











 Inglés (pdf)
Inglés (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
Permalink
1. Introduction
3D printing has contributed to the industry revolution in terms of low-cost and easily-accessible prototypes. Its use has allowed to develop the manufacturing concept in Universities or even at home [1]. The FDM (Fused Deposition Modeling) printing method is one of the most popular and widely used in the field, because of its usability as well as the accessible cost of machinery and printing products. One of the disadvantages of the polymer prototypes is their mechanical strength, due to the fact that the elements are created by layering polymer melt, which generates an amorphous structure. In order to counteract such situation, "post-processing" becomes a tool that helps to reduce the problem and improve the mechanical strength of the prototype by annealing the printed objects [2]. Nevertheless, even if annealing allows the internal structure of an object to change from an amorphous to a crystalline state generating a greater stability as well as the strength; the process also causes dimensional changes in the treated object, which becomes a critical factor for some parts that need to be designed with an accurate dimension [3,4].
The most common material for 3D printing is polylactic acid (PLA), its benefit lies in the type of required environment for the printing process because it does not necessarily need to be controlled; additionally, this material has a good adhesion between layers. It is printed at a temperature of 220 Celsius degrees. Although, one of its disadvantages is the temperature of deformation that is reached at 60 Celsius degrees. In this context, in order to avoid this problem, the industry created another product with a chemical modification, the well-known HTPLA. High temperature polylactic acid (HTPLA) withstands temperatures of up to 120 Celsius degrees before deformation.
Regarding to annealing, it is the thermal process that searches for improvement of the internal structure of an object by crystallizing it and refining its mechanical characteristics. According to several authors and filament manufacturers, the annealing process for PLA and HTPLA materials is carried out in a range of 150 to 250 Celsius degrees with a maintenance that goes from 30 minutes to 1 hour.[6]
The exposure through which the object must pass, generates dimensional changes in its structure. This is produced because there is no reaction force that prevents expansion when the product is exposed to high temperatures. To counteract this, it is suggested that it is ideal to cover the object in all its axes with other materials such as sand or gypsum, which would fulfill the role of thermal insulator. This, this allows to maintain the original dimensions of the product.
The aim of the current study is to analyze what type of material and technique carry greater benefits in the structuring of the impressions. The following sections detail the methodology used, the results, the discussion and conclusions reached by the research.
2. Methodology
The research approach is quantitative and deductive with a cross-sectional descriptive strategy. Data collection was developed by means of laboratory tests on specimens and literature review [10,11].
The number of samples was established according to the variation of the processes. In previous researches [5,6] at the moment of manufacturing the objects, the filler was used in its 100%. Unlike this, in this study 100% and 40% were considered to determine whether or not there is variation and to measure the efficiency when printing the objects. This was applied because with 100% filling in a test tube, the printing time may take up twice longer comparing to one that only keeps the 40%.
According to other researches, the most commonly used material in 3D printing by FDM method is PLA. Therefore, due to the fact that there is a commercial variation that looks for a more temperature-resistant element, comparisons were made with the HTPLA material from "PROTOPASTA" brand. In the case of PLA, the "PRUSA" brand product was used. Moreover, it was decided to use temperatures of 100, 150 and 200 Celsius degrees with an oven stability of 30 minutes, and to use the temperature elevation range of 5°/min.
In order to analyze the variable control of the environment and reactive forces whose purpose is to avoid the dimensional change of the object, the following actions were applied. In a first group of models, any coating was used. In another group they were immersed in sand with a layer of at least 2 cm for each edge. Finally, in a third group it was worked with a coating of type III hydrated calcium sulfate gypsum.
In Fig 1, we can see one of the plates with specimens with a 100% filling. Its design was made in the Fusion 360 software, then exported in PrusaSlicer and subsequently to its manufacture. The layer height for the printing of all the specimens was 0.2 mm, because this configuration provides the best finish/efficiency relationship at the moment of producing the prototypes.
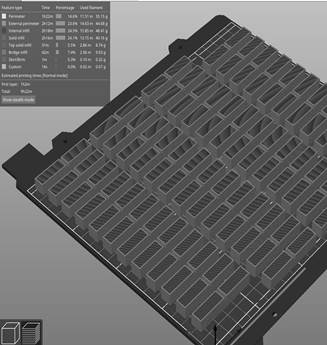
Fig 2 indicates the printed specimens, there were 3 of each type located by percentage of filler and type of material. In this case, HTPLA and PLA specimens with 100% filler. In Fig 3, it can be seen the container with the different specimens that have been covered with sand. Fig 4 points out how the specimens were placed inside the furnace according to the type of coating assigned. A total of 6 different anneals were performed due to the three temperatures variation and two types of filler.



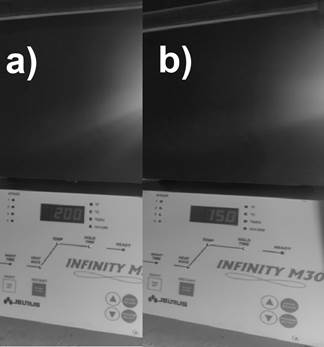
In Fig 5, it can be seen the maintaining control of the Jelrus infinity M30 furnace. In this way, an adequate control of the range, the holding time and the cooling temperature was performed. Fig 6 demonstrates how the specimens that were exposed to the most rigorous conditions turned out.

3. Results
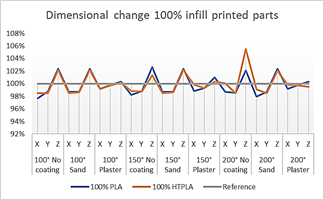
Once evaluating the dimensional change in the specimens subjected to 100 Celsius degrees, it was found that the variation is minimal with both 100% filler and 40% filler. In the case of the object coated with gypsum, the changes were minimal; while in the case of the objects without coating or covered with sand, the average change was 2%.
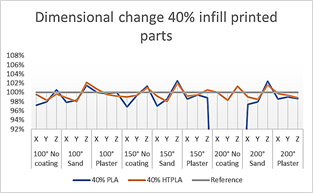
The specimens subjected to 150 Celsius degrees, presented changes in their dimensions. Moreover, the specimens subjected to gypsum coating, either with 100% or 40% filler, showed minimal dimensional changes of less than 1%. Whereas, the objects with 40% filler without coating or placed in sand showed dimensional changes of 3%. Finally, the objects with 100% filler without coating or immersed in sand showed dimensional changes of 2%.
Besides, the models subjected to a temperature of 200 Celsius degrees preserved the same pattern described in the previous temperatures, highlighting the use of gypsum as a coating.
Regarding the case of PLA printed with 40% filler, it ended up losing all its dimension in the object without coating. By contrast, this did not happen to the specimens made of the same material and consistency covered by sand or gypsum.
Table 1 demonstrates in detail the dimensional changes by percentage value that the specimens underwent. In addition, Figs. 7 and 8, referring to the original measurements of the specimens, with 100% filler, a minimum variation in the dimensional values can be observed. On the contrary, in the case of specimens with 40% filler, the change is more significant.
Table 1 Dimensional variation expressed in percentages.
| % variations | |||||
|---|---|---|---|---|---|
| Process | 100% PLA | 100% HTPLA | 40% PLA | 40% HTPLA | |
| 3D Design | X | 10.000 | 10.000 | 10.000 | 10.000 |
| Y | 55.000 | 55.000 | 55.000 | 55.000 | |
| Z | 10.000 | 10.000 | 10.000 | 10.000 | |
| Printed 3D | X | 10.083 | 10.017 | 10.117 | 10.000 |
| Y | 54.983 | 54.950 | 54.900 | 54.950 | |
| Z | 10.017 | 10.050 | 10.133 | 10.117 | |
| 100° No coating | X | 98% | 99% | 97% | 100% |
| Y | 99% | 98% | 98% | 98% | |
| Z | 102% | 102% | 100% | 100% | |
| 100° Sand | X | 99% | 99% | 98% | 99% |
| Y | 99% | 99% | 98% | 98% | |
| Z | 102% | 102% | 101% | 102% | |
| 100° Plaster | X | 99% | 99% | 100% | 101% |
| Y | 100% | 100% | 100% | 100% | |
| Z | 100% | 100% | 100% | 99% | |
| 150° No coating | X | 98% | 99% | 97% | 99% |
| Y | 99% | 99% | - | 99% | |
| Z | 103% | 101% | 101% | 101% | |
| 150° Sand | X | - | - | 97% | 99% |
| Y | - | - | 99% | 98% | |
| Z | - | - | 102% | 102% | |
| 150° Plaster | X | 99% | 100% | 99% | 99% |
| Y | 99% | 99% | 99% | 99% | |
| Z | 101% | 100% | 99% | 100% | |
| 200° No coating | X | 99% | 100% | 47% | 100% |
| Y | 99% | 98% | 48% | 98% | |
| Z | 102% | 105% | 54% | 101% | |
| 200° sand | X | 98% | 99% | 97% | 99% |
| Y | 99% | 98% | 98% | 98% | |
| Z | 102% | 102% | 102% | 102% | |
| 200° Plaster | X | 99% | 100% | 99% | 100% |
| Y | 100% | 100% | 99% | 99% | |
| Z | 100% | 100% | 99% | 99% | |
*Measured with manual caliper. Specimens made in Prusa I3 printer
Source: Aurhors, (2019)
4. Discussion
Butt, in his research based on PLA, ASA, ABS materials; determines that the annealing process affects each material differently. This study was developed by dimensional analysis, ultrasonic test and microstructural analysis [12,14].
In his research, Rictor analyzes the optimum platform temperature at the moment of printing the objects. Among his results, he points out that: a lower temperature might cause the detachment of the piece; and a higher temperature, besides causing more electrical consumption, can generate a type of annealing during printing, which would modify the XY dimensions in a certain way. [13].
Bhandari and Saeed in their research use other methods looking for better mechanical strength of the printed object in PLA and PETG by using carbon fibers to improve their mechanical characteristics. Concluding that, once the prototype undergoes the annealing process, the extra material between layers will bond better allowing the final object to have better mechanical properties [15,16].
The coating made of gypsum, in this case gypsum stone, allows the material not to suffer dimensional changes. Due to the great resistance and hardness that this material has, the original dimensions of the prototype are preserved, preventing its contraction or dilatation. The sand coating gives minimal improvements to the heat-treated specimens, comparing to those without coating.
The correct use of the water/powder portions of the gypsum stone material allows the mixture to be homogeneous and provides its best properties. Additionally, the temperature growth speed rate of the furnace, five degrees per minute, helps the dimensional change of the object to be controlled and minimal.
5. Conclusions
The use of PLA, as well as HTPLA, do not present significant differences at the moment of performing the thermal tests with the different types of coating.
The specimens treated with gypsum stone of alpha hydrocal semi-hydrated composition, is the best coating to maintain the dimensional properties of the objects at the moment of the thermal treatments. The dimensional changes are minimal compared with the use of sand coating or no coating.
Referring to the characteristics of the materials, there is no significant difference in temperatures of 100 to 150 Celsius degrees. Despite the fact that both react to the dimensional change according to their coating, there is no considerable variation between the HTPLA materials of the "Protopasta" brand and PLA of the "Prusa" brand.
The percentage of filling influences the dimensional changes of the object. Objects with 40% filling showed greater dimensional changes compared with those that were printed at 100%.

