











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink1. Introduction
The civil construction industry is notably one of the activities that most affect the environment, with a high rate of natural resources consumption and Greenhouse Gases (GHG) emissions, especially CO2 in the production of Portland cement. It is estimated that 11 billion tons of concrete are used in Brazil each year [1], which causes the cement industry to be responsible for 6-8% of all CO2 emissions in the country [2].
Albeit being a large producer of residues that require proper treatment and adequate destination, the enormous amount of materials that civil construction requires also provides great potential to incorporate by-products in the production of said materials. Numerous researches have been conducted around the globe regarding Supplementary Cementitious Materials (SCMs), e. g. the use of Sugar Cane Bagasse Ash (SCBA) [3,4] and Rice Husk Ash (RHA) [5,6] as mineral admixtures in the production of concrete and mortar.
Furthermore, economy in Brazil is deeply dependent on agroindustrial production and this fact makes room to explore the potential of organic originated by-products for application in cementitious materials, once the country is already the world leader in the utilization of mineral admixtures [7]. Regarding agroindustry, the poultry business is one of several where Brazil is a global highlight, since it is currently the largest exporter and the second biggest producer of chicken meat in the world [8].
Despite its great economic importance, the broiler breeding activity presents some singularities, e. g. the chicks’ need for the maintenance of adequate environmental conditions along their lives. Up to 15-20 days old, chicks require room temperature in the range of 30°C for proper development and weight gain, which in many cases can only be achieved by using heating systems, such as wood-fired furnaces [9] that inevitably produce ashes. It is estimated that around 3% of the firewood original mass remains as residual ash after the burning process [10,11].
Bibliography on the use of woody biomass ashes as mineral admixtures in cementitious composites is still scarce, especially from separate wood species. Gluitz and Marafão (2013) verified that the replacement of cement by Eucalyptus Wood Ash (EWA), in amounts up to 20%wt in cement mortars, greatly compromised compressive strength [12]. Resende (2013) identified that a grinding procedure of EWA, for 12h in a ball mill, allowed cement replacement values of 15%wt with marginal resistance gain [1]. Similarly, Vaske (2012) applied EWA from multicyclone industrial filters, hence a very fine material, in the production of concretes [13]. The author found that using EWA up to 15% of the cement bulk, as an additional material in the mix proportion, entailed on economic, technical and environmental benefits, mostly through filler effect.
The present study aimed to evaluate the possibility of using in natura EWA, a by-product originated from the burning of firewood in aviary furnaces in Brazil, as a mineral admixture in concrete mixes, applying minimum preparation procedures. The technical viability and possible benefits from this incorporation were analyzed, in order to try and provide proper destination for this residue, using as minimum preparation procedures as possible.
2. Materials and methods
2.1.1. Portland cement
High Early Strength Portland Cement (CP V-ARI, Brazilian denomination) was used, according to the Brazilian Standard NBR 5733 [14]. This type of cement was chosen for being the purest kind of cement available in Brazil, with a minimum presence of 95% of clinker and maximum of 5% of calcareous filler in its composition.
2.1.2. Aggregates and water
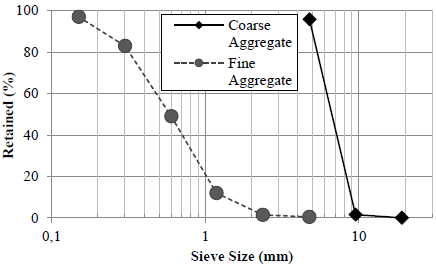
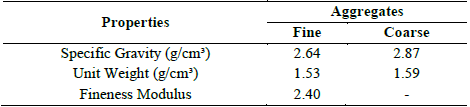
Siliceous mid-sized sand was used as fine aggregate, whereas basaltic 19mm maximum-sized rocks were used as coarse aggregate. The size distribution curves for the aggregates are shown in Fig. 1, whilst the physical properties are displayed in Table 1.
For the concretes production, tap water coming from the local sanitation company (Sanepar) was used.
2.1.3. Eucalyptus Wood Ash (EWA)
EWA was collected from an aviary furnace in the city of Novo Itacolomi, Brazil. After the firewood burning, the ashes flow through a grate and are stored in separate compartment, where they can be easily removed using an access hatch, as shown in Fig. 2.

2.2. Methods
2.2.1. Preparation of EWA
The as-collected EWA was oven-dried at 105 ± 5°C for 24h and then sieved through a #100 mesh sieve (150µm), separating the passing fraction. For being a preliminary investigation, no grinding or calcining procedures were performed, once the aim was to apply the material as close to raw as possible. The following experimental stages used this previously prepared EWA.
2.2.2. Physical characterization of EWA
Specific gravity was analyzed according to the Brazilian Standard NBR NM 23 [15], using the Le Chatelier bottle (n=2).
In addition, the surface area test was performed using the BET nitrogen adsorption technique. The EWA was analyzed on a Quantachrome NOVA 1200e equipment and the sample for this test was previously vacuum dried at 150°C for 3h. The BET test was also performed on a thermally treated EWA (650°C, 2h), to verify the influence this procedure might have on the fineness of the material.
2.2.3. Chemical characterization of EWA
The residual organic matter rate was determined by muffle kiln-heating EWA samples of approximately 10g up to 650°C for 2h (n=3), taking into consideration the loss of mass occurred during this process.
EWA’s potential pozzolanic reactivity was determined through the Strength Activity Index (SAI) with Portland cement, according to the Brazilian standard NBR 5752 [16]. In this test, a sample of mortar is produced with 25% of the cement mass replaced by the potential pozzolanic material. At the age of 28 days, this sample compressive strength was compared to a reference mortar. Brazilian standard NBR 12653 [17] demands the sample mortar to present at least 75% of the reference compressive strength results for the material to be considered potentially pozzolanic.
Fourier-Transform Infrared Spectroscopy (FTIR) was performed on the EWA using a Bruker Vertex 70 spectrometer, with a Platinum ATR reflectance accessory. The wave number range varied from 400 to 4000 cm-1, with a 4 cm-1 resolution and 10 scans.
TG/DTG analysis of the EWA was performed using a TGA 4000 Perkin Elmer equipment, in an inert nitrogen atmosphere. The temperature range varied from 30 to 800°C, with a heating rate of 10°C/min and a nitrogen flow rate of 40mL/min. An EWA sample of approximately 20mg was used in this test.
The interference of the EWA addition in the set time of cement was evaluated according to the Brazilian standards NBR NM 43 [18] and NBR NM 65 [19], using the Tetmajer probe to determine the normal consistency and the Vicat needle to assess the set time of the pastes. Besides a reference cement paste, pastes containing 5, 10, 15 and 20% were evaluated.
2.2.4. Mechanical characterization of the concretes
Five different types of concrete were produced and analyzed according to their compressive strength behavior, following the procedures of the Brazilian standard NBR 5739 [20], at the ages of 7, 28 and 56 days.
Besides the reference concrete, specimens containing 5, 10, 15 and 20% of EWA were molded. The concretes were produced in a mix proportion of 1:2:3 (cement, fine and coarse aggregates, respectively) in mass, with a water-to-cement ratio of 0.55.
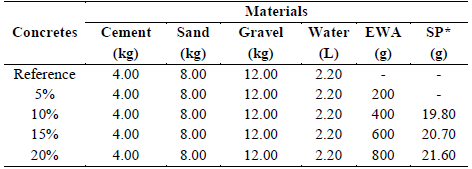
In total, thirty cylindrical specimens of 10x20cm (diameter x height) were molded for this test, six for each mix proportion evaluated, two of them for each age. Due to the excess of powder material in the mixture, the concretes containing more than 5% of EWA had an addition of superplastizer in order to be moldable. The amount of materials used in the concretes production are shown in Table 2.
3. Results and discussion
3.1. Physical characterization of EWA
3.1.1. Specific gravity
The specific gravity tests performed for the EWA resulted on a mean value of 2.68g/cm³, which is lower than the one of Portland cement, but relatively higher when compared to other organic originated residues. In comparison, Cordeiro, Tavares and Toledo Filho (2016) obtained specific gravity in a range of 2.46-2.56g/cm³ for SCBA [4], while Fernandes et al. (2016) found a range of 2.19-2.22g/cm³ for RHA [21]. For that matter, EWA presented a specific gravity closer to that of limestone, around 2.74g/cm³ [22], a material used in the manufacture of cement and one of the possible components of EWA, as shown in the chemical characterization (item 3.2).
3.1.2. BET surface area
The results for the BET surface area were the following: a) Sieved EWA (<150 µm): 3.93m²/g, b) Calcined EWA (650°C, 2h): 2.99m²/g.
The values show that the calcining process is capable of affecting the surface area results, most likely due to the degradation of residual fine carbon particles [21].
Surface area is an important parameter for potential pozzolanic materials, since finer particles are more likely to react [23]. The EWA results for BET surface area presented themselves much lower than other commonly studied residues, such as SCBA and RHA, which can provide fineness values up to 40.28m²/g and 39.27m²/g, respectively [24,21].
3.2.1. Residual organic matter
The analysis of the organic matter rate for the EWA samples resulted in a mean value of 5.8% of mass loss. When studying RHA from different origins, Fernandes et al. (2016) obtained carbon levels up to 9%, still considering them as interesting materials for use in civil construction [21].
Knowing the residual carbon rate for organic originated residues applied as mineral admixtures is important, once its excess can jeopardize pozzolanic reactivity and rheological properties [25]. The sieving process certainly contributed to the low carbon rate presented, since larger particles of partially burned wood were retained in the procedure, as shown in Fig. 3.

Source: Authors.
Figure 3 Particles of EWA retained in the sieving process, where the presence of charcoal can be noted.
It is important to notice that although the muffle kiln technique for determination of residual organic matter provides results in a short time, it can also overestimate them in case the material contains other compounds decomposed in the 600°C range.
3.2.2. Strength Activity Index (SAI)
Fig. 4 shows the SAI results for the EWA.
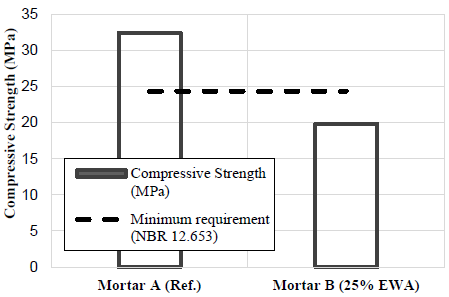
As it can be seen in Fig. 4, Mortar B (containing 25% of EWA as a replacement for cement) did not reach 75% of Mortar A compressive strength at age 28 days, the minimum required by the Brazilian standard NBR 12653 [17] to be considered a potential pozzolanic material. The SAI presented by the EWA, ratio between Mortars B and A compressive strengths, remained around 61%.
The lack of pozzolanic activity for the EWA might be related to two aspects. First, the particle size distribution of the residue, since the BET surface area for the EWA presented itself much lower than other pozzolanic materials. The finer the material, the greater the amount of reactive surface available, hence the grinding procedures often applied [4,26]. Secondly, the low reactivity could be related to the material chemical composition, which deeply depends on the presence of reactive phases [27].
3.2.3. Fourier-Transform Infrared Spectroscopy (FTIR)
The infrared spectrum obtained for the EWA is displayed in Fig. 5.
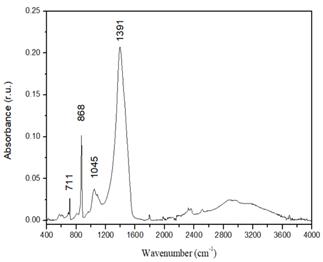
Wider bands, such as the identified 1391cm-1, can be attributed to the presence of intermediate structures, between amorphous and crystalline. Also, the notable noise detected in the spectrum is usually associated with the presence of amorphous compounds. The identified bands, as well as their respective assignments are listed in Table 3.
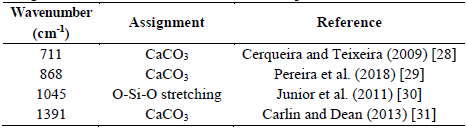
Three bands attributed to calcium carbonate polymorphs were identified, along with one associated with Si-O bonds. According to Febrero et al. (2014), when low burning temperatures are applied (<500°C), the presence of carbonates tends to be higher than that of silicates in ashes originated from wood [32], which is the case for aviary furnaces and the burning of wood in uncontrolled conditions.
The low pozzolanic reactivity EWA presented in the SAI test leads to believe that the presence of a single Si-O band might be related to the contamination of the firewood with soil due to the storage conditions, in direct contact with the ground.
3.2.4. Thermogravimetric analysis (TG/DTG)
The thermal behavior of EWA regarding mass loss is displayed in Fig. 6.
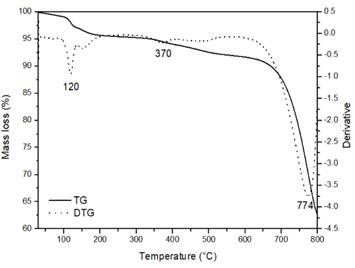
When subjected to crescent temperature, EWA presented a consistent mass loss up to 800°C, greatly increasing after 650°C. Exposition to 800°C caused EWA to lose around 37.5% of its original mass.
Differential Thermogravimetric (DTG) analysis identified three thermal mass loss events. Between 30 and 150°C, the loss of weight is typically related to elimination of adsorbed water on the particles surface, whilst from 150 to 600°C organic matter is degraded [21]. FTIR analysis indicated the possible presence of calcium carbonate polymorphs in the EWA composition and the intense mass loss after 650°C reinforces this possibility, since carbonates are thermally decomposed in the 600-800°C range, losing CO2 [33].
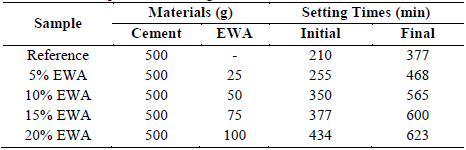
3.2.5. Set time
The set times for the cement used in this study, as well as for the pastes containing different percentages of EWA in their composition, are shown in Table 4.
The data displayed on Table 4 show that both the initial and final set times increase when the amount of EWA in the mixture is larger. Comparing the cement-only reference paste to the 20% EWA paste, the initial setting time doubled, while the final setting time is about 65% higher.
Mineral admixtures are likely to interfere in the set times of cement, once the reaction of most supplementary cementitious materials is slower than that of clinker [27] and also because the effect of cement dilution, caused by these admixtures, can delay the commencement of hydration [34].
3.3. Compressive strength of the concretes containing EWA
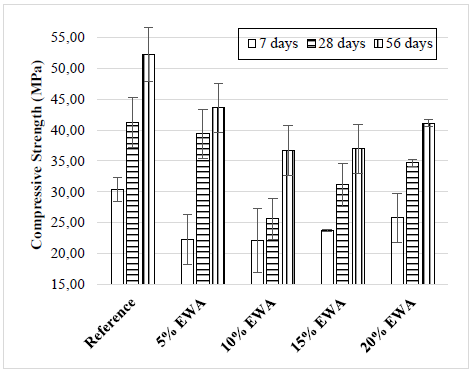
The results for the axial compressive strength tests, for the concretes containing different percentages of EWA addition, can be seen in Fig. 7.
Source: Authors
Figure 7 Compressive strength of the concretes containing EWA at ages 7, 28 and 56 days. Values are mean ± SD.
The data displayed in Fig. 7 show that the concretes compressive strength demonstrated no systematic behavior regarding the different percentages of EWA applied. When analyzed separately, though, the different concretes presented increasing compressive strength with time, as expected.
Up to 10% of EWA addition, the admixture gradually compromised compressive strength behavior. As for the concretes containing 15 and 20% of EWA, there were minor increases in compressive strength results when compared to the 10% one, although still significantly below the results obtained by the reference concrete.
This kind of behavior is unprecedented in other studies that verified the possibility of using EWA as a mineral admixture in cementitious composites. Gluitz and Marafão (2013) found that the higher the used percentage of EWA (in natura), the more it compromised the compressive strength of cement mortars [12]. Resende (2013), on the other hand, managed to replace up to 15% of the cement bulk by EWA (ground for 12h in a ball mill) with marginal compressive strength gain [1]. The same author reports the pozzolanic tests to be inconclusive and attributes the compressive strength gain to the filling of microstructural voids.
Fineness is a determinant factor to the mineral admixtures behavior in the cement matrix. The concretes compressive strength, up to 10% of addition, indicates that the EWA might have behaved more closely to a fine aggregate than a mineral admixture, due to its main particle sizes, diluting the mix proportion and reducing the mechanical strength. Notwithstanding, for higher percentages of EWA the presence of finer particles (<75µm) was proportionally higher as well, which may have caused the filler effect to slightly compensate the diluting effect of the larger particles, explaining the residual compressive strength gain.
4. Conclusions
According to the experimental procedure conducted, the following conclusions can be drawn:
EWA used in this study presented higher specific gravity than other organic originated admixtures, such as SCBA and RHA,
The fraction of EWA passing the 150µm mesh provided surface area of 3.93m²/g, considerably below the values presented by other commonly used mineral admixtures, which can present results up to 40m²/g or higher,
SAI results indicated that EWA has low pozzolanic reactivity, what might be related to its fineness, chemical composition or both,
FTIR spectrum indicated the presence of calcium carbonates polymorphs in the EWA composition, whereas TG/DTG curves corroborated this hypothesis, with great mass loss in the 650-800°C range,
In natura EWA addition to concrete compromised compressive strength results,
Notwithstanding, results indicated that procedures to enhance EWA fineness, such as grinding or other treatments, might make the material suitable for this use, although further investigation is required.


