











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
Permalink1. Introduction
Productive Systems (PS) are defined as those systems that integrate or combine resources (energy, people, raw materials, machines, etc.) to carry out a process for generating goods or services [1,2]. Production systems must address market variations, such as product variety, shortened life cycles, flexibility in production, rapid response to product demand, market expansion, etc.; thus demanding successful system design [3].
Considering the complexities in PS structuring, a design approach using models is recommended to analyze improvements and evaluate behavior before implementation because inadequate specifications for this kind of system can lead to economic or security consequences [4]. Several authors recommend the use of formal models to analyze PS because of processes formality, verification and validation of both structure and dynamics of the system. In this way, the system can be considered a system of discrete events [5-7] where the dynamics are oriented by the occurrence of instantaneous events [7,8].
Coloured Petri Nets (CPN) is a formal tool that uses a high-level programming language to model discrete, concurrent, distributed, stochastic and non-deterministic systems [9-13]. A detailed description of the tool can be found in [14] and [15].
Several references can be found that relate to PS model construction with Petri Nets (PN), for example [16-20]. All of these references show the results obtained with the models, but present limited information regarding the methodology used in the modelling; there is little clarity in the procedure followed to enable replication of the process to develop the models. This article presents a procedure for identifying, simulating and evaluating PS using CPN.
The need to evaluate the proposed procedure was considered in this paper. A sugarcane manufacturing train PS was modelled and validated by simulation in order to analyze its current state and evaluate improvements to increase productivity. This work is divided into two sections, the first presents the procedure used to build the model, and the second describes an application where the model was implemented. Finally, conclusions are presented.
2. Modelling procedure
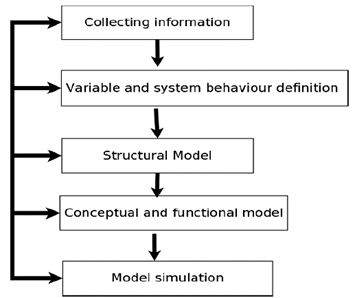
A proposed procedure for modelling a PS is detailed in [21]. A Top-Down approach is defined with five stages that systematically and rationally focus on the characteristics of the analyzed system to establish a representative model. This approach enables progressive construction of a model integrating variables of interest until the desired level of detail of the system is obtained, see Fig. 1.
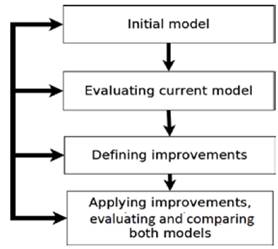
To study improvements in the PS, the procedure in Fig. 2 was performed once the procedure of Fig. 1 was completed.
2.1. Collecting information
In this stage, it is necessary to collect information related to the current PS in order to identify its behavior, mode of operation, resources and interactions between them, parameters, variables, etc. Plant visits are required to identify and select the processes to model and to consult with the technical and professional staff involved in the PS. In addition, relevant documentation available in manuals, catalogues, books and internet references should be analyzed.
2.2. Variable and system behavior definition
After the information is collected the approach to the model must be defined, i.e., what should be represented in the model, for example production times, material consumption, machinery distribution, etc. To determine the variables that are required to develop the model the following should be considered:
What resources are used in the execution of each process?
What information, signals and data are used in each stage and r related activities?
How do resources interact in each PS stage?
2.3. Structural model
Once the model approach has been defined, a structural survey of the production system is conducted, for example work areas, human and technological resources, etc.
2.4. Conceptual and functional model
The conceptual model represents the process stages and activities involved in the PS. This model considers the approach that has been defined and the relationships between variables and available resources in the real system. The conceptual model is used to define the functional model, which defines the dynamics of each process, activity and operating mode. In this stage, it is necessary to analyze the information acquired in sections 2.2 and 2.3. CPN were used to represent this model; due to the complexity that can be present in a production system, it may be necessary to use hierarchies to represent each system stage in order to avoid an explosion of states. Once the hierarchy is established, refinements can be made.
2.5. Model simulation
The obtained model is analyzed to verify that it is a valid representation of the real PS and satisfies the given approach (validation). Corrections and adjustments must be made until the desired model is obtained. Analysis of the model should consider different operating modes in order to identify bottlenecks, critical activities, and areas for improvements.
2.6. Evaluating the current model
Once the current model has been simulated and validated, the variables of interest must be studied (for example production times, bottlenecks, sequential and concurrent activities) and intrinsic constraints documented in order to identify activities, resources or processes that can be improved (for example priority activities, environmental and/or legal issues).
2.7. Defining improvements
After identifying the activities, resources or processes that can be improved, the possible solutions that can be applied are defined.
2.8. Applying improvements, evaluating and comparing models
Defined solutions are included in the initial model. The model must be simulated to analyses its new behavior with the same scenarios defined for the initial model.
When the new model has been simulated and validated, the variables of interest are studied once again to identify if the proposed solutions had a positive impact on the selected activities, resources or processes. The impacts of the proposed solutions should be evaluated both independently and collectively to identify the combinations that best suit the process.
When the new model has been simulated and validated, the variables of interest are studied once again to identify if the proposed solutions had a positive impact on the selected activities, resources or processes. The impacts of the proposed solutions should be evaluated both independently and collectively to identify the combinations that best suit the process.
3. Application example
A production system for the manufacture of sugar cane trains was selected as an example. This sector is very important in the Valle de Cauca, Colombia because of the high demand of sugar cane for the production of sugar, alcohol and other derivatives [22]. In the country, the cane is transported over the roads using trains composed of baskets (wagons), pulled by a truck tractor. There are companies exclusively responsible for train design and manufacture; decreases in vehicle weight and production time, and a greater load capacity are important factors in development [23].
Because of the growing demand for sugar cane and the existing competition in the train manufacturing sector, companies have focused on improving their production process [24, 25]. This study was carried out in collaboration with a company in this sector to make improvements to its production system. This work focused on basket manufacture.
3.1. Collecting information
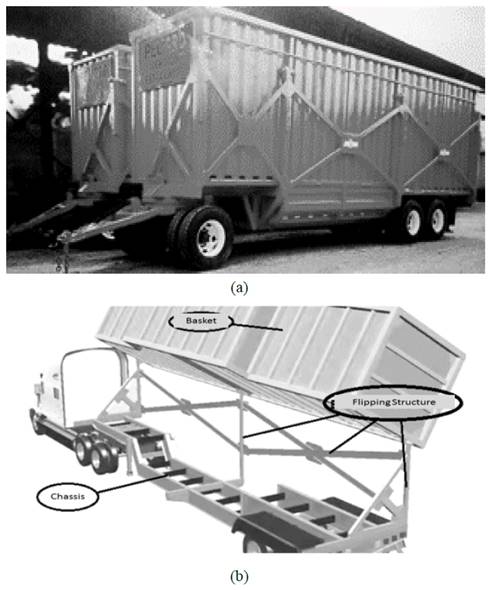
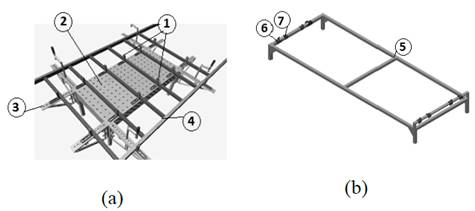
A relevant data summary is shown below: The basket (wagon) has three main components: chassis (main beam, rear and front chassis support), basket (laterals and linings) and flipping structure, see Fig. 3. The chassis supports the load contained in the basket and the flipping structure facilitates the discharge of the transported cane.
The manufacturing process consists of three main activities: cutting, pre-arming and arming.
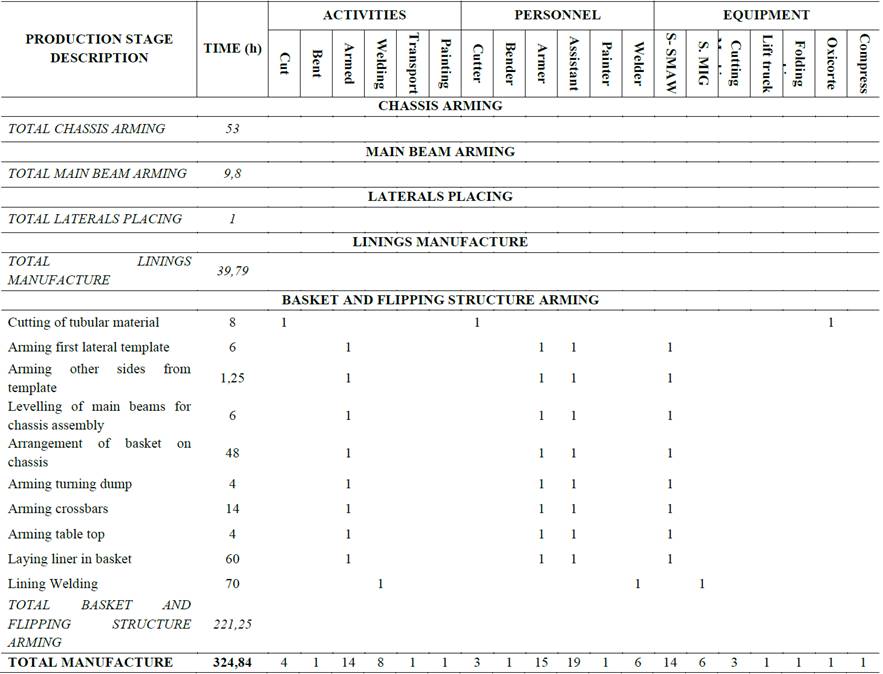
Due to space limitations, Table 1 shows detailed activities descriptions, times and resources used in basket and flipping structure arming and shows global information in the other activities.
3.2. Variable and system behavior definitions
With the available information, the model approach is defined, and in this case, the final objective is to generate proposals for improvements in the current PS; therefore, the focus will be on the production stages, interactions, activity times and restrictions.
The process will be modelled from the approach of the stages of product arming; for this, we have the following as variables:
Work order (O.T in Spanish Orden de Trabajo).
Product reference.
Quantity of product to be produced, according to O.T.
Work pace (E.T in Spanish Espacio de Trabajo) assigned for each product.
As a simplification for the model, workstations (E.T.) will be used as resources, that is, they will be modelled as marks that are consumed. A smart agent will simulate an E.T assignment activity (activity performed by the supervisor); the agent must consider the smallest distance between the chassis manufacturing sections and the empty sides in order to guarantee the manufacturing inputs move as little as possible.
3.3. Structural model
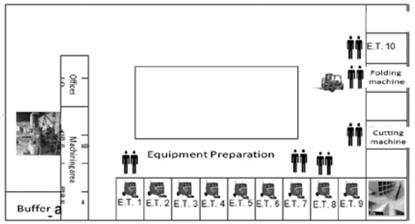
Fig. 4 shows the PS structural model where E.T. 1 to E.T. 10 are generic workspaces that can be used to manufacture any basket component. There are three areas specialized in machining, cutting and bending. A forklift is used to transport raw material between workstations.
3.4. Conceptual and functional model
In this stage, all functional relations between processes are defined, and the variable flow and operations carried out in each stage are described. Fig. 5 presents the conceptual diagram.

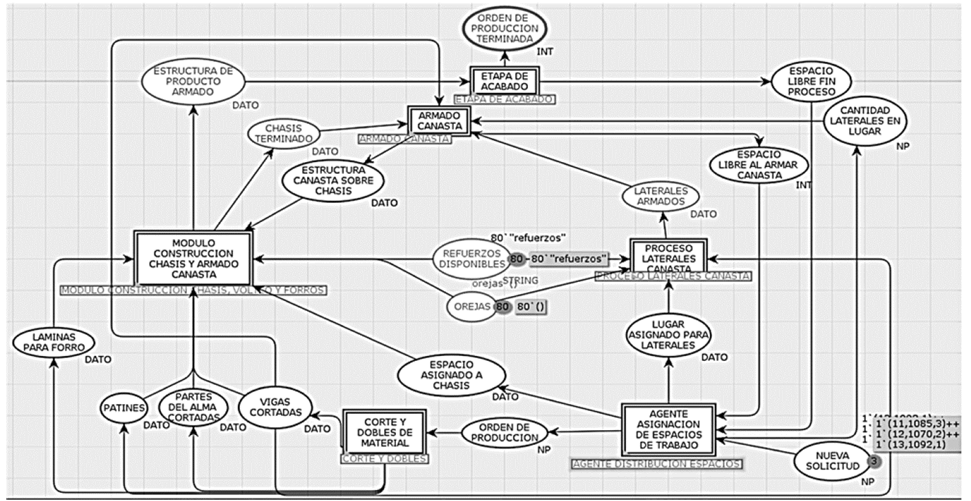
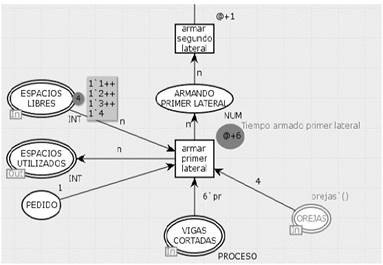
A schematic representation was made in Petri nets of the production process, see Fig. 6, using the structural model and conceptual diagram, see Fig. 4 and Fig. 5. In the model, the transitions (rectangles) represent the activities of the process, places (ovals) represent states and arcs (arrows), indicate the relationship between states and activities. In this way, the macro activities (stages) of the process are described, and in a later phase, each stage is refined to involve the functions and variables necessary to obtain a model that meets the required specifications.
Some functional model relations were based on the work order (in Spanish Orden de Trabajo - O.T.) that provided essential information to start the manufacturing process and identify different stages until reaching the finished product.
Different products (references) have similar production processes, i.e., their structure or operation flow has few variations. Therefore, a single general model for the process flow is defined.
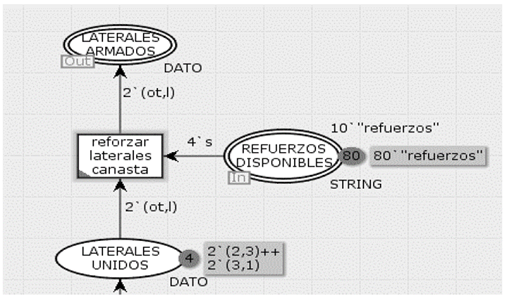
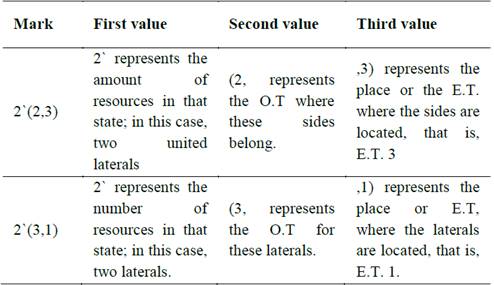
With this general process model, it was necessary to find a variable that defines the E.T. (Workstations) designated on the O.T. (Work Orders). Therefore, at a given time the model can be observed in a state where it is working with two different references, but these operations are carried out in different E.T., therefore, a variable "l" (place) was defined, which will establish the E.T. where this process is found, see Fig. 7. In this figure there is a state «LATERALES UNIDOS» with two marks with values (2, 3) and two marks with values (3, 1), its representation is explained in Table 2.
Source: Own elaboration
Figure 7 Example of similar status for two products where the process is carried out in different E.T.
Because of space limitations, only the process executed by the agent responsible for assigning the workstations (E.T.) is described. This agent has an internal state where the E.T is registered. When an O.T. arrives, this agent is activated and proceeds to assign spaces for the assembly of laterals and chassis. The agent is able to determine how many items are requested for the same reference (product) and allocate the spaces available to comply with the O.T. The agent is aware of the spaces that are enabled at the end of certain tasks and after updating assigns the free spaces to the new products that are pending assignment to an E.T., see Fig. 8.
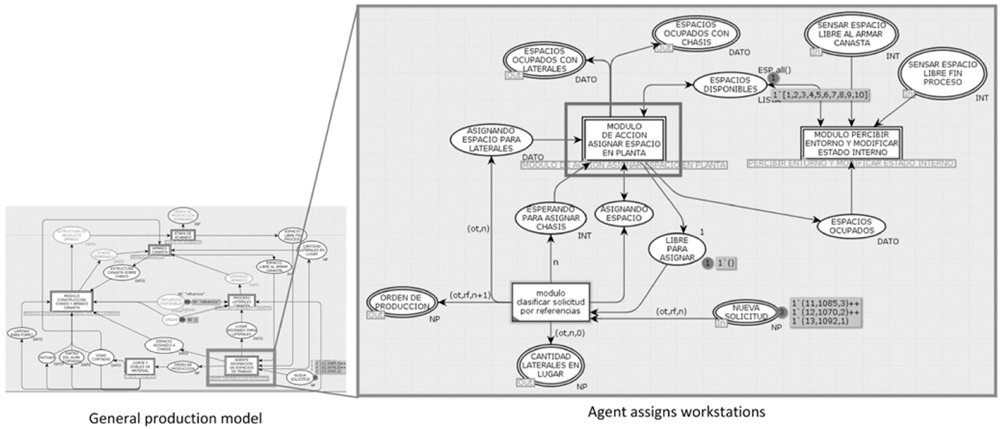
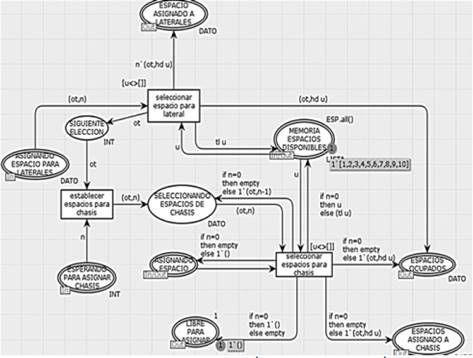
The agent has two modules, where the module « MÓDULO DE ACCIÓN ASIGNAR ESPACIO EN PLANTA» is the one in charge of supervising the spaces available in the plant and assigning them. This module considers the quantity of products ordered for an O.T. and assigns the required number of spaces, see Fig. 9. An E.T. should be assigned for each part of a product (laterals and chassis), if there are several products for a unique reference, then one E.T should be assigned to manufacture all laterals at the same time and one E.T. for each chassis required, e.g., two products referencing 1070 need only one space for the laterals and two spaces for chassis production, in total there will be three E.T. required.
Source: Own elaboration.
Figure 9 Smart agent 2, transition "MÓDULO DE ACCIÓN ASIGNAR ESPACIO EN PLANTA".
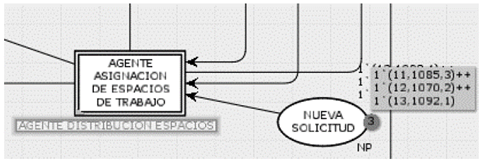
The module «MÓDULO PERCIBIR ENTORNO Y MODIFICAR ESTADO INTERNO» is responsible for supervising the E.T., which remain free during the process by saving the records in its memory to be assigned later when the space is needed in another O.T., see Fig. 10. Fig. 11 show «NUEVA SOLICITUD». It is the entry point to the agent that assigns spaces. This space contains an initial entry with the values (ot, rf, n); these values are three different O.T.’s with required references and quantities.

Source: Own elaboration.
Figure 10 Smart agent 3, transition "MÓDULO PERCIBIR ENTORNO Y MODIFICAR ESTADO INTERNO".
3.5. Model simulation
The following conditions were defined to simulate:
In the beginning, all E.T.’s are available.
All resources necessary for manufacture are available in the company; therefore, delay times due to lack of materials were not considered. The machining process was not considered in the simulation.
Times and resources given in Table 1 were used.
No changes of shift or breaks were considered.
Time taken to prepare workspaces was not considered.
Current PS situation corresponds to the first model in CPN. However, to simulate the improvements in the process, some changes in the CPN model were defined in order to evaluate possible solutions according to what is required. In this context, two scenarios were evaluated. The first one considered the production of several products from the same reference. The second scenario included the production of several products from different references. In both cases, it was taking into account the O.T arrival order. Simulations were performed and model behavior was compared with real systems; each module that conforms to the system was validated. In this case, the functional behavior of the model met the requirements of the real system. All modules were verified to avoid limitations and errors.
3.6. Evaluating the current model
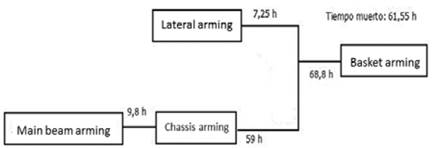
For reasons of space, only some of the results obtained from the model will be shown. The total production time was 306 h distributed as follows: basket and flipping structure arming required 68% of the time, followed by chassis assembly with 17%, lining manufacture with 12% and main beam assembly with 3%, see Fig. 13. It was found that the chassis and laterals assembly are produced in parallel; chassis require 68.8h while laterals need 7.25h; this creates dead time of 61.55 h (laterals must wait until the chassis is finished).
Information obtained from the model identified some critical phases, for instance, basket and flipping structure arming and chassis assembly, where the activities of reinforcement and welding were representative. The raw material movement between E. T’s is other critical phase.
The results of the model show that most of the activities are sequential with the exception of chassis assembly and lateral assembly, which are executed in parallel. However, distribution in the plant makes the sequential process difficult because the E.T.’s are not specialized (any E.T. is available for the execution of all activities). This causes delays due to the transport of materials and dead time due to waiting for the release of available spaces. The model verified that lateral manufacture requires an initial template (fabrication takes 6h), which is used to build the remainder of the laterals (fabrication takes 1.25h); all laterals, including the template, are used in the manufacturing process, see Fig. 15. The first lateral manufactured in each new order generates a delay in production of at least 4.75h per product. Construction of the basket at a height above the floor creates drawbacks for the welders, who require more time to perform this activity compared to working at floor level.
3.7. Defining improvements
Among the possible improvements are the following:
Plant redistribution: given the characteristics of the production process, distribute processes (sequentially) to adapt the layout to production needs.
The use of templates: the assembly activity is one of the most time-consuming, it was proposed to use templates for assembly and welding (also called welding tables with modular tools).
Bridge crane: once the new distribution was established, use devices for handling large loads; the use of a bridge crane facilitates the transportation and location of laterals, baskets, linings, etc.
Positioning and reinforcement system for chassis arming: to improve welding times and prevent anti-ergonomic welder positions, the use of a positioning and reinforcement system is recommending.
Welding robot: welding activity represents 28% of the required time; it is advisable to reduce the cost of welding the joints of the main beams.
Use of tubular cutting devices: at present, tubular cutting is performed by oxicorte, generating imperfections in the cut, which must be polished to give the required angle and finish. To mitigate this, the use of a band saw was recommended.
Proposed templates are shown in Fig. 16, and the conceptual design consists of two parts. Fig. 16 (a) shows the first template where adjustments are made to manufacture the sides. This template has a series of rods and presses that enable delimiting the initial and final points and the required form for welding. This template will be used to make the laterals (for different products offered by the company). Fig. 16 (b) shows the second template, which is the basis for the basket structure. The laterals should be located at the ends of each template using a bridge crane. Once located, they will be welded to manufacture the basket and then moved to the assembly area. The use of these templates facilitates manufacture in a horizontal position.
3.8. Apply improvements evaluate and compare both models.
Each improvement was included and simulated individually in the CPN model. It was found that the use of templates represented a considerable saving in the production times.
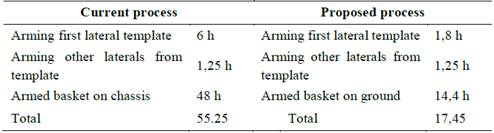
Template use was added to the current process, see Fig. 17 (a). Simulations were performed and the results are presented in Table 3. The current times to manufacture the basket and the times for the same activities using the proposed improvements are compared; the time for assembly of the first lateral and assembling the basket on the chassis in a horizontal position decrease. The estimated saving of time to assemble the structure +122W<5
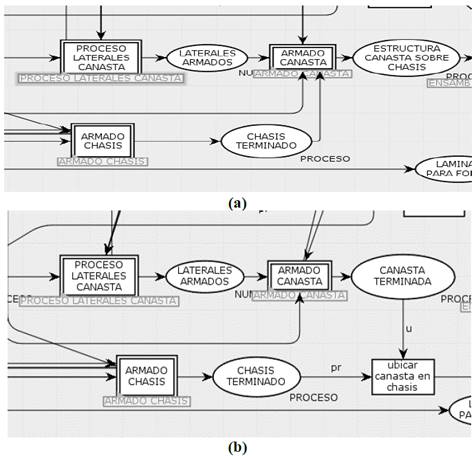
Table 3 Time comparison between current model and proposed improvement for basket assembly.
Source: own elaboration.
This proposal makes it possible to separate the assembly process from the chassis assembly process because the construction of the basket can be started without having previously armed the reinforced chassis, see Fig. 17 (b). In this way, a reduction of 48 h in the total time of the assembly process can be obtained.
Fig. 18 shows a comparison between the current manufacturing process and the same process with the addition of the templates; the impact on the basket assembly and estimated finished product is presented in Table 4.
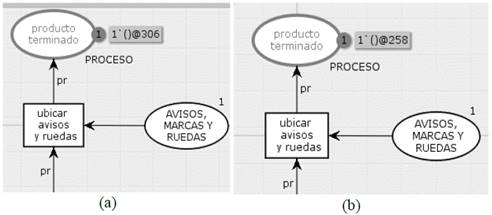
Table 4 Comparison of actual production times and proposed production times.

Source: Own elaboration.
Material and personnel resources for the current and new model are the same, i.e., an armer and an assistant, arc welding equipment, MIG welding equipment and transport system.
4. Conclusions
This work presents a procedure that allows the improvement of productive processes using formal tools, such as Coloured Petri Nets. The approach enables structuring the model to improve a production process. The case study shows a time study, where was identified that the activity that has the greatest impact on the process is basket and flipping structure arming with 68% of the manufacturing time. To improve the processes, seven improvements were proposed. For example, the use of templates allows a reduction of time from 55.25 h to 17.55 h; this represents a reduction of 31.5% in this activity. Other possible analysis would consider the evaluation of more variables such as line efficiency, productivity, costs, etc.

