











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
Permalink1. Introducción
Los sistemas distribuidos, de transporte, logísticos, redes de comunicación, entre otros, son Sistemas de Eventos Discretos (SED), y en general las disciplinas teóricas que soportan su estudio incluyen la teoría de sistemas, la investigación de operaciones, la ciencia de la computación y la ingeniería industrial (ver [2,5,11-14,16]).
Usualmente, un SED es referido como un conjunto discreto de eventos, junto con un mecanismo que especifica las ordenes posibles en que estos pueden ocurrir. Así, la no linealidad inherente de los SED clasifica a esta clase de sistemas como complejos (ver [1]). Ellos consisten de un conjunto de procesos independientes asincrónicos (componentes) que operan concurrentemente e interactúan sobre un medio ambiente compartido (ver [9]). La planificación inapropiada de la ocurrencia de eventos puede conducir a estos sistemas a estancamientos (bloqueo del sistema), a sobreflujos de capacidad, etc, degradando la ejecución deseable para el logro de objetivos. Así, uno siempre quiere que los SED sean funcionalmente correctos en términos de propiedades deseables. En consecuencia, el análisis formal es un aspecto primordial para la verificación de dichas propiedades. Más aun, el análisis automático (enfoque algorítmico) nos permite construir herramientas de software para el estudio adecuado de la dinámica del sistema.
Actualmente, (ver [3,4,6,8,17]) la generación de una planificación en los SED esta direccionada desde:
La comparación de metodologías para la toma de decisiones;
La aplicación de hojas de cálculo;
La modelación de redes de Petri, para señalar las rutas del sistema.
Cualquiera de estos enfoques es potencialmente útil para ordenar el flujo de eventos resultantes. Nosotros presentamos en este artículo un algoritmo para la construcción de una planificación basada en las nociones propias de k-interacción y consenso, entre las componentes asincrónicas de un SED. Este incluye:
Consenso en cada paso: expresado desde criterios de ordenamientos racionales para la toma de decisiones;
Solamente las componentes de cambio en el estado actual: determinadas por las k-interacciones físicamente posibles;
Flexibilidad y opción de reconfiguración del sistema.
Formalmente, dado un SED  con comportamiento dinámico
con comportamiento dinámico  , y una planificación
, y una planificación  capturada por un autómata
capturada por un autómata  ,
,  es el SED sujeto a la planificación, donde
es el SED sujeto a la planificación, donde  es la composición paralela de las componentes asincrónicas de , condicionadas por bajo consenso.
es la composición paralela de las componentes asincrónicas de , condicionadas por bajo consenso.
La organización de este artículo comienza con una sección de Preliminares, que incluye las definiciones básicas de la teoría de lenguajes y autómatas, las cuales constituyen fundamentalmente el piso de nuestro modelo; a saber, la composición paralela. Posteriormente, presentamos una metodología de modelación en el contexto de manufactura, que finaliza en una expresión genuina que llamaremos k-interacción. Ella junto con el concepto de consenso, apertura la base teórica que permitirá la generación de un algoritmo para la planificación de un SED. Luego, presentaremos una aplicación en sistemas de producción, para finalmente establecer algunas conclusiones y trabajos futuros.
2. Preliminares
Sea  un conjunto cualquiera y consideremos el conjunto
un conjunto cualquiera y consideremos el conjunto  de todas las combinaciones finitas de elementos de , es decir, el conjunto conformado por n-uplas
de todas las combinaciones finitas de elementos de , es decir, el conjunto conformado por n-uplas  , con
, con  , para todo
, para todo  . El entero n será llamado la longitud de s y es denotado por
. El entero n será llamado la longitud de s y es denotado por  .
.
Convenimos reescribir a s como  , si
, si  , al tomar a α en lugar de la 1- upla (α). Sobre este conjunto definimos una operación binaria como sigue: si
, al tomar a α en lugar de la 1- upla (α). Sobre este conjunto definimos una operación binaria como sigue: si  , con
, con  , para todo j>0; es otro elemento de , entonces el producto
, para todo j>0; es otro elemento de , entonces el producto  es también un elemento de . Esta operación binaria, nombrada concatenación le da a estructura de monoide con unidad
es también un elemento de . Esta operación binaria, nombrada concatenación le da a estructura de monoide con unidad  ; la 0-upla . Cualquier subconjunto de es llamado un lenguaje sobre ; en consecuencia, la unión, intersección, diferencia y complemento de lenguajes son lenguajes sobre . Más aún, si
; la 0-upla . Cualquier subconjunto de es llamado un lenguaje sobre ; en consecuencia, la unión, intersección, diferencia y complemento de lenguajes son lenguajes sobre . Más aún, si  y
y  son lenguajes sobre un alfabeto entonces
son lenguajes sobre un alfabeto entonces


son lenguajes sobre . Sea  será llamado un segmento de s si
será llamado un segmento de s si  , para algunos
, para algunos  . Si
. Si  , entonces t será llamado un prefijo de s. Por lo tanto,
, entonces t será llamado un prefijo de s. Por lo tanto,  es el conjunto de todos los prefijos de todas las palabras en . Claramente, por definición,
es el conjunto de todos los prefijos de todas las palabras en . Claramente, por definición,  . Cuando
. Cuando  entonces será llamado prefijo-cerrado o simplemente cerrado (ver [7,10,15]).
entonces será llamado prefijo-cerrado o simplemente cerrado (ver [7,10,15]).
Otro tipo de operación que se realiza con frecuencia entre lenguajes es la proyección natural, o simplemente la proyección. Formalmente, sean  ; alfabetos y pongamos
; alfabetos y pongamos 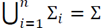 . Las proyecciones naturales,
. Las proyecciones naturales,  ; son dadas por
; son dadas por
para cualquier  y
y 
Sea Σ un alfabeto. Un Generador Finito Determinístico (GFD) G sobre Σ (Σ-generador finito), es un séxtuple (Q,Σ,δ,E,i,T), donde Q es un conjunto finito de estados, i y T⊆Q llamados respectivamente estado inicial y conjunto de estados finales, δ es un subconjunto de Q×Σ×Q de eventos y E es un subconjunto de Q×Σ de eventos activos (o habilitados) sobre los elementos de Q (ver [7]). Un evento (q,σ,p) será denotado  . Así, obtenemos un grafo dirigido ponderado: los estados son los vértices y los eventos determinan los arcos, con marca en Σ. El conjunto de todas las trazas
. Así, obtenemos un grafo dirigido ponderado: los estados son los vértices y los eventos determinan los arcos, con marca en Σ. El conjunto de todas las trazas  es denotado por
es denotado por  , y será llamado lenguaje generado por
, y será llamado lenguaje generado por  . Una traza
. Una traza  en , con
en , con  , será llamada una tarea. El conjunto de las etiquetas de tareas en forman un lenguaje
, será llamada una tarea. El conjunto de las etiquetas de tareas en forman un lenguaje  de
de  llamado el comportamiento de ; es decir,
llamado el comportamiento de ; es decir,

Un lenguaje  de es llamado regular si existe un Σ-generador finito tal que
de es llamado regular si existe un Σ-generador finito tal que  . Ahora dado un Σ-generador finito
. Ahora dado un Σ-generador finito  un estado q∈Q será llamado accesible si existe una traza
un estado q∈Q será llamado accesible si existe una traza  . Si todos los estados de son accesibles, entonces diremos que es accesible. Se llama parte accesible de al Σ-generador finito
. Si todos los estados de son accesibles, entonces diremos que es accesible. Se llama parte accesible de al Σ-generador finito  , donde Qa es el conjunto de estados accesibles de ,
, donde Qa es el conjunto de estados accesibles de ,  ,
,  ,
,  Note que
Note que  . Por otro lado, δ determina la función parcial
. Por otro lado, δ determina la función parcial  . Algebraicamente podemos extender δ a una función parcial
. Algebraicamente podemos extender δ a una función parcial  satisfaciendo las siguientes condiciones
satisfaciendo las siguientes condiciones

Luego,  así definida, es efectivamente una extensión de
así definida, es efectivamente una extensión de  . Por lo tanto, en lo que sigue, no se hará distinción entre y . Sean
. Por lo tanto, en lo que sigue, no se hará distinción entre y . Sean 
 ; n Σ-generadores finitos determinístico. Se llama Composición Paralela (o síncrona) de los
; n Σ-generadores finitos determinístico. Se llama Composición Paralela (o síncrona) de los  ; al GFD accesible
; al GFD accesible  donde
donde  con
con  ,
,  , y
, y  , si para
, si para  ,
,  e indefinida en otro caso, y
e indefinida en otro caso, y  ;
;  . Se puede chequear sin dificultad que si los
. Se puede chequear sin dificultad que si los  , son lenguajes regulares de los
, son lenguajes regulares de los  sobre
sobre  , tales que
, tales que  ,
,  , entonces se satisfice
, entonces se satisfice


3. Metodología y construcción del modelo en manufactura
Un sistema de manufactura es un par de conjuntos: conjunto de actividades y conjunto de recursos; que interactúan para obtener un producto. Este incluye un plan de proceso de producción (programa) que especifica las actividades y los tipos de recursos, así como también las relaciones de precedencia entre actividades. Sea 𝒢 un sistema de manufactura. La metodología incluida en este artículo para llevar a cabo la modelación será establecida mediante la composición paralela, organizada desde las interpretaciones de condiciones locales de estados (o estatus) y eventos tal como sigue:
Identificar las actividades y recursos necesarios para la producción de un artículo (o producto).
Ordenar las actividades por las relaciones de precedencia tal como lo establece el programa.
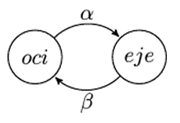
Para cada actividad, crear un generador componente que represente el estatus oci:=<<ocioso>> o eje:=<ejecución>>.
etiquetar un evento 𝛼=<<comienzo de ejecución de la actividad>> creando un arco desde oci hasta eje, y un evento 𝛽=<<completación de actividad>> para incluir un arco desde eje hasta oci. En general, el evento de completación para una actividad será el evento de comienzo para la nueva actividad (ver Fig. 1).
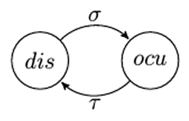
Para cada actividad, crear un generador componente para cada recurso necesario para el comienzo de la actividad dis:=<<disponible>> y ocu:<<ocupado>> etiquetar un evento 𝜎:=<<comienzo de utilización del recurso>> el cual será igual al comienzo de la actividad; creando un arco desde dis hasta ocu. Finalmente, un evento 𝜏:=<<finalización de utilización del recurso>> el cual será igual al de finalización de dicha actividad; para incluir un arco desde ocu hasta dis. En general, el evento de completación para una actividad con recurso de entrada corresponde a la disponibilidad de dicho recurso comienzo para la nueva actividad (ver Fig. 2)
Establecer el estado inicial; para cada actividad y cada recurso los estatus ocioso y disponible determinan respectivamente el estado inicial.
El modelo para el sistema de manufactura  será establecido por
será establecido por  , con
, con  , donde los > 𝑖 determinan las dinámicas de las n componentes constituyentes
, donde los > 𝑖 determinan las dinámicas de las n componentes constituyentes  ,
,  ; del sistema. La construcción del modelo para el sistema de manufactura
; del sistema. La construcción del modelo para el sistema de manufactura  será establecido desde la interpretación, organización y conjugación de los generadores componentes. Para ello,
será establecido desde la interpretación, organización y conjugación de los generadores componentes. Para ello,
Definición 1. Sea el generador que representa un sistema global. Un evento  será llamado una k-interacción en si cada vez que ocurre α éste produce cambios en k-componentes,
será llamado una k-interacción en si cada vez que ocurre α éste produce cambios en k-componentes,  , siempre que
, siempre que  .
.
Convendremos en lo que sigue que una k-interacción en es simplemente un evento de orden k en y al conjunto constituido por las k-interacciones lo denotamos  . Luego,
. Luego,  es una partición de
es una partición de  . Una k-interacción no es más que una expresión simbólica de la ocurrencia simultanea de eventos de ciertos generadores componentes. Estos eventos representan acciones distintas (con etiquetas distintas) pero podríamos darles una interpretación que nos permita conjugarlas mediante un mismo evento. Otro hecho aún más significativo para la construcción del modelo, ocurre cuando una actividad en el sistema requiere de uno o más recursos; donde el comienzo y la completación de dicha actividad tiene una relación directa con el comienzo y la finalización del uso de esos recursos. Igualmente, estos eventos tienen representaciones distintas en el sistema, pero la interpretación de este hecho por el mismo evento nos permitirá simplificar la construcción del modelo. Por lo tanto, diremos que las componentes
. Una k-interacción no es más que una expresión simbólica de la ocurrencia simultanea de eventos de ciertos generadores componentes. Estos eventos representan acciones distintas (con etiquetas distintas) pero podríamos darles una interpretación que nos permita conjugarlas mediante un mismo evento. Otro hecho aún más significativo para la construcción del modelo, ocurre cuando una actividad en el sistema requiere de uno o más recursos; donde el comienzo y la completación de dicha actividad tiene una relación directa con el comienzo y la finalización del uso de esos recursos. Igualmente, estos eventos tienen representaciones distintas en el sistema, pero la interpretación de este hecho por el mismo evento nos permitirá simplificar la construcción del modelo. Por lo tanto, diremos que las componentes  ; del sistema de manufactura
; del sistema de manufactura  estarán determinadas bajo simetría de los eventos que representan los comienzos y finalizaciones de las actividades, así como de la adquisición y liberación de los recursos. Finalmente, en la composición paralela de los 𝒢 𝑖 , un evento común solo ocurre si ocurre simultáneamente en los 𝒢 𝑖 relacionados a través de dicho evento. Por lo tanto, los
estarán determinadas bajo simetría de los eventos que representan los comienzos y finalizaciones de las actividades, así como de la adquisición y liberación de los recursos. Finalmente, en la composición paralela de los 𝒢 𝑖 , un evento común solo ocurre si ocurre simultáneamente en los 𝒢 𝑖 relacionados a través de dicho evento. Por lo tanto, los  están sincronizados sobre los eventos comunes. Los eventos no comunes no están sujetos a esta restricción y pueden ocurrir siempre que sea posible. Por lo tanto
están sincronizados sobre los eventos comunes. Los eventos no comunes no están sujetos a esta restricción y pueden ocurrir siempre que sea posible. Por lo tanto  .
.
4. Condiciones y planificación por consenso
Sea  (sistema de manufactura) la composición síncrona de n componentes (subsistemas)
(sistema de manufactura) la composición síncrona de n componentes (subsistemas)  . Sabemos que, para cualesquiera
. Sabemos que, para cualesquiera  y
y  ; existe un generador finito determinístico
; existe un generador finito determinístico  tal que
tal que  y
y  ,
,  . Sea
. Sea  una condición (expresada como un lenguaje) para y para cada i, con ; sea
una condición (expresada como un lenguaje) para y para cada i, con ; sea  la proyección i-ésima de . La afectación que puede producir sobre puede ser proyectada a las dinámicas de las componentes. Más aún, existen condiciones no únicas que producen el efecto global impuesto por las condiciones locales. Por lo tanto, conocer
la proyección i-ésima de . La afectación que puede producir sobre puede ser proyectada a las dinámicas de las componentes. Más aún, existen condiciones no únicas que producen el efecto global impuesto por las condiciones locales. Por lo tanto, conocer  (lenguaje global ante una condición) es conocer los
(lenguaje global ante una condición) es conocer los  ; es decir, conocer la afectación 𝒞 sobre el sistema 𝒢 es conocer las afectaciones
; es decir, conocer la afectación 𝒞 sobre el sistema 𝒢 es conocer las afectaciones  sobre las componentes . Note que la condición no tiene sentido lógico, en relación al acoplamiento con , si ésta no está reflejada en la dinámica del sistema. En este sentido, para la construcción de la metodología por consenso podemos suponer que la planificación
sobre las componentes . Note que la condición no tiene sentido lógico, en relación al acoplamiento con , si ésta no está reflejada en la dinámica del sistema. En este sentido, para la construcción de la metodología por consenso podemos suponer que la planificación  es un sublenguaje de
es un sublenguaje de  .
.
Definición 2. Sean un sistema global y una condición sobre . Para cualesquiera  y
y  una k-interacción, sean
una k-interacción, sean  ; los índices de las componentes de cambio por la ocurrencia de α en q. Diremos que α es obtenida por consenso si para todo
; los índices de las componentes de cambio por la ocurrencia de α en q. Diremos que α es obtenida por consenso si para todo  se tiene que
se tiene que  .
.
De acuerdo a la definición 2 establecemos el conjunto de todos eventos permitidos en q obtenidos por consenso, el cual denotaremos por  . La construcción para la planificación en los sistemas de manufactura;
. La construcción para la planificación en los sistemas de manufactura;  establecida por el producto síncrono, está fundamentada en el consenso como sigue: Para cada estado del sistema de manufactura;
establecida por el producto síncrono, está fundamentada en el consenso como sigue: Para cada estado del sistema de manufactura;  , donde
, donde  e
e  es el estado inicial, consideramos el conjunto de todos los eventos habilitados en q;
es el estado inicial, consideramos el conjunto de todos los eventos habilitados en q;  : para cada k-interacción
: para cada k-interacción  , donde
, donde  son los índices de las componentes de cambio por la ocurrencia en q, α deberá satisfacer:
son los índices de las componentes de cambio por la ocurrencia en q, α deberá satisfacer:  , para ser obtenida por consenso. Comenzamos el procedimiento desde el estado inicial i, y consideremos el subconjunto de eventos obtenidos por consenso en i;
, para ser obtenida por consenso. Comenzamos el procedimiento desde el estado inicial i, y consideremos el subconjunto de eventos obtenidos por consenso en i;  . La ocurrencia de un evento α en
. La ocurrencia de un evento α en  determinará un nuevo estado q, y por ende se genera un arco dirigido desde i al nuevo estado q etiquetado por el evento α;
determinará un nuevo estado q, y por ende se genera un arco dirigido desde i al nuevo estado q etiquetado por el evento α;  . Ahora, esto ocurrirá eventualmente para todo evento α en . Y en el estado actual q se repetirá el proceso antes mencionado con respecto a
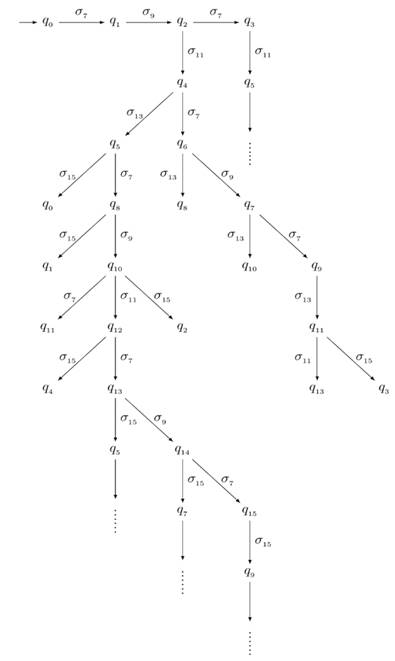
. Ahora, esto ocurrirá eventualmente para todo evento α en . Y en el estado actual q se repetirá el proceso antes mencionado con respecto a  , generando de esta manera bajo consenso el árbol que determina el generador que reconoce la planificación desde un punto de vista constructivo. El procedimiento repetido sucesivamente generará un conjunto de estados bajo consenso y puede ser representado gráficamente. Finalmente, el proceso resultante será un reconocedor de la planificación y será denotado por
, generando de esta manera bajo consenso el árbol que determina el generador que reconoce la planificación desde un punto de vista constructivo. El procedimiento repetido sucesivamente generará un conjunto de estados bajo consenso y puede ser representado gráficamente. Finalmente, el proceso resultante será un reconocedor de la planificación y será denotado por  . Formalmente,
. Formalmente,
Definición 3. Sea 𝒫(𝒢) como antes. El lenguaje generado por será llamado lenguaje de planificación y es dada por





El lenguaje de planificación marcado por es dado por  .
.
Para facilitar la escritura, denotaremos a los lenguajes de planificación y planificación marcada por  y
y  respectivamente. El conjunto de todos los estados generados por consenso desde el estado inicial 𝑖 está dado por
respectivamente. El conjunto de todos los estados generados por consenso desde el estado inicial 𝑖 está dado por  z, y el generador determinístico accesible
z, y el generador determinístico accesible  es el reconocedor de
es el reconocedor de  . La selección de eventos comunes en la composición paralela, lo cual determina el acoplamiento entre las componentes, junto con la reducción en cuanto a la navegación de estados sometidas a las condiciones impuestas localmente permite lidiar eficientemente con la complejidad computacional resultante del modelo completo.
. La selección de eventos comunes en la composición paralela, lo cual determina el acoplamiento entre las componentes, junto con la reducción en cuanto a la navegación de estados sometidas a las condiciones impuestas localmente permite lidiar eficientemente con la complejidad computacional resultante del modelo completo.
5. Algoritmo para la planificación
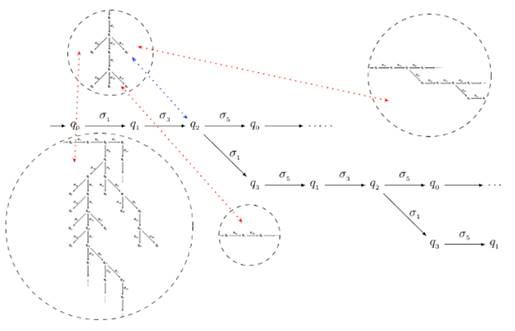
Para la construcción de  mediante el algoritmo son necesarias las siguientes especificaciones (ver Fig. 3):
mediante el algoritmo son necesarias las siguientes especificaciones (ver Fig. 3):
Los elementos del generador composición paralela
 : el estado inicial
: el estado inicial  , el conjunto de estados finales
, el conjunto de estados finales  , el conjunto
, el conjunto  de estados, el conjunto de eventos activos
de estados, el conjunto de eventos activos  y la función de transición
y la función de transición  ;
;el conjunto de las k-interacciones; Σ 𝑘 ,
 , donde n representa el número de componentes constituyendo a
, donde n representa el número de componentes constituyendo a  ;
; el lenguaje generado por el generador composición paralela; y
el lenguaje generado por el generador composición paralela; y expresando el condicionamiento global sobre la dinámica del sistema.
expresando el condicionamiento global sobre la dinámica del sistema.

Proposición 1. Sea n el cardinal del conjunto  . La planificación se puede llevar a cabo a la sumo en
. La planificación se puede llevar a cabo a la sumo en  pasos.
pasos.
Demostración. Supongamos que para  ; se tiene que
; se tiene que  , tal que
, tal que  ;
;  . Ahora, si
. Ahora, si  , entonces el nivel del nodo que representa a
, entonces el nivel del nodo que representa a  está dado por
está dado por

Si  entonces
entonces  . Esto implica que necesariamente
. Esto implica que necesariamente  , para algún i;
, para algún i;  . Sea
. Sea  , una función de nivel: para cada
, una función de nivel: para cada  es el nivel del estado 𝑞 𝑗 definida como
es el nivel del estado 𝑞 𝑗 definida como  ; entonces,
; entonces,  . Finalmente,
. Finalmente,  .
.
Nosotros construimos al conjunto  cuyos elementos son las k-interacciones obtenidas por consenso,
cuyos elementos son las k-interacciones obtenidas por consenso,  , para obtener posteriormente, para cada
, para obtener posteriormente, para cada  una nueva bolsa
una nueva bolsa  . Este proceso continua considerando la nueva bolsa
. Este proceso continua considerando la nueva bolsa  , obteniendo de esta manera el lenguaje de planificación
, obteniendo de esta manera el lenguaje de planificación  , en algún sentido, por sucesiones de bolsas de la forma
, en algún sentido, por sucesiones de bolsas de la forma  . Finalmente,
. Finalmente,  es una realización de
es una realización de  construida desde las afectaciones locales
construida desde las afectaciones locales  ; sobre las componentes
; sobre las componentes  . La justificación por la cual una condición
. La justificación por la cual una condición  sobre
sobre  es dada, es por la necesidad de establecer una planificación sobre el sistema. Por ello estableceremos el acoplamiento con .
es dada, es por la necesidad de establecer una planificación sobre el sistema. Por ello estableceremos el acoplamiento con .
Teorema 1. Dado una condición sobre . Sea para cada  la condición local para
la condición local para  . Entonces,
. Entonces,  (más restrictivamente,
(más restrictivamente, 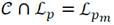 ).
).
Demostración.
Análogamente, se puede probar que 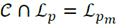 .
.
El resultado anterior; teorema 1 expresa que la planificación global sobre el sistema  puede ser obtenida desde las planificaciones locales de las componentes
puede ser obtenida desde las planificaciones locales de las componentes  , mostrando de esta manera el análisis global desde un punto de vista local.
, mostrando de esta manera el análisis global desde un punto de vista local.
6. Aplicación
6.1. Un sistema de producción por lote
Consideremos un sistema de producción de pinturas constituido solo por tres líneas de producción, ya que la gama de productos elaborados por la empresa podría ser muy amplia. Para cada línea de producción las unidades que la conforman establecen los subsistemas. Un sistema de producción de pinturas es un sistema de producción por lote, porque la finalización de producción de una pintura especifica dará comienzo a la fabricación de otra pintura quizás con características distintas. La materia prima (recursos) utilizada para la elaboración de las pinturas son: los pigmentos, los vehículos y los solventes, a los que se suman los aditivos. Para la construcción del modelo asumiremos la existencia de estos recursos. Para cada subproceso (o subsistema) en el proceso de fabricación de pinturas cada actividad es llevada a cabo por una unidad de producción. Las actividades son descritas a continuación:
La dispersión es la fase inicial y de mayor duración en el proceso, en la cual se agita la carga del vehículo, el agregado de solventes y aditivos. Luego, se agregan sucesivamente los diferentes tipos de pigmento, empezando con los de más difícil mojado. En esta fase se logra obtener una pasta llamada pasta de molienda.
En una segunda fase; molienda, se consigue obtener una mayor finura de la pasta de molienda por medio de los llamados molinos.
En una última etapa dilución o mezcla se ajusta la consistencia de la pintura con el agregado de solventes y/o resinas compatibles con la base de molienda y generalmente se incluyen aditivos que ayudan en la estabilización.
A continuación, describiremos las líneas de producción del sistema de producción de pinturas; pintura blanca, pintura de color y pintura texturizada (o masilla), en la que se pueden distinguir algunas de las etapas discutidas anteriormente (ver Fig. 4):
-
PB≔ subsistema de producción de base incolora. Éste está constituido por dos unidades de producción distinguidas por sus operaciones para la elaboración de este producto:
PB1≔ unidad de dispersión de la base concentrada incolora;
PB2≔ unidad de mezclado de terminación de base incolora.
Luego de estas etapas, se obtiene la base incolora, la cual puede continuar a envasado, a completar el proceso de fabricación de pintura texturizada o a completar el proceso de fabricación de pintura de color.
-
MA≔ subsistema de producción de pintura texturizada. Para este producto se distinguen las siguientes operaciones llevadas a cabo por las correspondientes unidades de producción:
MA1≔ unidad de dispersión de base de alta viscosidad;
MA2≔ unidad de mezclado del concentrado con la base blanca.
Una vez obtenido el concentrado producto de la mezcla con la base blanca, la culminación se logra con el envasado del producto.
-
PC≔ subsistema de producción de pintura de color. Éste se caracteriza por las siguientes actividades:
PC1≔ unidad de dispersión del pigmento para formar una pasta de color;
PC2≔ unidad de molienda de la pasta de color para formar empaste;
PC3≔ unidad de mezclado del empaste con resinas y solventes formando un concentrado de color;
PC4≔ unidad de mezclado del concentrado de color con la base incolora.
La pintura de color es el resultado de la mezcla del concentrado de color con la base incolora. La culminación de este proceso se logra con el envasado de la pintura, luego de haber pasado previamente por control de calidad.
En la producción de la pintura de color se utiliza la técnica tirada de color, que consiste de un proceso (reiniciable) que se lleva a cabo para disminuir gradualmente el valor del color (o diferencia luminosa) hasta alcanzar el color más oscuro. Esto reduce al mínimo la limpieza y la nueva configuración de la maquinaria entre cada lote de pintura de color. El blanco (pintura opaca, tinta no transparente) es el único color que no es utilizado en esta técnica, ya que, una pequeña cantidad de pigmento blanco puede afectar negativamente a los colores medios. Con la idea de facilitar los cálculos en la construcción de la metodología de modelación para esta clase de sistemas de manufactura solo consideraremos los casos expuestos anteriormente. Excluiremos, por ejemplo, los subprocesos de filtrado y envasado en los procesos de fabricación de pintura texturizada (o masilla) y pintura de color. Además, consideraremos que un producto obtenido en cada unidad de producción es un recurso para la siguiente unidad en cada subproceso. Más aún, la base incolora en PB es un recurso necesario para continuar el envasado de la misma o completar los procesos de fabricación en MA y PC.
6.2. Interpretaciones en el sistema de producción
Para el subsistema de producción de pintura blanca PB, para la actividad dispersión (llevada a cabo por la unidad PB1) representando los estatus  y
y  los eventos σ1 y σ3 e tiquetan el comienzo y la completación respectivamente (ver Fig. 9), y para la actividad de mezclado o dilución (llevada a cabo por la unidad PB
2
) representando los estatus
los eventos σ1 y σ3 e tiquetan el comienzo y la completación respectivamente (ver Fig. 9), y para la actividad de mezclado o dilución (llevada a cabo por la unidad PB
2
) representando los estatus  y
y  los eventos σ3 y σ5 etiquetan el comienzo y su completación respectivamente de dicha actividad (ver Fig. 5).
los eventos σ3 y σ5 etiquetan el comienzo y su completación respectivamente de dicha actividad (ver Fig. 5).
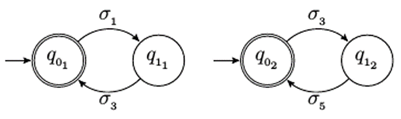
La composición síncrona de los  , i=1,2$; representa al subsistema PB, donde cada uno de sus elementos pueden distinguirse en la Fig. 6.
, i=1,2$; representa al subsistema PB, donde cada uno de sus elementos pueden distinguirse en la Fig. 6.
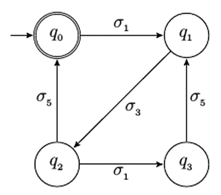
Su comportamiento es dado por  .
.
Para el subsistema de producción de masilla MA, para la actividad dispersión (llevada a cabo por la unidad MA1) representando los estatus  y
y  los eventos σ17 y σ19 etiquetan el comienzo y la completación de dicha actividad (ver Fig. 7). Así mismo, para la actividad mezclado (llevada a cabo por la unidad MA
2
) representando los estatus
los eventos σ17 y σ19 etiquetan el comienzo y la completación de dicha actividad (ver Fig. 7). Así mismo, para la actividad mezclado (llevada a cabo por la unidad MA
2
) representando los estatus  y
y  los eventos σ19 y σ21 etiquetan el comienzo y la completación respectivamente (ver Fig. 7).
los eventos σ19 y σ21 etiquetan el comienzo y la completación respectivamente (ver Fig. 7).
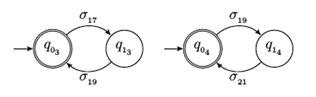
Las  ; representan las dos unidades de producción del subsistema MA y la composición síncrona de estas dos unidades se muestra en la Fig. 8.
; representan las dos unidades de producción del subsistema MA y la composición síncrona de estas dos unidades se muestra en la Fig. 8.
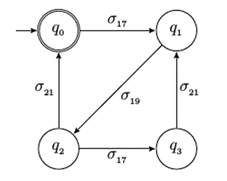
Su comportamiento es dado por  .
.
Para el subsistema de producción de pintura de color PC, para la actividad dispersión (llevada a cabo por la unidad PC1) representando los estatus  y
y  los eventos σ7 y σ9 etiquetan el comienzo y la completación (ver Fig. 9) y para la actividad molienda (llevada a cabo por la unidad PC2) representando los estatus
los eventos σ7 y σ9 etiquetan el comienzo y la completación (ver Fig. 9) y para la actividad molienda (llevada a cabo por la unidad PC2) representando los estatus  y
y  los eventos σ9 y σ11 etiquetan el comienzo y su completación respectivamente (ver Fig. 9).
los eventos σ9 y σ11 etiquetan el comienzo y su completación respectivamente (ver Fig. 9).
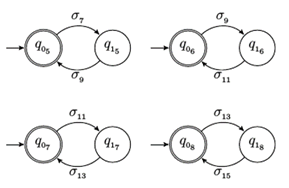
Para el mezclado del empaste con resinas y solventes (concentrado de color llevado a cabo por la unidad PC3) representando los estatus  y
y  los eventos σ11 y σ13 etiquetan el comienzo y la completación (ver Fig. 9) y el mezclado del concentrado de color con la base incolora (llevada a cabo por la unidad PC4) representando los estatus
los eventos σ11 y σ13 etiquetan el comienzo y la completación (ver Fig. 9) y el mezclado del concentrado de color con la base incolora (llevada a cabo por la unidad PC4) representando los estatus  y
y  los eventos σ13 y σ15 etiquetan el comienzo y la completación respectivamente (ver Fig. 9).
los eventos σ13 y σ15 etiquetan el comienzo y la completación respectivamente (ver Fig. 9).
Igualmente, la composición síncrona de los  ,
,  ; representando las unidades de producción del subsistema PC, se ilustra en la Fig. 10.
; representando las unidades de producción del subsistema PC, se ilustra en la Fig. 10.
Su comportamiento es dado por 
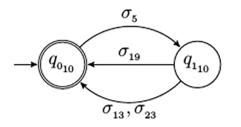
Para el envasado de la pintura blanca (denotamos esta actividad por 𝐸𝑁 representado los estatus  y
y  los eventos σ23 y σ25 etiquetan el comienzo y la completación de dicha actividad respectivamente (ver Fig. 11).
los eventos σ23 y σ25 etiquetan el comienzo y la completación de dicha actividad respectivamente (ver Fig. 11).

Su comportamiento es  . Para los subsistemas de producción EN,MA y PC requerimos la disponibilidad de la base blanca, para este recurso representado
. Para los subsistemas de producción EN,MA y PC requerimos la disponibilidad de la base blanca, para este recurso representado  y
y 
 : el evento σ5 etiqueta el comienzo de disponibilidad del recurso (agregación de la base blanca por PB), mientras que, los eventos σ13, σ19 y σ23 etiquetarán la finalización de disponibilidad del mismo (uso de la base blanca por los subsistemas de producción EN,MA y PC respectivamente). El generador composición paralela representando el uso de la base blanca por parte de EN,MA y PC, es denotado por Re y está dado a continuación en la Fig. 12.
: el evento σ5 etiqueta el comienzo de disponibilidad del recurso (agregación de la base blanca por PB), mientras que, los eventos σ13, σ19 y σ23 etiquetarán la finalización de disponibilidad del mismo (uso de la base blanca por los subsistemas de producción EN,MA y PC respectivamente). El generador composición paralela representando el uso de la base blanca por parte de EN,MA y PC, es denotado por Re y está dado a continuación en la Fig. 12.
Su comportamiento dado por 
Sean  ; los subsistemas y el recurso, entonces la composición sincronía
; los subsistemas y el recurso, entonces la composición sincronía  , representando el comportamiento cooperativo global del sistema de producción el cual posee 1024 estados y 4608 transiciones, tiene como lenguajes generado y marcado a
, representando el comportamiento cooperativo global del sistema de producción el cual posee 1024 estados y 4608 transiciones, tiene como lenguajes generado y marcado a

respectivamente. El sistema fue probado usando el software TCT desarrollado por Wonham [10].
6.3. Condicionamiento sobre el sistema
En relación a la composición paralela dada anteriormente, establecemos la especificación siguiente: cada línea de producción de la planta se interrumpe por cada lote de producción requerido; fabricación de una cantidad determinada del mismo producto, y las cantidades de lotes producidas por ésta son limitadas. Esto sugiere que el sistema de producción es de capacidad finita con cardinal igual a  , donde
, donde  ; indica la capacidad máxima de lotes para la i-ésima línea de producción. Si denotamos por
; indica la capacidad máxima de lotes para la i-ésima línea de producción. Si denotamos por  el número de ocurrencia de un evento σ (interpretando el inicio o la finalización de una actividad) en
el número de ocurrencia de un evento σ (interpretando el inicio o la finalización de una actividad) en  (interpretando una tarea del sistema de producción), entonces una especificación sobre el sistema de producción está dada por el siguiente conjunto
(interpretando una tarea del sistema de producción), entonces una especificación sobre el sistema de producción está dada por el siguiente conjunto  donde
donde  . Las afectaciones de estas especificaciones pueden ser reflejadas en el sistema de producción
. Las afectaciones de estas especificaciones pueden ser reflejadas en el sistema de producción  . Más aún, las afectaciones pueden ser proyectadas a cada componentes; interpretando a cada línea de producción (conformada por unidades de producción), del sistema de producción, es decir
. Más aún, las afectaciones pueden ser proyectadas a cada componentes; interpretando a cada línea de producción (conformada por unidades de producción), del sistema de producción, es decir  ,
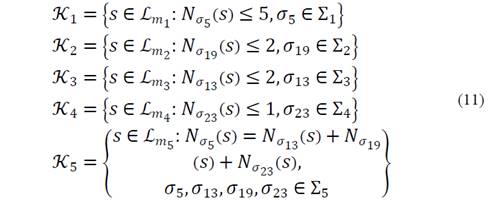
,  es la afectación local inducida por la afectación global. Supongamos que la empresa de pintura desea producir los tres tipos de pinturas para satisfacer un pedido: dos lotes de pintura de color, dos lotes de masilla y un lote de pintura blanca. De esta manera, se requerirá de cinco lotes de base incolora, de los cuales cuatro lotes se disponen para completar el proceso de fabricación de masilla y el proceso de fabricación de pintura de color. El lote restante es requerido para el envasado de la pintura blanca. Asumiremos la disponibilidad de todos los recursos (materias primas) necesarios para la producción de estos lotes y consideramos que el suministro de base blanca para los tres tipos de producto; pintura blanca, masilla y pintura de color, es limitado y una vez usado un lote de base incolora (recurso) se deberá espera su producción para su nuevo uso. Deseamos saber de qué manera cada uno de líneas de producción pueden producirlos con el objeto de satisfacer la demanda. La especificación reflejada sobre el sistema de producción es dada por
es la afectación local inducida por la afectación global. Supongamos que la empresa de pintura desea producir los tres tipos de pinturas para satisfacer un pedido: dos lotes de pintura de color, dos lotes de masilla y un lote de pintura blanca. De esta manera, se requerirá de cinco lotes de base incolora, de los cuales cuatro lotes se disponen para completar el proceso de fabricación de masilla y el proceso de fabricación de pintura de color. El lote restante es requerido para el envasado de la pintura blanca. Asumiremos la disponibilidad de todos los recursos (materias primas) necesarios para la producción de estos lotes y consideramos que el suministro de base blanca para los tres tipos de producto; pintura blanca, masilla y pintura de color, es limitado y una vez usado un lote de base incolora (recurso) se deberá espera su producción para su nuevo uso. Deseamos saber de qué manera cada uno de líneas de producción pueden producirlos con el objeto de satisfacer la demanda. La especificación reflejada sobre el sistema de producción es dada por

donde,  . Esta especificación puede ser proyectada a cada componente;
. Esta especificación puede ser proyectada a cada componente;  . Así, las afectaciones locales sobre la i-ésima componente para
. Así, las afectaciones locales sobre la i-ésima componente para  están dadas a continuación:
están dadas a continuación:
La clasificación de los eventos (k-interacciones) según la sincronización de las componentes  ; es dada en la Tabla 1.
; es dada en la Tabla 1.
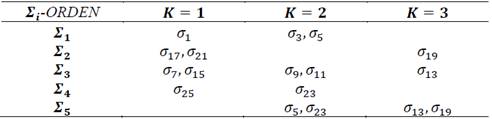
En efecto, los eventos σ1, σ7, σ15, σ17, σ21 y σ25 son 1-interacciones: σ1, σ7, y σ17, representan los comienzos de las actividades de dispersión ejecutadas por PB1, PC1 y MA1 respectivamente, mientras que, los eventos σ15, σ21, y σ25 representan las completaciones de las actividades de mezclado y envasado llevadas acabos por la unidades PC4, MA2, y EN respectivamente. Por otro lado, los eventos σ3, σ5, σ9, σ11 y σ23 son 2-interacciones: σ3 representa la completación y el comienzo de las actividades de dispersión y mezclado por parte PB1 y PB2, σ5 representa la completación de mezclado por parte PB2 y el comienzo de disponibilidad del recurso Re, σ9 representa la completación de la actividad dispersión llevada a cabo por la unidad PC1 y el comienzo de la actividad molienda llevada a cabo por la unidad PC2, σ11 representa la completación de actividad de molienda llevada a cabo por la unidad PC2 y el comienzo de la actividad de mezclado del concentrado de color llevado a cabo por la unidad PC3 y σ23 representa la finalización del uso de la base blanca por PC y el comienzo de la actividad de envasado de la pintura blanca. Finalmente, los eventos σ13 y σ19 son 3-interacciones: σ13 representa la completación de la actividad de mezclado de concentrado de color llevado a cabo por la unidad PC3, la finalización del uso de la base blanca por MA y el comienzo de la actividad de mezclado del concentrado de color con la base incolora llevada a cabo por la unidad PC4 y σ19 representa la finalización del uso de la base blanca por PC, la completación de la actividad de dispersión llevada a cabo por la unidad MA1 y el comienzo de la actividad mezclado llevada a cabo por la unidad MA2.
6.4. Planificaciones locales
Para cada estado del sistema de producción de pintura;  , donde
, donde  y
y  es el estado inicial, consideramos el conjunto de todos los eventos habilitados en q;
es el estado inicial, consideramos el conjunto de todos los eventos habilitados en q;  : para cada k-interacción
: para cada k-interacción  , donde
, donde  son los índices de las componentes de cambio por la ocurrencia en q, σ es consensuada sí
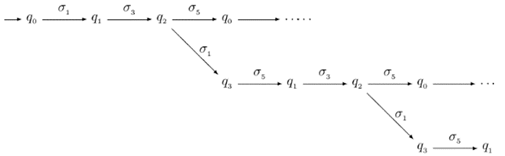
son los índices de las componentes de cambio por la ocurrencia en q, σ es consensuada sí  . Para el subsistema de producción PB, las actividades de dispersión y dilución son llevadas a cabo siempre que
. Para el subsistema de producción PB, las actividades de dispersión y dilución son llevadas a cabo siempre que  . El procedimiento repetido sucesivamente generará un conjunto de estatus
. El procedimiento repetido sucesivamente generará un conjunto de estatus  obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 13).
obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 13).

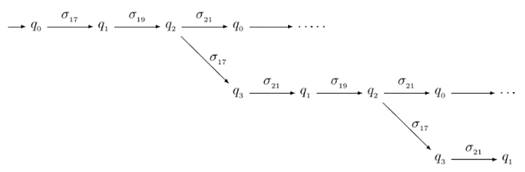
Donde  ; es lenguaje de planificación local. Para el subsistema de producción MA, las actividades de dispersión y mezclado con la base blanca se ejecutarán siempre que
; es lenguaje de planificación local. Para el subsistema de producción MA, las actividades de dispersión y mezclado con la base blanca se ejecutarán siempre que  . El procedimiento repetido sucesivamente generará un conjunto de estatus
. El procedimiento repetido sucesivamente generará un conjunto de estatus  obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 14).
obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 14).

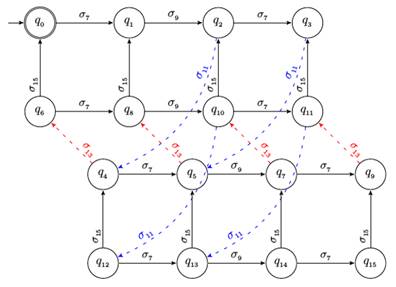
Donde  es el lenguaje de planificación local. Para el subsistema de producción PC, las actividades de dispersión, molienda, dilución y mezclado con la base blanca se efectuaran siempre que
es el lenguaje de planificación local. Para el subsistema de producción PC, las actividades de dispersión, molienda, dilución y mezclado con la base blanca se efectuaran siempre que  . Repetido sucesivamente el procedimiento se generará un conjunto de estatus
. Repetido sucesivamente el procedimiento se generará un conjunto de estatus  obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 15).
obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 15).
Donde  lenguaje de planificación local es
lenguaje de planificación local es 
Para el subsistema de producción 𝐸𝑁, la actividad de envasado se cumple si  .
.
El procedimiento repetido sucesivamente generará un conjunto de estatus  obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 16).
obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 16).

Donde  es lenguaje de planificación local. Para el sistema de producción, la distribución de la base blanca proporcionada por PB a los subprocesos EN, MA, y PC se efectuaran siempre que
es lenguaje de planificación local. Para el sistema de producción, la distribución de la base blanca proporcionada por PB a los subprocesos EN, MA, y PC se efectuaran siempre que  . Mientras, este requerimiento se cumpla se generará un conjunto de estatus
. Mientras, este requerimiento se cumpla se generará un conjunto de estatus  obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 17).
obtenidos por consenso y su dinámica puede ser representada gráficamente (ver Fig. 17).

Donde  es el lenguaje de planificación local.
es el lenguaje de planificación local.
6.5. Planificación por consenso
Finalmente, para el sistema de producción de pintura la sincronización de los subsistemas (PB, EN, MA y PC) es establecida desde la agregación de la base blanca por parte de PB y el posterior uso de la misma por parte de EN, MA y PC (ver Fig. 18).

Así, la planificación  es construida desde la sincronización de las planificaciones locales
es construida desde la sincronización de las planificaciones locales  , con
, con  ; sobre PB, MA, PC, EN y Re respectivamente y está dada por
; sobre PB, MA, PC, EN y Re respectivamente y está dada por 
donde








7. Conclusión
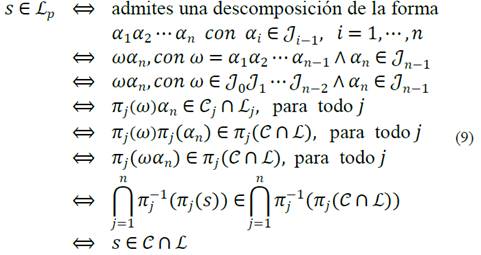
La descomposición de una planificación en planificaciones locales, direcciona el análisis global desde un punto de vista local, lo cual permite bajo modularidad, unificación de criterios y juicios, flexibilidad, capacidad de gestión, viabilidad e implementación reducida; en consecuencia, un proceso ágil desde el punto de vista de automatización. En efecto, las descomposiciones son

expresadas por lenguajes cerrados y  -cerrados respectivamente; de donde, se avanza modularmente a la reducción e implementación óptima. A propósito, enfatizamos que la planificación en SED siempre será una intención que posiblemente no pueda ser llevada a cabo completamente; por ejemplo, cuando estamos en teoría de control, debido a los eventos no controlables. Por otro lado, el modelo construido para la clase de sistemas de manufactura con componentes cooperantes (unidades de producción) puede ser considerado para el estudio de las k-interacciones cuando las unidades del sistema toman opciones cooperativas. Más precisamente, si el número de opciones cooperativas crece, entonces seguramente se generarán nuevas interacciones indeseables entre estas, produciendo problemas de funcionalidad en el sistema; pero nuevamente será establecido el acoplamiento entre las componentes por consenso (reconfiguración del sistema), con lo cual podríamos abordar propiedades de seguridad y no bloqueo desde un punto de vista local.
-cerrados respectivamente; de donde, se avanza modularmente a la reducción e implementación óptima. A propósito, enfatizamos que la planificación en SED siempre será una intención que posiblemente no pueda ser llevada a cabo completamente; por ejemplo, cuando estamos en teoría de control, debido a los eventos no controlables. Por otro lado, el modelo construido para la clase de sistemas de manufactura con componentes cooperantes (unidades de producción) puede ser considerado para el estudio de las k-interacciones cuando las unidades del sistema toman opciones cooperativas. Más precisamente, si el número de opciones cooperativas crece, entonces seguramente se generarán nuevas interacciones indeseables entre estas, produciendo problemas de funcionalidad en el sistema; pero nuevamente será establecido el acoplamiento entre las componentes por consenso (reconfiguración del sistema), con lo cual podríamos abordar propiedades de seguridad y no bloqueo desde un punto de vista local.
En relación a los trabajos futuros se puede considerar el desarrollo de programas de software para ejecutar cálculos referentes al algoritmo de planificación. También, comparar la planificación por consenso con diseños establecidos por Redes de Peri, representadas por bases de Gröbner, por razones de explosión de estados. Finalmente, se pueden extender nuestros argumentos teóricos de planificación, como una herramienta a un nivel de abstracción temporal para el análisis de SED.

