











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
Permalink1. Introduction
Technical textiles are materials and products manufactured primarily for their technical performance and functional properties rather than their aesthetic or decorative characteristics [1]. Previously the term textile had been used to refer only to fabrics, but currently that term (and the plural: textiles) applies to both raw material of natural or synthetic origin, of the fiber and filament type, as well as for structural materials more complex such as fabrics, ropes, meshes, etc. Textiles can be woven or knitted, braided or produced in layers of nonwoven materials. The most common textiles are made from polymers, natural or synthetic.
The definition of technical textile was published by the English agency The Textile Institute, created in 1925 to facilitate understanding, recognize achievements, reward excellence and disseminate information within the global textile, clothing and footwear industries [1].
At present, technical textiles, like polymers in general, are present in every imaginable application, so once their useful life is over, the amount of waste generated from them will also be very large. Because of this, the interest of seeking biodegradable alternatives that replace conventional polymers from the chemical industry is growing. However, biodegradable polymers are usually at a mechanical disadvantage compared to conventional polymers, so they are usually incorporated with nanoadditives, giving rise to the formation of biodegradable polymeric nanocomposites with improved properties, which, although sometimes do not reach the magnitude of properties of conventional polymers, if they usually develop other properties that make them susceptible to use in more specialized applications.
2. Technical textiles: types, procurement, chemical nature and applications
2.1. Classification of technical textiles
The system used in Europe, North America and Asia to classify technical textiles, developed in the Techtextil, Messe Frankfurt Exhibition GmbH, specifies twelve main application areas [2-4]:
1) Agrotech / Agrotex / Agrotextiles: They are textiles used in horticulture, gardening, agriculture, forestry, animal care, crop protection, fertilization, fishing, etc. These types of technical textiles are mechanically resistant, in addition to maintaining their stability without degrading when exposed to sunlight, however, the interest of using biodegradable materials is growing.
The main functions of agrotextiles are usually to favor the growth and harvest of crops. For example, non-woven fabric is used to provide physical protection in the form of: greenhouse covers, low tunnels, hail protection, protection of growing fruits, bags for plants, and cover for plants. This type of fabric also serves to control humidity when used as a soil cover, crop padding. Geotextiles also include vertical garden supports, in which there may be super-absorbent fibers and non-woven fabrics that allow better use of water in crops.
2) Buildtech / Buildtex / Textiles for construction: The technical textiles used in the construction area have their application as concrete reinforcement, facade foundations, interior construction, sound and thermal insulation, air conditioning system components, protection visual, sun protection, construction safety, lightweight construction material, and roofing membranes, which are largely used in textile architecture. Some particular examples are high tenacity polyester fibers coated with polyvinyl chloride, another example is Teflon coated fiberglass fabrics or silicone coated polyester. Some examples of construction textiles can be observed in football stadiums, airports and hotels.
3) Clothtech / Clothtex / Textiles for clothing: This classification includes the main “high performance” components that make up clothes and shoes, as well as the supporting textile components for the main textile, such as sewing threads, insulating fiber padding, wadding, etc.
4) Geotech / Geotex / Geotextiles: Geotextiles are used in construction work, civil engineering, road construction, dam engineering, soil sealing, drainage systems, landfills and reservoirs. Its function can be varied: separate, filter, protect or drain, avoid cracking building materials such as concrete or plastic. Geotextiles must be resistant, durable, and have low moisture absorption.
5) Hometech / Hometex / Domestic textiles: The field of application of this type of technical textiles is in homes, and the most sought after properties are sun protection and fire retardant character. Both properties can be granted to textiles by superficially modifying the fibers during the fabric finishing process, or in the case of synthetic fibers, raw materials can also be obtained that give sun protection or flame retardant protection through incorporation of certain substances in polymeric matrices that will later be spun. Sun protection is usually incorporated in blinds and shade meshes, while fire protection in cushion covers, upholstery, wall covering, carpets, curtains, etc.
6) Indutech / Indutex / Industrial Textiles: Its field of application is in the industry, operating as conveyor belts, filters for separation and purification of industrial products, elements for noise elimination, roller covers, insulation, seals, fuel cells, and brushes.
7) Meditech / Medtex / Medical textiles: Technical textiles have various applications in the medical area, for example: as implants, bandages, wound suture threads, medical staff clothes, hospital bedding, surgical curtains. Depending on the application, it will be the chemical nature of it, for example, it is preferred that textiles that have direct interaction with cells and body fluids are biocompatible materials. Or even, medical textiles may contain nanoparticles that provide them with antimicrobial property or that work to release drugs in a controlled manner.
8) Mobiltech / Mobiltex / Automotive and aerospace textiles: Mobiltex is the name given to the textiles used in the transport sector to manufacture parts of airplanes, cars, railroads, ships, trains and spacecraft. These textiles are part of tires, covers, ropes, tarpaulins, curtains, belts, seat belts, seat covers, air filters in the cabin, airbags, parachutes, inflatable boats, hot air balloons.
9) Oekotech / Ecotech / Environmentally friendly textiles: These types of textiles are used for environmental protection, to prevent environmental erosion, for the prevention of pollution, cleaning and treatment of air and / or water. They are also used for waste disposal, treatment and recycling, construction of waste storage areas. In addition, clothing and accessories made in ecological versions are part of this classification.
10) Packtech / Packtex / Textile packaging: Technical textiles are also used in packaging applications, the best known are bags, bags for bulk merchandise, container systems, silos, tea bags, etc.
11) Protech / Protex / Protective textiles: This classification includes textiles used to protect against factors that put human security at risk, such as heat, radiation (clothing and spacecraft lining), metals melts, impact of bullets, danger from exposure to chemicals, etc. The fields of application include: firefighters, astronauts, metal welding, police and military, radiologists. Special fibers such as aramid (high tenacity, high thermal resistance and low shrinkage), glass fibers (high resistance, chemical and flame resistance), covered with materials such as lead (protection against lead), covers of materials such as lead (radiation protection), etc.
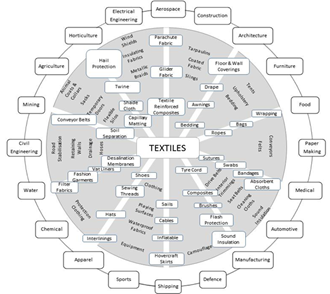
12) Sportech / Sportex / Sports textiles: Sports textiles are used for the manufacture of clothing, sports shoes, accessories and sports equipment necessary for sports such as flying, sailing, climbing, sport fishing, cycling, seasonal sports. In this sense, the incorporation of the nanoparticles in the new fibers, or modification of the existing ones, has played an important role in the opening of various applications. The use of nanocomposites in the textile industry has resulted in the production and growth of the different technical sectors [5,6]. The demand is due to the multifunctionality presented by this type of materials, which have been represented in Figure 1.
2.2. Technologies for fiber formation (commodity and technical types)
The most common synthetic fibers used in the textile industry are acetate, acrylic, aramid, carbon, fluorocarbon, glass, lyocell, modacrylic, polyamide (PA), olefins, polybenzimidazoles, polyester, rayon, saran, spandex and sulfar fiber [7]. Despite the efficiency of these polymers, it has been necessary to create new polymers to generate technical textiles with specialized functions, as well as technical strategies to modify conventional fibers. One of the most important modifications is the incorporation of nanoparticles in the textile fibers by means of three main methodologies: a) embedding the nanoparticles in the polymer matrix by mixing in melt or solution before generating the fibers, b) incorporating the nanoparticles superficially in fibers through its in-situ formation, c) by decorating the fibers with nanoparticles, that is, where both the fibers and the nanoparticles are each formed separately, and subsequently the surface of both components is modified to achieve better compatibility between them and thus achieve the greatest possible permanence of the nanoparticles on the surface of the fibers [8].
Most conventional fibers (commodities) are manufactured by spinning polymers. There are two main types of spinning processes: spinning molten polymer and spinning polymer in solution (wet and dry). In melt spinning, the polymer is heated to melt it and be able to extrude it through a spinel to form the fibers, which solidify by cooling the polymer and are stretched to obtain the required thickness and properties.
In the spinning solution, the polymer is dissolved in a solvent and extruded by the spinel, after extrusion two variants of the technique can be used: spinning in dry or wet solution. In dry spinning, the solvent present in the newly extruded fibers is evaporated to solidify the fibers, while, in wet spinning, the spinneret where the fibers leave is submerged in a coagulation bath, which is where the fibers take their form as such, while the solvent is removed from the fibers when diffused in the coagulant bath [7]. An advantage of melt spinning is that it does not use solvents either to dissolve the polymer or to coagulate it, and therefore the toxicity of textiles is avoided by the presence of residual solvent [9]. For the above described, to generate fibers on an industrial scale it is preferred to use the melt spinning technique when possible (with thermoplastic polymers), however with some others it is necessary to use the spinning methodology in solution [7].
There is another technique for spinning fibers, but of nanometric dimension, although the use of solvents is necessary: electrospinning. Through this technique, polymeric nanofibers (their diameters are in the submicron range) can be produced continuously by taking advantage of the effect of electrostatic forces generated by the action of an external electric field imposed on the polymer solution. During the electrospinning process, a high voltage potential is applied between the polymer solution and the collector located near the end of the capillary, so that the jet of the polymer solution flows from the drop of solution at the exit of the capillary to the collector. The stretching and thinning of the fibers occurs in milliseconds over a relatively short path, as a consequence of the electrical forces present in the system [10].
Each of the spinning techniques mentioned has been used to generate fibers of pure polymers and polymeric nanocomposites. The incorporation of nanoparticles in the polymeric matrices or on the textile surface is carried out in order to obtain materials with properties superior to those obtained with pure polymers, for example, greater mechanical resistance [11], greater heat resistance [12], gas permeability [13], performance as flame retardant [14], etc. The improvement of the characteristics of the nanocomposites with respect to those of the pure polymers has a particularity, which is that the properties usually exceed the theoretically expected values for the mixture of its components (polymer matrix and nanoparticles). This unexpected improvement is the result of a synergistic effect of the properties of the generated nanocomposites, possibly the result of the exponential increase in the amount of interfacial interactions that are generated when using nanoparticles, being able to form an additional phase, which directly influences the properties of the nanocomposite, even when using low percentages of nanoadditives (<5%). Additionally, the low percentages of nanoadditives necessary to generate a change and / or improvement in the properties of the generated nanocomposite, allow the nanocomposites to be processed to form textile fibers in much the same way that synthetic fibers would be processed with pure conventional polymers [10].
2.3. Biodegradable polymer nanocomposites and their application as technical textiles
Currently and as a consequence of the serious pollution problem that we have reached worldwide, there is a tendency towards the search and use of polymers, polymeric compounds and polymeric nanocomposites that are biodegradable. The main feature and advantage of biodegradable plastics is that, as they stop their degradation process, their polymer chains tend to break into simpler molecules and structures compared to the original structure, due to the attack of microorganisms, radiation, oxygen, etc. This deterioration of the polymer chains causes that the articles manufactured with this type of materials are broken and disintegrated into small fragments that cause minor damage to the environment or even, in some cases, depending on the polymer, the degradation products can arrive to be beneficial to the environment where disintegration takes place. An example of this is the biopolymers that, being part of a structure of compost, once the degradation of the polymer occurs, the compounds from the degradation could enrich the environment.
With the use of biodegradable polymers, in addition to avoiding environmental pollution, the cost of labor for the disposal of plastic waste can be reduced, the useful life of landfills can be increased as a result of the decrease in volume of garbage, and even, it might be possible to recycle them by microbial and enzymatic treatment to obtain monomers and oligomers [15].
In general, polymers that can be degraded fall into one of the following 3 categories:
1) Biodegradable natural polymers.
These types of natural polymers are also often called environmentally degradable polymers, and are produced by living organisms, so in addition to being totally biodegradable, they are also renewable. Within this classification of polymers are polysaccharides (such as cellulose and starch), proteins (keratin, gelatin and silk), polyhydroxyalkanoates that are synthesized by some bacteria, chitosan, polylactic acid and polyglycolic acid. The main drawback of some of these polymers is their high hydrophilicity that directly affects their glass transition temperature, which in turn alters the mechanical behavior of these materials, these limiting factors being for the manufacture of objects with this type of polymers [15]. However, biodegradability is an unparalleled advantage, which is why the world is constantly looking for ways to use this type of polymers in different fields, especially in the medical area because some polymers of this type are also biocompatible. Biocompatibility makes them an optimal alternative to use in applications that have direct contact with animal cells and body fluids without rejection of the material by the organism to which they are applied.
As mentioned earlier, biodegradable polymers have little mechanical stability to manufacture objects with them. That is why various researchers have sought ways to reinforce this type of materials by incorporating nanoadditives that give rise to biocompatible and / or environmentally biodegradable polymeric nanocomposites. The most commonly used particles are pure hydroxyapatite, hydroxyapatite doped with some metal [16], calcium and phosphorus nanoparticles [17], tricalcium phosphate [18], copper sulphide [19], zinc oxide [20], oxide magnesium [21], strontium carbonate [22], montmorillonite [23], carbon nanotubes in conjunction with silver and iron nanoparticles [24], where each type of nanoparticle gives the polymer nanocomposite exclusive properties. Below are some examples of these types of compounds that have been used to generate technical textiles.
Zhou et al [25] developed polyamide acid / collagen compounds reinforced with nanometric size hydroxyapatite, which they used to make nanofibrous scaffolds useful for bone regeneration guided by the electro-spinning technique. Zhou found that this polymeric nanocomposite has improved dimensional stability compared to the pure polylactic acid / collagen compound, this improvement attributed to the presence of the nanoparticle. In addition, the nanocomposite showed to have better cell adhesion, better propagation, proliferation, differentiation, mineralization and expression of osteogenic marker genes compared to other scaffolds, so it is considered as a material with potential application in the medical area. Another example is the mixture of polyhydroxybutyrate with titanium dioxide nanoparticles, as well as its subsequent use in obtaining nonwoven fabric by means of electrospinning. This textile presented greater thermal stability when exposed to degradation temperatures, as well as better resisting aging by ultraviolet radiation due to the presence of titanium dioxide compared to pure polyhydroxybutyrate. This biodegradable polymer nanocomposite was even considered to design biocompatible materials useful as support for cell growth, as well as self-sterilizing packaging material useful for medical tools [26].
Gelatin is another example of a biodegradable and biocompatible natural polymer that has been used to form scaffolds by electro-spinning from highly aligned fibers of gelatin-based nanocomposites with cerium oxide nanoparticles, which act as sequestrants of oxygen oxidizing species. In addition to acting as anti-oxidants, these fibers have been shown to promote the outbreak of neurites and inhibit cell senescence, thereby promoting the development and alignment of neurites. Due to these qualities, the scaffolds of the proposed nanocomposites represent a promising approach to nerve tissue engineering and regenerative medicine [27].
2) Biodegradable synthetic polymers.
They are polymers susceptible to decomposition by biological attack of enzymes. Examples of this type of materials are aliphatic polyesters, which can be hydrolyzed by the action of lipases and esterases, such as poly (ε-caprolactone) (PCL) that can be degraded by the action of the Pencillium spp. [28], which is why it is one of the most used polymers to generate biodegradable synthetic polymer nanocomposites.
The most recurrent applications for this type of polymers are biocompatible scaffolds useful in tissue engineering, especially for bone regeneration [16,22,29], however, nanocomposite of biodegradable synthetic polymers have also been prepared to generate hydrophobic materials and hydrophilic for the transport of medicines [30], fibers for water treatment [24], as well as antibacterial materials for application as packaging [31].
3) Biodegradable polymer blends.
This classification is made up of materials that are the result of mixing polymers that are biodegradable with polymers that are not. These materials result in susceptibility to biodegradation, in addition to the fact that they are usually less expensive compared to pure biodegradable natural polymers. Some examples are those obtained by mixing low density polyethylene with starch or with poly (3- hydroxybutyrate) [32], where the presence of the biodegradable polymer makes the mixture suitable for partial biodegradation, making it an alternative to the use of fully biodegradable polymers, however, more expensive. These polymeric mixtures have been used as a matrix to form nanocomposites, such is the case of the mixture formed by PA-6 and PCL, to which silica nanoparticles were incorporated. This polymer nanocomposite has been used to form fibrous scaffolds useful in tissue engineering specifically for tendons, where silica nanoparticles improve the biological activity of scaffolds, in addition to modifying topography, wetting capacity, stiffness and degradation rate [33].
2.4. Methods of obtaining polymeric nanocomposites
The incorporation of a small amount of nanoparticles (≤ 5%) in a thermoplastic polymer matrix can generate significant changes in the physicochemical properties of these materials. This modification can be generated by exfoliation and dispersion / distribution of particles within the polymer matrix. This exfoliation is obtained through three routes: (i) in-situ intercalative-exfoliative polymerization, (ii) use of solvents; (iii) and interleaving - exfoliation in molten state. The third route is privileged due to its industrial advantages, avoiding the use of solvents. In all cases, the first step is to ensure a favorable interaction between the matrix and the particle which in some cases leads to surface modification using chemical or physical methods that promote the insertion of new functional groups on the surface of the particle. In some works where nano-clays are used, the cation exchange that makes the surface organophilic is reported, in the case of carbon particles, plasma, microwave and ultrasound-assisted treatments are performed [34,35,36]. It is necessary to achieve an intercalated structure once the surface modification of the particles is carried out, in this way the polymer chains penetrate and as soon as local stresses are exerted by shearing they would end up exfoliating the nanocomposite structure.
In general, it is believed that the shear is the main flow that generates a high level of exfoliation. However, the nature of the flow at high voltages and with this, the cavitation phenomenon caused by ultrasonic waves [37,38] have been pointed out as the key parameters for dispersing the lamellae of some individual particle types. Denis et al [39] carried out a series of experiments on processing nanocomposites of polymers. These concluded that an important factor for exfoliation is the residence time in the extruder making comparisons of different flow conditions, this will lead to variations in other parameters such as: the nature of the flow, the speed, the tension and the cutting effort, and not just the residence time. In this way, Nassar et al. [40] and Tanoue et al. [41] from polystyrene with different molecular weights in the presence of clay, they found that low molecular weight polystyrene resins exhibit higher degrees of intercalation. The short range of the results obtained and the contradictions generated [42] motivated Bousmina [43] to study how the degree of shear stresses in exfoliation is affected according to the different viscosities of the resin, the best level of exfoliation requires an average viscosity of matrix. It was concluded that this is due to a balance between mechanical stresses that require a high level of viscosity and a diffusion process that requires a fairly low viscosity. To achieve a high level of exfoliation, it is recommended to mix the intercalated particles with the polymer matrix in a molten state under moderate shear conditions. This allows the expansion of the distance between spaces, facilitating that the polymer chains diffuse in the confined space between the so-called galleries, in the case of clays. Thus, a high level of shear applied after this diffusion period leads to a high level of exfoliation.
The search for better process conditions to achieve an optimal dispersion / distribution implies that they can be processable by the different techniques applied to the development of textile fibers, in this way failures due to plugging in the ducts of the spinnerettes or filter packages located commonly at the exit of the extruder. In this sense, some works report satisfactory results on the preparation of nanocomposites using single- and double-screw extruders in which an ultrasound device is attached to the head. Variable conditions of power, frequency and amplitude have been tested seeking to optimize the process to directly impact the exfoliation-intercalation of the particles and, consequently, the final properties of the nanocomposites. The applied shear stress is one of the most important factors to obtain nanocomposites with better particle dispersion and good mechanical properties. The reduction in the size of the aggregates of the particles depends on the shear stress, the temperature and the ultrasonic energy applied, if applicable, as well as the effect of compatibility with chemical agents (grafts in the matrix) or the previous modification of the surface of the particles as already mentioned. Martínez-Colunga et al [44] obtained a better performance in mechanical properties at processing conditions for HDPE / clay nanocomposites with itaconic acid (<3%) by applying a high power of ultrasound (462 W) and low temperatures (185 °C). Some papers present the in-situ exfoliation of PA-6 nanocomposites with graphite nanoplates obtained through the ultrasonic assisted extrusion process. Ultrasonic exfoliation minimizes defects in carbon layers compared to chemical methods. Exfoliation prevented the reaglomeration of particles in the process of mixing in the molten state, and the dispersed structure significantly improved the mechanical and thermal performance of the compounds [45].
Another study by He et al [46] shows the effect on the application of different powers of ultrasonic vibration, with 300 W being the one that manages to reduce the diameter of graphene nanoplates and improves dispersion. This in turn decreases the crystallinity of the nanocomposites, as well as the apparent viscosity of polypropylene (PP) at higher particle content. The thermal conductivity increased as the power increased. The decrease in particle diameter deteriorates the conductive network, impairing conductivity. On the other hand, substantial contributions have been made regarding the flame retardant properties of polymeric materials with modified clays. The process involved a single-screw extruder with a static mixer that produces ultrasonic assisted extensional flows [47].
2.5. Incorporation of nanoparticles in technical textiles
The application of nanomaterials in technical textiles occurs mainly in the finishing processes, which results in the surface fixation of particles on a nanometric scale on the polymer matrix. The polymers used to perform finishing treatments can be divided into three categories, which are exemplified below [48]:
Figure 2 presents the different categories of polymers, among which are common polymers that can be natural or synthetic, such as chitosan, starch and fluoropolymers for antibacterial [49], hydrophilic [50] and repellent [51] finishes, respectively. Another category is the special or functional polymers obtained by modification of existing polymers, or polymers that contain an improved degree of functionality. This is the case of polymeric compounds that can absorb ultraviolet radiation and be available as a coating, some incorporate nanoparticles such as zinc oxide (ZnO) [52,53], titanium dioxide (TiO2) [54], between others. Also, polymeric compounds of polylactic acid with carbon nanotubes (CNT) for electromagnetic interference shields [55]. And finally intelligent polymers, those that respond to stimuli such as pH, temperature, ionic strength, electric or magnetic fields and light.
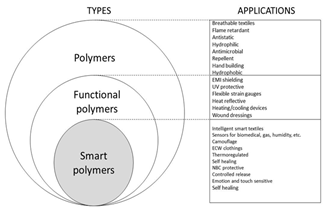
Some examples of these polymers focus predominantly in the area of biotechnology, in biomedical and environmental applications in which dendrimers for controlled release of chemical species play a special role [56]. Azopolymers for applications related to high capacity optical storage [57]. π-conjugated polymers such as sensors or electrical or thermal conduction devices [58]. It is worth mentioning that some polymer systems could belong to more than one category. On the other hand, the finishing processes are indispensable to obtain materials with a desired property (dimensional stability, water/oil repellency, flame resistance, heat resistance, breathability, infrared emission, etc.) temporary or permanent, the fiber surface can be modified with layers of another polymer before use by appropriate finishing treatments [59].
The finish can be applied by quilting, depletion, spraying, coating, treatment by surface reactions and other techniques. In addition to these basic procedures, there may be a pre and / or post-calendering requirement to improve the effects. The finishing can be carried out with organic, polymeric molecules or composite materials in molecular, nano or mass form. The improvement of the appearance, handling and durability of fabrics through the application of polymeric materials in the finish has been practiced for centuries.
In recent times, the number of polymeric finishes available to impart functionalized surfaces has increased substantially. Polymers are used to function in the following ways:
1) As active finishing agent: in this case, the polymer has functional groups responsible for exhibiting a specific property required in the finishing; this is an important area of research.
2) As host or matrix for active finishing: the polymer only acts as a support to maintain the finish, which can be an organic, inorganic or hybrid agent. Several technical finishes can be applied to textiles that use microcapsules, where the active ingredient is enclosed in a porous or stable polymeric shell that depends on the final application (temperature regulation or administration system) [60].
3) As a chemical auxiliary or additive to help with the finishing activity, in this case the polymer can act as a coupling agent, surfactant, diluent, stabilizer and others. The application of various types of nanotechnologies for textile finishing has been recently reviewed [61].
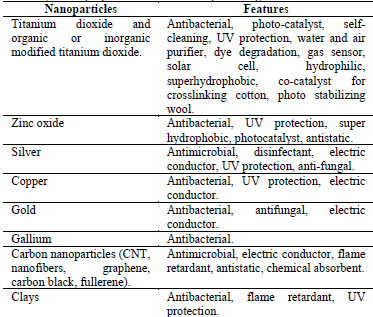
In textile finishes it is essential to ensure the fixation of nanoparticles on the surface not only to provide greater durability, but to avoid risks to the health of living beings and the environment by contact or release of them [62]. In this way, the use of hydrophobic or hydrophilic functional polymer matrices as dispersion medium for the nanoparticles will result in polymer nanocomposites with strong interfacial interactions and impart the desired wettability, among other properties provided by the nanoparticles. A brief summary is presented in Table 1 with the most important characteristics of nanostructured inorganic materials in textile substrates [63].
The textile industry has introduced new products to customers using the new characteristics of semiconductors. These support materials play an important role in the development of portable electronic devices. Some studies report the evaluation of capacitance in fibers coated with hybrid nanoparticles such as graphene /MnO2 reaching values of 315 F/g, this type of materials offer great promise in applications of large-scale energy storage devices [54]. Likewise, Fan et al [65] obtained about 10 S/cm electrical conductivities from graphene oxide (GO) compounds with polyaniline, optimizing the method of preparation and exfoliation in the synthesis of GO.
Currently, several research groups focus their efforts on obtaining and scaling polymeric compounds (mixing polymers or polymers -conjugates) with carbon nanoparticles (including carbon black, CNT and graphene) for the production of fibers and threads drivers. These promise to become an essential part of the next generation that perfectly integrate the electronic function into one of the most versatile and most used materials: textiles, now known as e-textiles [66].
Other studies have focused their attention on the evaluation of thermomechanical properties of monofilaments from polymeric nanocomposites, in which they incorporate percentages between 0.5 and 5% of nano-clay (Montmorillonite, MMT) in PA and polypropylene (PP) matrices. Tensile performances have been shown to meet the requirements of many textile applications, including the Young module (~2.2 GPa) and the average breaking stress of ~350 MPa, as well as high yield strengths (30-55 cN/tex) . The results in the storage modules by mechanical-dynamic analysis were up to 4.9 GPa showing high elastic response. The type of application for these materials is as candidates in upholstery and automobile reinforcement tires [67]. It has also investigated characteristics such as flammability in textile materials based on PA-6 and nano-clays, in which it is reduced up to 40% compared to the pure polymer. These results offer a promising new route for flame retardant textiles with a permanent effect (resistant to washing) at a relatively low cost and maintaining the basic properties of textiles [68]. In this way, information on surface treatments in textiles containing nanoparticles such as ZnO has been expanded, which offer photocatalytic properties, UV absorption, self-cleaning and antimicrobial properties in a decisive way, these particles can be incorporated to form a nanocomposite by surface treatments, in-situ [69] or ex-situ [70].
Other methods of incorporation have been used by Lu et al [71], through the functionalization of a non-woven fabric with a side-by-side fiber configuration combining the wet paper manufacturing method and the thermal bonding process. ZnO like other semiconductor oxides (TiO2, SiO2 and Al2O3) is used as a UV shield [72] and other antibacterial applications that grant this type of nanoparticles including silver and copper; it comprises the Rayleigh dispersion, specifically between 200 to 400 nm [73]. Some inert textile surfaces must be pretreated to make certain functional groups available at the junction with the finishing agents (nanocomposites and others). Among the treatments used are plasma discharge and application with chemical agents. Plasma treatments have been studied in various textile substrates such as cotton, linen, wool and synthetic fibers, demonstrating greater durability of functional effects, increased whiteness, removal of waxes and sizing agents, absorption and fixation of dyes; and finishing agents, it is also able to provide certain functional groups available to bind to the polymeric nanocomposite.
In this sense, Wang et al [74] developed a novel method combining plasma treatment and finishing with a ZnO/carboxymethyl chitosan compound to obtain cotton fabric with UV protection and antibacterial activity. A similar study with corona discharge plasma was carried out by Alay and collaborators [75] using fluorocarbon as a finish, which generated high hydrophobicity for application in water-repellent textiles. Roughness and surface energy are the factors that determine the wettability of a surface [76]. It was found that the increase in surface roughness improves both hydrophilicity and hydrophobicity; therefore, the addition of nanoparticles to hydrophobic/hydrophilic functional polymers impacts this property [77].
Other works in the area have shown the multifunctional potential of nanocomposites, such as PA-6/TiO2 mixtures developed by Pant et al [78]. These compounds showed improvements in hydrophilic properties (antifouling effect), mechanical resistance, UV protection and antimicrobial protection of electro-spun nanofiber mats, for potential application as filters. Improved characteristics were reported by Metanawin et al [79] from fibers composed of polybutylene terephthalate (PBT) and TiO2 prepared by the spinning process, using two different coupling agents to improve their dispersibility in the polymer matrix. The fibers of the PBT/TiO2 nanocomposite showed significant improvements in the self-cleaning properties under UV radiation. These nanocomposites provided evidence to demonstrate that these composite fibers can be used in textile products.
2.6. Application of technical textiles based on nanocomposites in the automotive sector
The main consumer of technical textiles is the automotive industry in which polyester and PA dominate, which together account for 85% of the market [80]. The automotive industry for the textile sector is of great relevance, since, of the total polymers used in the components, 30% are textiles such as seat fabrics, interior upholstery, airbags, filters, bands, among others [81]. Technical threads are used in the manufacture of woven fabrics where properties such as high strength and elongation uniformity, dimensional stability and good abrasion resistance are required. The weaving process guarantees a high utilization of the resistance characteristics of the initial fibrous material from which the fabric is manufactured. Therefore, new challenges are posed according to the weaving conditions for new complex threads and fabrics that the use of nanotechnology brings. The use of composite materials in auto parts continues to evolve, as does research in this field due to high costs compared to some metals such as steel. Polymer matrix composites are regularly used in the development of decorative components such as side panels, trays, etc. And the fibers used as reinforcement regularly are glass, aramid and carbon depending on the application component (see Table 2) [82].
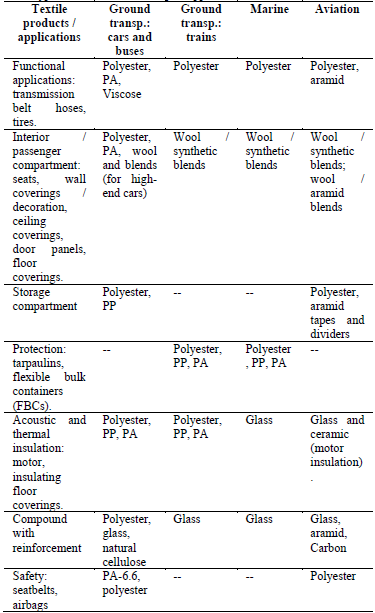
Components such as tires and belts require fibers with high tensile strength, in seat and floor fabrics with high abrasion resistance, in flexible components such as high thermal stability filters, and in general properties such as low flammability, UV resistance, heat and fire are a common requirement for materials applied in the automotive industry. On the other hand, most of the textile structures applied to this sector requires finishes and/or coatings before being suitable for final use. For example, the use of the transmission belt or the hose reinforcement requires a surface treatment to improve adhesion to the surrounding plastic or rubber matrix (neoprene). Airbags constructed with PA-6.6 wires require a coating that guarantees non-porous surfaces, and non-explosive inflation, due to the high risk that the heat released from the reaction can generate for gas (nitrogen) to occur and friction which generates the rapid expansion of the material [83]. Ceramic fabric structures must be applied around the combustion chambers, and in the most important structural elements there are materials reinforced with carbon fiber, and aramid for structures of walls, floors, and fuselage. Similarly, fiber reinforced composite materials are used that replace metals for acoustic and anti-vibrational insulation for marine and aircraft vessels in applications that include: hulls, screens and superstructures. It is important to mention that all textile materials, without exception, are subject to a variety of rigorous fire testing regimes that depend on the severity of this risk, therefore, are considered technical textiles.
Fabrics that contain aluminized fiberglass are commonly used. Recently, fabrics containing para-aramid are used that are designed to contain small explosions, as well as fires. In aviation, some jets use polyester in decorative coatings, and it is also common to find more exotic fabrics such as silk and animal hair blends [84]. Some passenger blankets made of non-woven fabric include flame retardant fibers, such as polyester or wool, or modacrylic [85]. The curtains comprise flame retardant polyester or wool fabrics. In this sense, different nanocomposites have been studied in the last decade in order to significantly reduce the release of heat while increasing carbon formation; this has been achieved with materials based on silicon, boron, phosphorus or oxides synergistically [86]. These charges incorporated in the polymer matrix produce improvements in thermal stability, the particle size has a great effect because the interaction of the charge is high, when you have large surface areas and this in turn will depend on the size. Thus, microcomposites require high amounts of the load to achieve significant results, which implies an increase in the density of the original polymer with dramatically altered mechanical properties [87]. The dispersion of these nanoscale charges affects the surface area, as well as the percolation threshold. Lu et al [88] studied various combinations of materials, designs and manufacturing techniques of nanostructured piezoelectric fibers with a hollow polycarbonate core, surrounded by a multilayer coating of polyvinylidene-based compounds with nanoparticles of BaTiO3, Pb (Zr0.52Ti0.48)O3 or CNT and as conductive layers used low density polyethylene impregnated with carbon). The resulting fibers exhibited excellent durability with high piezoelectric voltages (up to 6 V and ~4 nA current) in a cyclic flex and release test greater than 26,000 cycles. The applications they identified are the following: sound detectors, energy collectors, blood vessels, smart upholstery for car seats or portable materials, among others.
3. Conclusions
Technical textiles as reinforcement elements or as security components will have a growing demand according to technological progress and nanomaterials in different areas of the human economy and social activities in which they fulfill a specific function. Therefore, many textile producers are devoting more and more attention to trying to market products with new "technical properties" that may represent significant added value. The challenge for the coming decades is to develop textiles that provide innovative solutions to global problems, such as pollution, health problems, transportation, protection and communication.

