos componentes electrónicos pueden provocar cambios en el diseño de arneses automotrices, incluso en un automóvil “estándar”. La incertidumbre en el diseño del arnés hace extremadamente difícil la estandarización de los procesos de producción y de automatización (Koido, 1992, Yazaki, 2008 y Sumitomo, 2008). Debido a estas características del producto, la producción del arnés forma un cuello de botella en la automatización de la producción en la industria automotriz. Sin embargo, el proceso de producción es homogéneo, que consiste en la integración de procesos heterogéneos con diferentes grados de intensidad y de automatización (Koido, 1992).
La trayectoria tecnológica del arnés se divide en tres grupos: el primero por un arnés simple (1900-1973), el segundo se caracteriza por su renovación esto causado por un proceso de convergencia entre las industrias automotriz y electrónica (1974-1993); y la tercera generación, donde un sistema de arnés ya no es independiente, sino un sistema integrado de partes físicas y funcionales del automóvil es así como desde 1994 el arnés está integrado en un sistema modular (Lara, 2003). Además, las plantas industriales han integrado verticalmente su producción en Ciudad Juárez (Carrillo y Miker, 2010), tal como se presenta en la sección siguiente.
Estructura de la producción
La producción de arneses automotrices implica una compleja división del trabajo, porque el proceso se transforma en miles de cables, los cables en muchos tipos de sistemas integrados, o arneses diferentes. El proceso para la producción de arneses automotrices consta de cinco etapas diferentes y, en general puede ocurrir en la misma zona industrial. A continuación, se presenta una síntesis de dicho proceso en la siguiente Tabla 1.
Tabla 1 Proceso de producción del arnés
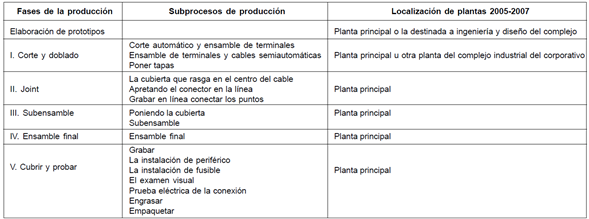
Fuente: Miker Martha (2009), Tesis Doctoral “Aprendizaje Laboral Situado en la industria Maquiladora de arneses automotrices en Juárez”, Universidad Autónoma de Ciudad Juárez. Basado en Ikeda 1990 con modificación por Koido 1992 y por la autora.
En la Fase I, el proceso generalmente es más automatizado, tiene el más alto nivel tecnológico, mayor concentración de trabajadores hombres con mayor antigüedad dentro de la planta, y el más alto nivel de educación básica. En las Fases II y III, se utiliza más mano de obra intensiva, y se encuentran generalmente en la misma planta. En la Fase IV, debido al aumento en los componentes electrónicos de los automóviles, los arneses automotrices son más grandes y más complejos5 . Además, este proceso suele producirse en la planta principal; y en la Fase V, el arnés es armado completamente, tienen su número impreso e instalado en sus zonas periféricas. Después de esto, se realizan las pruebas de calidad y resistencia visualmente por los operadores contra la muestra, y luego por vía electrónica a través del examen de las conexiones de cable y estaciones para las pruebas de conductividad eléctrica, las cuales han aumentado continuamente en su nivel tecnológico. Por último, los conjuntos son empacados en plástico y se colocan en cajas y son enviados principalmente a las plantas de montaje de automóviles en los Estados Unidos.
En total, la producción de arneses automotrices generalmente toma la forma de las pirámides de los subcontratistas (Ikeda, 1985, citado por Koido, 1992). Debido a que son procesos de producción intensivos en trabajo, constantemente están presionados por la reducción de costos a través de una mayor presión a sus proveedores, los productores de arneses automotrices también están obligados a buscar menores costos de mano de obra geográficamente. La producción de arneses automotrices tiende a ser descentralizada y situados en zonas geográficas periféricas próximas a las plataformas de producción de las plantas armadoras que abastecen a los mercados tradicionales y emergentes.
Sin embargo, también hay una división sexual del trabajo entre las áreas de trabajo, desde el más alto nivel tecnológico (etapa de corte y prensado) al nivel más bajo (subensamblaje y montaje final), aunque este no es el caso con niveles intermedios de tecnología (pruebas de calidad y resistencia). El corte y las tareas más críticas son dominados por los hombres con más antigüedad, más educación, y salarios más altos que los trabajadores de producción directa. El montaje final y los subprocesos son dominados en su mayoría por mujeres jóvenes con niveles salariales más bajos, con una antigüedad limitada, menor educación y los niveles salariales más bajos. Tanto los hombres como las mujeres trabajan en empleos de medio nivel tecnológico, tales como las pruebas electromecánicas, estos trabajadores presentan mayores niveles de educación, que no necesariamente tienen mucha antigüedad.
Mega clúster de clase mundial en Juárez
En los últimos treinta años, Ciudad Juárez, localidad situada en la región binacional metropolitana más grande del mundo, ha cambiado sustancialmente debido al enorme crecimiento de la economía mundial. Este es el motor del dinamismo en la región. Las características generales de la industria maquiladoras de arneses en Juárez son los siguientes: En primer lugar, estas plantas son establecimientos grandes, que emplean el 24% del total de empleos generados por la industria global de fabricación en Juárez, en 39 plantas con un promedio de 1,415 empleados por establecimiento. En segundo lugar, hay una alta concentración de corporativos líderes mundiales de automóviles en estas empresas de primer nivel. De los 39 establecimientos que componen la rama del sector arnés, cinco empresas tienen 32 plantas y emplea 43, 626 trabajadores, que empleaban al 79% de esta industria en la ciudad. En tercer lugar, entre sus clientes están varios ensambladores de autos americanos, asiáticos y europeos, tanto de vehículos ligeros como pesados. En cuarto lugar, desde 1994, amplía los centros técnicos y han creado el que la investigación aprovecha el diseño, desarrollo, montaje, corte y envío a los EE.UU. la industria automotriz, como Delphi y centros de ingeniería y de diseño en Ciudad Juárez6 . En quinto lugar, con la competencia, la lucha por la supervivencia y la contracción del mercado de los EE.UU., las empresas han comenzado a ampliar su base de clientes corporativos a otros mercados emergentes como Asia y Europa. Y sexto, las regulaciones estatales han sido desplazadas con el fin de producir a niveles de clase mundial que cumplan con las normas de convergencia sobre la base de las instituciones privadas (como la ISO). Véase Tabla 2.
Tabla 2 Proceso de producción del arnés
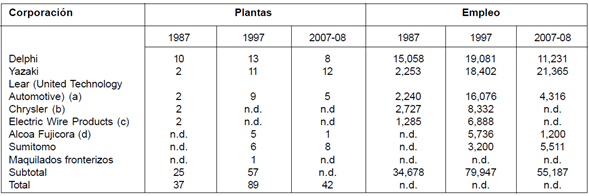
*Nota: a Lear Company compró a United Technology Automotive en marzo de 1999.
Información sólo para tres plantas
Información sólo para una planta
Información sólo para tres plantas
Fuente: Elaboración de los autores con base en la Secretaría de Comercio y Fomento Industrial. Directorios de la Industria Maquiladora y trabajo de campo en mayo de 1999 y febrero de 2008.
Además, los procesos de producción se han vuelto cada vez más complejos debido a los diferentes métodos y prácticas directamente relacionadas con el modelo “Lean Production” que borran las diferencias “nacionales” en la producción de arneses. Juárez se ha convertido en un importante centro de fabricación mundial en este sentido. Administradores capacitados han establecido muchos aspectos del modelo de producción Lean, organizan a los trabajadores en equipos donde “la maquila de las prácticas simbólicas en torno a la independencia de resaltar la feminidad, la firmeza y la capacidad de tomar decisiones” (Salzinger, 2003).
En resumen, el mega cluster del arnés en Juárez se compone de “global players”. Estas grandes empresas están compitiendo en los mercados mundiales y producen tanto los arneses y otros sistemas y componentes para plantas terminales de muchas empresas (ahora denominados en diferentes empresas como sistemas de distribución eléctrica). Tomemos el caso de las cuatro empresas más importantes en Ciudad Juárez, que concentra a decenas de miles de trabajadores en esta ciudad y cuatro de los cinco jugadores globales «en la industria más importante para la fabricación de arneses de todo el mundo: Nipona Corp., Arreos American Corp., Real Corporation y Sushicon Corp.
Nipona corporation
Nipona es una empresa japonesa que emplea a cerca de 200.000 trabajadores en 463 empresas en 39 países de todo el mundo, con un capital de 3,191 millones de yenes. Uno de los principales grupos de productos de esta corporación es el área automotriz, se divide en Nipona Electric Wire Co., y Nipona Parts Co., fabricantes de cables eléctricos y de los sistemas eléctricos y de producción modular del automóvil, respectivamente. Nipona Parts Co., de Nipona North America, con sede en Michigan, es altamente internacionalizado. Las ventas fuera de Japón crecieron 200% entre 1992 y 1997, y el empleo internacional era de 178.916 empleados en 2007. Eran ocho veces más alta que la mantuvo en Japón. En México, Nipona tiene 19 plantas y 9 subsidiarias. En Ciudad Juárez, hay tres empresas: Autopartes y Arneses de México, SA (planta Nipona / Nipona), establecida en 1982, que cuenta con 8 plantas en el estado de Chihuahua, con Juárez emplea 5,162 trabajadores. Por otra parte, Productos Eléctricos Diversificados, SA, (PEDSA), tiene seis plantas en Ciudad Juárez, con 10,802 empleados. La tercera empresa de Nipona en la ciudad es Autoelectrónica Juárez, establecida en 1985 dentro de la EWD Nipona América del Norte, con 2 plantas y 5,401 empleados.
Arreos América corporation
Arreos America Corporation operaba 156 plantas de fabricación en 34 países con ventas de 22,3 mil millones de dólares en 2007. Cuenta con oficinas regionales en París, Tokio y Sao Paulo, las oficinas centrales se encuentran en Warren, Ohio. Arreos American Corporation se compone de siete divisiones bajo el concepto de sistemas; sin embargo, estas áreas son llamados División de Sistemas, y se encargan de analizar la arquitectura de los sistemas eléctricos y electrónicos del vehículo, la distribución electrónica y la integración y la optimización del diseño de sistemas completos. En 2008, la empresa empleaba aproximadamente 169.500 empleados en todo el mundo, con México como el mayor receptor de empleo: 68,000 empleados en 50 plantas. La compañía es actualmente la 49ª mayor empleador en México (Las 500 empresas más importantes de México, 2009), con 48.000 empleados en 48 plantas. Juárez cuenta con 15 plantas industriales de las cuales 8 pertenecen a Arreos American Corporation con 11.231 empleados. Esta empresa fabrica diversos tipos de arneses automotrices para diversos clientes como Ford, Harley, GM, Harrison, BOS Wagner, Panasonic, Ford, Subaru, Lear Corporation, Interior Packard y Toyota.
Real corporation
La empresa, que también participa en el montaje de asientos de automóviles y la industria de la aviación, fue adquirida por el Real en 1966. Las ventas netas anuales fueron de $16 mil millones de dólares en 2007. Los productos de clase mundial de la compañía son diseñados y fabricados por 90,000 empleados en 215 localizaciones en 34 países de América, Europa, Asia y África. Su sede corporativa está en Southfield, Michigan. La división de productos eléctricos tenía 102 plantas que ensamblaban arneses automotrices y 45,538 puestos de trabajo en todo el mundo en 2005 (Ortiz, 2005). Por su parte, en México había 34,702 puestos de trabajo en sus tres divisiones y 38 plantas, que representaban el 32% y 12% de los empleos y las plantas en el mundo del corporativo respectivamente. Electric System Divisions, productora de arneses automotrices, tenía 15,070 empleados y 19 plantas que representaban el 19% y 33% de la división de todo el mundo, respectivamente. En Ciudad Juárez, Real tenía más de 50% de las plantas y del empleo a nivel nacional (Ibíd.: 30). Las maquiladoras pertenecientes a Electric System Divisions están a cargo del montaje de los arneses eléctricos y de productos electrónicos. Con la compra de United Technologies Corp., (conocida como UTA) en 1999 (Carrillo e Hinojosa, 2001). En 2007, la Real logró tener la mayoría de las plantas de ensamble de arneses automotrices en Ciudad Juárez.
Sushicon corporation
Desde 1996, Sushicon Electric Wiring tiene un-Joint Venture con Osaka Yokkaich Sushicon Wiring Systems. Con un capital de $ 7,541 millones de yenes, SEWS tiene 53,147 empleados en el mundo, con presencia en 30 países, sus ventas alcanzaron los $ 511,958 millones de yenes en marzo de 2007. A pesar de ser una empresa japonesa, el 90% de su producción se produce en otros países. En 2005, Sushicon Corp., fue el tercer mayor productor de arneses automotrices en todo el mundo, y su objetivo para 2010 es tener entre 15% y el 20% del mercado mundial de arneses automotrices. La fabricación y venta de arneses automotrices, componentes eléctricos y de alambre son el principal negocio de Sumitomo. En 2008, la compañía se está reorganizando y reestructurando la producción basada en un modelo de producción mundial7 . En el ámbito regional durante el año 2003, Sumitomo ha trasladado todas sus plantas de fabricación de los Estados Unidos a México y sólo dejó el Centro de Detroit de Investigación & Diseño en arneses automotrices. En México tiene tres empresas: Conductores Tecnológicos, Autosistemas de Torreón y Sistemas de Arneses K & S Mexicana, SA de CV. La sede principal en México se concentra en Juárez, donde tiene aproximadamente el 48% de las plantas y el 40% del empleo a nivel nacional respectivamente.
Flexibilidad laboral y empleo precario
Según la Organización Internacional del Trabajo (OIT: 1998), el empleo precario es una “relación de trabajo, donde la falta de seguridad en el trabajo (es) uno de los elementos principales del contrato de trabajo”. Rogers (1989) identifica cuatro criterios para determinar si un trabajo es precario: en primer lugar, con un alto riesgo de pérdida de empleo, en segundo lugar, cuando hay pocas posibilidades de que el trabajador controle las condiciones de empleo, en tercer lugar, cuando no hay protección social o la seguridad no está garantizada y, por último, donde los bajos salarios resultan en pobreza. Estos criterios se refieren a las dimensiones de la inestabilidad, la falta de protección, la inseguridad, así como las deficiencias sociales y económicas. Guerra propuso el concepto de empleo precario, “como trabajo inestable e inseguridad laboral, estos factores son los más decisivos en este tipo de concepto” (Guerra, 1994). Para el autor, la precariedad laboral es donde existe un contrato de trabajo indefinido: el empleado o no tiene contrato o tiene contrato de tiempo fijo, contrato por honorarios, temporal u ocasional, donde el trabajo carece de cobertura de seguridad social. En esta investigación, los conceptos de Guerra (1994) son confirmados, es decir, es trabajo precario que comparten ciertas características: la incertidumbre en el trabajo (temporalidad y seguridad social), la inestabilidad, y los bajos salarios.
Salarios bajos
Antes de que el valor del peso mexicano disminuyera en respuesta a la crisis económica de EE.UU. (otoño de 2008, de 10 pesos por dólar a 14 pesos por dólar), los salarios en las fábricas de arneses eran relativamente bajos. En la planta Sushicon, los salarios semanales de los operadores de producción en 2006 oscilaron entre $ 39 (dólares de los EE.UU.) para los nuevos operadores y $ 93 (dólares) para los operadores de máquina de corte y de operaciones críticas. En la planta Real, trabajadores de la planta tenían salario diario que oscilan entre $ 5,60 y $ 6,50 dólares de los EE.UU. (Ortiz, 2005), haciendo que el salario semanal de los operadores oscilara entre $ 28 (para los operadores en formación) y $ 98 para los operadores flexibles respectivamente. En la planta Arreos, los salarios son bajos en general. Para los operadores de reciente ingreso (en entrenamiento y generales), el pago se rige por el salario mínimo legal para esta área: En el periodo 2004-5, fue 45.24-46.80 pesos respectivamente, por día, más beneficios. En el periodo 2004-5, la tasa de cambio del dólar EE.UU. fue de 10 pesos por 1 dólar en 2008, es de 14 pesos por 1 dólar, disminuyendo los costos de los salarios. En el caso de empleados que tienen un contrato indefinido después de uno o tres meses en las plantas en Nipona / Nipona Corporation y Sushicon / Sushicon Corporation en las áreas de ensamble y ensamble final los salarios son mayores en un 10% (operadores especiales y operadores de 30 días) y para las áreas consideradas con mayor nivel de tecnología (corte y presión) los salarios se duplican. En general, se encontraron cuatro niveles de personal operativo:
Operador en entrenamiento, general, universal y flexible. El operador en entrenamiento y general dominan un estándar de producción de una estación de trabajo, el operador universal domina todas las estaciones en su área y, el operador flexible está en una tarea especializada, ya sea sólo la inspección, el corte de cable, etc.
En suma, los trabajadores adquieren un número de bonos por asistencia, puntualidad, despensa, por año trabajado, por bonificación de contratación de otros, y de antigüedad, entre otros. Los tres primeros están asociados a la asistencia permanente de los trabajadores a la planta, mientras que los otros se han perdido y reaparecen temporalmente en función de la crisis o auge del sector en la localidad, del producto de la situación del sector en el contexto internacional, y la falta de órganos vinculados con la legislación laboral y de sindicatos democráticos. Las prestaciones laborales mínimas que exige la ley laboral vigente se ofrecen en todas las plantas8 . Además de los beneficios legales, algunas plantas brindan otros beneficios, tales como la educación de adultos gratis en la planta, becas para hijos de los trabajadores, la asistencia funeraria, apoyo para lentes, el pago de un día de salario por su cumpleaños, fondo de ahorro y seguros de vida, que también en tiempos de crisis del sector desaparecen. Los beneficios que siguen siendo esenciales para el proceso de producción, tales como el servicio de transporte, servicio médico y servicio de cafetería9
Inseguridad e inestabilidad en el trabajo
Las malas relaciones laborales, la flexibilidad laboral y la falta de asociaciones sindicales democráticas son las más comunes en la IME de arneses en Ciudad Juárez. Los contratos de trabajo temporales contribuyen a la inseguridad del empleo10 . El derecho sindical, consagrados en la Constitución y las leyes laborales federales (Constitución de los Estados Unidos Mexicanos y la Ley Federal del Trabajo (Arts. 356 a 403), prácticamente se han borrado desde el advenimiento de la industria maquiladora en la región. Así que en la actualidad sólo el 10% de los trabajadores de la IME son miembros de algún sindicato11 . Sólo la Corporación Real/planta maquiladora Real ha firmado un contrato colectivo con la Confederación Revolucionaria de Trabajadores y Campesinos (CROC). Se trata de un sindicato «subordinado» sin la presencia de un representante sindical en el reclutamiento y selección de empleados, ya que no hay injerencia en los procesos de reclutamiento, selección, contratación, capacitación y entrenamiento de trabajadores de producción directa12 .
Preguntas sobre el empleo y el proceso de trabajo se hicieron y se observaron durante la investigación mediante las entrevistas y la observación participante de la planta. Recientemente, sin embargo, el Real rubricó acuerdos con el Sindicato de la CROC para llevar a cabo el paro temporal de 13 mil trabajadores para producir sólo dos días a la semana13 debido a la huelga del proveedor American Axle, la que provocó el cierre de 32 plantas de GM en Estados Unidos y en consecuencia una caída en los pedidos de las plantas locales.
Esto da cuenta de la prevalencia de un “sindicato retrógrado” (Carrillo, 2001) para este tipo de sindicatos “Transparentes14 y Subordinados15 ” y el predominio de la contratación individual de trabajadores en las plantas de producción para la exportación, derrota del movimiento obrero por el debilitamiento, el faccionalismo y la apatía en y entre sindicato y los ataques permanentes de los grupos empresariales contra el sindicalismo (Quintero, 2002; De la O, 2002, 1994). En esta situación, la flexibilidad unilateral y/o las relaciones laborales flexibles son definidas por la empresa en las cuatro maquiladoras analizadas. La flexibilidad laboral y la movilidad de turnos y plantas no son tan comunes como la movilidad entre las distintas áreas de la planta, que son causadas por el cierre de línea de negocios, el ausentismo, la rotación de los trabajadores de producción directa, y las relaciones interpersonales con los líderes de grupo y supervisores.
En el proceso de selección y contratación la discriminación contra las mujeres embarazadas y los hombres con vestimenta o apariencia Chola16 se sigue practicando (también documentado por Valdés-Villalba, (1983); y Lugo (2008), sobre la buena presentación y la preferencia por mujeres jóvenes y bonitas. Se observa discriminación de género en las mujeres, ya que están sujetas a exámenes y entrevistas para determinar si están embarazadas durante el proceso de contratación y durante los primeros tres meses de tiempo de contrato17 ; Negación de contrato a las mujeres embarazadas, asimismo como abuso y coacción a las trabajadoras que se encuentran en estado de gravidez para presentar su “renuncia voluntaria”.
Además, los nuevos empleados de las maquiladoras (trabajadores directos de producción y personal indirecto) en Nipona / Nipona, Real / Real, Arreos y americano / Arreos American Corp, están obligados a firmar un acuerdo para dar semanalmente una “contribución voluntaria” para Fondo Unido, el cual es parte de la red de United Way mundial. Sin embargo, las plantas aparecen como donantes en lugar de los 64,000 empleados de la industria maquiladora que «donan» desde $ 1 a $ 100 pesos, parte de los salarios semanales de Real, Arreos de América, Nipona y otros. Esta diferencia de la asociación civil, la Fundación de Empresarios de Chihuahua (FECHAC), que recibe una parte de los impuestos sobre la nómina recogidos-1% de todas las empresas nacionales y extranjeras en el Estado de Chihuahua18 .
En las cuatro plantas estudiadas, las relaciones laborales se rigen por las reglas del trabajo basada en la lógica de gestión de reglas y mecanismos mundiales, como la ISO, que afecta los derechos laborales en la ausencia del Estado, como afirma Sassen. Este Reglamento de trabajo con todas las obligaciones de los trabajadores y las obligaciones que por ley debe cumplir la empresa. Existen muchas razones para el despido justificado, en relación con la disciplina, el ausentismo y las necesidades de la producción, pero las cuatro plantas han añadido la falta de calidad en los procesos de producción y la posible pérdida de un cliente que causa un problema crítico. Estos últimos están directamente relacionados con los requisitos de calidad que han de desempeñar en los mercados mundiales que están controlados por instituciones mundiales de regulación.
La contratación
Las cuatro plantas estudiadas tienen políticas de captación que han racionalizado. Desde 2000, la Corporación Nipona / Nipona Planta ha disminuido el período de prueba inicial de tres meses a un mes. El número de contratos temporales ha aumentado, también el tiempo durante el cual el operador podrá tener un contrato por un período indefinido. En América Arreos Planta / Arreos American Corporation, los operadores son contratados como “operadores en entrenamiento”, para los tres primeros meses, tras lo cual la planta decide si ofrece un contrato por tiempo definido o por tiempo indefinido como operador general. En cuanto a la flexibilidad numérica19 , las plantas siguen teniendo la capacidad de modificar el tamaño de la fuerza de trabajo rápidamente, en respuesta a cambios en la demanda, pero esto implica mayores costos que se especifican en el RIT. En cuanto a la utilización flexible del trabajo dentro de los procesos productivos, sigue habiendo un margen muy amplio para las plantas en el uso y disposición de la fuerza de trabajo como se muestra arriba. Los principales aspectos que se han ajustado a las exigencias de la producción flexible son: las horas de trabajo, la movilidad entre los puestos de trabajo y categorías de puestos de trabajo, la movilidad y el cambio de las plantas de la misma corporación. Los principales criterios de promoción son las horas extraordinarias de trabajo y los trabajos requeridos en días de descanso. La flexibilidad funcional permite a la empresa modificar las funciones de los empleados de acuerdo con la posición y la categoría laboral, permitiendo que la empresa traslade a los trabajadores entre puestos de trabajo, turnos, horarios de trabajo, y sus plantas en la ciudad. La flexibilidad de los salarios es baja, ya que los ingresos de la mayoría de los trabajadores en las plantas maquiladoras de arneses consisten en el salario semanal tabulado (alrededor del 65%), y los beneficios económicos, primas e incentivos, que representan aproximadamente (35%). En tiempos de crisis, la industria puede reducir los beneficios en el tipo y la cantidad.
Condiciones de trabajo y formas resistencia de los trabajadores
La intensificación del trabajo de alto rendimiento productivo es analizada a través del número de horas trabajadas por semana, la obligación de doblar turnos de trabajo y permutarlos posteriormente por días de vacaciones y días festivos, también para la firma de acuerdos de horas extraordinarias a la semana. En Sushicon, Real y Arreos de América, el tiempo de trabajo es 43.33 horas semanales, mientras que en Nipona Planta / Nipona Corp, es 40.50 horas a la semana. Los trabajadores de producción son forzados a trabajar un turno extra cuando hay auditorías a la planta en días no laborables, de vacaciones y días festivos. En este caso nos encontramos con plantas como Sushicon/Sushicon Corp., y Nipona Planta / Nipona Corp. Nipona. Sin embargo, la generalización de trabajar horas «extra» es común y de rutina, esto con el fin de lograr mejoras en los ingresos, además así muestran su «compromiso de trabajar», y conseguir la aprobación del jefe de grupo o supervisor para los criterios de promoción o para lograr buenas referencias si se requieren permisos.
En este proceso, las mujeres y las madres solteras que tienen dentro de sus responsabilidades familiares el cuidado de sus padres enfermos se ven atrapados entre su compromiso de trabajar y su compromiso con las tareas de la reproducción social como el cuidado de los niños y familiares. Por lo tanto, por lo general no trabajar horas extraordinarias, se incurre en los costos que esto implica en sus carreras en la planta.
Si bien las mujeres logran empoderarse por medio de su trabajo, raramente son promovidos a los niveles de dirección debido a “la elaboración doble de la feminidad paradigmático-responsabilidad e independencia dentro de la fábrica”, naturalmente “de retirarse en el exterior” (Salzinger, 2003). En otras palabras, la gestión de la vivienda no promueve el adelanto de la mujer en las filas de la empresa. A veces, cuando pueden ascender, ellas se niegan por temor a afectar negativamente sus relaciones con sus maridos en casa, donde el control de los hombres sobre las mujeres todavía se asume (Salzinger, 2003).
Los trabajadores de producción persiguen dos tipos de estrategias para mitigar el proceso de racionalización y flexibilidad: 1) la estrategia para mitigar la intensificación del trabajo y 2) la rotación “voluntaria”. Respecto a las estrategias para mitigar la intensificación del trabajo a través de los permanentes balanceos de las líneas de producción, absentismo y la rotación, los trabajadores han optado por no mostrar sus habilidades y destrezas en la línea de producción. En el caso del operador universal utiliza el uniforme de un operador general, para evitar tener más trabajo en caso de ausencia, o por licencia de los titulares de otras estaciones de trabajo, además trabajan de manera lenta (tortuguismo) con estas actitudes reducen el número de tareas que no corresponden a su puesto de trabajo. Cuando se les pide que eleven el estándar de producción, los operadores de la línea llegan a un acuerdo tácito de no aumentar.
Las estrategias de resistencia ya han sido documentadas (Peña, 1997). Peña mostró cómo la flexibilidad unilateral de la gran mayoría de las maquiladoras en Ciudad Juárez había tenido respuestas de los trabajadores, especialmente en las plantas de la electrónica. El primer tipo estrategias en este sector que Peña describe implica restricciones a la producción, tortuguismo (desaceleración), y de resistencia para mantener la línea de producción.
A diferencia de décadas atrás, se encontró que Peña llama la segunda forma de resistencia de los trabajadores a través de paros y huelgas. Pero en los años ochenta y en particular en los años noventa, Peña puso de manifiesto que la rotación del trabajo voluntario fue, sin duda, la principal forma de rechazo de las condiciones de trabajo en las maquiladoras, ya que la tasa de rotación estuvo por arriba del 10% de un mes desde los años noventa, salvo en períodos de crisis que disminuyen, como en diciembre de 2008 que fue del 3.10% (AMAC, 2008b). El empleo en las maquiladoras alcanzó su apogeo en 2000, con un promedio de 249,380 puestos de trabajo, pero en mayo de 2009, sólo se tenían 163,020 puestos de trabajo (CIES, 2005; IMSS, 2009) de los cuales 60,000 están en paro técnico.
Durante los primeros años del nuevo siglo, el ausentismo y la rotación no han sido tan altos como en décadas anteriores debido a la crisis profunda de 2001 y 2008. Eso ha ocurrido desde finales de 2007 hasta la fecha, cuando Juárez aún no puede recuperar el total de puestos de trabajo perdidos debido a esto, los niveles que se han producido en 2002 (5.21 por ciento), 2003 (3.96 por ciento), 2004 (5.25 por ciento), 2005 (6.59), 2006 (7.74 por ciento), 2007 (7.83 por ciento)20 y 2008 (4,25%) no han superado el 10% que fueron presentados con anterioridad. Los trabajadores buscan prestaciones y bonos más atractivos mediante su rotación voluntaria y en esos casos, los trabajadores con menor antigüedad y en el caso de trabajadores con mayor antigüedad debido a la falta de movilidad vertical y fallas en los mecanismos de promoción.
Reflexiones
La industria maquiladora de arneses ubicada en Juárez es caracterizada por una producción de clase mundial enclavada en un megacluster industrial, pero con una acendrada precariedad laboral. La subcontratación internacional ha permitido una mayor flexibilidad laboral y una disminución en los costos laborales. Por lo tanto, la descentralización se ha convertido en la principal estrategia para adaptarse a las presiones competitivas en el sector de autopartes. Los factores que influyen en la calidad del empleo en la ciudad implican la permanencia de sindicatos subordinados al capital, el tipo de contratos colectivos e individuales flexibles y la irresponsabilidad del Estado mexicano, de hacer respetar los derechos laborales de los trabajadores. En cambio, los institutos privados a nivel mundial hoy regulan gran parte de la vida laboral en esta localidad.
Sobre el análisis de las condiciones de trabajo en la fabricación de arneses en Ciudad Juárez, se encuentran con espacios contradictorios de la producción de clase mundial, empleo precario y la ausencia del Estado (Sassen, 2007) en la regulación de la relación capital-trabajo.
Por ello, las relaciones de trabajo tienen un alto componente de flexibilidad laboral unilateral, baja flexibilidad salarial, alta flexibilidad funcional y numérica, que se traduce en una alta volatilidad y la inseguridad laboral y la insuficiencia del ingreso producto del trabajo.
En el primer caso de la inestabilidad y la inseguridad laboral, la flexibilidad laboral, numérica y la flexibilidad funcional son altas, porque las plantas mantienen contratos individuales y colectivos de trabajo y la relación laboral se rige fundamentalmente por las normas internas de trabajo y las regulaciones de la producción internacional.
En segundo lugar, el mayor porcentaje del ingreso es el sueldo base, de modo que la flexibilidad salarial es baja y se caracteriza por los bajos salarios y la pobreza alrededor del 85% de los empleados en esta industria, como dijo Ross, “la globalización funciona muy bien con los bajos salarios ...” (Ross, 1997).
Y finalmente, la aplicación masiva de métodos de producción de la denominada Lean Production ha golpeado fuertemente las precarias condiciones laborales de los trabajadores en la producción directa, acompañada de una participación activa de los trabajadores del proceso de producción, proceso de trabajo intensivo y más control sobre su trabajo.

