











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink1. Introduction
According to the Colombian technical standard NTC 3911, non-woven textiles are defined as a manufactured sheet, veil or fiber material directionally or randomly oriented, joined by friction and/or cohesion and/or adhesion, excluding paper and products that are woven, meshed, tufted, joined by stitching incorporating yarns or bonded filaments by wet milling, whether or not they are additionally woven. The fibers can be of natural origin or man-made and of discontinuous or continuous filaments, or be formed in situ [1].
Electrospinning, a spinning technique, is a unique approach that uses electrostatic forces to produce fine fibers from polymer solutions or casting and the produced fibers have a finer diameter (from nanometer to micrometer) and a larger surface area than those obtained of conventional spinning processes [2]. The typical electrospinning configuration works with a single line of simple yarns, a small metal capillary. The material, intended to be spun, is usually a polymer solution and is continuously fed through the capillary.
Electrospinning is carried out at room temperature under atmospheric conditions. This technique offers a simple method to produce polymer nanofibers. By adjusting the material and the processing parameters, a wide range of fiber diameters can be obtained, usually between a few tenths of a nanometer and a few microns [3].
Some national and international studies can be found that determine the effect of the parameters in the electrospinning process on the morphology of a polymeric cover.
In their joint work with the Shanghai Plastics Research Institute [4], nylon fibers 6/66/1010 with an interval of 6-14% were successfully prepared by electrospinning, determining; that the concentration of the higher solution favors the formation of uniform ultrafine fibers without droplets, that the diameter of the electrospun fibers increases with the increase of the concentration of the solution and slightly decreases with the increase of the tension and of the tip distance to needle collector.
In the work carried out in the Department of Chemistry and Industrial Chemistry of the University of Genoa, Italy with the collaboration of the SIMAP - GPM2 Laboratory, of Saint Martin de Hèrescedex, France [5], a study of the synthesis of nylon/silver (Ag) composite nanofibers developed by electrospinning was presented, the work showed that the concentration of the solution and the relative humidity of the environment (RH) are two parameters that strongly affect the size and morphology of the nanofiber during electrospinning, the increase in RH had an opposite effect on the diameter of the nanofibers, while the increase in the concentration of the solution increased the diameter of the fiber. These effects of the humidity and the concentration on the diameter of the fiber were attributed to the evaporation rate of the solvent during the electrospinning. It was also observed that nylon fiber composites exhibited a high mechanical strength that was ~ 2-3 times higher than their pure counterparts [5].
In the work developed by the Bioengineering research group of the Universidad Pontificia Bolivariana, Medellin, Colombia, various types of natural and synthetic polymers have been used to develop non-woven textiles according to their properties. In this research a variety of applications in the biomedical field are presented [6]. There are international standards for non-woven fabrics that specify the appropriate sample sizes and the suitable equipment for the characterization protocols. In future studies, the durability of the non-woven fabric and the time of effect of the antibacterial nanoparticles could be considered, in order to provide more information about the useful life of this type of reinforcement [6].
In general terms, it can be said that in recent years different studies have focused on the research of non-woven textiles with nanoparticles immersed in their fibers, in order to characterize the parameters and variables required in the synthesis of nanofibers, to understand how their properties are improved and how they can be reinforced for different applications. Different authors have addressed the issue including tissue regeneration membranes, water filters and protective garments. Various types of natural and synthetic polymers have been used to develop non-woven fabrics, according to their properties; they present a variety of applications mainly in the biomedical field [6].
In the present work, it is synthesized a Nylon 6 electro-yarned material, it is presented the analysis of the synthesis conditions and finally it is characterized by ASTM standards the morphology, the mechanical properties and the wettability, making an analysis on the properties used in the application that is expected for the material.
2. Materials and methods
To develop the non-woven nanofiber, 18 samples were initially prepared in 3 groups with different acetic / formic acid ratios and different operating conditions of the electrospinnig equipment, which were analyzed macroscopically and by means scanning electron microscopy SEM to determine the appropriate ratio for its manufacture.
Finally, with the appropriate acid ratio and the defined operating conditions of the electrospinning, new samples were manufactured for which the tensile strength and the contact angle were determined.
2.1. Development of the nonwoven by the electrospinning technique.
The nylon-6 trademark ensingerplastic reference tecamid 6 natural was chosen as the base polymeric material for electrospinning the nonwoven [7]. The solvents used were acetic acid ≥99.7% (Sigma-Aldrich, CAS 64-19-7) and formic acid ≥95% (Sigma-Aldrich, CAS 64-18-6). Different acetic/formic acid ratios were used to observe which affect the morphology of the nanometric fibers.
For the synthesis of the non-woven nanofiber, the following variables were considered:
Acetic/formic acid ratio.
Nylon-6 percentage (%)
Equipment voltage (kV).
Needle-collector distance (cm).
Flow rate (ml/h).
Room temperature (ºC).
Ambient humidity (%).
Electrospinning time (hours).
Number of layers of the electrospinning [2]
The temperature (ºC) and humidity (%) corresponded to environmental conditions at the moment of obtaining the sample and were not manipulated[5,8].
The amount of polymer and (formic and acetic acid) for the synthesis of the material was determined as follows:
For a solution of 10 ml:
10% polymer = 1 ml of polymer
90% solvent = 9 ml of solvent
The weight-mass calculation based on the density of the polymer and the solvent was carried out in the following manner.
The weight-mass calculation based on the polymer and solvent densities was carried out as follows:

For the solvent with ratio 4:1 [Formic/Acetic acid] 4:1= 5 parts of solvent

For the formic acid:

For the acetic acid:

2.1.1. Sample preparation
Eighteen (18) samples with different acetic/formic acid ratio organized into three groups were prepared, the first group with a 4:1 ratio, the second with a 3:2 ratio and the third with a 2:3 ratio.
Each sample was subjected to a stirring process, in a magnetic stirrer for 4 hours at a stirring speed between 40-50 revolutions per minute until achieving a homogeneous solution.
The samples were assembled in the electrospinning in linear form using two equipment at the same time, two assemblies in the workplace but changing the voltage, each one in a wall during 1 hour with an amount of 1ml of solution in a 21G- 5ml syringe.
2.2. Morphology tests by scanning electron microscopy SEM-EDX
In order to select the sample of greater uniformity according to the formic: acetic acid ratio and the variables of the electrospining equipment used for its conformation, the samples were taken to a JEOL JSM-6490LV Scanning Electron Microscope, in High vacuum conditions in order to obtain high resolution images. The samples were fixed in a graphite tape and a thin gold coating (Au) was applied (DENTON VACUUM Desk IV), the secondary electron detector was used to evaluate the morphology and topography of the samples, the diameter of the fibers was analyzed with the ImageJ software.
2.3. Tensile strength tests of a non-woven polymeric cover
To determine the tensile strength and the maximum displacement of the non-woven polymeric cover, a tensile testing machine of the constant rate of extension type (CRE) or constant rate of traverse (CRT) was used, with force VS time and stress VS deformation graphic recorder, following the specifications of the ASTM D 882 standard for the determination of tensile strength of plastics in the form of thin sheets and films (less than 1.0 mm (0.04 in) thick) [9].
Five (5) tests were performed longitudinally and five (5) tests cross-sectionally to the sample selected according to the SEM results based on its morphology and topography.
Each sample was horizontally and vertically cut in the manufacturing direction and following what is specified in the standard with the following procedure:
First, the distance between clamps was fixed at the beginning of the test at 25mm ± 1 mm and the loads interval of the test equipment was selected, such that, the maximum load occurs between 10% and 90% of the full-load scale. The equipment was operated at a speed of 10mm/min, ± 0.1 mm/min. The specimen was assembled in the clamps, such that, the longest side was centered and the tensile strength was obtained, for which the vertical line drawn 5 mm from the edge of the specimen was made to coincide with the center of the clamp, achieving in this way the longitudinal centering and to achieve the transversal centering, the horizontal lines marked at 7.5mm from the edge were made to coincide with the lateral side of the clamps, thus maintaining the 25mm between clamps as specified in the Fig. 1.
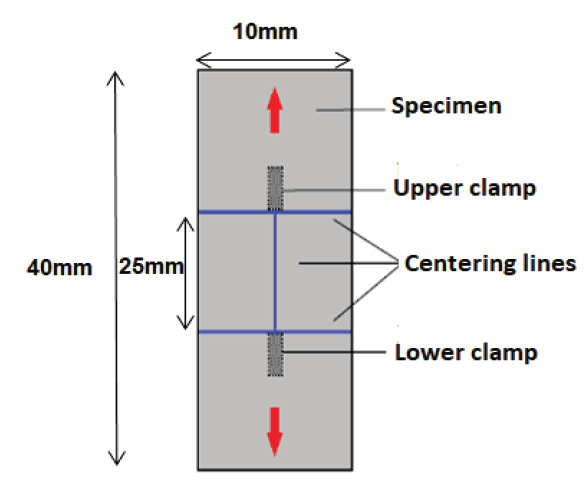
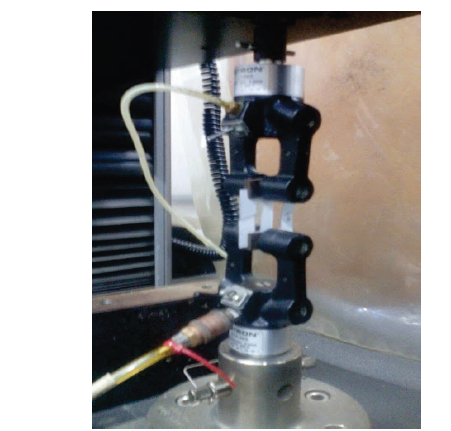
Fig. 2 shows the specimen mounted on the machine for the tensile test.
2.4. Contact angle determination
The contact angle is the angle that the liquid forms with respect to the contact surface with the solid, and is determined by the resultant of the adhesive and cohesive forces. Since the tendency of a drop to expand on a flat surface increases with the decrease in the contact angle, this angle provides a measure of the inverse of wettability.
The procedure was carried out following the indications of the ASTM D 7490 standard to measure contact angles, considered as the interior angle that is formed by the tangent drawn between a drop and the substrate, this is the angle formed by a liquid in the limit of three phases where a liquid, a gas (air) and a solid are intersect [10].
The wettability of the polymeric covers was measured with contact angle measurements of distilled water using a contact angle meter. The distilled water was dropped automatically into the polymeric cover. The measurement was carried out at the moment the drop falls and at 20 seconds after the drop falls to the polymeric cover.
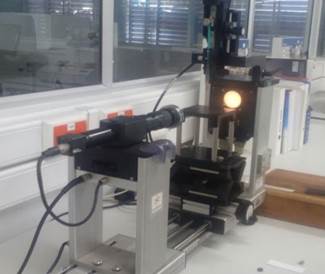
Fig. 3 shows the test piece to determine the contact angle and in Fig. 4 the assembly of equipment.

3. Results
3.1. Development of the nonwoven by the electrospinnig technique
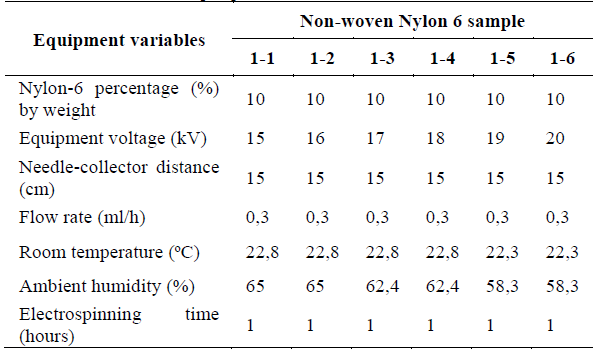
From the samples in Table 1, called Samples 1, it was observed that they presented a lot of drop fall on the floor-paper, in addition it presented electrical noise when the voltage was greater than or equal to 16Kv. Therefore, these samples were not considered to continue with the study and were discarded.
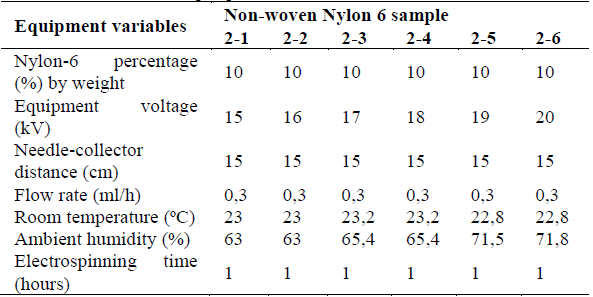
From the samples in Table 2, called Samples 2, it was observed that samples 2-1 and 2-2 had small drops on the sample and on the paper-floor, as well as a thinner than normal fiber, so that, they were discarded. Samples 2-3 and 2-4 showed little drop in the sample and on the floor, but with large size, so they were discarded. Samples 2-5 and 2-6 were much more uniform, sample 2-5 with 19Kv, with a uniform fiber, no drops in the sample and very little on the floor, so they were selected to be taken and analyzed in the SEM to determine the morphological and topographic information on the surface of the Nanofiber. Sample 2-6 was a very thin fiber, more than normal and presented dropping on the floor-paper, so it was discarded.
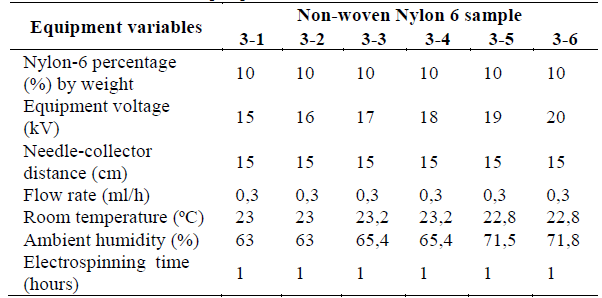
From the samples in Table 3, called Samples 3, it was observed that samples 3-1 and 3-2 presented small droplets in the sample accompanied by very large ocassional drops, with a thinner fiber than normal and also presented drops on the floor-paper, so they were discarded. Samples 3-3 and 3-4 were much more uniform fibers, the sample 3-3 with 17Kv, was a fiber that was thinner than normal and presented a drop on the floor-paper, so it was discarded, while the sample 3- 4 with 18Kv was a uniform fiber, with no droplets in the sample and very little on the floor, it was selected to be taken and analyzed in the SEM to determine the morphological and topographic information on the surface of the nano fiber. Although samples 3-5 and 3-6 did not show much drop in the sample or on the paper-floor, it was observed that it is a fiber that is not very uniform and thinner than normal, so they were discarded.
3.2. Morphology tests by scanning electron microscopy SEM-EDX
SEM analyzes were performed to determine the morphological and topographic information on the surface of the nanofiber, sample 2-5 with a 3: 2 [Formic: Acetic Acid] ratio with 19Kv and sample 3-4 with a 2:3 [Formic: Acetic Acid] ratio with 18Kv.
Figs. 5 to 10 show the SEM images for sample 2-5 at different magnifications.
The analysis of the SEM images allowed to determine, based on the morphology and topography, that the appropriate ratio for electrospinning the nonwoven is that used in sample 2-5 with a 3:2 [Formic: Acetic Acid] ratio, given that sample 3-4 with relation: 2:3 [Formic Acid: Acetic Acid], presents a nanofiber with little continuity and with a lot of dropping in the sample. However, during the macroscopic observation the sample 2-5 presented low thickness, therefore, it was necessary to increase the nanofiber of the nonwoven, for which some variables of the equipment were modified and four (4) additional samples were made.
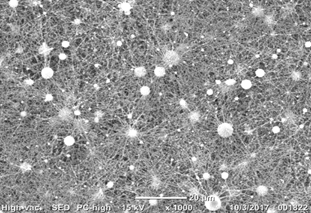

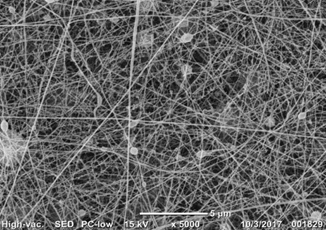
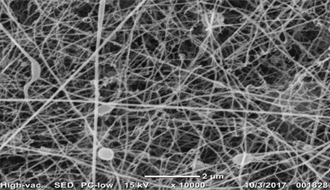
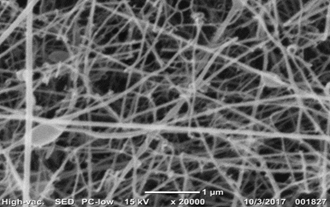
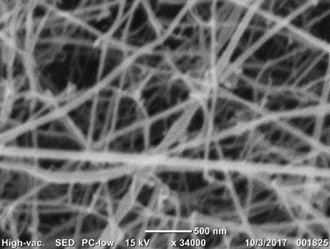
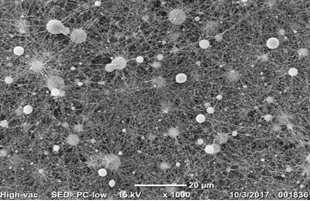
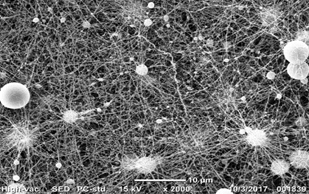
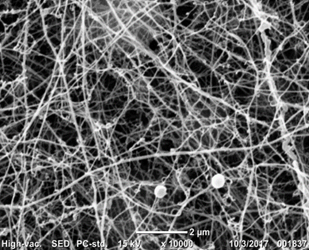
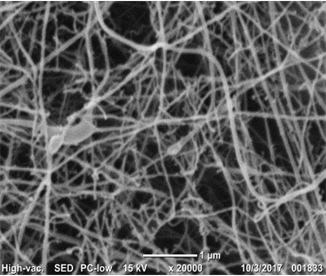
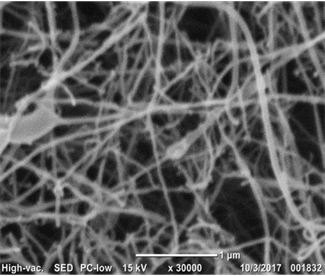
Table 4 shows the different variables to which the electrospinning equipment was operated to manufacture the four (4) additional samples with a 2:3 [Formic: Acetic Acid] ratio, with the aim of increasing the thickness of the nanofiber. Each sample was mounted on the electrospinning in a rotary form for 2 hours with an amount of 1ml of solution in a 21G-5ml syringe.
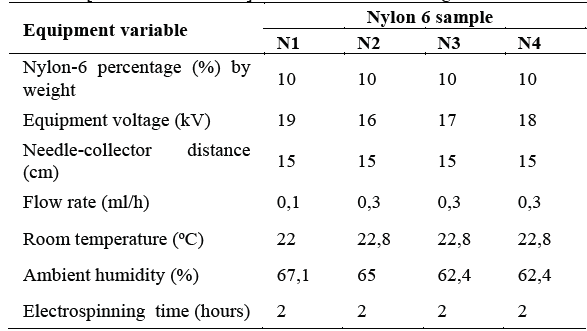
The samples N2, N3 and N4 presented many drops on the paper-floor, little thickness and were not observed as a uniform fiber. The sample that best presented the conditions as nanofiber for the development of the polymeric cover was the N1 sample with a 3:2 ratio [Formic: Acetic Acid]. To verify that these conditions are appropriate, a final 8-hour test was performed on the equipment and a very uniform fiber was obtained, without droplets, neither on the sample nor on the paper-floor.
Using the ImageJ software, the internal structure and distribution of the nanofibers were analyzed and an average fiber diameter of 250 - 350 nm was obtained according to the magnifications in Figs. 11-15. In addition, it can be observed that the nonwoven has a wide space between the fibers, which demonstrates that the material is suitable to be nano-reinforced with antibacterial nanoparticles and in this way can be used in clinical applications, the cover can serve as a barrier for microorganisms and in case of being nano-reinforced it could be bactericidal and/or bacteriostat, depending on the case.
3.3. Determination of the tensile strength of the non-woven or polymeric cover
Table 5 shows the tensile test results using the tensile direction according to the vertical and horizontal orientation of the sample with respect to the electrospining rotor.
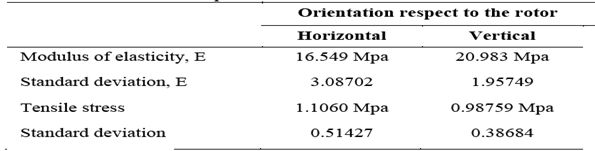
The polymeric cover represents a higher resistance when the fabric is placed horizontally, the resistance is increased by 0.1185 MPa compared to that obtained with the fabric in a vertical position. It should be noted that the modulus of elasticity of the vertical polymer cover is 4,434 Mpa higher than that obtained horizontally.
Nanofibers that are synthesized in vertical direction have a more homogeneous mechanical behavior, since the standard deviation of the results is lower compared to tests performed in horizontal direction.
This result is important for the final use of the material; when it is going to be used as a cover, the biomedical device or equipment to be biologically isolated must be placed in a vertical position.
3.4. Determination of the contact angle
A small contact angle (<90 °) indicates that the wettability is very high, and the fluid will extend over the surface; Large contact angles (> 90 °) mean that the wettability is low and the fluid will decrease contact with the surface, forming a compact droplet [11].
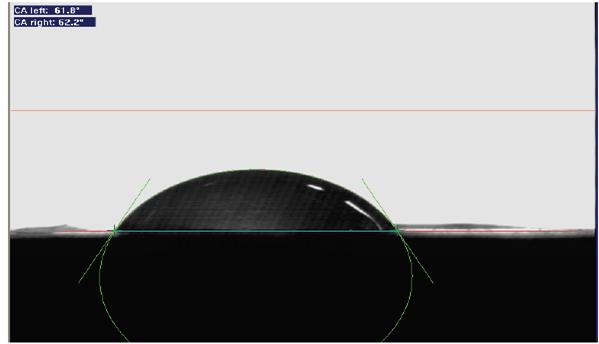
Fig. 16 shows the image taken by the equipment 20 seconds after the drop falls, as indicated in the ASTM D 7490 standard.
In image 16, the contact angle less than 90 ° is observed, which indicates that the polymeric cover or the nonwoven have hydrophilic properties, that is, the wettability, the adhesiveness and the surface energy are high. (ASTM G-15, Standard Terminology Relating to Corrosion and Corrosion Testing, 2003).
The wettability in water is necessary to be able to use a material in clinical environments, since it is a material that will not generate static and that humans do not present damage to the skin by roughness and dryness. The wettability analyses also show that although the material is moistened on the surface it does not absorb the fluids and retains them, an implication of vital importance so that the cover prevents the passage of microorganisms and that it can later be removed with the contamination in its micro and nanopores.
4. Conclusions
A polymeric cover manufactured with a 3:2 [Formic: Acetic Acid] ratio was obtained, and the appropriate parameters of the electrospinning equipment were defined, so that the nanofibers is very uniform, without drops, neither in the sample nor on the floor-paper, with special conditions at nanolevel and with an average diameter of 350 nm, which makes possible the impregnation of nanoparticles in future works.
Regarding the mechanical properties obtained from the polymeric cover, it is concluded that it has a better modulus of elasticity, if it is used to withstand tension vertically with respect to the flow direction in which the nanofiber was electrospun.
By measuring the contact angle, it was determined that the polymeric cover has good hydrophilic properties with high wettability, adhesiveness and surface energy, which will be of paramount importance to be applied in coverings for clinical environments and microbiologically isolate equipment and devices.
The results obtained provide an important contribution to improve the understanding of the formation and properties of electrospun nanofibers from polymers. Finally, nanofibers can be used in a variety of applications such as the biomedical industry, for example in the coating of biomedical materials, as well as nanoparticle reinforcement.
5. Recommendations
It is recommended under strict conditions that when polymeric covers are synthesized in the electrospinning, all the acids have to be handled with the necessary safety implements, such as long sleeves, gloves, safety glasses or the appropriate protective helmet. When working in the electrospinning, temperature and relative humidity have to be taken into account, trying to control these environmental variables, which in a certain way interfere in the electrospinning of the nanofiber.
When doing the tensile tests, care must be taken not to damage the sample of the polymeric cover, as the cover has low thickness, which means that with little force the sample can be damaged.
This polymeric cover can be reinforced in later works with bactericidal and/or bacteriostatic nanoparticles that prevent the contamination of the surfaces with the microorganisms of the environment, and can be used in applications of hospital use.

