










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista ION
Print version ISSN 0120-100X
Rev. ion vol.25 no.1 Bucaramanga Jan./June 2012
de un proceso de producción de látex natural cremado
Claudia Patricia Tavera Ruiz; Paola Gauthier-Maradei*
Escuela de Ingeniería Química, Universidad Industrial de Santander (UIS),
Cra 27, Cll 9, Bucaramanga, Colombia.
*mapaomar@uis.edu.co
Fecha Recepción: 7 de octubre de 2011
Fecha Aceptación: 7 de abril de 2012
En este trabajo se muestran los resultados obtenidos en el estudio experimental del proceso de producción de látex cremado, en el cual se determinó el efecto de algunas condiciones de operación en la obtención de un producto que satisfaga los parámetros internacionales de calidad. Se seleccionaron las condiciones de operación que muestran las influencias más importantes en los criterios de calidad definidos en la norma ASTM 1076. El estudio se realizó utilizando dos tipos de agente cremador (alginato de sodio, carboximetilcelulosa), dos concentraciones de éste y cuatro tiempos de cremado. Además, se estudió la influencia de la separación de fases formadas durante el proceso de cremado en la calidad del producto obtenido, realizando dos tipos de estudio: sin separación de fases y con separación de fases cada dos días. Como resultado se obtuvo que el experimento que presentó mayor estabilidad, en TSC y DRC fue el realizado con alginato de sodio a 1,5g/L con tiempo de cremado menor a 2 semanas, con separación cada dos días.
Palabras clave: caucho natural, concentración de látex, alginato de sodio, carboximetilcelulosa.
a creamed natural latex manufacturing process
This work shows the results obtained in the experimental study of creamed natural latex manufacturing process. In this study, the effect of some operating conditions on product properties, that must satisfy the international criteria, has been determined. The operating conditions, that allow the most important effect on the quality criteria proposed by ASTM 1076, were defined. This work was carried out using two different creamed agents (sodium aliginate, carboxymethylcellulose), two concentration and four creamed times. Moreover, the effect on the product quality of the two phase's separation, produced during the creamed process, has been studied. Finally, two types of studies were done: with or without phase separation. The test with the best stability, higher TSC and DRC, were obtained using sodium alginate at 1.5g/L, creamed times lower than two weeks and phase separation of two days.
Keywords: natural rubber, latex concentration, sodium alginate, carboxymethylcellulose.
En su estado natural el caucho se presenta en suspensión coloidal en el látex de plantas productoras de caucho. En la naturaleza existe un gran número de plantas que producen látex, las que pertenecen principalmente a las familias Moracea, Euforbiacea, Caricacea y Sapotacea, entre otras de menor importancia. Sin embargo, el que produce en mayor proporción y calidad es un árbol perteneciente a la familia Euforbiacea conocido científicamente como Hevea brasiliensis [1].
El látex es un líquido blanco, poco viscoso y de aspecto lechoso, constituido por una suspensión coloidal de partículas de caucho de 0,5 a 3,0 μm de diámetro. Aparte del agua y del caucho se encuentran también algunas proteínas naturales, resinas y azúcares. Se sabe que el pH del látex se encuentra muy cerca de la neutralidad en el momento de la extracción, pero éste pasa rápidamente en estado ácido bajo la acción de ciertos microorganismos o de enzimas culpables de la coagulación espontánea. En consecuencia, de manera corriente el látex es preservado con algunos agentes químicos una vez extraído del árbol, esto con el fin de mantenerlo en un pH próximo al neutro hasta el momento de su procesamiento [2].
Según el tipo de tratamiento y beneficio el caucho natural se puede obtener en diferentes presentaciones y calidades. El látex puede ser preservado y concentrado para ser comercializado como látex natural (caucho líquido) o coagulado o transformado en diversos tipo de caucho sólido.
El caucho líquido es usado en la industria en diversas aplicaciones, utilizado como materia prima para la manufactura de un gran número de productos como llantas, juguetes, calzado, entre otros. Actualmente se comercializa de dos formas, como látex normal preservado y látex concentrado. Por razones del costo de transporte y facilidad de aplicación, la mayor parte del látex usado en la industria, principalmente en el sector de llantas, línea automotriz, calzado, línea médica y productos de alto valor agregado, está en forma concentrada, eliminando considerablemente la cantidad de agua [3,4]. Diversos procedimientos se utilizan actualmente con este fin, siendo los más extendidos el cremado y centrifugado. El látex cremado se obtiene por la adición de sustancias químicas y el centrifugado mediante centrifugación [5-8].
El látex centrifugado es el proceso de concentración más corriente en la industrial del caucho, sin embargo, implica costos de inversión importantes difíciles de asimilar para pequeños cultivadores, como el caso de Santander, Colombia. Por tal razón, este estudio propone un desarrollo orientado hacia la concentración de látex mediante un proceso de cremado, utilizando para ello agentes cremadores menos contaminantes. El estudio de Ochigbo et al. [9], publicado en 2011, muestra la posibilidad de utilizar agentes cremadores de origen natural, menos costosos y más accesibles a la población. Ellos realizaron un análisis comparativo entre el uso del alginato de sodio, comúnmente utilizado en la industria mundial actual [3], y semillas de tamarindo en polvo, los valores de DRC (Dry Rubber Content) obtenidos para cada proceso de cremado son muy similares.
La literatura no muestra un desarrollo investigativo en torno a este tema, de hecho, además del trabajo de Ochigbo et al., existe tan sólo otro estudio reciente donde se estudia el proceso de cremado del látex natural y se pretende encontrar un nuevo agente cremador, diferente al alginato de sodio, que permita mejorar el proceso. Yumae et al. [10] utilizaron como agente cremador el hidroxiletilcelulosa y el laurato de amonio, obteniendo valores de TSC (Total Solid Content) y DRC ligeramente inferiores a los mínimos exigidos por la norma ASTM 1076 [6] para un látex cremado. En el marco de este estudio, un análisis bibliográfico sobre el proceso de producción de látex cremado permitió identificar tres variables importantes en el proceso de transformación del látex después de su recolección y neutralización [5,6,10]. La selección es basada en la influencia de estas variables en los resultados finales de calidad y cantidad de látex cremado obtenido. Estas variables son: agente cremador, concentración del agente cremador, tiempo de cremado. Además de ello, se agregó una variable adicional teniendo en cuenta el análisis de los resultados preliminares de este trabajo, los cuales evidenciaron la necesidad de realizar una separación consecutiva de fases durante el tiempo de cremado. En consecuencia, se agregó una cuarta variable al estudio del proceso de producción de látex cremado que fue: periodo de separación de fases. En consecuencia, El objetivo principal de esta investigación fue realizar un estudio experimental del proceso de cremado para la obtención de productos especificados con normas de calidad, los cuales garanticen la tecnificación y mayor competitividad en el mercado, en cuanto a precio y calidad. Esto con el fin de implementarlo en el municipio de Cimitarra Santander, mayor productor de caucho natural en la región.
La producción de látex cremado se realiza en cuatro etapas: filtración, sedimentación, cremado y separación.
En la etapa de filtración, el látex atraviesa un filtro con el fin de separar los posibles precoágulos, insectos, flores, hojas y trozos de corteza que hayan caído a las tazas de recolección. La etapa de sedimentación permite eliminar los sedimentos presentes en el látex natural, éstos generalmente cargados de minerales. La etapa mas importante en ese proceso es el cremado, en ella se consigue que el látex se concentre permitiendo de esta manera la eliminación de una gran cantidad de agua. Finalmente está la etapa de separación, en la cual la fase orgánica, compuesta principalmente de isopreno, es separada por simple decantación de la fase acuosa.
En este estudio se analizaron dos etapas de proceso: cremado y separación, donde las condiciones de operación afectan marcadamente la calidad del producto. Sin embargo, el proceso de producción realizado a nivel laboratorio tuvo presente todas las etapas sin excepción, manteniendo en ese caso las mismas condiciones de filtración y sedimentación según recomendaciones de la literatura [5, 6].
El estudio experimental se desarrolló en cuatro fases: caracterización del látex natural, estudio experimental teniendo en cuenta las variables sensibles en la producción de látex cremado y determinación del conjunto de variables de operación que mejoran la calidad del látex cremado obtenido.
Materiales y reactivos
Varias muestras de látex fresco fueron tomadas aleatoriamente en la zona de Cimitarra de dos cultivos y dos clones diferentes (FX 3864 y IAN 710). Su recolección se realizó directamente del árbol obteniéndose aproximadamente 2L de látex fresco en total el cual fue llevado hasta el laboratorio en botellas de vidrio. Durante el almacenamiento el látex fue estabilizado con amoniaco en solución (concentración de 20%p, aproximadamente) que fue adicionado inmediatamente después de recolección en proporción de 20mL de látex fresco. Posteriormente, se aseguró un pH igual o superior a 9 durante el almacenamiento del látex natural según lo reportado por la literatura [5,6].
Una vez en el laboratorio, el látex recolectado fue tamizado antes de iniciar el proceso de cremado, para ello se usó un tamiz No. 20, con el objetivo de reducir el contenido de impurezas y materia no caucho. Finalmente, el proceso de cremado fue realizado por duplicado en tubos de ensayo utilizando 10ml de látex natural para ello se utilizaron dos agentes cremadores: alginato de sodio y carboximetilcelulosa (CMC) en calidad comercial.
Al terminar el tiempo de cremado deseado se procedió a realizar un análisis fisicoquímico del látex concentrado producido. Los análisis se realizaron bajo los parámetros de las Normas ASTM e ICONTEC [11].
Plan experimental para el estudio del procesamiento del látex natural en látex cremado
Se estableció una serie de experimentos teniendo en cuenta los siguientes criterios:
- Agente cremador. Los agentes cremadores utilizados fueron alginato de sodio y carboximetilcelulosa (CMC). El alginato de sodio fue seleccionado por ser comúnmente utilizado en la industria mundial actual [3] y la CMC por ser un agente biodegradable de fácil adquisición, ideal en Colombia donde la mayor parte del látex es procesado de forma artesanal en zonas rurales, y por otra parte, por poseer un peso molecular elevado poco soluble en agua, características adecuadas para un agente cremador.
- Dos concentraciones de agente cremador. Cada uno de estos agentes cremadores se agregó al látex en dos concentraciones diferentes. Estas concentraciones se eligieron con base en parámetros de producción y condiciones de operación utilizadas y estudiadas por diferentes compañías a nivel mundial, como Heveatex Guatemala S.A. [12], las cuales establecen concentraciones en un rango de 1,5g/L -2,5g/L. Para este estudio se tomaron los extremos del intervalo con el fin de conocer los efectos en la calidad del látex cremado a condiciones mínimas y máximas.
- Cuatro tiempos de cremado. En cuanto esto y con base en lo presentado por la literatura, que sugieren un cremado de al menos un mes, se decidió establecer cuatro tiempos diferentes de cremación, fijando lo presentado en la literatura como el tiempo máximo. Los tiempos de cremado fueron una, dos, tres y cuatro semanas [5, 8, 12].
Sin separación: El experimento se realiza sin hacer ninguna separación durante el tiempo de cremado establecido, la separación se realiza al cumplir este tiempo y cuando el proceso ha finalizado.
Separación cada dos días: Durante el tiempo de cremado establecido se realiza separación de fases cada dos días hasta finalizar el proceso. El agua contenida en el látex se separa de éste durante el proceso de cremado formándose dos fases; el látex como fase orgánica y el agua. En esas condiciones se realizó la separación de manera manual de las fases observadas, retirando el agua presente en la parte superior del tubo de ensayo de manera periódica.
Siendo el látex natural un compuesto orgánico de fácil degradación por vía bacteriana, como lo reporta en la literatura para bacterias del grupo de Actinomycetes, bacterias termofílicas, bacterias negativas viz. Xanthomonas sps. y Pseudomonas aeruginosas [14-16], se decidió que durante el proceso de cremado se realizaría un seguimiento continuo del pH de la solución con el fin de disminuir el desarrollo microbiano. En consecuencia, se aseguró un pH superior a 9 durante el almacenamiento y el procesamiento del látex, garantizando la estabilidad de éste. El agente utilizado para ello fue el amoniaco, compuesto que fue utilizado después de colecta del látex en las plantaciones de caucho [17]. Existe en la literatura, estudios que confirman la influencia de la concentración de amoniaco en las propiedades del látex natural mostrando el mejoramiento en la estabilidad del látex natural, y por consiguiente la disminución de la coagulación espontánea, cuando éste contiene altas cantidades de amoniaco [18].
Caracterización del látex cremado obtenido
La norma ASTM-1076, referente a los parámetros de calidad para el látex cremado indica, como criterios de calidad, el TSC (Solid Total Content) y DRC (Dry Rubber Content), los cuales no deben ser inferiores a 66 y 64%p, respectivamente. Además, la norma prevé cantidades máximas de amoniaco y metales (cobre y magnesio) de 0,35%p y 8 mg/ kg de materia sólida, respectivamente [6].
Se realizaron los análisis de TSC, DRC, material no caucho, alcalinidad y contenido de sedimentos para cada una de las muestras de látex cremado obtenidas. El procedimiento que se siguió es el sugerido en las normas ASTM-1076 [6] y se presenta brevemente a continuación.
Para la determinación de TSC, se pesa aproximadamente 2,5 ±0,5g de látex, el cual se esparce homogéneamente en un portamuestras en vidrio y se agrega aproximadamente 1mL para mantener la consistencia de unidades de agua destilada. El portamuestras sin cubrir es llevado a un horno ventilado con aire durante 2h a una temperatura de 100°C ± 2°C. Pasado este tiempo, el portamuestras es cubierto y llevado a enfriamiento en un desecador a temperatura ambiente y finalmente pesado. El proceso de secado y pesado es realizado consecutivamente hasta que la medida de peso no difiere de máximo 1mg. La diferencia de peso entre el valor obtenido al final del proceso de secado y el peso original de la muestra por cien corresponde al porcentaje en peso de sólidos totales (TSC).
Para la determinación de DRC, se pesa aproximadamente 10g de látex en un disco en porcelana y se le adiciona agua destilada hasta un contenido de sólidos totales de aproximadamente 25%p. Se agrega suficiente ácido acético (2%) mientras se agita constantemente durante 5 minutos hasta coagular completamente el látex. El ácido acético utilizado en este estudio corresponde a grado analítico puriss (80%v).
Posteriormente, el recipiente con la muestra se dejó reposar a una temperatura de 75°C en un horno ventilado, un tiempo no mayor a 30 minutos. Se lava el coágulo con agua destilada y se usa un rollo de cocina para generar una hoja de caucho de espesor máximo igual a 2mm. Finalmente se lleva a un horno ventilado con aire a una temperatura de 70± 2°C. Se repite el secado y se pesa la muestra constantemente hasta que la diferencia entre dos medias no sea mayor de 1mg. El porcentaje en peso de Caucho Seco (DRC) corresponde a la relación entre la medida de peso obtenida al final del proceso de secado y el peso inicial de la muestra de látex por cien.
Para la muestra de látex cremado conteniendo los mayores porcentajes de TSC y DRC se realizó una caracterización completa del látex producido utilizando los procedimientos propuestos en la norma ASTM-1076. Los valores obtenidos fueron comparados con los definidos por la norma de calidad internacional para un látex cremado.
Criterios de selección para el mejoramiento del proceso de cremado
Para seleccionar las mejores condiciones de operación del proceso fue necesario realizar un análisis comparativo de todas las muestras con el fin de determinar los mayores porcentajes en contenido de sólidos totales (TSC) y contenido de caucho seco (DRC). Cabe aclarar que la mayoría de los estudios realizados en torno a la evaluación experimental de la concentración de látex natural utilizan igualmente estas variables de respuesta, las cuales se comparan con las exigidas por la norma ASTM-1076 [11,18].
Además de la caracterización del látex, se tuvo en cuenta igualmente, para la selección de las mejores condiciones de operación del látex cremado, la mayor estabilidad, tiempo de obtención de la mayor cantidad de cremado y mejor consistencia del látex cremado.
Caracterización del látex natural
Con el fin de comparar y analizar las propiedades del látex antes y después del cremado, se realizó una caracterización previa de las muestras de látex natural como materia prima del proceso de cremado. En la Tabla 1 se presentan los resultados obtenidos en la caracterización de la muestra de látex proveniente de la mezcla de los dos clones recolectados (FX 3864 y IAN 710). Cada propiedad fue analizada dos veces, de acuerdo con la Norma ASTM1076 con una tolerancia en la desviación no mayor de 0,15% para el TSC y de 0,2% para el DRC.
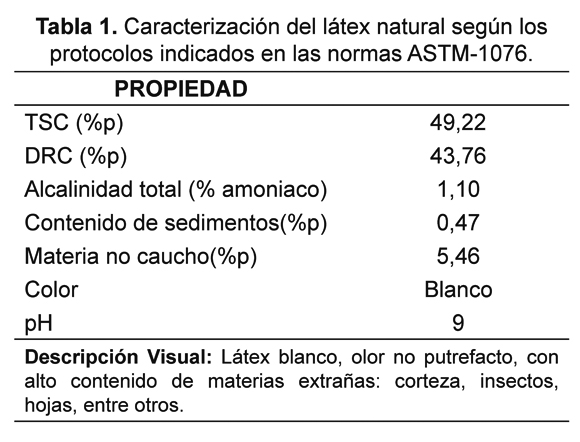
La comparación de estos resultados con las especificaciones técnicas de la Norma ASTM-1076 [6] permite concluir que el látex obtenido en la región de Cimitarra se clasifica como látex natural normal preservado. Por otra parte, se observa que el contenido de material no caucho es muy elevado, esto posiblemente se debe a la presencia de suciedad proveniente de la plantación y como resultado de una mala recolección del látex en campo.
Un contenido de material no caucho elevado afecta considerablemente la calidad del látex, según la norma ASTM-1076 [6]. Por lo tanto se hace necesario considerar la inclusión de una etapa de pretratamiento del látex natural, previo al proceso de cremado, con el fin de favorecer la disminución del porcentaje de suciedad.
Estudio experimental del proceso de látex concentrado
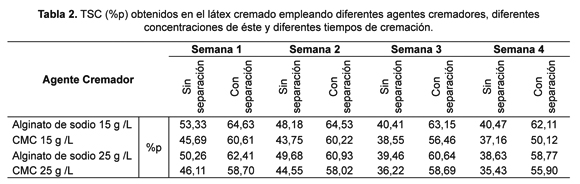
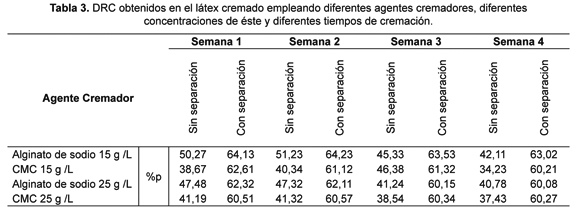
El estudio experimental se realizó de acuerdo con el plan experimental presentado anteriormente. Los criterios de comparación para definir el mejoramiento o no de la calidad del látex corresponden a los dados por las normas ASTM-1076 de un látex cremado [6]. En lo referente a este estudio, solo se comparó el TSC y el DRC entre cada uno de los ensayos. Tanto para el primer como para el segundo criterio, se seleccionaron aquellos donde el TSC y DRC son superiores, de acuerdo con la norma de calidad ASTM-1076. En las Tablas 2 y 3, las filas muestran los resultados de TSC y DRC, respectivamente, obtenidos con los dos agentes cremadores utilizados para las pruebas hechas con y separación de fases cada dos días y para los cuatro diferentes tiempos de cremado. Durante las pruebas el pH fue medido semanalmente.
La Figura 1 presenta los resultados de las pruebas realizadas sin separación de fases en función del tiempo de cremado para los dos agentes cremadores utilizados y en las dos concentraciones trabajadas. Se puede observar que el aumento del tiempo de cremado desfavorece el TSC y DRC contrario a lo que se esperaba, ya que según la literatura [5,7,10-12] el tiempo de cremado debe ser de al menos un mes para poder conseguir las concentraciones exigidas por la norma ASTM-1076 para un látex natural concentrado. La norma impone los valores de TSC y DRC los cuales deben ser de 66 y 64%p, respectivamente.
Por otra parte, se puede igualmente observar que existe un efecto negativo, y en ocasiones inexistente, de la concentración de agente cremador, principalmente el alginato de sodio, en la TSC y DRC, lo que permite concluir que no se identifica influencia de la concentración de cremador en el rango de concentración estudiado.
De manera general, el experimento que presentó el mayor valor de TSC y DRC es el realizado con alginato de sodio 15g/L durante una y dos semana de cremado, como se logra apreciar en las Tablas 2 y 3.
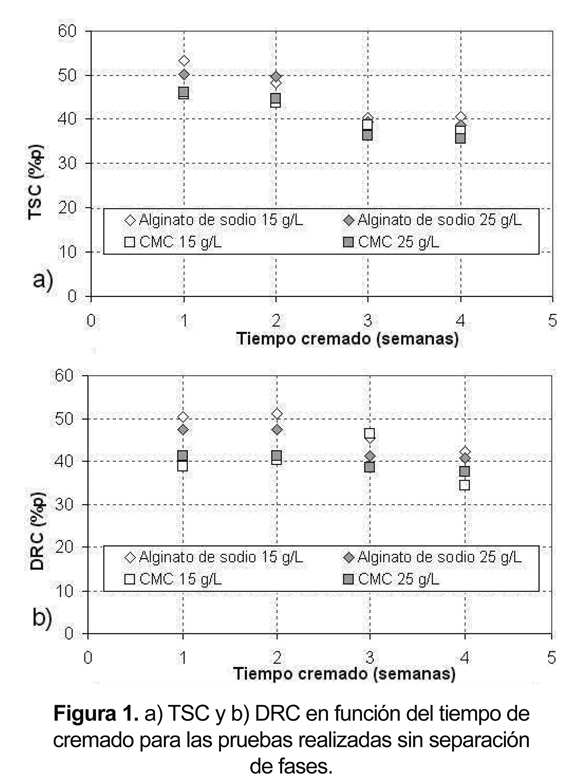
La disminución del TSC y DRC con el aumento del tiempo de cremado puede explicarse principalmente como una descomposición más que por una coagulación espontánea del látex durante el transcurso del tiempo de cremado. De acuerdo con la literatura, el látex natural comienza un proceso de putrefacción (descomposición bioquímica) cuando el pH es inferior a 9 [1,3,5,8,11,17]. Por otra parte, la literatura indica además que para que un látex se mantenga estabilizado, evitando la coagulación espontánea, es necesario mantener el pH superior a 4-5 donde se encuentra su punto isoeléctrico [6,19].
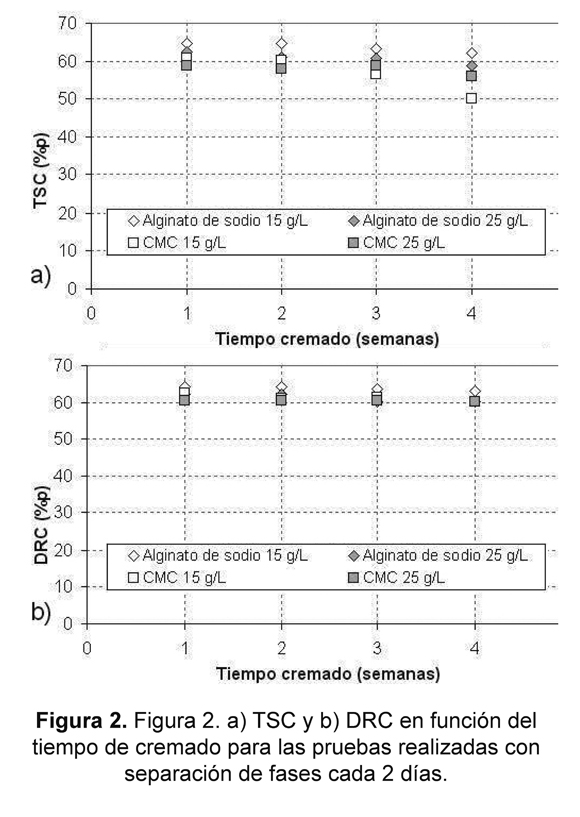
La Figura 2 muestra los resultados obtenidos de porcentaje de TSC y DRC para las pruebas realizadas con separación de fases cada dos días. A partir de la figura se puede observar que la utilización de una etapa de separación de fases en periodos de dos días, durante el tiempo de cremado permitió la obtención de los más altos valores de TSC y DRC, contrario a lo generalmente realizado y reportado en la literatura donde se sugiere un sistema clásico de cremado con una única separación de fases pasado el tiempo total de cremado [1,5,8]. Además se logró mantener casi constante el porcentaje en TSC y DRC desde tiempos de cremado de 1 semana hasta 4 semanas, principalmente para las pruebas realizadas con alginato de sodio y a concentraciones de 15g/L.
El seguimiento del pH para las pruebas sin separación de fases durante el tiempo de cremado, muestran una evolución del pH con respecto al tiempo, especialmente para los ensayos realizados con la CMC, esto en tiempos prolongados de cremado (Figura 3).
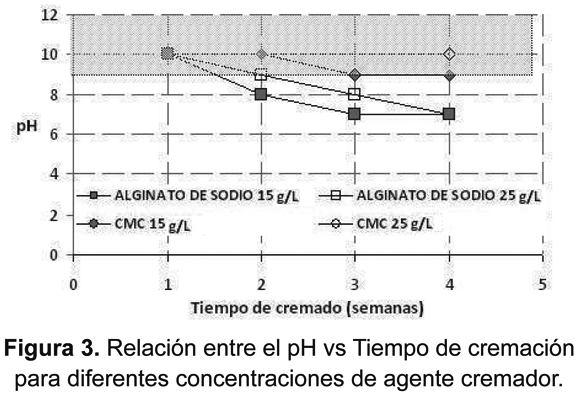
De acuerdo con la literatura, sólo los ensayos cubiertos por el cuadro gris mostrado en la Figura 3 presentan un pH por encima de 9, es decir que para estas pruebas, el látex, en proceso de cremado, tuvo menos posibilidad de sufrir descomposición o de coagulación espontánea.
Estas pruebas corresponden a las realizadas con el alginato de sodio, siendo la de menor concentración de agente cremador quien presenta la mejor estabilidad. Por otro lado, el experimento menos estable es el realizado con CMC a concentración de 25g/L, el cual presentó disminución acelerada de pH, desde la segunda semana de cremado. Confirmando el efecto nocivo de la degradación del látex (seguida con el pH) en la calidad del látex cremado medido por medio del TSC y DRC (ver Figura 1).
De acuerdo con esto, la utilización de la CMC estaría acelerando el proceso de putrefacción del caucho a diferencia de los ensayos realizados con el alginato de sodio, lo que permite pensar que la presencia de un agente cremador orgánico no es ventajoso, desfavoreciendo el proceso de cremado del látex natural.
El ensayo más estable es el realizado con alginato de sodio a concentración de 15g/L, que no presentó cambio de pH durante las cuatro semanas de cremado.
Determinación del conjunto de variables de operación que mejoran la calidad del látex cremado
Según los resultados obtenidos en los dos tipos de estudio: con y sin separación de fases, el agente cremador que presentó mejor estabilidad, conservación y porcentajes mayores de TSC y DRC es el alginato de sodio a 15g/L, con tiempos menores o iguales a 2 semanas. De acuerdo con este estudio, las condiciones de operación que mejoran el procesamiento del látex natural en látex concentrado son:
- Agente cremador: alginato de sodio.
- Concentración: 15g/L.
- Tiempo de cremado: 1 semana.
- Separación de fases: Cada 2 días.
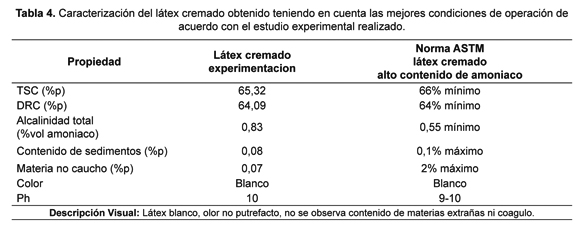
Según las especificaciones técnicas de la normas ASTM-1076, el látex obtenido clasifica como látex cremado de alto contenido de amoniaco (HA) [6]. Comparando los resultados de la caracterización del látex cremado obtenido con la caracterización del látex natural preservado y los parámetros de la norma ASTM-1076, se puede observar que los valores del TSC y DRC del látex cremado aumentaron considerablemente, aproximadamente 16% cada valor, con relación al látex natural conservado (ver Tabla 1). Además el TSC se encuentra sólo un 0,68% por debajo del valor mínimo permitido para el látex cremado. El DRC por el contrario se encuentra 0,9% por encima del valor mínimo permitido para esta variable. Con esto se observa que el porcentaje de TSC no cumple con la especificación pero se encuentra próximo al criterio exigido por la norma, por lo cual se deben hacer correcciones al proceso para aumentar el valor de esta propiedad en un 2% mínimo.
Los resultados obtenidos en estudios similares son inferiores, Ochigbo et al. [11] obtienen valores de DRC de tan sólo 60,1%p utilizando la semilla de tamarindo en polvo y de 59,1%p usando alginato de sodio, valores lejanos a los obtenidos en este estudio. La razón puede ser en la utilización de separación continua de fases durante el proceso de cremado, como se implementó en este estudio, lo que permitió una mayor estabilidad del látex durante el proceso. Igualmente los valores de Yumae et al. [18] se mantienen por debajo de los obtenidos en este estudio, ellos logran un valor de TSC y DRC de 64,33 y 63,31%p, respectivamente, utilizando como agente cremador hidroxiletilcelulosa y laurato de amonio.
De acuerdo con lo observado durante este estudio podemos concluir que la utilización de un agente cremador orgánico como la CMC no resulta viable en el proceso de cremado del látex natural ya que éste parece acelerar el proceso de descomposición del látex.
Por otra parte, los limites inferiores recomendados para la concentración de agente cremador según la literatura permiten obtener látex cremado de mejor calidad que en concentraciones más elevadas. Esto tiene grandes ventajas económicas y ambientales, puesto que por un lado disminuye los costos de operación y segundo disminuye la cantidad de compuestos inorgánicos nocivos presentes en los efluentes propios del procesamiento del látex natural.
Igualmente, se determinó por medio de este estudio que los tiempos de cremado no deben ser prolongados puesto que no permiten el mejoramiento de la calidad del látex cremado final trayendo consigo ventajas económicas importantes. En el caso de estudio, se propone un tiempo de cremado no superior de 2 semanas. Además, los resultados de este estudio ponen en evidencia la importancia de implementar una etapa de separación simultánea al proceso de cremado en el mejoramiento de la calidad del látex cremado obtenido, contrario a lo propuesto en la literatura donde se propone una etapa de separación una vez finalizado el tiempo de cremado indicado.
[1] Uribe A. Capitulo 2. Plantas productoras de Caucho. En: Aspectos técnicos en la producción de caucho Hevea. Editor Bib. Orton. Costa Rica: Editorial Instituto Interamericano de Ciencias Agrícolas; 1974. p. 6. [ Links ]
[2] Vian A. Capitulo 17. La Biosfera III: El árbol vivo como fuente de materia prima. En: Introducción a la química industrial. Ángel Vian editor. España: Editorial Reverte S.A.; 1994. p. 495-503. [ Links ]
[3] Espinal CF, Martinez Covaleda HJ, Salazar Soler M, Barrios Urrutia CA. La cadena del caucho en Colombia. Una mirada global de su estructura y dinámica 1991- 2005. Ministerio de Agricultura y Desarrollo Rural, Observatorio Agrocadenas Colombia. Disponible en: http://www.agronet.gov.co/www/docs_agronet/200511215190_caracterizacion_caucho.pdf. Acceso Mayo de 2010. [ Links ]
[4] Rojas Ruiz MC. El látex natural: Oro Blanco en un Negocio Expansivo. Revista MM. 2007;56:100-5. [ Links ]
[5] Jean Le Bras, Eloy Dorado B. Fundamentos de ciencia y tecnología del caucho. España: Editorial Gustavo Gili; 1960. [ Links ]
[6] Compagnon P, D'Auzac J. Le caoutchouc natural: biologie, culture et production. Francia: Editorial Maisonneuve & Larose; 1986. [ Links ]
[7] Gassiot Llorens J. El caucho y sus sucedáneos. España: Seix Barral Editores; 1947. [ Links ]
[8] Nauton WJ. Ciencia y Tecnología del caucho. España: Editorial Continental S.A.; 1961. [ Links ]
[9] Ochigbo SS, Lafia-Araga RA, Suleiman MAT. Comparison of two creaming methods for preparation of natural rubber latex concentrates from field latex. Afr. J. Agric. Res. 2011;6(12):2916-9. [ Links ]
[10]Yumae N, Kaesaman A, Rungvichaniwat A, Thepchalerm C, Nakason C. Novel Creaming Agent for preparation of Creamed Concentrated Natural Rubber Latex. Journal of Elastomers and Plastics, 2010;42(5):453-70 [ Links ]
[11]Annual book of ASTM standard. Standard specification for rubber concentrate, ammonia preserved, creamed and centrifuged Natural Latex. Norma D1076-88. Philadelphia, Estados Unidos: ASTM International; 1992. [ Links ]
[12]Andrade AM, Prada LA. Diseño básico de una planta procesadora de látex de caucho natural para diferentes capacidades de producción (Trabajo de grado) Bucaramanga, Colombia: Universidad Industrial de Santander; 2005. [ Links ]
[13]Heveatex Guatemala, S.A. (Sitio en internet). Disponible en: www.clavellinas.com. Acceso Mayo de 2010. [ Links ]
[14]Cherian E, Jayachandran K. Microbial Degradation of Natural Rubber Latex by a novel Species of Bacillus sp. SBS25 isolated from Soil. Int. J. Environ. Res. 2009;3(4):599- 604. [ Links ]
[15]Rose K, Steinbüchel A. Biodegradation of Natural Rubber and Related Compounds: Recent Insights into a Hardly Understood Catabolic Capability of Microorganisms. Appl. Environ. Microbiol. 2005;71(6):2803-12. [ Links ]
[16]Spence D, Van Niel CB. Bacterial Decomposition of the Rubber in Hevea Latex. Ind. Eng. Chem. 1936;28(7):847-50. [ Links ]
[17]Universidad Industrial de Santander. Estudio para mejorar el proceso de beneficio del látex del caucho natural producido en Santander, Bucaramanga, Colombia, 2000. [ Links ]
[18]Riyajan S.A, Santipanusopon S. Influence of ammonia concentration and storage period on properties field NR latex and skim coagulation. KGK Kautschuk Gummi Kunststoffe. 2010;63(6):240-250. [ Links ]
[19]Mausser RF. Latex and Foam Rubber. En: Rubber Technology. Maurice Morton editor. Dordrecht, Netherlands: Editorial Kluwer Academic Publishers; 1999. p. 524. [ Links ]
