










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkRevista ION
versão impressa ISSN 0120-100X
Rev. ion vol.26 no.1 Bucaramanga jan./jun. 2013
de palma usando catalizadores comerciales tipo NiMo/γ-Al2O3
Mónica Guzmán Castillo1*; Viatcheslav Kafarov1; Alexander Guzmán2; Laura Garzón2
1 Escuela de Ingeniería Química. Universidad Industrial de Santander, Cra. 27 Calle 9,
Bucaramanga, Colombia
*monicaguzmanc@gmail.com
2 Instituto Colombiano del Petróleo, Km 7 autopista a Piedecuesta,Colombia
Fecha Recepción: 29 de agosto de 2012
Fecha Aceptación: 05 de junio de 2013
Catalizadores bimetálicos comerciales NiMo/γ-Al2O3 fueron utilizados para el hidroprocesamiento de aceite crudo de palma (ACP) en una unidad de planta piloto, a presión de 90MPa, velocidad espacial de 2h-1 y temperatura entre 413-533K. Los resultados experimentales muestran que la distribución de productos está fuertemente controlada por la temperatura de reacción mostrando que a una temperatura entre 473 y 533K, se incrementa la cantidad de ésteres cerosos presentes en el producto final, modificando propiedades tales como penetración y punto de fusión, las cuales también fueron evaluadas.
Los rendimientos obtenidos y la variación en las propiedades del producto final se atribuyeron a la proporción de reacciones de saturación de triglicéridos (TG), hidrogenólisis de TG, saturación de ácidos grasos, saturación de alcoholes grasos y esterificación, entre otras.
Palabras clave: hidroprocesamiento, triglicéridos, ésteres cerosos, ceras.
NiMo/γ-Al2O3 catalysts
Bimetallic NiMo/γ-Al2O3 catalysts were used for crude palm oil (CPO) hydroprocessing in a pilot plant unit, at pressure 90MPa, LHSV 2h-1 and temperatures between 413-533K. Experimental results show the product distribution is strongly driven by temperature and at temperatures between 473 and 533K increasing the amount of wax esters in the final product, modifying properties such as penetration and melting point, which were also evaluated.
Yields and properties of the final product were attributed to the ratio between reactions of trialcylglicelrols (TAG) saturation, TAG hydrogenolysis, fatty acid saturation, fatty alcohols saturation and esterification.
Keywords: hydroprocessig, triacylglicerols, wax esters, waxes.
El hidrotratamiento de aceites vegetales es una alternativa para la producción de diésel renovable, mediante la conversión de los triglicéridos presentes hasta n-alcanos en el rango de diésel. El proceso ha sido patentado en los últimos años por varias compañías y comercialmente demostrado por la compañía finlandesa Neste Oil [1,2]. Su aceptación ha venido creciendo debido a que el combustible obtenido tiene, entre otras ventajas, un mayor índice de cetano, mayor capacidad calorífica y mejor comportamiento de flujo en frío que el biodiésel producido por transesterificación [3]. Además de que por ser un proceso existente en las refinerías, ofrece la posibilidad de coprocesar el aceite con una baja inversión [4,5].
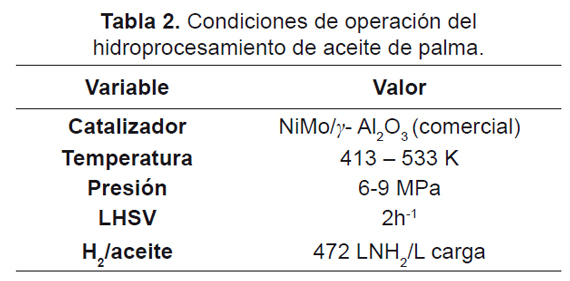
Generalmente, se utilizan catalizadores de Mo o W soportados sobre γ-Al2O3 promovidos por Ni o Co a temperaturas entre 533-623K, presiones entre 3-9MPa y velocidades espaciales entre 1,2 y 5h-1 [6-14].
Bajo estas condiciones, se logra la saturación de los ácidos grasos insaturados presentes en los triglicéridos y la remoción del oxígeno.
La desoxigenación se puede llevar a cabo por tres rutas: (i) hidrodesoxigenación (HDO. (ii) descarboxilación (HDC) y (iii) descarbonilación (DC) [4], sin embargo, algunos autores incluyen dentro de sus mecanismos sólo las dos primeras reacciones.
Mediante la HDO se producen n-alcanos con el mismo número de carbonos que la cadena original, típicamente 16 o 18 y como subproductos principalmente agua y propano. Por su parte, la ruta de HDC produce hidrocarburos con número impar de átomos de carbono, uno menos que el ácido graso de origen, generalmente 15 o 17 y CO, CO2 y propano como subproducto. Finalmente, la DC produce hidrocarburos con número impar de átomos de carbono y CO, H2 y propano, como subproductos.
La selectividad hacia las diferentes rutas de desoxigenación, ha sido estudiada por varios autores. Kubicka D. et al. [14] reportaron información sobre el efecto de la composición de la fase activa del catalizador, indicando que con catalizadores bimetálicos se obtienen rendimientos más altos de hidrocarburos en el rango de diésel que con los monometálicos a una conversión dada, siendo el producto una mezcla de hidrodesoxigenados y descarboxilados. Mientras que con Ni/γ-Al2O3 se obtienen sólo productos descarboxilados y con Mo/γ-Al2O3, se obtienen casi exclusivamente hidrocarburos hidrodesoxigenados.
Por su parte, Guzmán A. et al. [15], estudiaron el efecto de la presión (1,5-9MPa), y el time-on-stream (1-14h), en el hidroprocesamiento de aceite de palma crudo a 623K sobre catalizadores comerciales de hidrotratamiento. Se observa que las relaciones C17/C18 y C15/C18 disminuyen con la presión de reacción, lo que a su vez sugiere una disminución en la selectividad hacia las rutas de descarboxilación y descarbonilación.
Dentro de los productos de reacción obtenidos a bajas presiones, Guzmán A. et al. [15] reportan en el producto líquido, además de la presencia de n-alcanos, compuestos tales como octadecanol, hexadecanol y ésteres cerosos tales como hexadecanoato de octadecilo y octadecanoato de hexadecilo.
Huber G.H. et al. [4] en su trabajo sobre procesamiento de mezclas de gasóleo pesado de vacío y aceite de girasol observaron al operar a bajas severidades (350°C, LHSV 17,5h-1), la formación de ceras, lo cual reportan como un problema operacional que produce el taponamiento de reactor.
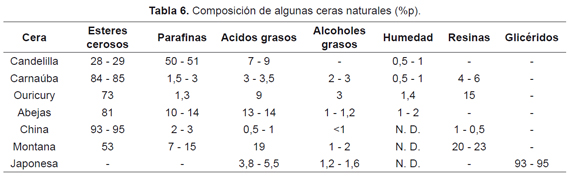
La identificación de la composición de las ceras formadas por parte de Guzmán A. et al. [15] es un resultado interesante ya que este tipo de ésteres cerosos con cadenas carbonadas C32-C36 son similares a los presentes en las ceras vegetales y animales, las cuales son ampliamente usadas como materia base en cosméticos, productos farmacéuticos, lubricantes, embalaje de alimentos, velas, adhesivos, aditivos en polímeros, fertilizantes y recubrimientos de madera, entre otros.
Estas industrias han sido tradicionalmente abastecidas por las ceras parafínicas derivadas del petróleo, pero en los últimos años, se ha detectado un descenso en su suministro, debido a la disminución de las reservas de crudos parafínicas que en el caso de Colombia se espera que sea del 50% entre 2010 y 2020 [16], y a los nuevos esquemas de refinación que buscan maximizar el rendimiento de productos con mayor valor agregado; un ejemplo es el cambio de la tecnología de descerado con Metal Etilo Cetona (MEC) al descerado por hidroisomerización, con el fin de producir aceites lubricantes del grupo II de alta calidad [17]. Esto aunado a las deficientes propiedades de las ceras parafínicas para aplicaciones que requieran certificaciones especiales de biocompatibilidad y toxicidad, como es el caso de la industria cosmética, farmacéutica y de embalaje de alimentos, al elevado costo y escasez de las ceras naturales que podrán satisfacer la demanda de estas industrias y a la diversificación de los usos de las ceras, ha generado fuerte necesidad y demanda de ceras naturales.
Este trabajo estudia el hidrotratamiento de aceite de palma en un rango de temperatura inferior a la requerida para la conversión hasta n-alcanos (413-533K), favoreciendo la selectividad hacia las rutas de desoxigenación e incrementando el rendimiento de ésteres cerosos.
La hidrogenación del aceite crudo de palma se llevó a cabo utilizando un catalizador comercial NiMo/γ- Al2O3, de forma trilobular, longitud y diámetro promedio de 4,1 y 1,8mm, respectivamente.
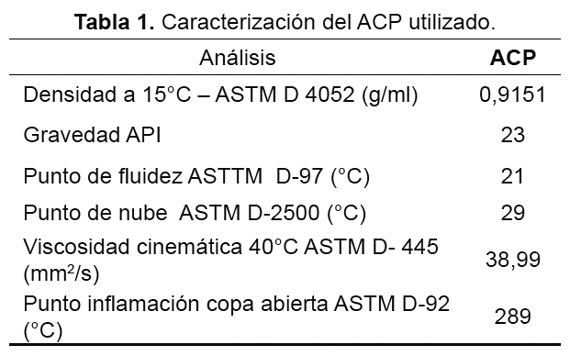
Se utilizó un aceite crudo de palma cuyo perfil de triglicéridos es 43%p de tripalmitina y 45%p de trioleína y 12%p de trilinoleína, y cuyas propiedades se presentan en la Tabla 1.
Las medidas de actividad de los catalizadores se llevaron a cabo en una unidad piloto ubicada en el Instituto Colombiano del Petróleo (ICP-Ecopetrol). La unidad cuenta con un reactor tipo trickle bed de diámetro interno 1,9cm y 73,64cm de longitud. La activación se realizó in situ con una mezcla de dimetil disulfuro (DMDS) en diésel (5%p DMDS) [18].
Debido a que el aceite es sólido a temperatura ambiente fue necesario precalentarlo para poderlo introducir al sistema de reacción (Trickle bed reactor). El producto obtenido después de ser separado fue analizado por cromatografía de gases acoplada a espectrometría de masas (GC - MS) teniendo la precaución de mantener por encima de 50°C los recipientes y las líneas de recolección del producto líquido puesto que se solidifica a temperaturas inferiores a ella.
Las muestras de producto líquido se inyectaron al cromatógrafo de gases Agilent 6890, acoplado a un detector de espectrometría de masas con tranformada de Fourier FTLA2000-154 (ABB Analytical), donde los compuestos eluídos fueron fragmentados por bombardeo con electrones. Los diferentes iones asi formados fueron separados en función de su relación masa/carga (m/z). Los fragmentogramas o espectros de masas de cada uno de los picos eluídos bajo las condiciones del análisis cromatográfico, y método de fragmentación (bombardeo con electrones), se compararon con los espectros de masas de compuestos conocidos, almacenados en las librerías NIST MS Search 2.0 Librarian (mainlib, replib, nistri, nistmsms) y obtenidos por la misma técnica de ionización y fragmentación.
Los compuestos más pesados, que no se analizaron por espectrometría de masas, debido a su menor volatilidad, fueron identificados por comparación con los tiempos de retención de los componentes de las mezclas usadas como patrón (estearina hidrogenada de palma y aceite crudo de palma), corridas bajo las mismas condiciones cromatográficas y cuya composición básica y perfil de elución son conocidos. Para este análisis se utilizó una columna capilar DB-5HT Agilent Technologies, para análisis GC a alta temperatura. El método de elución utilizado fue el descrito en la ASTM D-6584 para determinación de glicerina, mono-, di-, y triacilgliceroles en biodiésel.
Los resultados de distribución de productos se dan en porcentajes de área (área del compuesto analizado/ área total del cromatograma), puesto que para los compuestos analizados, sólo en algunos casos son equivalentes el %área y el %p. Las muestras de producto líquido obtenidas, las cuales son sólidas a temperatura ambiente, se caracterizaron mediante las técnicas de determinación del punto de fusión en ceras D87 e índice de yodo, con el fin de determinar el grado de saturación del producto y cuyo valor corresponde a los gramos de Yodo consumidos por 100g de la sustancia analizada. Además se utilizó la penetración en ceras D 1321-(10) que ofrece una medida relativa de la dureza de una cera.
La técnica mide la profundidad de penetración de una aguja de dimensiones estándar, los resultados mostrados se obtuvieron utilizando un penetrómetro Koehler.
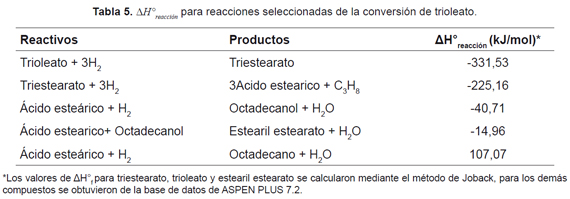
Para el análisis de resultados se calcularon los valores de ΔH°reacción para algunas de las reacciones de conversión de trioleína, Sin embargo debido a que no están disponibles los valores de ΔH°f para trioleína, triestearina y estaril estearato; dichos valores se calcularon mediante el método de Joback (Ecuación 1).

Los valores de los parámetros de contribución se muestran en la Tabla 3.

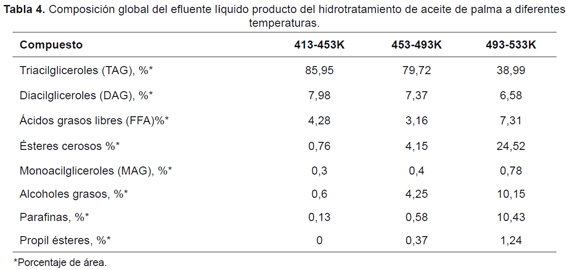
En la Tabla 4, se resume la composición general del producto sólido a temperatura ambiente obtenido bajo las condiciones de reacción mencionadas en el apartado de metodología. Los compuestos mostrados en la Tabla 4 representan entre el 95 y el 98% del producto total.
Esta distribución de productos, se ajusta a un esquema de reacción similar al propuesto por Huber GH et al. [4].
Los valores de ΔH°reacción para algunas de las reacciones mencionadas en la Figura 1 se muestran en la Tabla 5.
En la Tabla 4 se observa que cerca del 86%área del producto obtenido a temperaturas entre 413 y 453K está constituido por triglicéridos y el 12%área corresponde a diglicéridos y ácidos grasos, luego en éste rango de temperatura, el hidrógeno alimentado es consumido en la saturación de los triglicéridos y la conversión de diglicéridos y ácidos grasos, estas reacciones son exotérmicas, por lo que se ven favorecidas en este rango de temperaturas, a diferencia de la reacción de esterificación que es débilmente exotérmica la reacción de hidrodesoxigenación que es endotérmica (Tabla 5) y por ende se ven favorecidas al incrementar la temperatura de reacción.

En el rango de 453-493K, los rendimientos de ésteres cerosos y alcoholes grasos aumentaron en un 7%, aproximadamente, a expensas del rendimiento a tri- y diglicéridos y del rendimiento de ácidos grasos libres cuyo contenido se redujo levemente, indicando que bajo estas condiciones tiene lugar la saturación de ácidos grasos libres a alcoholes grasos.
Por su parte, el bajo contenido de parafinas evidencia que en este rango de temperaturas tampoco hay una presencia notable de reacciones de desoxigenación. Sólo cuando la temperatura se modificó en el rango entre 493 y 533K se observó un incremento importante en el contenido de parafinas de alrededor del 10%, lo que era esperado puesto que son temperaturas más cercanas a las del proceso de producción de green diesel, el cual generalmente se lleva a cabo a temperaturas entre 543 y 723K y presiones entre 3,5 y 9,0MPa. Los trabajos disponibles en la literatura sobre hidrotratamiento de aceites consultada están orientados a la producción de n-alcanos en el rango de diesel, por lo tanto no reportan resultados para temperaturas inferiores a 270°C. Smejkal Q. et al. [19] reportan que mediante hidrotratamiento de aceite de colza 583K, 7 MPa y WHSV 1h-1 utilizando catalizadores NiMo/γ-Al2O3 obtienen conversiones a n-alcanos cercanas al 100% obtenidos principalmente (80%) por la ruta de hidrodesoxigenación.
Por su parte Huber GH et al. [4], quienes estudiaron el hidrotratamiento de mezclas gasóleo de vacío con aceite de girasol obtuvieron mediante hidrotratamiento de un mezcla de 50% de aceite y 50% de gasóleo usando el mismo tipo de catalizador a 583K, 5MPa y LHSV 5,2h-1, obtuvieron rendimientos a n-alcanos cercanos al 15%, de estos resultados y los presentados en este trabajo se observa que la disminución en la severidad del hidrotratamiento, ya sea por disminución de la temperatura o la presión o aumento de la velocidad espacial, disminuye drásticamente las reacciones de desoxigenación.
En el rango de 493-533K los rendimientos a ésteres cerosos también aumentaron significativamente alcanzando valores cercanos al 25%área, lo que indica que a esta temperatura también se favorecen las reacciones de formación de alcoholes grasos y las reacciones de esterificación, que son ligeramente exotérmicas como se observa en la Tabla 5, como se esperaría que a temperaturas más altas se favorezca la desoxigenación hasta n-alcanos y el rendimiento a ésteres cerosos disminuya nuevamente.
Si realizamos una comparación de la composición del producto obtenido entre 493-533K con la composición promedio reportada para ceras de origen vegetal (Tabla 1), se observa que las ceras de carnaúba, ouricury, abejas, china, montana, tienen contenidos de ésteres cerosos superiores al 73%, lo que sugiere que un incremento en el contenido de este compuesto graso conduciría a una composición más cercana a la de algunas de las ceras naturales más usadas y por ende a propiedades físicas similares.
En las Figuras 2, 3 y 4 se presentan los resultados de la evaluación del efecto de la temperatura en algunas propiedades como el índice de yodo, la penetración y el punto de fusión las cuales fueron evaluadas con el fin de estimar las potenciales aplicaciones del producto obtenido.



En la Figura 2, observamos que el índice de yodo de los productos obtenidos disminuye con el incremento de la temperatura en el rango de 413-533K, como consecuencia de la hidrogenación de los dobles enlaces de los ácidos grasos insaturados. Por la misma razón, el punto de fusión se incrementa al aumentar la temperatura hasta 483K (Figura 4), sin embargo entre 493 y 533K, el punto de fusión disminuye debido a la presencia de compuestos grasos más ligeros como es el caso de las parafinas, alcoholes y ácidos grasos libres.
Por otra parte, la penetración (Figura 3) disminuye con el incremento de la temperatura en el rango de 423 a 533K, lo que implica que un aumento en la temperatura de hidrotratamiento, está asociado con una mayor dureza en el producto final, que a su vez está relacionada con el grado de saturación y probablemente contenido de ésteres cerosos, cuyo rendimiento tiene el mayor incremento en el rango de temperaturas analizado.
Al comparar los valores de las propiedades medidas para la muestra hidrotratadas con los reportados en la literatura para algunas ceras de origen natural (Tabla 7) se observa que el punto de fusión de la cera obtenida mediante hidrotratamiento, en el mejor de los casos, es cercano al de la cera Japonesa, la cual difiere en composición de los demás tipos de cera presentados y tiene aplicaciones bastante limitadas, por tanto, sería necesario el uso de aditivos o modificaciones en la composición que posibiliten un incremento en la temperatura de fusión, si éste es un parámetro excluyente para determinada aplicación.
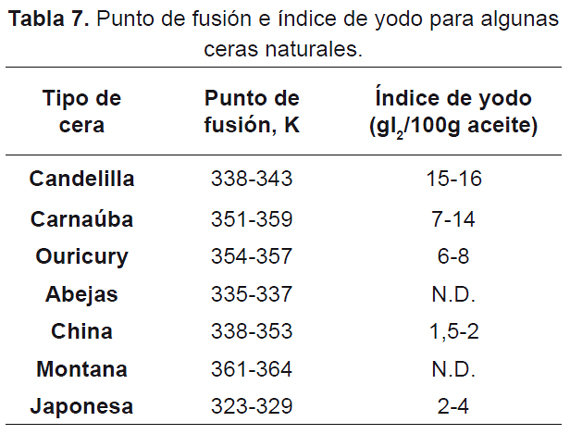
Respecto al índice de yodo se observa que las ceras de candelilla y carnaúba, las cuales son ampliamente utilizadas en diferentes aplicaciones, tienen grados de insaturación mayores respecto a los observados en la cera obtenida mediante hidrotratamiento en el rango de 460-533K, lo que implica una mayor fragilidad en el producto final y también podría limitar sus potenciales aplicaciones.
Se observó que existe una fuerte dependencia entre la temperatura de hidrotratamiento de aceite de palma y el rendimiento a ésteres cerosos, encontrándose un óptimo entre 493 y 533K. En general, existe una fuerte dependencia entre la severidad del proceso de hidrotratamiento y la distribución de los productos.
El producto sólido obtenido a partir del hidrotratamiento de aceite de palma sobre catalizadores comerciales NiMo/γ-Al2O3, de acuerdo a las propiedades evaluadas es susceptible de ser usado como reemplazo de las ceras naturales en determinadas aplicaciones.
A 483K se observaron valores máximos para el punto de fusión y dureza del producto y el mínimo valor para el índice de yodo de las muestras sólidas analizadas, lo que sería deseable para la implementación comercial, a pesar de que el rendimiento a ésteres cerosos no está en su valor máximo, dentro de los resultados analizados.
Los autores agradecen a Ecopetrol S.A. y a la Universidad Industrial de Santander.
[1] Murzin D, Kubickova I, Snare M, Maki-Arvela P, Myllyoja J. Method for the manufacture of hydrocarbons. US Patent Application 0161032 A1. 2006 Jul 20. [ Links ]
[2] Duarte FA, Nogueira WS, Ferreira AE, Lowe L, and Gomes JR. Vegetable oil hydroconversion process. US Patent Application 0186020 A1. 2011 Ago 24. [ Links ]
[3] Knothe G. Biodiesel and renewable diesel: A comparison. Prog. Energy Combust. Sci. 2010;36(3):364-73. [ Links ]
[4] Huber GH, O'Connor P, Corma A. Processing biomass in conventional oil refineries: Production of high quality diesel by hydrotreating vegetable oils in heavy vacuum oil mixtures. Appl. Catal., A. 2007;32:120-9. [ Links ]
[5] Lappas AA, Bezergianni S, Vasalos IA. Production of biofuels via co-processing in conventional refining processes. Catal. Today. 2009;145(1-2):55-62. [ Links ]
[6] Masita M, Thushara KH, Zahira Y, Yogesh CS, Kamaruzzaman S. Overview on the production of paraffin based-biofuels via catalytic hydrodeoxygenation. Renew. and Sust. Energy Rev. 2013;22:121-32. [ Links ]
[7] Sebos I, Matsoukas A, Apostolopoulos, Papayannakos V. Catalytic hydroprocessing of cottonseed oil in petroleum diesel mixtures for production of renewable diesel. Fuel. 2009;88(1):145-9. [ Links ]
[8] Choudhary TV, Phillips CV. Renewable fuels via catalytic hydrodeoxygenation, Appl. Catal., A. 2011;397(1-2):1-12. [ Links ]
[9] Petry JA, Marker L. Production of diesel fuel from biorenewable feedstocks. US Patent No.7,511,181 B2. 2009 Mar 31. [ Links ]
[10] Kokaye TP, Gosling C, Faraci G, Perego C. Green diesel production from vegetable oil. En: 10th Topical Conference on Refinery Processing; 2007 Abr 23-27; Houston, Estados Unidos. [ Links ]
[11] Kubicka D, Kalucka L. Deoxygenation of vegetable oils over sulfided Ni, Mo and NiMo catalysts. Appl. Catal., A. 2010;372(2):199-208. [ Links ]
[12] Voll F, da Silva C, Rossi C, Guirardello R, de Castilhos F, Vladimir J and Cardozo- Filho L. Thermodynamic analysis of fatty acid esterification for fatty acid alkyl esters production. Biomass Bioenergy. 2011;35(2):781-8. [ Links ]
[13] Donnis B, Egeberg R, Blom P, Knudsen K. Hydroprocessing of bio-oils and oxygenates to hydrocarbons. understanding the reaction routes. Top. Catal. 2009;52:229-40. [ Links ]
[14] Kubicka D and Horacek J. Deactivation of HDS catalysts in deoxygenation of vegetable oils. Appl. Catal., A. 2011;394:9-17. [ Links ]
[15] Guzmán A, Torres JE, Prada LP and Nuñez ML. Hydroprocessing of crude palm oil at pilot plant scale. Catal. Today. 2010;156:38-43. [ Links ]
[16] Ecopetrol S.A. Archivo balance de crudo para portafolio escenario alto. Bogotá D. C., Colombia; 2010. [ Links ]
[17] American Fuel and petrochemical manufacturers. Wax facts 2010. Washington D.C, Estados Unidos; 2011. [ Links ]
[18] Jimenez F, Kafarov V, Nuñez M. Modeling of industrial reactor for hydrotreating of vacuum gas oils. Simultaneous hydrodesulfurization, hydrodenitrogenation and hydrodearomatization reactions Chem. Eng. J. 2007;134:200-8. [ Links ]
[19] Smejkal Q, Smejkalova L, Kubicka D. Thermodynamic balance in reaction system of total vegetable oil hydrogenation. Chem. Eng. J. 2009;146:155-60. [ Links ]
