











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
Permalink1. Introducción
El lactosuero es uno de los residuos más representativos de la industria lechera y se define como el líquido remanente obtenido tras la precipitación y separación de la caseína de la leche durante la elaboración de quesos, corresponde aproximadamente al 85% del volumen de la leche y se clasifica según su pH [1]. El suero dulce, se obtiene mediante la coagulación de la leche no ácida por la acción enzimática producida por el cuajo, esta maneja el pH entre 5.8 - 6.6 y el suero ácido, se produce cuando la coagulación se lleva a cabo por medio de una acidificación y su pH es < 4.5 [2,3].
Este residuo es uno de los contaminantes más severos que existen a nivel ambiental, se compone principalmente de Lactosa (70-80%), proteína (9%), grasa y sales minerales (citratos, fosfatos, calcio, potasio, entre otros), así como las vitaminas hidrosolubles, ya que las liposolubles debido a su alto contenido de grasa están prácticamente ausentes. Su composición, está relacionada según el tipo de leche, tipo de queso elaborado y el proceso el cual ha sido sometido [4,5].
El vertimiento de desechos agroindustriales representa un gran reto para las industrias del país debido a los altos costos que implican su manejo, por tanto, es necesario encontrar alternativas para un correcto manejo, manipulación y posible aprovechamiento. En la actualidad, una de las tecnologías aplicadas a nivel mundial para su aprovechamiento es la separación por membranas de filtración. Por este medio se pueden obtener compuestos de valores comerciales útiles en la industria láctea, de igual forma representa una disminución de la demanda biológica de oxígeno (DBO) y demanda química de oxígeno (DQO) hablando específicamente de la contaminación generada por el lactosuero, la cual pueden llegar alcanzar valores en torno a los 45.000 g/L o 80.000 g/L respectivamente [1,6].
La utilización del lactosuero a través de los años se ha aprovechado en diferentes campos de trabajo, ya sea con propósitos medicinales, como el tratamiento de infecciones, cicatrización de heridas, enfermedades estomacales o en la industria alimentaria como en la preparación de bebidas funcionales [7]. Sin embargo, en Colombia es considerado como un desperdicio, por consiguiente, se generan contaminaciones a causa de un mal manejo. Actualmente existen múltiples investigaciones que permiten por medio de un desarrollo tecnológico, la transformación de un producto de bajo valor comercial en una valiosa materia prima aplicada en la industria alimentaria [5].
La ultrafiltración (UF) es una técnica de separación que por medio de una membrana permite el fraccionamiento de compuestos según su tamaño de partícula. En la industria láctea, es utilizada en diferentes líneas de trabajo, como en la concentración de sólidos de la leche, obtención de concentrados de proteína a partir del lactosuero, elaboración de yogurt, elaboración de quesos, entre otras aplicaciones [8,9]. Existen diferentes ventajas sobre el uso de la tecnología de UF en las que se encuentran la recuperación en gran proporción de la mayoría de las proteínas séricas manteniendo sus propiedades nativas y funcionales gracias a las temperaturas de trabajo, finalmente en comparación con otras técnicas, los requerimientos energéticos son mínimos para la eliminación del agua y residuos [9,10].
Los concentrados de proteína de lactosuero (WPC) son obtenidos por medio de la técnica de UF, el cual se somete a tratamientos térmicos como el secado por pulverización obteniéndose un producto seco final que contiene no menos del 25% de proteína. La mayoría de los WPC en el mercado contienen 34-35% [11,12]. Esta materia prima es utilizada en un rango muy grande de la industria entre los que se encuentran: elaboración de yogurt, queso procesado, salsas, fideos, galletas, helados, pasteles, derivados lácteos, panadería, carne, bebidas, y productos de formulaciones infantiles debido a las propiedades funcionales excelentes de sus proteínas y sus beneficios nutricionales [12,13].
El proceso de diafiltración (DF) es un caso específico de la filtración por membranas, dónde el concentrado o retenido es diluido en agua y recirculado en el proceso de modo tal que se reduzca la concentración de los componentes solubles del permeado y se incremente la concentración en el retenido. Con respecto al proceso de UF y DF del lactosuero, el retenido al cual se diluye en agua se puede lograr una eliminación satisfactoria de minerales y Lactosa, mejorando de esta manera la recuperación de solutos permeables durante los procesos, y por ende consiguiendo un producto de mayor contenido proteico [8,9].
La DF es utilizada en la actualidad para la producción WPC, con altos contenidos, los cuales pueden alcanzar niveles desde un 25% hasta un 90%, si se combinan con las distintas técnicas de filtración: Ultrafiltración, Nanofiltración, Microfiltración y Osmosis inversa [14,15].
Una de las aplicaciones más utilizadas a nivel mundial es para la producción de proteínas de suero concentradas, las cuales pueden obtener niveles muy altos de contenido de proteína, siempre y cuando se combinen de manera correcta las técnicas de filtración, con el fin de remover las partículas solubles y obtener una proteína de mayor pureza y por ende mayor valor comercial [16]. De igual forma, por medio de la nanofiltración, se pueden obtener concentrados de Lactosa de mayores concentraciones, si dicha tecnología se utiliza en conjunto con la DF [17,18].
De acuerdo con lo anterior, este trabajo tuvo como objetivo principal el estudio del proceso de DF para la obtención de un concentrado de proteína a partir del lactosuero dulce, de manera que se pueda contribuir a mitigar una problemática ambiental, además de obtener una materia prima altamente nutritiva y con un valor comercial considerable.
2. Materiales y métodos
2.1. Generalidades
El desarrollo de la investigación, se llevó a cabo en las instalaciones del Laboratorio de Productos Lácteos de la Universidad Nacional de Colombia, sede Medellín. Por otra parte, con respecto a los análisis físico-químicos se realizaron en colaboración con la Universidad de Antioquia.
La materia prima utilizada fue lactosuero dulce, la cual fue proporcionada por la empresa AURALAC S.A.S y se obtuvo mediante la elaboración de quesos frescos. Inicialmente se filtró 800 Litros de lactosuero con una malla de tela de tamaño de poro de 0.1mm de diámetro para la eliminación de impurezas, posteriormente se descremó en una centrífuga Westfalia a 8050 revoluciones por minuto (rpm) y finalmente con un proceso de pasteurización a 63°C por 30 minutos, con el fin de reducir la carga microbiana e inactivar la enzima coagulante residual procedente de la elaboración del queso.
2.2. Diseño experimental
El diseño experimental utilizado para esta investigación, fue un diseño tipo factorial con tres réplicas, en el cual se identificaron dos factores y cada uno con tres niveles a evaluar, según la Tabla 1. La metodología de análisis de datos utilizada fue mediante un ANAVA multifactorial y diferenciación de medias considerando un nivel de significancia del 5%. Los datos fueron analizados por medio del programa estadístico Statgraphics XVII.
Tabla 1 Parámetros del proceso de diafiltración.
| Parámetro | Rangos de estudio |
|---|---|
| Relación volumétrica (RV) | 2, 3, 4 |
| Número de ciclos (NC) | 1, 2, 3 |
Fuente: Los Autores
La RV corresponde al volumen de agua desmineralizada adicionada en proporción del concentrado de suero obtenido por ultrafiltración (2:1, 3:1, 4:1). Adicionalmente, el NC, corresponde al número de veces que se repite el proceso de diafiltración
2.3. Metodología de DF
Para la obtención de los concentrados de suero, el proceso de membranas se llevó a cabo por medio de un equipo piloto de ultrafiltración (UF) de la empresa PERINOX, usando una membrana semipermeable en espiral de polietersulfona de tamaño de corte de 10 kDa. Este equipo está integrado con las tecnologías de microfiltración, nanofiltración y ósmosis inversa.
Las condiciones óptimas del proceso de UF para la concentración efectiva de la proteína a partir de suero dulce, con el fin de obtener el máximo contenido de proteína fueron determinados por Agudelo-Chaparro [19]. Los resultados fueron los siguientes:
Presión transmembrana (TPM): 2.5 bar
Factor de concentración volumétrico (VCF): 18
Temperatura de entrada: 50 °C.
Una vez obtenido el concentrado de ultrafiltración (CUF), este se diluyó debidamente según los parámetros estipulados por el diseño experimental (Tabla 1), con agua previamente desmineralizada obtenida a través de la membrana de ósmosis inversa.
Para la cuantificación de las diversas variables de respuesta, se estimó el porcentaje de remoción (%R) utilizado como criterio de desempeño del proceso por diversos autores [17,20]. Este valor fue determinado de acuerdo a la siguiente expresión: Donde c i es la concentración del soluto inicial y c f es la concentración del soluto al final del volumen de alimentación

2.4. Métodos analíticos
La proteína total fue cuantificada por el método estándar de Kjeldahl. La muestra fue digerida en ácido sulfúrico, se usó sulfato de cobre pentahidratado como catalizador y sulfato de potasio, el cual eleva el punto de ebullición, liberando el nitrógeno de la proteína y reteniéndolo como una sal de amonio. Se añadió hidróxido de sodio concentrado para liberar el amoniaco, el cual es destilado y colectado en solución de ácido bórico y titulado (AOAC 920.123, 1997; NTC 4657, 1999). Con la titulación se estimó el nitrógeno total presente en la muestra y por medio del factor de conversión 6.38 se obtuvo el contenido de proteína.
El valor de las cenizas fue determinado por el método de incineración directa, bajo el método oficial AOAC 935.42. la muestra previamente pesada fue puesta en un crisol y llevado a una mufla (Thermo Scientific K114) a temperatura de 600 °C por 12 horas. Finalmente, la muestra fue cuidadosamente pesada y reportando el contenido de cenizas expresado como porcentaje (%).
Los minerales (calcio, potasio, sodio, magnesio y fósforo) se cuantificaron por medio de la técnica de espectrometría de emisión de plasma acoplado inductivamente (ICP-OES) usando el equipo Shimadzu ICPE (EN 13805:2002).
El contenido de la Lactosa se realizó por medio de la técnica cromatografía liquida de alta resolución (HPLC), utilizando una columna Aminex HPX-87H con fase móvil de H2SO4. La muestra se inyectó previamente diluida y filtrada, los datos se cuantificaron por el método de calibración interpolado aplicado por el mismo software del equipo (AOAC 984.22).
3. Resultados y discusión
3.1. Porcentajes de remoción de minerales
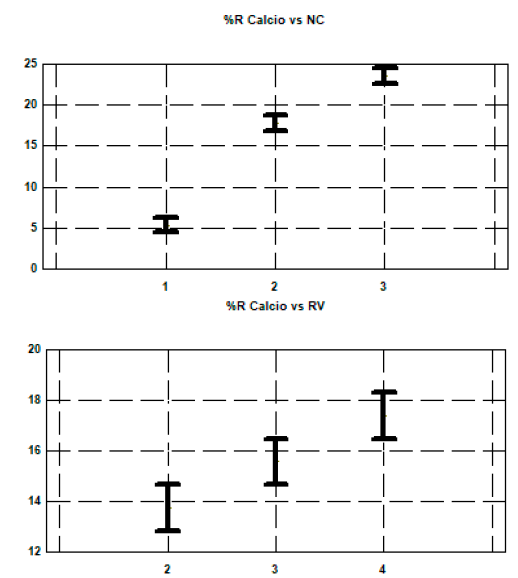
La Tabla 2 presenta los valores medios obtenidos y sus desviaciones estándar (SD) de los minerales evaluados en función de la variable %R. Se observa, un grado de desmineralización obtenido de las variables en general, donde el potasio y cenizas, fueron eficientes al obtener %R de mayor valor, a diferencia del calcio el cual se obtuvo un máximo del 25%. Cabe resaltar, una tendencia al aumento del %R a medida que se utilizó un factor de dilución mayor. Con respecto a la variable calcio, el ANAVA no presentó diferencias significativas por efecto de la interacción doble (P>0.05) en función de los parámetros NC y RV. Sin embargo, existe efecto estadísticamente significativo (P<0.05) para los efectos separados, principalmente en la variable NC (Fig. 1).
Tabla 2 Porcentaje de remoción de minerales según parámetros
| NC | RV | %R Ca | %R K | %R Mg | %R Na | %R Ceniza |
|---|---|---|---|---|---|---|
| 1 | 2 | 5.40± 1.29 | 42.56±1.61 | 13.36±1.42 | 30.51±1.72 | 27.30± 2.39 |
| 2 | 2 | 14.93±0.71 | 50.82±1.24 | 24.11±2.01 | 36.22±1.35 | 36.79± 1.51 |
| 3 | 2 | 20.95±1.07 | 64.13±1.75 | 38.52±2.21 | 46.58±1.91 | 50.47± 2.84 |
| 1 | 3 | 4.78± 1.23 | 44.91±2.24 | 20.63±1.33 | 33.16±2.48 | 34.13± 2.07 |
| 2 | 3 | 17.78±1.45 | 54.78±1.96 | 26.95±2.50 | 38.87±1.85 | 40.54± 2.43 |
| 3 | 3 | 24.13±1.46 | 63.76±2.24 | 41.54±1.89 | 50.52±1.51 | 53.23± 2.24 |
| 1 | 4 | 5.84± 1.11 | 43.60±1.85 | 19.32±2.48 | 34.47±1.82 | 34.46± 2.40 |
| 2 | 4 | 20.63±1.54 | 57.62±1.68 | 33.74±1.73 | 42.27±1.95 | 40.20± 3.37 |
| 3 | 4 | 25.64±0.89 | 69.45±2.31 | 48.89±2.17 | 50.14±1.96 | 54.30± 1.98 |
NC - número de ciclos, RV - relación volumétrica.
Fuente: Los Autores
Fuente: Los Autores
Figura 1 Valor de medias con 95% intervalos de confianza para el mineral Calcio.
Alexander y colaboradores [21], realizaron un estudio del cambio sobre la distribución de los minerales por efecto de los procesos de UF y DF, haciendo diafiltraciones hasta alcanzar un máximo de 5 repeticiones. Los resultados alcanzaron valores similares con respecto al mineral calcio, este alcanzó un %R que varío entre 10% - 30%. De igual forma, los resultados de esta investigación, mostraron un efecto de dilución sobre el mineral. Cabe resaltar que el calcio se encuentra ligado con las proteínas y están directamente asociados con la estabilidad de la estructura, principalmente se encuentran asociadas con la β-lactoglobulina y α-lactoalbúmina, por lo cual el valor es considerablemente menor que los demás minerales [24]. Por otra parte, se habla del Ca soluble e insoluble, en donde es posible disminuir la cantidad de Ca en ambos, aunque la fracción insoluble se diluye en una menor proporción [23].
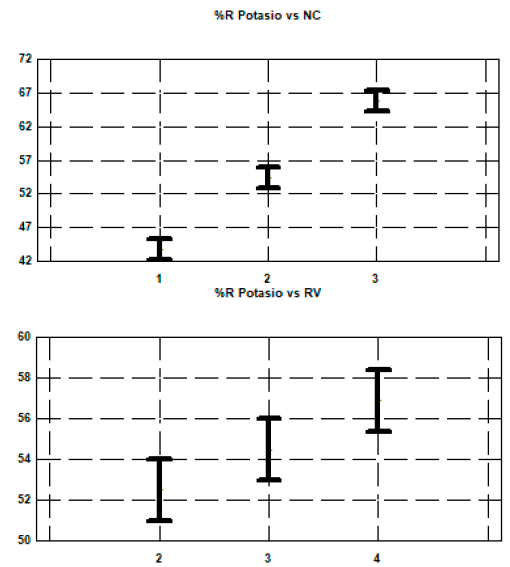
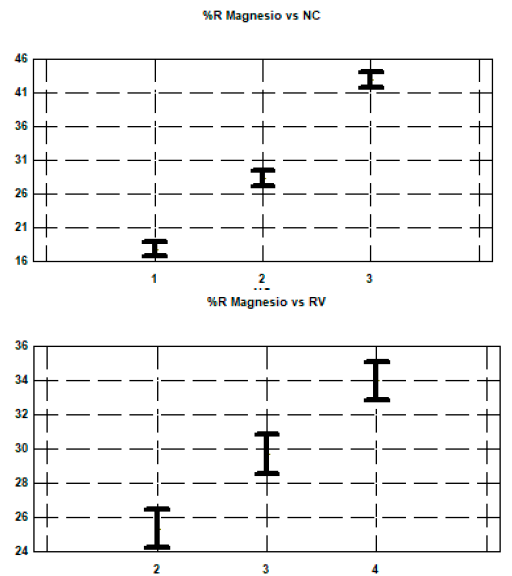
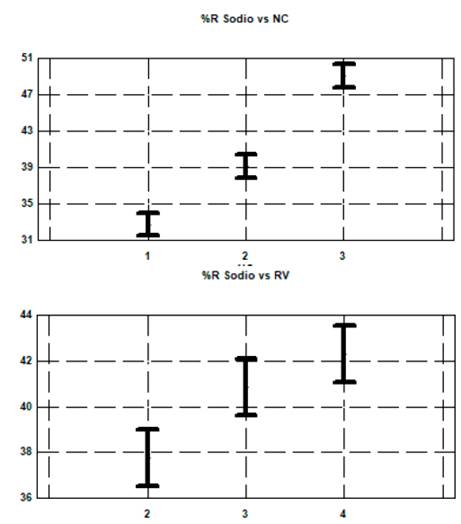
En lo que respecta a los minerales tales como potasio y sodio, el valor del ANAVA al 5%, al igual que en el calcio, no presentó diferencias significativas por efecto de la interacción doble (P>0.05), sin embargo, sí se encontró significancia para los efectos separados. El magnesio, fue la única variable la cual hubo diferencia estadística por efecto de la interacción doble (p<0.05) (Fig. 3). Con respecto al potasio, este alcanzó una mayor remoción en comparación con los demás minerales, alcanzando valores superiores al 60% en sus niveles más altos de dilución. Essos valores reflejan un cambio en la distribución de los iones potasio, la cual no interactúan específicamente con las caseínas a diferencia del calcio, adicionalmente los iones de potasio en la leche son solubles, por tanto, se espera que a medida que aumente el grado de dilución aplicado estos valores se encuentren cercanos a cero [26]. Alexander y colaboradores [21], obtuvieron valores similares alcanzando un máximo del 80% de remoción. Cabe resaltar, en este estudio, la cantidad de repeticiones que utilizaron fue mayor en comparación con dicho estudio.
Fuente: Los Autores
Figura 2 Valor de medias con 95% intervalos de confianza para el mineral Potasio.
Fuente: Los Autores
Figura 3 Valor de medias con 95% intervalos de confianza para el mineral Magnesio.
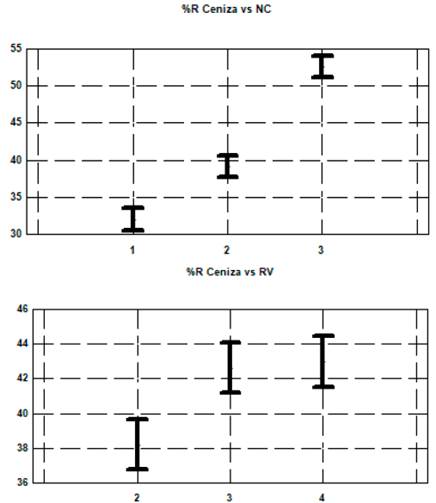
Los análisis de varianza para la variable ceniza, no encontró diferencia estadística para la interacción doble (P>0.05), no obstante, si existe efecto estadístico para los efectos individuales (Fig. 5). A diferencia de los resultados mostrados anteriormente, las cenizas alcanzaron valores superiores al 50% de remoción en sus niveles máximos de dilución, por lo que el proceso de diafiltración se considera efectivo para dicha variable. En un estudio realizado por Barba y colaboradores [27], obtuvieron un WPC en polvo a base de lactosuero por medio de las técnicas de UF y DF, con respecto a la ceniza, disminuyeron el valor de 5.8 g/L a 2.2 g/L, equivalentes a un %R del 60% aproximadamente, equivalentes a los resultados obtenidos en esta investigación.
En términos generales, se observa el grado de desmineralización obtenido, el cual fue mayor entre las variables Potasio, Cenizas, Sodio y Magnesio. A diferencia del calcio el cual, considerando el error estándar se podría decir que es significativamente menor que los demás minerales. Por otra parte, la tendencia de las interacciones, nos indica que podemos realizar unas cantidades mayores de diafiltraciones y esperar una mayor dilución con respecto a los minerales.
3.2. Concentración de proteína y remoción de Lactosa
Los resultados con respecto a la proteína, se describen en la Tabla 3
Tabla 3 Determinación variable proteína según parámetros de operación.
| Experimento | NC | RV | CUF (%) Proteína | CDF (%) Proteína | PDF (%) Proteína |
|---|---|---|---|---|---|
| 1 | 1 | 2 | 8.179±0.104 | 8.828±0.212 | 0.061±0.017 |
| 2 | 2 | 2 | 8.123±0.118 | 9.202±0.119 | 0.077±0.030 |
| 3 | 3 | 2 | 8.200±0.152 | 10.014±0.179 | 0.180±0.034 |
| 4 | 1 | 3 | 8.111±0.205 | 8.553±0.266 | 0.046±0.011 |
| 5 | 2 | 3 | 8.075±0.045 | 9.217±0.251 | 0.100±0.033 |
| 6 | 3 | 3 | 8.320±0.040 | 10.203±0.288 | 0.155±0.025 |
| 7 | 1 | 4 | 7.918±0.415 | 8.728±0.446 | 0.066±0.013 |
| 8 | 2 | 4 | 8.243±0.152 | 9.505±0.068 | 0.101±0.021 |
| 9 | 3 | 4 | 8.199±0.393 | 10.300±0.340 | 0.180±0.034 |
CUF - concentrado obtenido por Ultrafiltración, CDF - concentrado obtenido posterior a la dilución y concentración de la muestra por medio de la membrana de Ultrafiltración, PDF - permeado de la diafiltración, NC - número de ciclos, RV - relación volumétrica.
Fuente: Los Autores
Inicialmente, las concentraciones obtenidas en el CUF son similares como se esperaba puesto que las muestras del concentrado se trataron de igual forma, la diferencia radica en la calidad del suero utilizado y esta depende tanto de la calidad de la leche como del proceso al cual se sometió la materia prima [28]. Así mismo, los valores obtenidos con respecto al CDF mayores, corresponden a las muestras que se asocian un mayor número de ciclos, específicamente los experimentos 3, 6 y 9.
Estos datos coinciden con los encontrados en la literatura donde se pueden obtener mayores concentraciones por la acción del proceso de DF. Baldasso y Tessaro [14], afirman que cuando el proceso de diafiltración se combina con el de UF, se pueden obtener proteínas con alto grado de pureza, sin embargo, el proceso se vuelve más improductivo si los ciclos de membranas se vuelven muy extensos, por causas de taponamientos de los poros, los cuales se vuelven problemas significativos cuando estas conllevan a largos tiempos de operación [22].
El ANAVA al 5% mostró que la concentración de proteína no es estadísticamente significativa para la interacción de RV y DF (P>0.05). Sin embargo, existe una diferencia significativa para el efecto individual del número de ciclos (P<0.05) (Fig. 6).
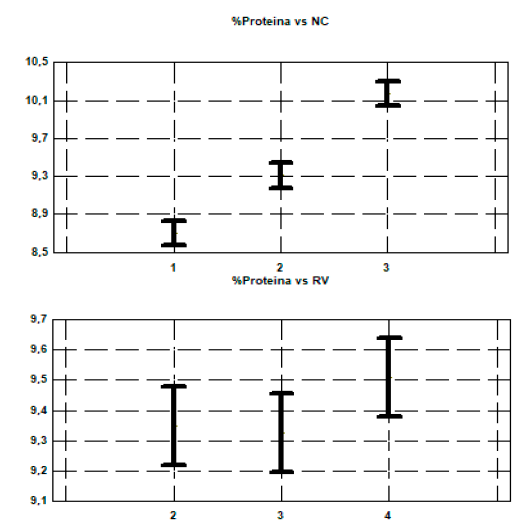
Se observa como a medida que se incrementa la cantidad de agua utilizada en el proceso de DF, aumenta la concentración de proteína. Sin embargo, la variable RV no afecta de manera directa la concentración, a diferencia de la variable NC el cual es estadísticamente significativa.
De los resultados anteriores se puede evidenciar como la concentración de proteína va en aumento, donde la principal causa de dicho comportamiento es básicamente por la dilución de las sales minerales y Lactosa, el cual permiten un aumento en la concentración final de este componente [29,30].
De acuerdo con Jelemenský y sus colaboradores [29], especifican que hay un punto óptimo, en donde se determina el punto máximo de dilución, según la concentración de algún compuesto, este puede variar entre 6 y más número de ciclos de DF asociados al proceso. En este estudio se debe de tener en cuenta que la cantidad de ciclos utilizados es mayor debido a que la DF se realiza de manera continua a diferencia del proceso aplicado en particular por este proyecto, por lo que se puede controlar y realizar una cantidad considerable de repeticiones [31].
Como punto de comparación distintos investigadores, evaluaron la concentración de proteína con respecto a los sólidos obtenidos. Baldasso [14], realizó un estudio de purificación de un concentrado de proteína de lactosuero por medio del proceso de UF, para esto realizó dos experimentos con 5 diafiltraciones cada una, y varió los volúmenes de agua utilizados. La diferencia con respecto a esta investigación radica en los volúmenes de agua utilizados, puesto que realizó varios ciclos con volúmenes de agua pequeños. Los resultados obtenidos alcanzaron un máximo del 70% de proteína en base seca.
Por otra parte, Slukova [32] realizó un proceso de UF de lactosuero y aplicó 3 ciclos de DF en donde obtuvo valores similares de la proteína, alcanzando los 40 g/L al final del proceso de DF, además de esto obtuvo una reducción considerable de Lactosa. Con respecto a los sólidos obtenidos, lograron obtener valores cercanos a 65% de proteína en base seca, mientras que los valores obtenidos durante esta investigación, teniendo en cuenta todos los ciclos de DF variaron entre 50% - 75%.
De acuerdo con la literatura, debido a las altas concentraciones de proteínas por causa de los procesos de DF, este proceso altera el ambiente iónico que rodean las micelas de caseínas, a causa del efecto de dilución. Se concluye que, para poder modificar la composición, es necesario someter la materia prima a altos niveles de diafiltración [33,34].
Finalmente, se evaluó las concentraciones de Lactosa descritas en la Tabla 4. Los resultados muestran que la Lactosa corresponde al factor el cual contiene el mayor grado de dilución por efecto de la DF alcanzando valores de más del 90%, a diferencia de los minerales en donde se obtuvo un valor máximo del 69.0% correspondiente al potasio.
Tabla 4 Determinación de variable latosa y %R. CUF - concentrado obtenido por Ultrafiltración, CDF - concentrado obtenido posterior a la dilución y concentración de la muestra por medio de la membrana de Ultrafiltración, PDF - permeado de la diafiltración, NC - número de ciclos, RV - relación volumétrica.
| NC | RV | CUF(g/L) Lactosa | CDF(g/L) Lactosa | PDF(g/L) Lactosa | %R Lactosa |
|---|---|---|---|---|---|
| 1 | 2 | 45.597±1.645 | 8.571±1.078 | 9.519±0.131 | 81.241±1.705 |
| 2 | 2 | 47.776±3.879 | 5.390±0.253 | 12.737±0.798 | 88.691±0.646 |
| 3 | 2 | 48.877±3.831 | 3.153±0.707 | 16.736±0.441 | 93.558±1.343 |
| 1 | 3 | 46.652±1.848 | 7.440±0.864 | 9.507±0.476 | 84.072±1.387 |
| 2 | 3 | 45.486±3.103 | 6.372±0.374 | 12.238±0.944 | 85.933±1.491 |
| 3 | 3 | 47.171±3.400 | 3.147±0.886 | 16.757±0.334 | 93.276±2.078 |
| 1 | 4 | 49.587±1.924 | 8.085±1.079 | 9.224±0.560 | 83.625±2.811 |
| 2 | 4 | 48.429±3.638 | 5.876±0.587 | 13.424±0.405 | 87.731±2.329 |
| 3 | 4 | 50.675±1.681 | 2.872±0.676 | 16.239±0.283 | 94.314±1.417 |
Fuente: Los Autores
De los resultados anteriores, se define la variable Lactosa, como el compuesto que más se afecta durante la concentración de proteínas por medio de la DF y se considera muy efectivo. El ANAVA al 5% mostró que el %R para este componente no es estadísticamente significativo para la interacción de RV y NC (P>0.05). Sin embargo, para el efecto individual de la variable NC, sí existe diferencia estadística (P<0.05) como se describe en la Fig. 7.
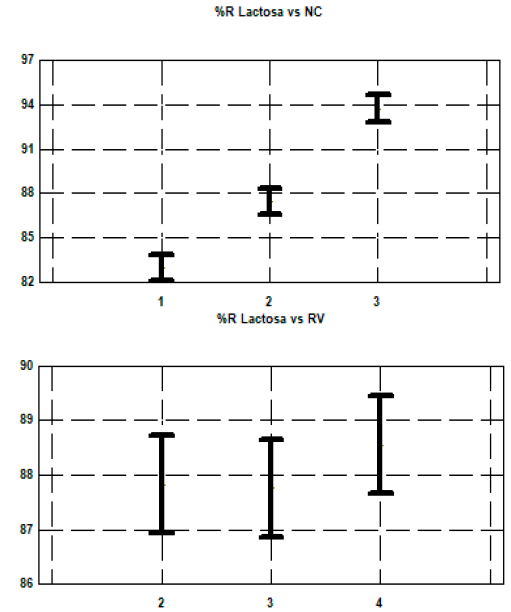
En términos generales, la variable NC aumenta gradualmente, mientras que RV fue aleatoria independientemente del grado de dilución utilizado, al igual que con la variable proteína. De manera que a medida que se aumente los NC, se puede esperar una mayor dilución
En un estudio realizado por Souza [35], se analizó el proceso de UF complementado con la tecnología de DF para la evaluación del compuesto de Lactosa. Para esto aplicó un ciclo de DF y logró obtener una dilución desde 34.90 g/L hasta 20.03 g/L de Lactosa, este resultado es equivalente a obtener un %R de aproximadamente 50%.
De igual manera, Barba [27], concentró el lactosuero hasta obtener un WPC en polvo desmineralizado, para el primer ciclo, obtuvo una eliminación de 42.8 g/L hasta los 14.7 g/L de Lactosa. Ya para el segundo ciclo, la Lactosa disminuyó hasta 1.35 g/L. Finalmente, después de un proceso de secado por aspersión, el producto que se obtuvo fue un WPC con 83% de proteína. En comparación con esta investigación, estos resultados indican en función del %R unos valores entre 40% - 95% aproximadamente, la diferencia radica en la cantidad de repeticiones el cual aplicaron y el volumen de agua utilizada, siendo más efectivo una cantidad mayor de repeticiones (DF 3). De igual forma, concluyen como el proceso de DF, es efectivo para la eliminación del compuesto Lactosa.
Por lo anterior, se puede concluir que el factor ciclos como variable es más influyente al momento de realizar la DF, resultado que coincide con Baldasso y colaboradores [14], donde observaron que es más efectivo usar pequeños baches en la DF y hacerlos repetidas veces que utilizar un gran volumen de agua una sola vez. Cabe resaltar que la Lactosa es el compuesto más abundante presente en el lactosuero, con un bajo peso molecular el cual es separado en parte por la membrana de UF por su tamaño de corte el cual elimina en el permeado parte de la Lactosa y los péptidos [22,32].
4. Conclusiones
Los resultados obtenidos, relacionan de manera indirecta la variable de número de ciclos, en donde, para todos los factores evaluados, dicha variable indicó que se considera estadísticamente significativa. Se puede concluir que el proceso de diafiltración (DF) es efectivo, cuando se usan varias repeticiones, en vez de utilizar un volumen de agua muy grande. Cabe resaltar la importancia de la tecnología de DF para la obtención de productos con altos contenidos de proteína, en donde esencialmente se observa una dilución de los compuestos solubles, principalmente la Lactosa y algunos minerales quienes mostraron un grado considerable de remoción.

