











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
Permalink1. Introduction
The slag produced in the steel industries is a by-product in the manufacture of steel. Three types of slag are known: Granulated Blast Furnace Slag (GBFS), Electric Arc Furnace (EAF) slag, and Basic Oxygen Furnace (BOF) slag [1]. The BOF slag is produced during the transformation process of the pig iron coming from the steel blast furnace. The pig iron reacts with lime, silicates, aluminum oxides, manganese oxides, magnesium oxides, and ferrites depending on the quality of steel produced [2]. On the other hand, the Blast Furnace Dust (BFD) is produced during the transformation of iron ore into pig iron. In this process the iron ore, coke, and limestone are melted at a temperature of 1500 ° C. Additionally, during the manufacturing process of pig iron, gases and particulate fine material are generated, and the fine particulate material is decanted into collectors. BOF slag and BFD are produced in integrated steel mills. In Colombia, the only integrated steel mill is Acerías Paz del Río S.A. (located in the department of Boyacá, Colombia). This steelmaker produces approximately 50,000 tons of BOF slag and 20,000 tons of AH powder, a situation that generates a problem for the environment.
Taking into account the above, it is necessary to look for an alternative use of BOF slag and BFD. In this regard, the literature reports the use of BOF slag as aggregate in asphalt concrete or hydraulic concrete [3]. A possibility that reduces the use of non-renewable natural aggregates, such as limestone and sand, in the construction and improvement of roads, reducing the environmental impact in the construction of roads.
The use of BOF slag as coarse aggregate and BFD as fine aggregate in asphalt concrete requires knowledge of its physical and chemical characteristics. In this context, the research processes, in general, include two stages. First, the X-Ray Fluorescence characterization (XRF) of the BOF and BFD, as well as the determination of its mineralogical, chemical, and micro-topographic properties using a Scanning Electron Microscope (SEM) system. Second, the design and manufacture of mixtures that incorporate BOF and BFD applying the RAtional Methodology for COmpacted geomaterials' DEnsification and Strength Analysis (RAMCODES), seeking to obtain the basic requirements of stability and flow, susceptibility to water, and resistance to plastic deformation of prepared mixtures. Finally, the results obtained are analyzed and used to determine the feasibility of using this steel waste in the manufacture of asphalt concrete used in road construction.
2. Materials and methodology
2.1. Materials
BOF slag and BFD were supplied by the steel mill Acerías Paz del Río S.A, Fig. 1. The limestone was chosen as coarse aggregate and the sand as fine aggregate for the reference mixture. The basic physical properties of the materials used are shown in Table 1. The tests were carried out in accordance with Colombian standards INVIAS-2013 and international ASTM standards [4]. The asphalt cement used was 80/100 penetration and comes from the company IncoAsfaltos S.A.S. (Colombia). The results of the characterization tests were found within the limits of the specification and are shown in Table 2. The asphalt mixture chosen, for the development of the research, was a MDC-19 according to the specifications INV E-450-13, for a NT3 transit level (ESALs> 5.0x106) [5].
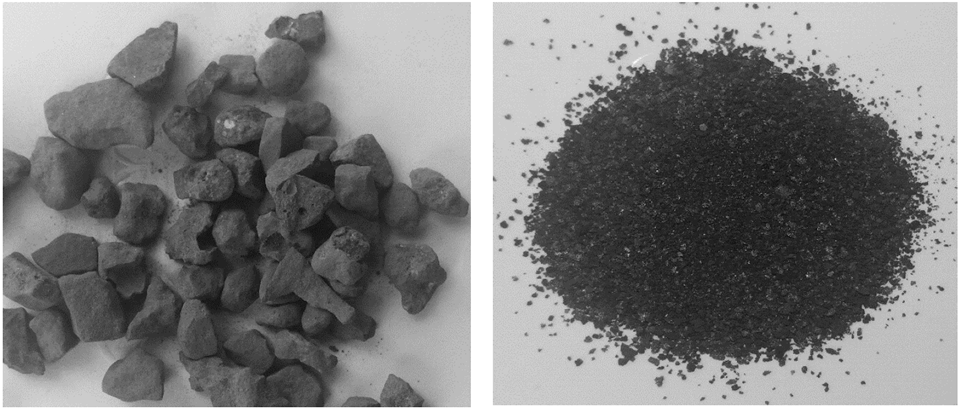
Table 1 Basic physical properties of the aggregates used (BOF, BFD, limestone and sand)
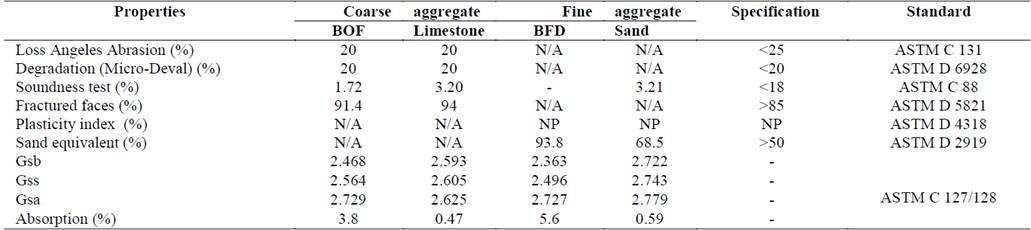
Source: The authors

2.2. Methodology
2.2.2. Design of the Mixtures
The chosen gradation has a maximum nominal size of 19 mm and it was designed following Ramcodes design method [6]. This methodology has been successfully applied in the design and quality control of compacted soils for structural fillings and roads, as well as for the design and production control of asphalt mixtures. In the particular case of asphalt mixtures, Ramcodes has two very powerful analysis tools, which are the gradation chart [7] and the polygon of voids [8]. The gradation chart is an analytical environment in which several gradation of asphalt mixtures can be represented simultaneously. This allows to associate the different gradation to the mechanical or hydraulic responses, as well as to the production costs. An advantage that allows optimizing the use of the raw material in the production of asphalt mix. On the other hand, the polygon of voids is a fully automated graphic construction that allows an optimum content of asphalt cement to be determined based on the void specifications and the specific gravities of aggregates and asphalt cement. This method has the advantage to be verified only with the preparation and testing of three briquettes in contrast to the traditional procedures that use 12 to 15 briquettes (Superpave or Marshall, respectively). It is important to emphasize that it has been verified that the results with Ramcodes are very similar to those obtained with the Marshall methodology [9].
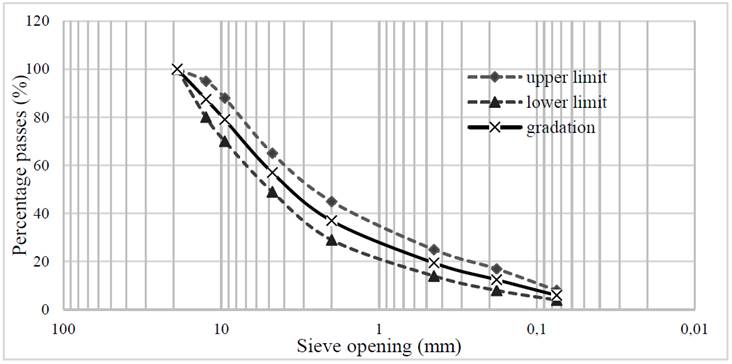
Three types of mixtures were initially designed. M1 mixture (control) was prepared using conventional materials (limestone as coarse aggregate and sand as fine aggregate). M2 mixture was prepared by replacing the coarse aggregate with BOF by 50% and the fine aggregate with BFD in equal proportion. M3 has 0% of natural aggregates. The work gradation for the three types of mixture is shown in Fig. 2.
Source: The authors.
Figure 2 Working gradation for mixtures type MCD-19 according to article 450-13 INVIAS
The indicators that were taken into account for the design of each of the asphalt mixtures were: unit weight of the compacted mixture, stability, flow, percentage of voids with air in the mixture, the vacuum between mineral aggregates, and voids filled with binder. The performance tests for each of the mixtures were: susceptibility to water and resistance to plastic deformation.
Susceptibility to water
The water susceptibility test using the indirect tensile test evaluates the change in tensile strength resulting from the effects of saturation and accelerated conditioning to water, on asphaltic mixtures compacted in the laboratory. The test was carried out following the procedure of standard INV E-725-13 and ASTM D4867. Six test pieces were prepared for each type of mixture, three to be tested in dry and three to be tested after partial saturation. The wet group samples were taken to a water bath for 24 hours at a temperature of 60 °C, after which time, the two groups of test pieces were immersed into a water bath at 25 °C for one hour. Indirect tensile strength was determined using equation (1).

Where:
RT = Tensile strength (kPa)
P = Maximum load applied (N)
h = Thickness of the specimen (mm)
D = Diameter of the specimen (mm)
The tensile strength ratio (RRT) was calculated as the ratio of the average resistance to the tension of the water conditioned subgroup (RTH) and the average resistance to the tension of the subgroup maintained in dry (RTS), as expressed in equation (2).

Resistance to plastic deformation
The plastic deformation resistance test was carried out to evaluate the resistance to permanent deformation or rutting. The test was carried out in accordance with the Colombian standard INV E-756-13 and the European standard EN-12697-22, using the "Wheel Tracking Test" equipment. The test was carried out at a constant temperature of 60 °C, passing a metal wheel of 20 cm in diameter, equipped with a tread of solid rubber 5 cm wide and 2 cm thick, which exerts a contact pressure on the surface of the test piece of 900 KN/m2.
The total deformations were measured in minutes 1, 3 and 5, timing from the beginning of the test. Subsequently, the deformations were measured every 5 minutes until completing 45 minutes, and from this moment, measurements were taken every 15 minutes until the end of the test at 120 minutes. From the deformations obtained at the aforementioned times, the average deformation velocity, corresponding to the time intervals, was calculated by means of equation (3).

Where:
Vt2/Vt1 = Average speed of deformation, in the time interval between t1 y t2 (µm/min)
dt1, dt2 = Deformations to t1 y t2 respectively (µm)
t1, t2 = Times in the established time (min)
3. Results and discussions
3.1. Chemical components of BOF and BFD
The percentage by weight of each of the components present in the limestone and BOF slag are different, the predominant components in limestone are CaO and SiO2 while in BOF slag are CaO and Fe2O3. In BFD the predominant component is Fe2O3 (77.5%) and in sand is SiO2 (88.7%). BOF slag has a higher CaO/SiO2 (4.3) ratio than the one found in limestone (3.8). BFD has a CaO / SiO2 ratio of 0.9 while sand ratio is 0.005, as shown in Table 3. It is important to emphasize that this ratio represents the level of alkalinity of the aggregate, and also, the presence of some high ratios lead to a stronger affinity with asphalt [10].

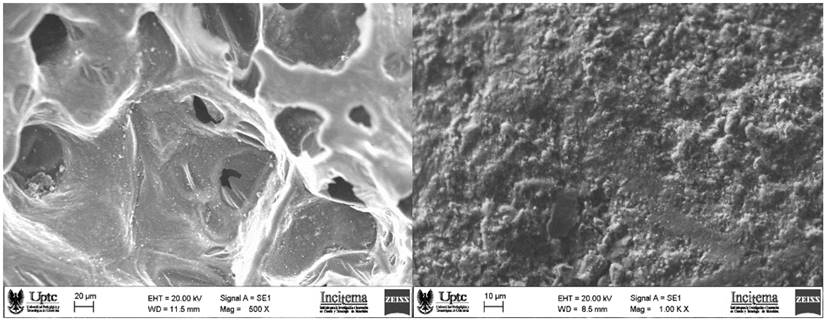
3.2. Microscopic morphology
Fig. 3 (a) shows the microscopic morphology of the BOF slag at a scale of 1.00KX. The microphotograph shows a rough texture and very irregular angularity, which facilitates the adherence with the asphalt. The microscopic morphology of BFD is shown in Fig. 3 (b) at a scale of 500X, in which a number of micropores are observed, which facilitates the entry of asphalt [11].
3.3. Design of the mixtures
3.3.1. Preliminary design
Initially, the granulometric dosage was made for each mixture. Next, the optimal binder content was determined with Ramcodes, taking into account the results of the characterization of the aggregates and the binder. In this methodology, an analysis of voids in the mixture is carried out: air voids (Va), voids in the mineral aggregate (VMA) and voids filled with asphalt (VFA), which are related to the behavior of the compacted mixtures. Voids based on the percentage of binder (% Pb) and the bulk specific gravity of the mixture (Gmb) are represented in maps with isolines for the values allowed in the specifications (Table 4). The intersection of these lines produces a graphical construction in the space % Pb-Gmb, which gives rise to the polygon of voids. The centroid of the polygon establishes the optimal binder content and the specific gravity bulk (density). Fig. 4 presents the empty polygon for the mixture M2.

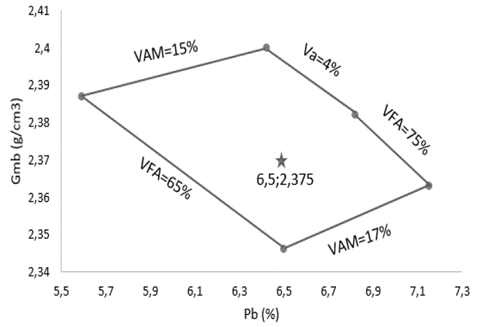
Following this methodology, an optimum percentage of asphalt of 5% was obtained and a density of 2.378 gr/cm3 for the mixture M1, 6.5% of asphalt and 2.375 gr/cm3 of density for the mixture M2, and 9.3% of asphalt, and 2.335 gr/cm3 of density for the M3 mixture.
Once the optimum percentage of asphalt was determined, three test tubes of each mixture were prepared to verify compliance with the requirements established for voids in the specifications. The results are shown in Table 4.
Table 5 shows the results found in Marshall stability and flow tests. In relation to stability, the three mixtures exceed the minimum requirement of 9000 N established in the specifications of INVIAS-2013. In the case of flow, the three mixtures comply with the values of the requirement. However, M2 and M3 mixtures have higher values than M1 mixture, which is attributed to the substitution of the fine aggregate by BFD in percentages of 50 and 100%, respectively. BFD has a higher percentage of absorption (5.65%) than sand (0.59%), which allows a greater amount of asphalt for the union of the particles.

3.3.2. Performance tests
Once the working formula for each of the mixtures was obtained, the tests for the verification of the design were carried out, as well as the determination of the properties of water susceptibility and resistance to plastic deformation.
Table 6 presents the results of the RRT test performed with the specimens prepared for each type of mixture.
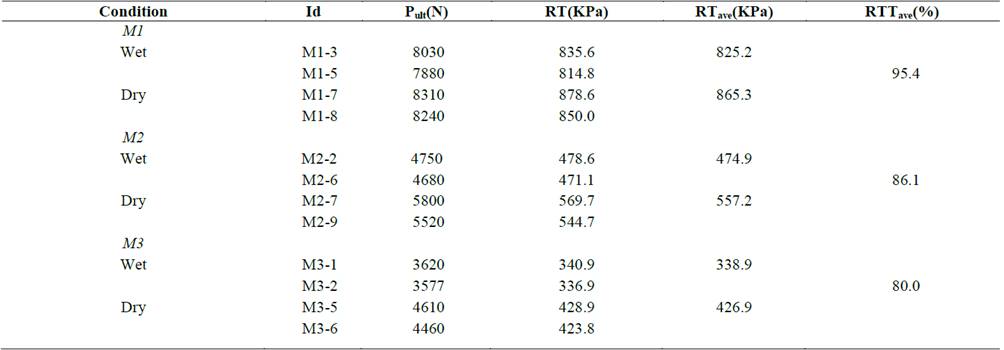
It was determined that the average RRT values of the different mix designs decrease as the content of BOF and BFD increases, but the minimum requirement (80%) required in the standard INV E 450-13 is achieved.
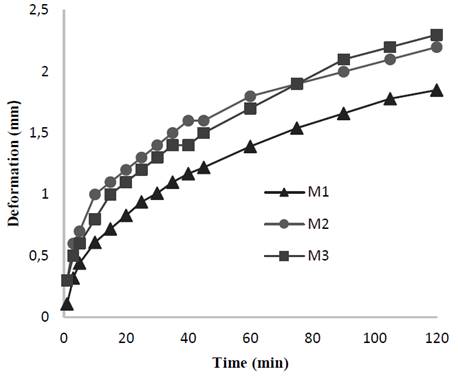
Fig. 5 shows the results of susceptibility testing to permanent deformation. The M1 mixture showed a maximum deformation of 1.85 mm, while M2 and M3 mixtures (modified with BOF and BFD) showed a greater deformation of 2.2 mm and 2.3 mm, respectively.
The deformation speed was calculated for the intervals between 30 - 45 minutes, 75 - 90 minutes, and 105 - 120 minutes for each of the mixtures. The results are shown in Fig. 6.
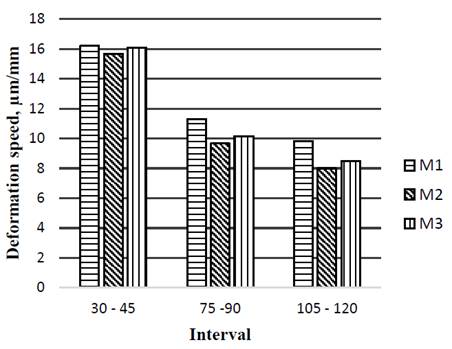
In the first interval (30 - 45 minutes) the deformation speed was very similar in the three types of mixtures. In the second interval (75 - 90 minutes) there was a greater difference between the control mixture (M1) and the modified mixtures with BOF and BFD, and the higher deformation rate was observed in the mixture M1. In the case of the third interval (105-120 minutes), like the second interval, a higher deformation speed of the mixture M1 was observed.
4. Conclusions
This document studies the viability of the use of steel residues (BOF slag and BFD) as aggregates in asphalt mixtures to pave roads to generate an alternative to mitigate the environmental impact derived from the exploitation of non-renewable materials and the inadequate accumulation of this waste. For this purpose, the performance of samples of asphalt concrete was evaluated by partially and totally replacing the conventional aggregates with BOF slag and BFD. Based on the results of this study, the following conclusions are presented:
The results of the tests to know the chemical composition of the BOF slag and BFD indicate that these materials can be used as aggregates in asphalt mixtures and do not present a risk to the environment.
The comparison of steel residues with traditional stone aggregates shows that the CaO/SiO2 ratio (which defines the level of alkalinity of the materials) is similar between the BOF slag and the limestone. On the contrary, in the case of fine aggregates a difference is observed. BFD has a higher alkalinity than sand, which implies a greater affinity of this powder with the asphalt cement.
The stability improves in the mixtures with slag BOF and BFD, the improvement in the mixture M2 with proportion 50-50 of each material being more noticeable. Likewise, an increase in the flow values was observed for modified mixtures with BOF slag and BFD, being higher in the M3 mixture prepared with 100% residues. This is due to the increase in the optimum content of asphalt cement thanks to the porous characteristics of BFD.
The results of the RTT test indicate that the ratio between the indirect tensile strengths of the wet and dry samples decreases with the BOF slag and BFD content.
The deformations obtained in the test of susceptibility to permanent deformation are very similar in the mixtures prepared with BOF and BFD slag. In addition, M2 and M3 mixtures present greater deformation than the control mixture, without being much superior.
The deformation speed in the test of susceptibility to permanent deformation or rutting indicates a better behavior of the modified mixtures with the passage of time. This is due to the increase in the curing and reaction of steel waste with asphalt cement over time.
More research should be done to evaluate the feasibility of using other types of slag (mixed or each residue individually) in asphalt mixtures or in base layers for pavements in high traffic road projects. Similarly, it is suggested that the studies include the evaluation of parameters such as resistance to permanent deformation, moisture damage, rigidity, and fatigue of the composite material.
The results obtained in this research contribute to a better understanding of the implications of the manufacture of asphalt mixtures with unconventional materials or waste, and also, suggest that the incorporation of these waste residues are a feasible alternative for the construction of roads.
The contribution to the environment in these types of projects focuses on reducing the use of non-renewable natural resources and the accumulation of waste to improve the environmental conditions of the areas surrounding the steel factories.

