










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista ION
Print version ISSN 0120-100X
Rev. ion vol.26 no.2 Bucaramanga July/Dec. 2013
de ultrasonido en un sistema de flujo continuo para
la reducción de viscosidad de crudo pesado
Juan Carlos Díaz Alvarez1*; Ramiro Martínez Rey2; Edgar Javier Patiño Reyes3**;
Rigoberto Barrero Acosta3
1 Grupo de Investigación Modelamiento de Procesos de Hidrocarburos - GMPH. Universidad Industrial de Santander, Cra 27 Cl 9, Bucaramanga, Santander.
*diaz.alvarez.carlos@gmail.com
2 Escuela de Ingeniería Química. Universidad Industrial de Santander, Cra 27 Cl 9, Bucaramanga, Santander.
3 Ecopetrol S.A - Instituto Colombiano del Petróleo, A.A. 4185
**edgar.patino@ecopetrol.com.co
Fecha Recepción: 23 de julio de 2013
Fecha Aceptación: 22 de octubre de 2013
El transporte de crudos pesados a través de oleoductos es muy difícil debido a su alta viscosidad y baja movilidad. Actualmente, el ultrasonido de alta intensidad está siendo explorado como una nueva alternativa potencial para reducir la viscosidad de los crudos pesados y facilitar el transporte por tubería. En este trabajo se estudia los efectos de la energía ultrasónica sobre la viscosidad de un crudo pesado. Esto se realiza mediante un estudio experimental sistemático en un sistema de flujo continuo a escala piloto, en el cual se analiza la influencia de variables de proceso, como temperatura del tratamiento (308 y 319K), tiempo de exposición (5,66 y 16,98s) e intensidad sónica (170-250 y 400-680kW/m2) sobre la viscosidad. El estudio reveló que la temperatura del tratamiento en el intervalo estudiado no tiene un efecto significativo en el rendimiento de las vibraciones ultrasónicas para reducir la viscosidad del crudo pesado. Por otro lado, se encontró que el incremento del tiempo de exposición favorece la reducción de la viscosidad, y la intensidad sónica en los niveles establecidos tiene un efecto favorable o desfavorable dependiendo de la magnitud del tiempo de exposición. Esta investigación representa un avance importante en la aplicación industrial de la tecnología de ultrasonido que se encuentra en desarrollo, ya que se genera por primera vez información relevante acerca de la efectividad de un proceso continuo de tratamiento ultrasónico a escala piloto para reducir la viscosidad de un crudo pesado.
Palabras clave: transporte crudos pesados, ultrasonido, cavitación acústica, mejoramiento de residuos de vacío.
continuous flow system for viscosity reduction of heavy crude oil
The transportation of heavy crude oils through pipelines is very hard due to their high viscosity and low mobility. Nowadays, high intensity ultrasound is being explored as a new potential alternative to reduce the viscosity of heavy crude oils and facilitate the transport by pipeline. This work studies the effects of ultrasonic energy on the viscosity of heavy crude oil. This is done through a systematic experimental study in a pilot scale continuous flow system, in which the influence of process variables such as treatment temperature (308 y 319K), exposure time (5.66 y 16.98s), and sonic intensity (170-250 y 400-680kW/m2) is analyzed. The study revealed that the treatment temperature in the proven range has not a significant effect in the efficiency of ultrasonic vibrations to reduce the heavy crude viscosity. On the other hand, it was found that the increase of exposure time favors the viscosity reduction. It also observed that sonic intensity in the established levels has an effect favorable or unfavorable depending of the exposure time magnitude. This investigation represents an important advance in the industrial application of ultrasound technology, since it is the first study that shows essential information about the effectiveness of a continuous ultrasonic treatment process to reduce the viscosity of heavy crude oil.
Keywords: heavy crude oils transportation, ultrasound, acoustic cavitation, vacuum residue upgrading.
En las últimas dos décadas, los crudos pesados y extrapesados están siendo visualizados como una fuente de energía alterna, debido a la declinación en la producción de crudos livianos y al incremento en la demanda de energía [1-3]. Pero históricamente, la demanda de esta clase de crudo ha sido marginal debido a su alta viscosidad y composición química compleja, que dificultan y hacen costoso las etapas de producción, transporte y refinación. El transporte de crudo a través de tuberías es el método más conveniente y económico para la evacuación del crudo y sus productos. No obstante, el transporte de crudo pesado y extrapesado por este medio es muy difícil debido a su alta viscosidad y baja movilidad. La baja gravedad API (crudo pesado < 20°API, extrapesado < 10°API) y la alta viscosidad (103 - 106cP) que caracterizan a este tipo de crudos está asociado a la presencia de altas concentraciones de asfaltenos y resinas, así como de una baja proporción relativa de componentes de bajo peso molecular y fracciones livianas [4]. Además, pueden tener también altos contenidos de azufre, nitrógeno, sales, y metales como níquel y vanadio [5].
Actualmente, para mejorar la manipulación del crudo pesado la industria tiene a disposición ciertas tecnologías que se orientan a reducir la viscosidad (calentamiento, mejoramiento, dilución, emulsiones inversas) y la fricción entre la superficie de la tubería y el fluido (flujo anular, reductores de fricción). Pero cada una de estas alternativas posee varios inconvenientes que se manifiestan en un aumento en los costos de capital y operación, o la imposibilidad de ser usadas debido a limitaciones tecnológicas [5,6]. En consecuencia, los investigadores se están viendo presionados fuertemente a desarrollar nuevas alternativas para reducir la viscosidad de los crudos pesados y facilitar el transporte por tubería. Dentro de las nuevas alternativas que se contemplan para reducir la viscosidad, el ultrasonido (ondas acústicas o de presión) ha generado gran atención en la industria del petróleo debido a que las vibraciones mecánicas tienen el potencial de realizar cambios físicos y químicos en el medio a través del cual éstas se propagan. Las alteraciones pueden ir desde un simple fenómeno de agitación turbulenta en un fluido, hasta modificaciones en la estructura, morfología y composición de los materiales que son sometidos a este tipo de vibraciones [7-9].
La clase de ultrasonido usado en estas aplicaciones está conformado por ondas acústicas de alta energía (alta amplitud y baja frecuencia) conocido de forma general como "ultrasonido de alta intensidad". También, a nivel de la literatura este concepto se conoce con otras palabras como, energía ultrasónica, sonicación y cavitación acústica. Esta clase de energía es transmitida al medio a través de un contacto directo entre el fluido y una punta metálica (Probe) que vibra longitudinalmente en frecuencias superiores al límite audible humano (f>20kHz). El proceso de suministro de energía ultrasónica se realiza a través de dos etapas consecutivas. Esto inicia con un generador que transforma una línea de voltaje estándar (50/60Hz) a energía eléctrica de alta frecuencia. Posteriormente, este voltaje es aplicado a un transductor electromecánico que convierte la energía eléctrica en vibraciones mecánicas. Finalmente, estas vibraciones son amplificadas y transmitidas al líquido como ondas ultrasónicas que consisten en ciclos de compresión (incremento en la presión local) y rarefacción (disminución en la presión local) [10,11].
La energía ultrasónica puede activar varios mecanismos para promover efectos sobre el medio, pero los mecanismos involucrados no son siempre conocidos o comprendidos. Hasta ahora, la mayoría de los investigadores están de acuerdo en que el fenómeno llamado cavitación acústica es el responsable de la mayoría de los efectos físicos y químicos observados [7,12]. Este fenómeno es definido como la formación, crecimiento y colapso de microburbujas cuando un líquido es sometido a ultrasonido [13-14]. La implosión violenta de las burbujas es la etapa final y más importante de la cavitación acústica, debido a que genera condiciones inusuales de alta temperatura y presión en regiones microscópicas con tiempos de vida muy cortos [15-17]. Algunos autores afirman que este fenómeno tiene el potencial de mejorar las velocidades de reacción debido a la formación de radicales libres y ruptura de enlaces [18-21].
La energía ultrasónica ha sido ampliamente usada a lo largo de la historia en una variedad de aplicaciones, incluyendo homogenización y ruptura de células, dispersión de pigmentos en pinturas, limpieza de superficies y otros. Pero recientemente, se ha generado un gran interés en el uso de ultrasonido en los campos de la química orgánica, inorgánica y petroquímica, especialmente en el mejoramiento de las propiedades fisicoquímicas de las fracciones pesadas del petróleo. Lin y Yen [12] evaluaron el ultrasonido como un proceso alternativo de mejoramiento de fracciones pesadas del petróleo, principalmente a través de la conversión o degradación de asfaltenos hacia fracciones de saturados, aromáticos y resinas en condiciones de presión atmosférica y temperatura ambiente. Los resultados mostraron una reducción en el contenido de asfaltenos de 7,5% para un tiempo de tratamiento de 60min. Con la combinación de cavitación acústica, surfactante y un donador de hidrógeno (H2O2), lograron una reducción más profunda del 35% por un periodo de tratamiento de 15min. Chakma y Berruti [11] presentaron el primer estudio acerca del efecto de las vibraciones ultrasónicas sobre la viscosidad de crudos extrapesados, en particular en el bitumen Athabasca y mezclas Bitumen-solvente por diferentes periodos de tiempo (10, 30, 60min). Los resultados mostraron que el bitumen puro presentó una reducción en la viscosidad del 12%, mientras en el caso de mezclas bitumen-tolueno solamente se logró una reducción del 3-4%.
Gopinath et al. [10] investigaron en detalle los efectos del tratamiento ultrasónico sobre la degradación de un Gas Oil pesado (HGO) proveniente del bitumen Athabasca sin el uso de aditivos. El resultado más importante e interesante de este trabajo fue la identificación de hidrocarburos livianos de baja volatilidad durante el tratamiento, como: metano, etano, etileno y propileno. Ajay Kumar et al. [22] investigaron la degradación de residuos de petróleo crudo en tolueno en un reactor ultrasónico a diferentes tiempos de reacción (10- 90min). El estudio reveló que el contenido de asfaltenos en la muestra tratada disminuyó en 40-48% resultando en la generación de productos más livianos, y la viscosidad presentó un descenso alrededor del 20-25%. Además, se presentaron ligeras variaciones en la gravedad API (desde 4,8 a 5,2), punto de fluidez (desde 57 a 51°C), relación atómica C/H (desde 8,39 a 8,12), y contenido de azufre (desde 5,77 a 5,71%p). Mousavi et al., [23] estudiaron el efecto del ultrasonido sobre las propiedades reológicas de crudos asfalténicos para diferentes intervalos de tiempo (5-240min). Los autores observaron un aumento en la viscosidad y en el valor del esfuerzo del límite elástico para las muestras tratadas. Además, los análisis reológicos indicaron que la relación (valores de módulo viscoso/ valores de módulo elástico) es menor a medida que se incrementa el tiempo del tratamiento, lo cual implica que el crudo se comporta más elásticamente, haciendo más difícil su manipulación. Es importante mencionar que éste ha sido uno de los pocos trabajos donde se observó un comportamiento inesperado que va en sentido contrario a lo encontrado en los estudios anteriores [11,22].
Sobre las bases de la evidencia experimental mostrada anteriormente, se puede manifestar que la energía ultrasónica podría ser usada efectivamente para reducir la viscosidad de fracciones pesadas del petróleo. No obstante, es importante mencionar que los estudios reportados han evaluado la efectividad del ultrasonido y sus efectos a escala de laboratorio en condiciones de operación batch. Otro de los puntos importantes a mencionar, es que el número de trabajos reportados donde se utiliza crudos pesados como alimento son muy escasos. Además, existe un alto grado de incertidumbre en cuanto a la efectividad de esta tecnología, debido a que se ha reportado resultados favorables y desfavorables hacia la reducción de la viscosidad. Por tal razón, es necesario ampliar la información referente a los efectos ultrasónicos sobre las propiedades fisicoquímicas de los crudos pesados. El objetivo principal de este trabajo fue realizar un estudio experimental sistemático del tratamiento ultrasónico en un sistema de flujo continuo a escala piloto para estimar los efectos sobre la viscosidad de un crudo pesado. El estudio se centró en la evaluación de la influencia de las variables de proceso, temperatura del tratamiento, tiempo de exposición e intensidad sónica sobre la viscosidad. Finalmente, se presenta un análisis estadístico con el fin de identificar cuales variables de proceso tienen un efecto estadísticamente significativo sobre la variabilidad de la viscosidad. Esta investigación se realizó con el fin de proveer por primera vez información detallada acerca de los efectos de un proceso continuo de tratamiento ultrasónico sobre la viscosidad de un crudo pesado. Además, esto permite hacer una primera valoración de la efectividad y la aplicabilidad de esta tecnología para reducir la viscosidad de un crudo pesado colombiano en condiciones de proceso más próximas a un tratamiento en campo.
Materiales y caracterización del crudo
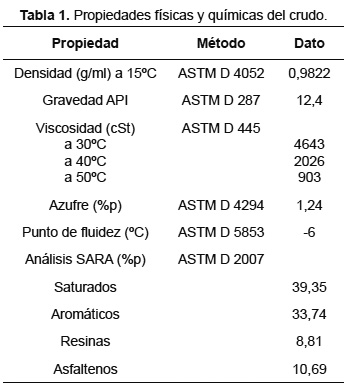
Las muestras de crudo pesado fueron suministradas por ECOPETROL S.A- ICP desde un campo situado en los llanos orientales y recolectadas después de los procesos de deshidratación y desalinización. La caracterización se realizó a través de normas ASTM, y las propiedades físicas y químicas del crudo se muestran en la Tabla 1.
Descripción de la planta piloto
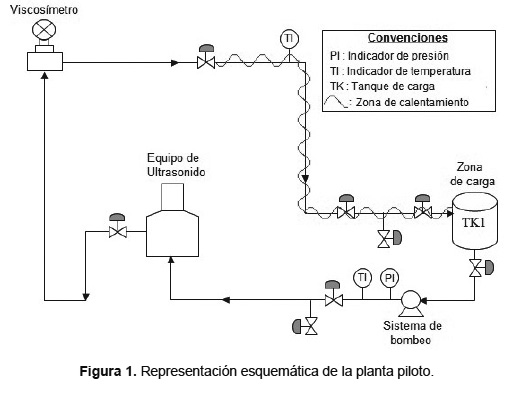
Las pruebas experimentales se llevaron cabo en una planta piloto que opera en continuo, y está conformada por cinco secciones principales (Figura 1). a) zona de carga (tanque con capacidad de 10L), b) sistema de calentamiento con transferencia de energía a través de un tubing (agua como fluido de calentamiento), c) sistema de bombeo para crudo pesado (bomba de desplazamiento positivo y variador de velocidad que controlan el flujo de crudo), d) procesador ultrasónico industrial Hielscher modelo UIP2000 tipo probe con celda de flujo que funciona a una frecuencia de 20kHz y una potencia eléctrica máxima de salida de 2000Watts. Además, tiene la disponibilidad para establecer la amplitud de la onda, que varía entre 0% y 90%, e) viscosímetro Brookfield modelo AST-101 EXTSYETP-HP EXPLOSION PROOF para medición en línea de viscosidad (sensibilidad 1cSt) y temperatura (sensibilidad 0,01°C).
Procedimiento
Para cada experimento, la operación se inició con el cargue de 4L de crudo en el tanque TK1. Posteriormente, el fluido fue bombeado a través del sistema con un caudal de 11,24cm3/s, pasando por las zonas de tratamiento ultrasónico, de medición de viscosidad y regresando al tanque TK1 para su posterior recirculación y operación continua. El proceso de bombeo se realizó hasta alcanzar condiciones estables de operación en la temperatura (T=307-310K) y la viscosidad, usando simultáneamente el sistema de calentamiento para mejorar la movilidad del crudo. Una vez logrado el estado de estabilidad en el sistema, se procedió a la aplicación del tratamiento ultrasónico a las condiciones de ensayo definidas en el diseño experimental (intensidad sónica y tiempo de exposición). Después del tratamiento, se estabilizó la temperatura del sistema (T=308K) para realizar el monitoreo y registro de los cambios en la viscosidad del fluido. Con el fin de garantizar la reproducibilidad de los resultados, se realizó una etapa de limpieza de la planta con crudo sin tratar entre cada experimento para evitar contaminación entre las corridas.
Plan experimental
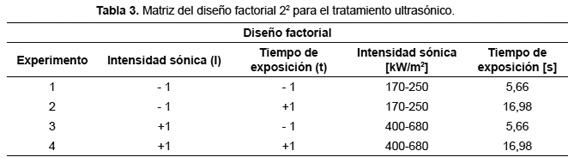
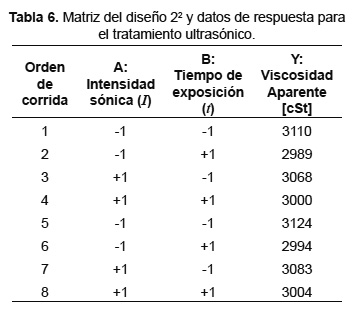
Con el objetivo de estimar la influencia de las variables del proceso: temperatura inicial del tratamiento (T), tiempo de exposición (tu) e intensidad sónica (I) (relacionada con la amplitud de la onda) sobre la viscosidad del crudo pesado, se desarrolló un plan experimental conformado por dos etapas. En la primera, se estudió la influencia de la temperatura inicial del tratamiento a través de un diseño secuencial (2 réplicas, 4 experimentos totales), manteniendo constante la intensidad sónica y el tiempo de exposición en niveles definidos (Tabla 2). El planteamiento de esta clase de diseño para esta variable surgió como consecuencia de una recomendación que expresan comúnmente algunos investigadores. Esta se fundamenta en que cuando no se tiene un conocimiento previo de la clase de influencia (positiva o negativa) que tiene la variable a estudiar en una región experimental específica sobre el comportamiento de un proceso, es conveniente realizar un estudio exploratorio de la variable en una zona de experimentación amplia sin considerar el efecto de otras variables, y esto se logra solamente a través de un diseño secuencial. Según esta recomendación y considerando la inexistencia de literatura referente al estudio de la temperatura inicial del fluido en el tratamiento ultrasónico, se desarrolló el diseño secuencial especificado. La segunda etapa consistió en determinar la influencia de la intensidad sónica y el tiempo de exposición, realizando un diseño factorial 22 con dos réplicas (8 experimentos totales) como se muestra en la matriz de diseño (Tabla 3). Para estos ensayos, la variable temperatura inicial del tratamiento se estableció en un intervalo estrecho (307-310K).
El dominio experimental de las variables se fijó de acuerdo a las condiciones límites o críticas de operación en el proceso, las cuales están ligadas al diseño de los equipos (forma, tamaño y tipo de material). Para establecer el límite superior de la temperatura inicial del tratamiento, se consideró cual era la máxima temperatura que podría soportar los equipos del proceso. Para la planta piloto usada en este trabajo, el sistema de bombeo tenía una temperatura máxima de operación de 348K (75°C). En consecuencia, el nivel alto para la temperatura del tratamiento fue 319K (46°C), ya que las ondas ultrasónicas por su naturaleza física inducen un calentamiento en el fluido durante su operación. El nivel bajo se estableció en 308K (35°C).
Debido a que las pruebas experimentales consistieron en un tratamiento continuo, se definió el tiempo de exposición como la cantidad de tiempo en el cual un elemento de fluido permanecía en la zona de tratamiento ultrasónico por ciclo de operación. Según el caudal y las dimensiones de la zona de ultrasonido, el tiempo de exposición por ciclo fue 1,89s/ciclo. Debido a que el tiempo de exposición era muy pequeño, se realizaron corridas de varios ciclos. Es decir, se hizo pasar varias veces la cantidad total de fluido por la zona de tratamiento, indicando de esta manera que el fluido fue sometido a tiempos de exposición más prolongados. Los niveles bajo y alto fueron 5,66s (3 ciclos) y 16,98s (9 ciclos), respectivamente. El nivel alto del tiempo de exposición se fijó en 9 ciclos debido a que el tiempo de encendido del procesador ultrasónico está relacionado con la temperatura máxima que puede soportar el sistema de bombeo.
La intensidad sónica suministrada por un procesador ultrasónico es un parámetro que depende de variables operativas (temperatura, volumen de fluido), variables de diseño del generador (amplitud de la onda, potencia máxima de salida) y propiedades del fluido (viscosidad). Para conocer este parámetro se usó la metodología descrita por Ratoarinoro et al., [24], pero se establece principalmente en el tablero del generador ultrasónico con la amplitud de la onda. El nivel bajo y alto para la intensidad sónica fue 170-250kW/m2 y 400-680kW/m2, que corresponde a una amplitud de la onda de 20% y 90%, respectivamente.

Estimación de la potencia acústica suministra-da al fluido (Psum)
Este parámetro es uno de los tantos que conforman la estructura de descripción y especificación de un proceso de ultrasonido, ya que permite conocer la cantidad de energía que suministra las ondas ultrasónicas al fluido en condiciones de proceso específicas. Además, es considerado una estimación importante para realizar estudios comparativos y garantizar condiciones de experimentación constantes y reproducibles. Así mismo, la estimación de esta variable es necesaria para estudios de optimización en el consumo de energía eléctrica por parte del generador ultrasónico.
En este proceso complejo de conversión de energía, diferentes técnicas de medición de la potencia acústica suministrada pueden ser usadas [24-28]. Estos métodos se fundamentan en la medición de efectos primarios o secundarios que surgen de la propagación de las ondas sónicas, y están clasificados en: a) métodos que suministran valores de energía absoluta (mediciones térmicas), b) métodos basados en presión acústica (fenómenos ópticos, sondas piezoeléctricas o capacitivas), y c) métodos basados en efectos no-lineales (fuerza de radiación) [29]. No obstante, los métodos térmicos son los más usados y recomendados debido a su alta confiabilidad [27,30].
Para estimar la potencia acústica suministrada o disipada en el medio se utilizó el método calorimétrico que se expresa mediante la Ecuación 1, la cual asume que toda la potencia de entrada es disipada como calor [27,30,31].
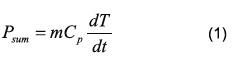
Donde (dT/dt) es la pendiente de la temperatura del fluido versus el tiempo de exposición a las ondas ultrasónicas, m y Cp son la masa y la capacidad calorífica del fluido, respectivamente. Para medir la potencia acústica se realizó un experimento adicional, el cual consistió en cargar la planta piloto con una masa de crudo de 3,9288kg (4 litros) que posteriormente fue sometida a ultrasonido por un periodo de tiempo de 36min y se midió el incremento de temperatura. Esto se realizó para cada una de las amplitudes de la onda acústica (30%, 50%, 70%, 90%) y la temperatura inicial del crudo se estableció en T= 308-309K. Además, se estimó la potencia eléctrica de entrada o de consumo del generador ultrasónico (Pelec) usando la Ecuación 2. Sin embargo, la potencia acústica suministrada y la potencia eléctrica de consumo se reporta usualmente como densidad de potencia (Ecuaciones 3 y 4).

Donde, Iprom es la corriente promedio de consumo, Vo es el voltaje en el generador, Dsum es la densidad de potencia acústica suministrada, Delec es la densidad de potencia eléctrica de consumo y V es el volumen de fluido.
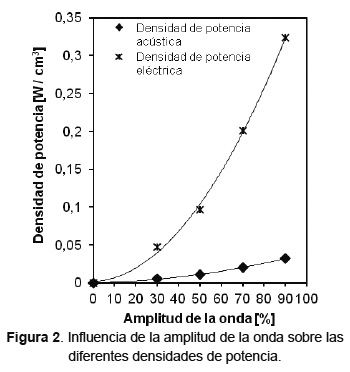
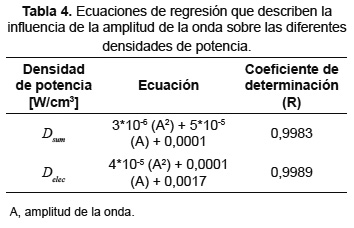
En la Figura 2 se muestra la funcionalidad de la densidad de potencia acústica suministrada (Dsum) y la densidad de potencia eléctrica de consumo (Delec) con la amplitud de la onda. Las mediciones se realizaron con un volumen de crudo de 4L y la temperatura inicial del crudo se estableció en T= 308-309K. Inicialmente, se observa que cada una de las densidades de potencia tiene un comportamiento creciente no lineal a medida que aumenta la amplitud de la onda. Pero la densidad de potencia eléctrica presenta un crecimiento más acentuado que la densidad de potencia acústica.
Los mejores ajustes de una línea de regresión fueron obtenidos con polinomios de segundo orden (Tabla 4). Estos resultados corresponden con la relación teórica entre la potencia de entrada y la amplitud de la onda [32].
Por otro lado, otro parámetro de gran importancia a considerar en la evaluación de la efectividad de la tecnología de ultrasonido, es conocer la eficiencia energética del procesador ultrasónico (ɳP) durante la operación en la conversión de energía eléctrica a energía acústica. Según los experimentos realizados por algunos autores, la eficiencia energética del procesador ultrasónico es dependiente de muchas variables [30,32], y entre las más importantes están: propiedades fisicoquímicas del medio (viscosidad, tensión superficial, impedancia acústica, presencia de partículas sólidas), condiciones de tratamiento (temperatura) y parámetros del generador ultrasónico (tipo de transductor, frecuencia, potencia de entrada, amplitud de la onda) [24,28,33]. Sin embargo, este parámetro puede ser estimado como la relación entre la densidad de potencia acústica suministrada y la densidad de potencia eléctrica de consumo del generador (Ecuación 5).
En la Figura 3 se muestra la relación entre la eficiencia del procesador ultrasónico y la amplitud de la onda. Se aprecia que la eficiencia del procesador ultrasónico disminuye con el incremento de la amplitud de la onda. Este efecto puede ser explicado de la siguiente manera. Inicialmente, un aumento en la amplitud causa un incremento en la magnitud de las pérdidas de potencia por parte de los instrumentos dieléctricos y piezas mecánicas. Este fenómeno fue observado en la investigación realizada por Lin y Zhang [33]. En segundo lugar, un aumento en la amplitud acústica induce un incremento en los niveles de la intensidad de cavitación, y por lo tanto, esto cambia la potencia o carga eléctrica del transductor ultrasónico, el cual tiene una eficiencia menor en amplitudes más altas para la conversión de energía eléctrica a oscilaciones mecánicas [34]. Otra de las posibles razones, es que durante la operación el sistema transfirió energía (calor) por conducción en magnitudes no despreciables para amplitudes más altas (alta temperatura del fluido) a través de zonas metálicas que no se encontraban totalmente aisladas. Esta pérdida de energía afecta los niveles de temperatura, y por lo tanto la estimación de la densidad de potencia acústica.
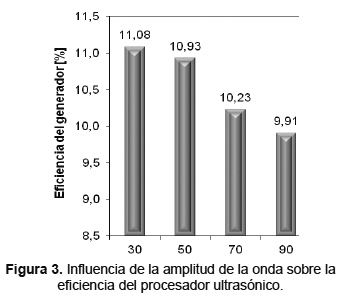
Es importante mencionar que los niveles de eficiencia energética del procesador ultrasónico logrados en este estudio son superiores a los observados por Sawarkar et al. [35], que se ubicaron alrededor de 3,9%. No obstante, es necesario considerar que este parámetro depende del tipo de procesador ultrasónico y de las propiedades del fluido.
Efecto de la temperatura inicial del tratamiento
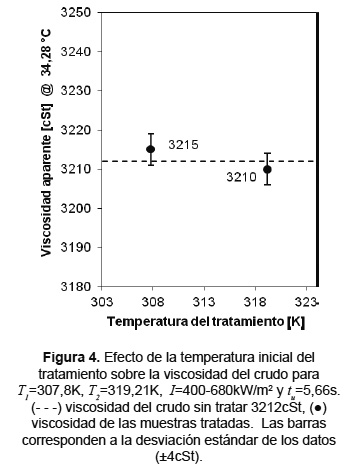
En la Figura 4 se presenta el efecto de la temperatura inicial del tratamiento (T) sobre la viscosidad aparente de muestras sometidas a ultrasonido a 307,8K (34,65°C) y 319,21K (46,06°C) (valores promedio). La intensidad sónica y el tiempo de exposición de los tratamientos se establecieron en 400-680kW/m2 y 5,66s, respectivamente. Inicialmente, se puede observar un ligero aumento en la viscosidad de 3cSt (0,09%) para la muestra tratada a 307,8K, mientras que para una temperatura de 319,21K la viscosidad se reduce en 2cSt, presentando una magnitud de 3210cSt. Sin embargo, se considera que los valores promedio de la viscosidad de las muestras tratadas son estadísticamente iguales al valor de la viscosidad del crudo sin tratamiento, a causa que los intervalos de las desviaciones del error de los datos se traslapan. Este comportamiento indica que la temperatura inicial del tratamiento no tiene ningún efecto sobre la efectividad de la energía ultrasónica hacia la reducción de la viscosidad.
De acuerdo a estos resultados, se puede afirmar que la temperatura inicial del tratamiento en el intervalo estudiado no tiene un efecto importante ni positivo en el desempeño de las vibraciones ultrasónicas hacia la reducción de la viscosidad de los crudos pesados. Sin embargo, existe la posibilidad de que a temperaturas más altas de tratamiento (T>323K) la energía sónica pueda inducir cambios químicos severos a través del fenómeno de cavitación acústica, ya que a estas condiciones el umbral de cavitación podría ser reducido significativamente, debido a la fuerte interrelación que existe con la viscosidad y la presión de vapor del crudo [36,37]. En este sentido, Zhonglin et al. [37] evaluaron el efecto de la temperatura del tratamiento, tiempo de exposición e intensidad sónica sobre la viscosidad de un residuo de vacío. Los autores encontraron que la temperatura óptima para reducir la viscosidad se ubicó alrededor de 453K (180°C).
Efecto del tiempo de exposición
En la Figura 5 se muestra el efecto del tiempo de exposición (tu) en el tratamiento ultrasónico sobre la viscosidad aparente de muestras sometidas a 5,66 y 16,98s. La temperatura de los experimentos se preservó en el intervalo 307-310K, y las intensidades sónicas (I) fueron 170-250kW/m2 y 400-680kW/m2. Los datos de viscosidad que se muestran en la figura son valores promedio según la Tabla 6. De esta figura se puede observar un aumento moderado en la viscosidad de 85cSt (I=170-250kW/m2) y 44cSt (I=400-680kW/m2), respectivamente, para las muestras expuestas a ultrasonido por un periodo de tiempo de 5,66s. Este cambio no deseado en la viscosidad también ha sido observado en otros estudios [23,38]. Actualmente, no existe una explicación contundente y verosímil entre los investigadores con respecto a este comportamiento. Sin embargo, en un trabajo reciente se afirma que el aumento en la viscosidad de las muestras después del tratamiento ultrasónico se debe posiblemente a un incremento en la dispersión y disolución de los agregados moleculares resina-asfalteno (R-A) [23], lo cual no ha sido verificado.
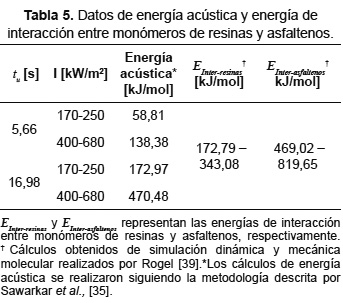
Por otra parte, se logra visualizar una reducción en la viscosidad de 40cSt (I=170-250kW/m2) y 30cSt (I=400-680kW/m2) para las muestras sometidas a un tiempo de exposición más extenso de 16,98s. Esto se debe a que en estas condiciones de tratamiento se logran niveles más altos de energía acústica que superan las energías de interacción (asociación) entre monómeros de resinas, logrando una posible perturbación en la solvatación de los asfaltenos. Pero la energía acústica generada no es lo suficientemente elevada para superar las energías de interacción entre las estructuras laminares de los monómeros de asfaltenos (Tabla 5). En consecuencia, el impacto generado sobre la estructura coloidal de los aglomerados asfalteno-resina no es transcendental, induciendo solamente una reducción moderada en la viscosidad. Esto finalmente es una disputa entre los esfuerzos generados por la energía sónica y las fuerzas físicas de interacción (Van der Waals, puentes de hidrógeno, transferencias de carga) que mantienen la estructura de los asfaltenos y las resinas en un estado de equilibrio con los demás componentes del crudo.
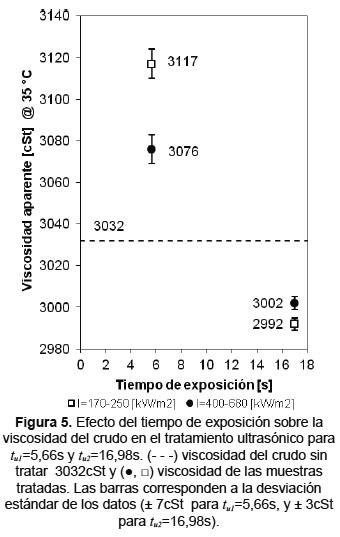
Otro de los comportamientos interesantes que se observa en la Figura 5, es la presencia de dos etapas características. Una etapa I que se identifica por un aumento en la viscosidad a tiempos cortos de exposición hasta alcanzar posiblemente un punto máximo, y consecutivamente una etapa II descrita por un descenso en la viscosidad a medida que se prolongan los periodos de tiempo de exposición. Además, se puede apreciar que este comportamiento es independiente del valor establecido para la intensidad sónica en los intervalos estudiados. En algunos trabajos también se reporta este tipo de comportamiento [23,38], inclusive los autores visualizan una etapa final III donde la viscosidad presenta nuevamente un aumento a tiempos de exposición muy extensos. Adicionalmente, se puede notar que la variable tiempo de exposición tiene un efecto moderado sobre la viscosidad, ya que genera un cambio de 3,2% en promedio cuando su magnitud cambia desde el nivel bajo (5,66s) al alto (16,98s).
Finalmente, según estos resultados se puede manifestar que el proceso de reducción de viscosidad a través de energía sónica es favorecido por el incremento del tiempo de exposición, logrando una máxima reducción de 1,32%. Sin embargo, el porcentaje de reducción de viscosidad logrado en estos experimentos no es significativo desde un punto de vista práctico. Otros autores han observado reducciones de viscosidad más significativas, alrededor de 12- 25% [11,22]. Esto se debe a que en estos estudios los tiempos de exposición son más extensos, cercanos a 15-90min. En estas condiciones existe la posibilidad de generar niveles de energía acústica de gran magnitud que pueden perturbar más eficientemente la estructura del sistema coloidal e inducir un cambio reológico importante en el crudo.
Efecto de la intensidad sónica
En la Figura 6 se presenta la influencia de la intensidad sónica (I) sobre la viscosidad aparente de muestras expuestas a 170-250kW/m2 y 400-680kW/m2. La temperatura del crudo en los ensayos se estableció en el intervalo T=307-310K, y el tiempo de exposición fue 5,66s y 16,98s. Los datos de viscosidad que se esquematizan en la Figura son valores promedio según la Tabla 6. En primera instancia, se logra apreciar que la intensidad sónica puede tener un efecto favorable o desfavorable hacia la reducción de la viscosidad dependiendo de la magnitud del tiempo de exposición.
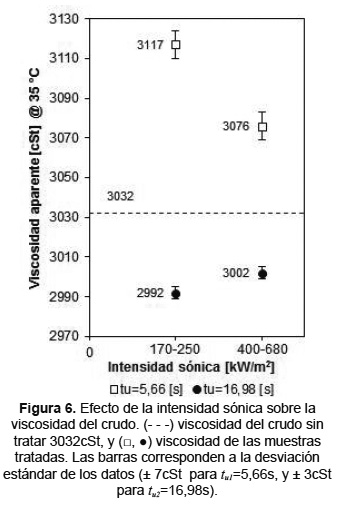
Por ejemplo, para I=170-250kW/m2 y tu=5,66s se observa un aumento en la viscosidad de 2,8%, mientras que para la misma intensidad sónica (170-250kW/m2) pero con un tiempo de exposición más extenso de 16,98s, se logra una reducción en la viscosidad de 1,35%. Este comportamiento se presenta igualmente para una intensidad sónica mayor de 400-680kW/m2. Con estos resultados se puede inferir que las variables intensidad sónica y tiempo de exposición presentan un efecto de interacción sobre la viscosidad del crudo en el tratamiento ultrasónico. Es decir, que el efecto que ejerce la intensidad sónica sobre la viscosidad depende del nivel establecido para el tiempo de exposición. Este es un resultado importante para la comprensión del compartimento del proceso de ultrasonido, ya que hasta el momento según lo mencionado por la literatura [10], el proceso de reducción de viscosidad usando energía ultrasónica es más eficiente cuando se incrementa la intensidad sónica. Sin embargo, es necesario mencionar que las condiciones de operación sobre las cuales se realizaron los experimentos no fueron las mismas que se establecieron en este trabajo.
Por otra parte, se observa que cuando la intensidad sónica cambia de su nivel bajo (170-250kW/m2) al alto (400-680kW/m2) las alteraciones en la viscosidad no son severas (0,82% en promedio), indicando que esta variable tiene un efecto de menor magnitud que el tiempo de exposición (3,2%). Otro aspecto interesante que se puede observar, es la trayectoria que sigue la viscosidad aparente cuando se incrementa la intensidad sónica para un tiempo de exposición específico. Por ejemplo, para tu=5,66s un cambio en la intensidad sónica de 170-250kW/m2 a 400-680kW/m2 genera una reducción en la viscosidad de 1,32% relativa al valor correspondiente de I=170-250kW/m2. Esto indica que si se continua con este comportamiento decreciente, existe la posibilidad de que para intensidades superiores (I>700kW/m2) se genere una reducción más profunda en la viscosidad en contraste con la viscosidad del crudo sin tratar. Sin embargo, es necesario realizar experimentos adicionales en estos nuevos intervalos que afirmen o refuten lo expresado.
Análisis estadístico
Como fase final de este estudio se realizó un análisis estadístico con el fin de estimar la significancia estadística de los efectos de las variables sobre el proceso, obtener una ecuación matemática que modele la variación de la variable de respuesta, y finalmente determinar el mejor punto experimental. Para este análisis se consideró como variables de entrada o factores de diseño, la intensidad sónica y el tiempo de exposición, y como variable de salida, la viscosidad aparente del crudo. Los datos usados en este análisis se muestran en la Tabla 6, y se usó como herramienta computacional statgraphics centurion XVII (versión de evaluación).
Modelo estadístico e hipótesis de interés. El modelo estadístico de efectos para el diseño experimental desarrollado en este trabajo, está dado por:

Donde Yijk es la variable de respuesta, μ es la media general, αi es el efecto debido al i-ésimo nivel del factor A, βj es el efecto del j-ésimo nivel del factor B, (αβ)ij representa al efecto de interacción en la combinación ij y εijk es el error aleatorio que se supone sigue una distribución normal con media cero, varianza constante y son independientes entre sí.
Las hipótesis de interés a evaluar para los tres efectos en el modelo anterior son: (Ho: hipótesis nula; HA: hipótesis alternativa)
Ho: Efecto individual de (A) = 0
HA: Efecto individual de (A) ≠ 0
Ho: Efecto individual de (B) = 0
HA: Efecto individual de (B) ≠ 0
Ho: Efecto de interacción (AB) = 0
HA: Efecto de interacción (AB) ≠ 0
Análisis de varianza. En la Tabla 7 se muestra el análisis de varianza (ANOVA) para este diseño. Inicialmente, se puede observar que la variación total de los datos es de 21864 (SCT). De esta cantidad, el 90,6% se debe al tiempo de exposición, 6,18% corresponde a la interacción AB, 2,19% representa la variable intensidad sónica, y solamente el 1,05% corresponde al error experimental. Al ponderar la suma de cuadrados por los correspondientes grados de libertad, se obtienen los cuadrados medios (CM) que reflejan la magnitud real de cada fuente de variación. De esta manera, vemos que el CM del error es el único que cambia de 231 a 57,75. Por lo tanto, las magnitudes de los CM del tiempo de exposición, la intensidad sónica y la interacción AB son 342,87; 8,32 y 23,41 veces más grandes que el CM del error, lo cual indica que la variación asociada a los efectos A, B y AB son significativos y que no se deben a pequeñas variaciones muestrales (error).
Por otra parte, si el valor-p es menor al nivel de significancia α prefijado se rechaza la hipótesis nula Ho y se concluye que el correspondiente efecto influye en la variable de respuesta. En la mayoría de los análisis se define comúnmente α= 0,05. Al visualizar el ANOVA se puede manifestar que con un nivel de confianza del 95%, los tres efectos A: intensidad sónica, B: tiempo de exposición y la interacción doble (AB) están activos e influyen sobre la viscosidad aparente del crudo. Además, observando la magnitud del estadístico de prueba Fo, se puede decir que el efecto más importante es el factor tiempo de exposición seguido por la interacción AB y la intensidad sónica.

Interpretación de los efectos. De acuerdo con el ANOVA, tanto los efectos principales (Intensidad sónica y tiempo de exposición) como el efecto de interacción (Intensidad sónica x tiempo de exposición) tienen un efecto significativo sobre la viscosidad aparente del crudo pesado. En la Figura 7a se muestran los efectos principales de los factores, en cuyo eje horizontal se ubican los niveles del factor y en el eje vertical se encuentra la media de la respuesta observada en los correspondientes niveles. En esta Figura se puede observar que el factor tiempo de exposición tiene un efecto más significativo que la intensidad sónica sobre la viscosidad, como se había concluido anteriormente en el ANOVA. Sin embargo, dado que el efecto de interacción AB resulta significativo y que los efectos de interacción tienen prioridad con respecto a los efectos principales, prácticamente toda la información relevante del comportamiento del proceso se debe obtener de la representación gráfica de la interacción AB (Figura 7b). De esta Figura se puede observar algo de la física del proceso, se puede afirmar que cuando el tiempo de exposición se encuentra en su nivel alto, la intensidad sónica no afecta de manera significativa la viscosidad del crudo, por el contrario, cuando el tiempo de exposición se encuentra en su nivel bajo, la intensidad sónica tiene un efecto considerable sobre la viscosidad. En otras palabras, al estar el tiempo de exposición en su nivel alto, la viscosidad tendrá un valor bajo sin importar el valor de la intensidad sónica.

Como se presentó anteriormente el objetivo principal del tratamiento ultrasónico es reducir la viscosidad del crudo pesado. Entonces, de acuerdo a lo observado, el mejor punto experimental es cuando el tiempo de exposición se encuentra en su nivel alto y la intensidad sónica puede tomar tanto el nivel bajo como alto, denotado como: (A+, B+) o (A-, B+), ya que ambos logran prácticamente los mismos resultados. La decisión final de cuál de los dos utilizar se puede tomar con otros criterios, por ejemplo el consumo de energía eléctrica del procesador.
Los anteriores resultados son de gran importancia en la comprensión del comportamiento del proceso, ya que hasta el momento no se tenía una conclusión que afirmara la existencia de un efecto de interacción de variables. Todos los estudios reportados realizaron diseños experimentales secuenciales, donde no es posible realizar este tipo de análisis.
Diagnóstico. La verificación de los supuestos del modelo estadístico es una etapa fundamental de análisis que permite validar o refutar los resultados obtenidos en cualquier análisis de varianza, de ahí su importancia de ser realizado después de una fase de interpretación de resultados experimentales. La validez de los resultados obtenidos queda supeditada a que los supuestos del modelo se cumplan, si estos son infringidos fuertemente existe una gran posibilidad de obtener conclusiones erróneas y de incurrir en una comprensión desacertada del comportamiento del proceso. Los supuestos del modelo son: normalidad, varianza constante e independencia. Es decir, la variable de respuesta (Y) se debe distribuir de manera normal, con la misma varianza en cada tratamiento y las mediciones deben ser independientes. Estos supuestos sobre Y se traducen en supuestos sobre el termino error (ε) en el modelo. Es una práctica común utilizar la muestra de residuos para comprobar los supuestos del modelo, ya que si los supuestos se cumplen, los residuos o residuales se pueden ver como una muestra aleatoria de una distribución normal como media cero y varianza constante. Los residuos eij se definen como la diferencia entre la respuesta observada (Yij) y la respuesta predicha por el modelo (Ŷij) (Ecuación 7, Ῡij es la media de las observaciones del i-ésimo tratamiento), lo cual permite hacer un diagnóstico más directo de la calidad del modelo, ya que su magnitud señala que tan bien describe los datos experimentales.

Para comprobar cada supuesto se usaron las pruebas gráficas. Estas tienen el inconveniente de que no son "exactas" debido al criterio subjetivo del observador, pero aun así, en la mayoría de las situaciones prácticas proporcionan la evidencia suficiente en contra o a favor de los supuestos.
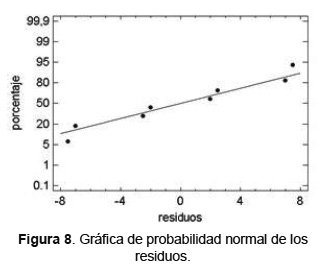
Normalidad. Un procedimiento gráfico para verificar el cumplimiento del supuesto de normalidad consiste en esquematizar los residuos en la gráfica de probabilidad normal. Si los residuos tienden a quedar alineados en una línea recta, se concluye que el supuesto de normalidad se cumple. Al observar la Figura 8 donde se muestra los datos, se puede afirmar que los residuos siguen una distribución normal, y por lo tanto el supuesto de normalidad no se infringe.
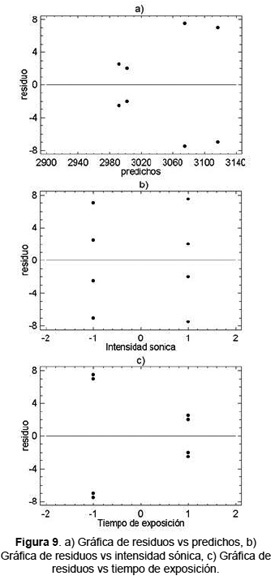
Varianza constante. Una forma de verificar este supuesto es bosquejar los residuos contra los predichos (ei vs Ŷij). Si los puntos de esta gráfica se distribuyen de manera aleatoria en el sentido vertical dentro de una banda horizontal sin ningún patrón claro y contundente, entonces es señal de que se cumple el supuesto de que los tratamientos tienen igual varianza.
En la Figura 9a se esquematiza la relación entre los residuos y los predichos del modelo. Inicialmente, se observa la existencia de un gran espacio horizontal entre los datos. Esto se debe a que son solo cuatro puntos de diseño y que las variables estudiadas generan cambios significativos en la variable de respuesta, lo cual fue demostrado en el ANOVA. Por otra parte, se puede observar una diferencia notable en la amplitud de la dispersión de los datos con referencia a la media 0. En los predichos de baja magnitud se presenta una dispersión más compacta en relación con los predichos de alto valor. Este comportamiento podría ser un indicativo de que el supuesto de varianza constante no se cumple. Sin embargo, en este caso no es una situación grave que pudiera afectar las conclusiones del ANOVA. Además, en la interpretación de esta gráfica debe considerarse que, en estadística las pequeñas diferencias por lo general nos son significativas, y también debe tenerse en cuenta la cantidad de observaciones realizadas en cada nivel del factor, puesto que este hecho puede impactar la dispersión aparente en cada tratamiento.
Otra gráfica que ayuda a verificar el supuesto y puede proporcionar información del origen de la dispersión, es la gráfica de residuos contra niveles de cada factor. En el eje horizontal se sitúan los tratamientos o los niveles de un factor, y en el eje vertical se agregan los residuos correspondientes a cada tratamiento o nivel de factor. Si se cumple el supuesto de varianza constante, se espera que la amplitud de la dispersión de los puntos en cada nivel de factor tienda a ser similar; y no se cumplirá el supuesto si hay diferencias fuertes en esta amplitud.
En la Figura 9b se muestra la relación entre los residuos y los niveles del factor intensidad sónica. Se puede observar que la amplitud de la dispersión de los datos en los dos niveles es muy similar, indicando que el principio de varianza constante en el caso de la intensidad sónica si se cumple. Sin embargo, observando la Figura 9c donde se esquematiza los datos de residuos vs los niveles de la variable tiempo de exposición, se logra visualizar una gran diferencia en las amplitudes de dispersión entre los datos, revelando una violación del supuesto de varianza constante. Sin embargo, la menor dispersión ocurre justo en los puntos experimentales donde la viscosidad del crudo es menor (A+, B+ o A-, B+), lo cual refuerza las conclusiones obtenidas referentes al mejor tratamiento experimental en el proceso.
Finalmente, se puede enunciar que la violación de este supuesto no es preocupante, y se puede considerar que el nivel de incumplimiento es mínimo y no afecta radicalmente las conclusiones obtenidas anteriormente.
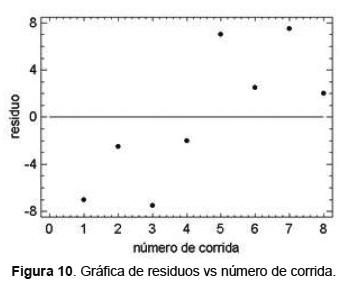
Independencia. La suposición de independencia en los residuos puede verificarse si se esquematiza el orden en que se colectaron los datos contra el residuo correspondiente. De esta manera, si al graficar en el eje horizontal el tiempo (orden de la corrida) y en eje vertical los residuos se detecta una tendencia o patrón no aleatorio claramente definido (por ejemplo, perfiles que ascienden o descienden), esto es evidencia de que existe una correlación entre los errores. Es decir, experimentos iniciales realizados que influenciaron la variable de respuesta en experimentos posteriores, y por lo tanto, el supuesto de independencia no se cumple. En la Figura 10 se muestra la relación entre los residuos y el orden de corrida. Se puede observar a primera vista una tendencia aleatoria en los residuos consecutivos. Sin embargo, se aprecia que existe un patrón no consecutivo de simetría de un pequeño grupo de residuos alrededor del eje horizontal. Teniendo en cuenta la definición anterior, este comportamiento podría ser considerado como un indicativo de la violación del supuesto de independencia. No obstante, realizando una revisión detallada de los datos experimentales se puede afirmar que la simetría presente se debe simplemente a que se realizaron dos replicas al diseño experimental. En consecuencia, cuando se estiman los residuales (Ecuación 7) de dos experimentos en un punto del diseño, la desviación correspondiente a la diferencia entre el valor de la corrida y la media de las observaciones en el punto experimental es de la misma magnitud y solo difiere en el signo, ya que la media representa el punto central de los dos experimentos. Por ejemplo, la corrida 5 es la réplica de la corrida 1, y observando la figura vemos que los residuales son 7 y -7, respectivamente. De acuerdo a lo anterior, se puede enunciar que no se presenta una violación al supuesto de independencia, y por lo tanto las conclusiones obtenidas no se ven afectadas.
En la etapa de estimación de la eficiencia energética del procesador ultrasónico, se encontró que la densidad de potencia eléctrica de consumo del generador ultrasónico y la densidad de potencia acústica presentan un comportamiento creciente no lineal a medida que aumenta la amplitud de la onda, descrito por polinomios de segundo orden. Además, se observó que la eficiencia del procesador ultrasónico disminuye con el incremento de la amplitud de la onda, presentando valores entre 9,91 y 11,08%. Esto indica que casi el 90% de la energía de entrada al generador es desperdiciada debido a limitaciones que se presentan en los instrumentos piezoeléctricos y pizas mecánicas que conforman el equipo de ultrasonido. No obstante, también es necesario considerar que la eficiencia energética del procesador depende de las propiedades del fluido.
En la evaluación de la influencia de las variables de proceso, se encontró lo siguiente: 1) La temperatura inicial del tratamiento en el intervalo estudiado (308-319K) no tiene un efecto significativo en el desempeño de las vibraciones ultrasónicas hacia la reducción de la viscosidad del crudo pesado. 2) La reducción de la viscosidad es favorecida por el incremento del tiempo de exposición. Sin embargo, el porcentaje de reducción de viscosidad logrado en los experimentos (0,99 y 1,35%) no es significativo desde un punto de vista práctico. 3) La intensidad sónica en los niveles estudiados (170- 250 y 400-680kW/m2) tiene un efecto favorable o desfavorable hacia la reducción de la viscosidad dependiendo del valor establecido para el tiempo de exposición, lo cual indica que el comportamiento del proceso está regido por la interacción de estas variables operativas.
En la etapa de estimación de la energía acústica suministrada al fluido, se encontró que para las condiciones de operación que ocasionan una reducción en la viscosidad se alcanzan niveles de energía que se sitúan en el mismo rango de magnitud de las energías de interacción que mantienen enlazados los monómeros de resinas. Esto indica la posibilidad de una ruptura de estos enlaces, induciendo un cambio en el sistema coloidal para favorecer la reducción en la viscosidad. Sin embargo, no se logra superar las fuerzas de interacción entre los núcleos aromáticos que conforman las estructuras primarias de los asfaltenos (monómeros). Estos hechos sugieren la posibilidad de generar una reducción más profunda en la viscosidad a través del suministro de mayores niveles de energía acústica al medio, explorando nuevas regiones en las variables operativas: intensidad sónica (500-1000 kW/m2) y tiempo de exposición (>60s). Esto se podría lograr mediante el uso de equipos ultrasónicos más robustos en la capacidad de suministro de potencia y sistemas modulares de procesadores ultrasónicos en serie (clusters).
El análisis de varianza demostró que los efectos de los factores, A: Intensidad sónica, B: tiempo de exposición, y la interacción (AB) son estadísticamente significativos (están activos) e influyen sobre la variabilidad de la viscosidad, predominando en el comportamiento físico del proceso el efecto de interacción. Además, se encontró que la magnitud de los efectos de las variables siguen el siguiente orden de mayor a menor, tiempo de exposición>interacción (AB)>intensidad sónica.
Según los resultados experimentales, se puede afirmar que el tratamiento ultrasónico en un sistema de flujo continuo en las condiciones de proceso estudiadas no constituye una alternativa viable para reducir la viscosidad y facilitar el transporte del crudo pesado evaluado en este trabajo, a causa de que la extensión lograda en la reducción de la viscosidad no es trascendental. No obstante, la naturaleza de los posibles fenómenos o mecanismos promotores de los cambios físicos y químicos en el fluido, permiten inducir que la efectividad del tratamiento ultrasónico hacia la reducción de la viscosidad podría ser potenciada evaluando nuevos caminos que reestructuren el proceso. Uno de ellos seria favorecer las condiciones para la cavitación acústica modificando las propiedades fisicoquímicas del alimento. Por ejemplo: mezclas de crudo/diluyente, emulsiones inversas, inyección de gases en el fluido etc.
Los autores expresan su gratitud a Ecopetrol S.A - ICP, Universidad Industrial de Santander, y Grupo de investigación modelamiento de procesos de hidrocarburos (GMPH) por proporcionar los recursos académicos, técnicos, humanos y financieros para el desarrollo de esta investigación.
[1] International Energy Agency (IEA). Oil market report. Paris, Francia: 2010. [ Links ]
[2] International Energy Agency (IEA). World energy outlook. Paris, Francia: 2012. [ Links ]
[3] British Petroleum. BP statistical review of world energy. London, Reino Unido: 2012. [ Links ]
[4] Speight J. The chemistry and technology of petroleum. Estados Unidos: Marcel Dekker Inc.; 1991. [ Links ]
[5] Martínez R, Mosqueira ML, Zapata B, Mar E, Bernal C, Clavel JC, et al. Transportation of heavy and extra-heavy crude oil by pipeline: a review. J. Petrol. Sci. Eng. 2011;75(3-4):274-82. [ Links ]
[6] Saniere A, Hénaut I, Argillier JF. Pipeline transportation of heavy oils, a strategic, economic and technological challenge. Oil Gas Sci. and Technol.-Rev.IFP. 2004;59(5):455-66. [ Links ]
[7] Suslick KS, Didenko Y, Fang MM, Hyeon T, Kolbeck KJ, McNamara WB, Mdleleni MM, Wong M. Acoustic cavitation and its chemical consequences. Phil. Trans. R. Soc. Lond. A. 1999;357:335-53. [ Links ]
[8] Suslick KS. Ultrasound: its chemical, physical and biological effect. Estados Unidos: VCH Publishers, Inc.; 1988. [ Links ]
[9] Suslick KS, Price GJ. Applications of ultrasound to materials chemistry. Annu. Rev. Mater. Sci. 1999;29:295-326. [ Links ]
[10] Gopinath R, Dalai AK, Adjaye J. Effects of ultrasound treatment on the upgradation of heavy gas oil. Energy Fuels. 2006;20(1):271-7. [ Links ]
[11] Chakma A, Berruti F. The effects of ultrasonic treatment on the viscosity of Athabasca bitumen and bitumen-solvent mixtures. J. Can. Pet. Technol. 1993;32(5):48-51. [ Links ]
[12] Lin JR, Yen TF. An upgrading process through cavitation and surfactant. Energy Fuels. 1993;7(1):111-8. [ Links ]
[13] Timothy JM, Lorimer JPh. Introduction to applied ultrasonics. En: Applied sonochemistry: uses the power ultrasound in chemistry and processing. Alemania: Wiley-VCH Verlag Gmbh & Co.KGaA.; 2002. [ Links ]
[14] Leighton T. The acoustic bubble. Reino Unido: Academic Press; 1994. [ Links ]
[15] Briggs LJ. Limiting negative pressure of water. J. Appl. Phys. 1950;21:721-2. [ Links ]
[16] Suslick KS, Hammerton DA, Cline RE. The sonochemical hot spot. J. Am. Chem. Soc. 1986;108(18):5641-2. [ Links ]
[17] Flint EB, Suslick KS. The temperature of cavitation. Science. 1991;253:1397-9. [ Links ]
[18] Del Duca M, Yeager E, Davis MO, Hovorka F. Isotropic techniques in the study of the sonochemical formation of hydrogen peroxide. J. Acoust. Soc. Am. 1958;30(4):301-7. [ Links ]
[19] Suslick KS, Gawienowski JJ, Schubert PF, Wang HH. Alkane sonochemistry. J. Phys. Chem. 1983;87:2299-301. [ Links ]
[20] Petrier C, Casadonte D. The sonochemical degradation of aromatic and chloroaromatic contaminants. En: Advances in sonochemistry. Estados Unidos: JAI Press Inc.; 2001. p. 91. [ Links ]
[21] Sadeghi KM, Sadeghi M, Yen TF. Novel extraction of tar sands by sonication with the aid of in situ surfactants. Energy Fuels. 1990;4(5):604-8. [ Links ]
[22] Ajay Kumar PK, Bhaskar T, Sharma YK, Tandon D, Goyal HB. Ultrasound cavitation technique for up-gradation of vacuum residue. Fuel Process. Technol. 2012;93(1):73-7. [ Links ]
[23] Mousavi SM, Ramazani A, Najafi I, Davachi SM. Effect of ultrasonic irradiation on rheological properties of asphaltenic crude oils. Pet. Sci. 2012;9(1):82-8. [ Links ]
[24] Ratoarinoro FC, Wilhelm AM, Berlan J, Delmas H. Power measurement in sonochemistry. Ultrason. Sonochem. 1995;2(1):S43-47. [ Links ]
[25] Faïd F, Romdhane M, Gourdon C, Wilhelm AM, Delmas H. A comparative study of local sensors of power ultrasound effects: electrochemical, thermoelectrical and chemical probes. Ultrason. Sonochem. 1998;5:63-8. [ Links ]
[26] Swamy KM, Keil FJ. Ultrasonic power measurements in the milliwatt region by the radiation force float method. Ultrason. Sonochem. 2002;9:305-10. [ Links ]
[27] Margulis MA, Margulis IM. Calorimetric method for measurement of acoustic power absorbed in a volume of a liquid. Ultrason. Sonochem. 2003;10:343-5. [ Links ]
[28] Mancier V, Leclercq D. New flowmetric measurement methods of power dissipated by an ultrasonic generator in an aqueous medium. Ultrason. Sonochem. 2007;14:99-106. [ Links ]
[29] Zieniuk JK, Chivers RC. Measurement of ultrasonic exposure by radiation force and thermal methods. Ultrasonic, 1976;16:161-72. [ Links ]
[30] Raso J, Mañas P, Pagán R, Sala FJ. Influence of different factors on the output power transferred into medium by ultrasound. Ultrason. Sonochem. 1999;5:157-62. [ Links ]
[31] Lorimer JP, Mason TJ, Fiddy K. Enhancement of chemical reactivity by power ultrasound: an alternative interpretation of the hot spot. Ultrasonic. 1991;29:338-43. [ Links ]
[32] Löning JM, Horst CH, Hoffmann U. Investigations on the energy conversion in sonochemical process. Ultrason. Sonochem. 2002;9(3):169-79. [ Links ]
[33] Lin S, Zhang F. Measurement of ultrasonic power and electro-acoustic efficiency of high power transducers. Ultrasonic. 2000;37(8):549-54. [ Links ]
[34] Yan Z, Fang Q, Huang J, He B, Lin Z. Consideration and guides of the wattmeter method for measuring output acoustical power of Langevin-type transducer system-II: experiment. Ultrasonic. 1997;35:543-6. [ Links ]
[35] Sawarkar AN, Pandit AB, Samant SD, Joshi JB. Use of ultrasound in petroleum residue upgradation. The Can. J. of Chem. Eng. 2009;87(3):329-42. [ Links ]
[36] Brabec K, Mornstein V. Detection of ultrasonic cavitation based on low-frequency analysis of acoustic signal. Cent. Eur. J. Biol. 2007;2(2):213-21. [ Links ]
[37] Zhonglin Y, Chunfang Z, Shanlong G, Pingfang H, Xiaoping L. Upgrading vacuum residuum by combined sonication and treatment with a hydrogen donor. Chem. Tech. Fuels and Oils. 2013;48(6):426-35. [ Links ]
[38] Amani M, Najafi I. Asphaltene flocculation inhibition with ultrasonic wave radiation: a detailed experimental study of the governing mechanisms. Advances in Petroleum Exploration and Development. 2011;2(2):32-6. [ Links ]
[39] Rogel E. Simulation of Interactions in Asphaltene Aggregates. Energy Fuels. 2000;14(3):566-74. [ Links ]
