










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista ION
Print version ISSN 0120-100X
Rev. ion vol.27 no.1 Bucaramanga Jan./June 2014
de película ascendente como técnicas de concentración
de hidrolizados de almidón de yuca
Omar Andrés Benavides-Prada; Carlos Jesús Muvdi-Nova*
Escuela de Ingeniería Química. Universidad Industrial de Santander (UIS), Cra. 27 Calle 9, Bucaramanga, Colombia.
*cjmuvdi@uis.edu.co
Fecha Recepción: 03 de enero de 2014
Fecha Aceptación: 08 de abril de 2014
Durante la obtención de jarabes de glucosa a partir de almidón de yuca, la etapa de concentración conlleva el mayor gasto energético del proceso; por ésta razón, técnicas membranarias (ósmosis inversa) y métodos de evaporación no convencionales (evaporación de película ascendente) surgen como alternativas a la evaporación tradicional, debido a que son procesos energéticamente más eficientes. En este trabajo, se utilizaron soluciones de glucosa al 0,1 y 0,4g/ml en la alimentación. En el caso de la ósmosis inversa, se trabajó con membranas Filmtec® y PCI® a 22 y 35,5°C y 21 y 37,5bar de presión transmembrana. Para la evaporación de película ascendente, se trabajó a presiones de 100 y 200bar y temperaturas de 105 y 115°C. En lo que respecta a la ósmosis inversa, los mejores resultados se obtuvieron a 37,5bar y 35,5°C (mayor presión transmembrana y mayor temperatura), obteniendo un factor de concentración volumétrico de 3,3 en 18min (membrana Filmtec® y concentración de glucosa inicial de 10%p); debido a la concentración final alcanzada (<25%p), este método se clasificaría como técnica de pre-concentración. La evaporación de película ascendente mostró en promedio, un gasto energético de 3500kJ por kg de agua evaporada (valor 1,48 veces superior al requerido para el agua pura bajo las mismas condiciones de presión). En términos de la alimentación se encontró que la energía suministrada no superó los 1900kJ/kg de alimentación; así mismo, los factores de concentración de esta técnica no dependen significativamente de las condiciones de operación evaluadas.
Palabras Clave: jarabes de glucosa, hidrolizados de almidón, ósmosis inversa, evaporación, película ascendente.
concentration techniques from starch hydrolysates of yucca
During the production of glucose syrup from yucca starch, the concentration step carries the highest energy costs in the process. Membrane technology (reverse osmosis) and unconventional evaporation methods (climbing film evaporation) arise as alternatives to traditional evaporation, because they are more energy efficient process. In this study, feed glucose solutions were used at 0.1 and 0.4g/ml. In the case of reverse osmosis, Filmtec® and PCI® membranes were used at 22 and 35.5°C and 21 and 37.5 bar of transmembrane pressure. For climbing film evaporation, pressures of 100 and 200bar and temperatures of 105 and 115°C were evaluated. With respect to reverse osmosis, the best results were obtained at 37.5bar and 35.5°C (higher transmembrane pressure and higher temperature), obtaining a volumetric concentration factor of 3.3 in 18min (with an initial glucose concentration of 10%w). Due to the final concentration reached (<25%w), this method would be classified as pre-concentration technique. Climbing film evaporation showed energy requirements low to 3500kJ/kg evaporated water (1.48 times over for pure water at the same pressure conditions). In terms of feed, results showed the supplied energy was low to 1900kJ/kg of feed solution; likewise, concentration factors of this technique did not depend meanly on the operating conditions tested.
Keywords: glucose syrups, starch hydrolyzed, reverse osmosis, climbing film evaporationn.
técnicas de concentração de hidrolisados de amido de mandioca
Na produção de xaropes de glucose a partir do amido de mandioca, a etapa de concentração precisa maior consumo energético durante o processo; por este motivo, técnicas de membranas (osmose inversa) e métodos de evaporação não convencionais (evaporação de película ascendente) surgem como alternativas para a evaporação tradicional, devido ao fato de serem processos energéticamente mais eficientes. Neste trabalho, se utilizaram soluções de glucose com valores de 0,1 e 0,4g/ml, na alimentação. No caso da osmose inversa, trabalhou-se com membranas Filmtec® e PCI®, temperaturas de 22 e 35,5°C, e 21 e 37,5bar de pressão trasnmembrana. Para a evaporação de película ascendente, trabalhou-se com pressões de 100 e 200bar, e temperaturas de 105 e 115°C. No referente à osmose inversa, os melhores resultados foram obtidos a 37,5bar e 35,5°C (a maior pressão trasnmembrana e a maior temperatura), obtendo um fator de concentração volumétrica de 3,3 em 18min (membrana Filmtec® e concentração de glicose inicial de 10%p). Devido à concentração final obtida (<25%p), este método poderia ser classificado como técnica de pré-concentração. A evaporação de película ascendente mostrou, em média, um consumo de energia de 3500kJ por kg de água evaporada (1,48 vezes maior do que o necessário para a água pura nas mesmas condições de pressão). Em termos da alimentação encontrou-se que a energia fornecida não excedeu os 1900kJ/kg da alimentação; da mesma forma, os fatores de concentração desta técnica não dependem significativamente das condições de operação testadas.
Palavras-chave: xaropes de glicose, hidrolisados de amido, osmose inversa, evaporação de película ascendente.
Citar como: Benavides-Prada OA, Muvdi-Nova CJ. Evaluación de la ósmosis inversa y de la evaporación de película ascendente como técnicas de concentración de hidrolizados de almidón de yuca. rev.ion. 2014;27(1):59-70.
Los edulcorantes se emplean en los alimentos para otorgarles sabor dulce, modificar sus propiedades físicas y químicas y para su conservación [1]. A principios de los años ochenta, el uso de la sacarosa como edulcorante empezó a disminuir debido al auge de los jarabes de fructosa y glucosa [2]. Dichos jarabes son obtenidos por hidrólisis del almidón, los cuales contienen una mezcla de glucosa, fructosa y oligosacáridos en diferentes proporciones, con composición y poder edulcorante variable [3]. Durante la obtención de estos jarabes, es necesario realizar un proceso de purificación (para mejorar sus características físicas) y de concentración (disminuyendo la actividad acuosa) al hidrolizado, con el fin de preservarlo y facilitar su transporte y almacenamiento [4]. En el proceso de producción de edulcorantes a partir de hidrolizados de almidón, la etapa de concentración es la de mayor consumo energético [5]. Esto se debe principalmente a los métodos tradicionales empleados para la evaporación del agua en solución y consiguiente concentración de los sólidos disueltos, generando un alto consumo energético, afectando la calidad del jarabe por degradación térmica (caramelización y reacciones de Maillard), resultado de la exposición prolongada del producto a temperaturas superiores a 70 °C [4]. Por lo que es necesario evaluar nuevas tecnologías en la industria alimenticia orientadas a la solución de dicha problemática.
Dentro de las nuevas tecnologías de concentración con potencial de aplicación, podemos encontrar procesos no térmicos como la técnica membranaria de ósmosis inversa, y procesos térmicos como los evaporadores de película (ascendente) al vacío. Algunas de las ventajas ofrecidas por estos métodos son el tratamiento del producto en condiciones moderadas de operación, tiempos de residencia cortos, y el diseño compacto y de fácil instalación [6].
La ósmosis inversa o hiperfiltración implica el paso de agua a través de una membrana densa de permeabilidad selectiva, desde una zona de mayor a otra de menor concentración, mediante la aplicación de una presión superior a la presión osmótica en el lado de mayor concentración [7]. La principal ventaja de la concentración por membranas es la reducción del daño causado por tratamiento térmico, conservando las características nutricionales, sensoriales y de sustancias volátiles del producto. En contraste con la evaporación, la concentración por membrana no exige un cambio de fase, por lo que la energía se utiliza más eficazmente. La ósmosis inversa ha sido utilizada en la industria de alimentos como método de concentración de jugos. Bichsel & Sandre [8] utilizan esta técnica membranaria como etapa de concentración de jugo de caña de azúcar, obteniendo un menor consumo de energía respecto a la evaporación convencional; concentrando de 12 a 30°Brix. Así mismo, Madaeni & Zereshki [9] encuentran que la utilización de ósmosis inversa, seguido de una etapa de concentración por evaporación tradicional, logra un ahorro de energía del 33%, si se compara con la realización de toda la concentración empleando únicamente la evaporación tradicional; igualmente, reportan el aumento del fenómeno de polarización de concentración al aumentar la concentración de azúcar en la alimentación (debido a la acumulación de soluto sobre la membrana), que conlleva a una disminución de la permeabilidad de la membrana. En la concentración de jugo de naranja [10] y jugo de uva [11] también se ha empleado ósmosis inversa como etapa de separación, utilizando en ambos casos una membrana compuesta de poliamida DSS-HR98PP®. Estos dos trabajos reportan resultados similares: el flujo de permeado disminuye a medida que la concentración en el retenido aumenta debido al incremento de la presión osmótica, la polarización de concentración, fenómenos de ensuciamiento y la viscosidad de la solución. Por otro lado, un mejor factor de concentración se logró aumentando la presión transmembranaria y la temperatura de trabajo. Así mismo, Jesus et al. [10] reportaron retención de azúcares del 96% y de vitamina C del 94% durante el proceso.
Todos los estudios reportados sobre ósmosis inversa muestran concentraciones máximas alcanzadas inferiores a 30°Brix. Lo que la estaría clasificando como técnica de pre-concentración. Posterior a la fase de concentración preliminar, la etapa de concentración definitiva se lleva a cabo mediante sistemas clásicos de evaporación; sin embargo, se reportan estudios sobre el uso de la evaporación de película como proceso alternativo. Aunque los evaporadores de película son procesos térmicos, estos disminuyen el daño térmico de la solución gracias al menor tiempo de contacto con la superficie caliente [7]. Dentro de estos tipos de evaporadores están los de película ascendente. En esta configuración, la solución a tratar sube en forma de película, impulsada por el vapor generado durante el proceso. Walthew & Whitelaw [12] muestran un aumento del coeficiente de transferencia de calor debido a la formación de una mayor turbulencia, pues reduce la resistencia al transporte de energía. Por otro lado, Pacheco et al. [13] aseguran que una caída en el coeficiente de transferencia de calor en un evaporador de película ascendente/descendente, está relacionada con un aumento de la concentración y de la viscosidad. Así mismo, Walthew & Whitelaw [12] señalan que valores altos de temperatura ocasionan un sobresecado (colmatación) en la parte superior de la columna, fenómeno que se acelera si se emplean bajos flujos de alimentación. Por último, estas dos investigaciones señalan que, un incremento en el flujo de alimentación, aumenta el coeficiente de transferencia de calor a largo plazo, mediante la reducción de la tasa a la que dicho coeficiente disminuye debido al ensuciamiento. Como lo demuestran los estudios anteriormente expuestos, se ha trabajado con matrices propias a la industria de alimentos, sin embargo, a la fecha no existen reportes de su aplicación en hidrolizados de almidón encaminados a la producción de jarabes de glucosa; ni un cuadro comparativo de estas dos técnicas con respecto a la evaporación convencional bajo condiciones de operación similares. El objetivo principal fue analizar el efecto de las variables presión, temperatura y concentración de alimentación sobre el consumo de energía y calidad del producto obtenido, y su posterior comparación con el proceso de concentración convencional.
Materiales
El desarrollo experimental se realizó con hidrolizados de glucosa concentrados (80°Brix) suministrados por la empresa PROMITEC SANTANDER S.A.S., tanto para los experimentos de ósmosis inversa como de evaporación de película ascendente. En el piloto de ósmosis inversa se utilizaron membranas orgánicas comerciales Filmtec® (superficie membranaria de 2m2; presión y temperatura máximas de trabajo de 69bar y 45°C) y PCI® (superficie membranaria de 0,9m2; presión y temperatura máximas de trabajo de 70bar y 70°C)
Piloto de ósmosis inversa
La Figura 1 muestra el piloto de ósmosis inversa utilizado. La solución de alimentación se almacena en un tanque con capacidad de 50L, donde una bomba recíproca de alta presión es utilizada para hacer circular el hidrolizado a través de la membrana. El sistema consta de dos módulos membranarios diferentes (Filmtec® y PCI-AFC99®) y, para las dos configuraciones, el retenido (solución a concentrar) es recirculado al tanque de almacenamiento.

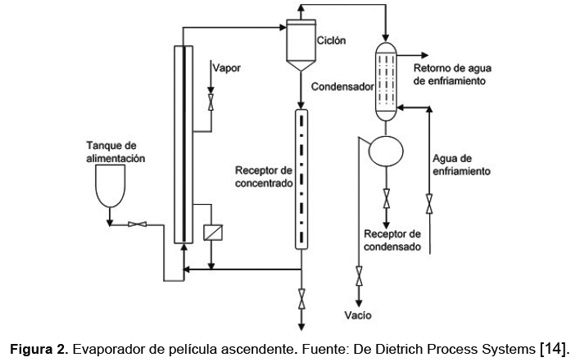
Piloto de evaporación de película ascendente
La Figura 2 representa un evaporador de película ascendente similar al usado durante el desarrollo de este trabajo. Durante la operación, una bomba centrífuga de alimentación (potencia instalada de 0,25kW) hace circular la solución a concentrar desde el tanque de alimentación hacia la base de la columna. Una vez llena la base con solución, se hace pasar vapor sobrecalentado por el interior del tubo intercambiador para calentar la solución hasta su punto de ebullición y, con el impulso del vapor generado, transportar la solución (que se va concentrando) en forma de una película de líquido hasta la cima de la columna. Esta mezcla líquido-vapor se separa con un ciclón. El vapor es condensado sobre un serpentín y recogido en un balón. En el fondo del ciclón, el líquido es bombeado a un tanque de almacenamiento. El piloto utilizado trabajó en vacío (bomba de vacío, 8 mbar abs. de presión mínima) para disminuir el punto de ebullición y, de esta forma, afectar en menor grado al producto [15].
Condiciones de operación para osmosis inversa. Se planteó un diseño experimental factorial 22 donde las variables fueron la presión y la temperatura de operación. El mayor nivel de presión estuvo restringido por el límite de trabajo de la bomba del piloto (36 bar). El menor nivel de presión se consideró como un valor intermedio (20 bar). A su vez, el mayor nivel de la variable temperatura fue de 35,5°C (según temperatura máxima de resistencia para la membrana Filmtec®). Como nivel inferior se utilizó un valor intermedio de 22°C. Para cada experimento se hicieron mediciones periódicas de los volúmenes de permeado y los °Brix para el retenido y el permeado.
Condiciones de operación para la evaporación de película descendente. Las condiciones experimentales se establecieron tomando en cuenta las especificaciones del piloto. Se realizó un diseño experimental factorial 22, variando la temperatura y la presión para dos concentraciones de alimentación (10 y 40%p); rango de concentración comúnmente utilizado para la hidrólisis del almidón. Para la variable temperatura se utilizaron dos condiciones: 115°C (máxima temperatura asegurada por el sistema de calentamiento de vapor) y 105°C (temperatura mínima que asegura la ausencia de cambio de fase del vapor de calentamiento durante las pruebas). Para efectos de cálculo de consumo energético, la energía transferida será solo calor sensible. La variable presión tomó valores de 200mbar, para asegurar una temperatura de ebullición inferior a la temperatura de degradación térmica de azúcares, y un valor intermedio de 100mbar. Para todos los experimentos se registraron periódicamente las temperaturas del vapor de calentamiento, de ebullición de la solución y del condensado de vapor de calentamiento, además de las observaciones presentes durante el proceso. Terminado el experimento, se determinó su duración, la cantidad del condensado de vapor de caldera, del condensado producido (proveniente de la solución) y del concentrado, así como los °Brix finales.
Los datos obtenidos sirvieron para escoger las condiciones de operación más adecuadas (disminución del ensuciamiento de la columna y mayor factor de concentración). Con dichas condiciones, se realizó otra serie de experimentos, recirculando el concentrado hasta una concentración final < 85,5%p (limitado por la bomba de recuperación de concentrado); para alcanzar dicha concentración se requirió realizar tres ciclos de evaporación. Este procedimiento se realizó tres veces, diluyendo cada vez hasta la concentración inicial, con el fin de determinar la influencia del proceso sobre la calidad del producto. La repercusión en la calidad está relacionada con variaciones en el color en la mezcla, que indican, para esta aplicación, el cambio en la composición debido a reacciones de caramelización durante el proceso de concentración [16]. Las muestras obtenidas se estudiaron mediante espectrofotometría UV-visible a 440nm (que corresponde al color azul) para análisis del color [17].
Concentración de hidrolizados de almidón utilizando ósmosis inversa
La Figura 3 muestra el flux de permeado obtenido en función del tiempo utilizando en las membranas Filmtec® y PCI-AFC 99®, a distintas condiciones de temperatura y presión transmembranaria.
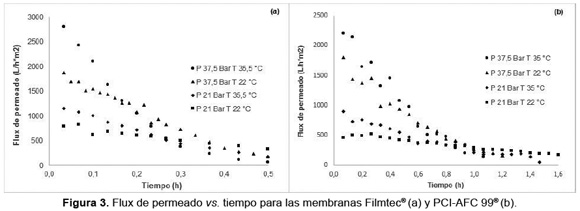
De esta figura se observa una disminución del flux de permeado conforme transcurre la prueba, con tendencia a estabilizarse después de cierto tiempo. Esto se traduce en una disminución de la velocidad de separación (filtración) a medida que la concentración de la solución aumenta. Dicho comportamiento se debe, principalmente, al aumento de la presión osmótica y la viscosidad de la solución, resultado del incremento de su concentración. Así mismo, se observa que una mayor presión transmembrana induce mayores flux de permeado para un mismo tiempo, luego mayores flujos de permeación. Igualmente, la temperatura favorece la filtración debido a la disminución de la viscosidad de la solución y el aumento de los coeficientes de difusión a través del material membranario.
En este orden de ideas, para las condiciones de 37,5 bar y 35,5 °C se logran los mejores resultados en cuanto a factor de concentración volumétrica. Para dicho escenario de experimentación, utilizando la membrana Filmtec® con una concentración inicial de glucosa del 10%p, se logró un factor de concentración volumétrico de 3,3 en 18 min; así mismo, al realizar la prueba con la membrana PCI®, se alcanzó un factor de concentración de 2,7 en 40min. Este contraste de tiempo entre las dos membranas se debe a la diferencia en las superficies membranarias, pues la membrana Filmtec® tiene una superficie de casi el doble respecto a la membrana PCI® (2 y 0,9m2, respectivamente). Por esto, teniendo en cuenta la casi linealidad a nivel de diseño-escalado de los procesos membranarios, para un mismo volumen de trabajo, si se duplica la superficie membranaria, se divide entre dos el tiempo de procesamiento.
La Figura 4 muestra la variación de la concentración en función del tiempo para las dos membranas utilizadas, bajo distintas condiciones de presión transmembranaria y temperatura. Cabe resaltar que, para la membrana Filmtec®, se alcanza la misma concentración máxima que usando la membrana PCI® en aproximadamente la mitad del tiempo; esto se debe a su mayor superficie membranaria (casi del doble). La máxima concentración se encuentra alrededor de 25°Brix, acorde con lo reportado en la literatura para otro tipo de soluciones 5,18. De acuerdo a lo expuesto por Madaeni & Zereshki [9], la presión osmótica de soluciones de azúcar a 30°Brix y 35°C es de 34bar aproximadamente; aunque, al disminuir la temperatura, la presión osmótica de la solución se reduce, oscilando entre 32 y 36bar para temperaturas entre 20 y 50°C, respectivamente. De acuerdo a esto, se podría alcanzar una mayor concentración incrementando la presión de trabajo, de forma a superar la presión osmótica a esa concentración. Sin embargo, al hacerlo se incrementarían los costos de implementación (especificaciones de materiales y equipos) y de operación (costos energéticos).
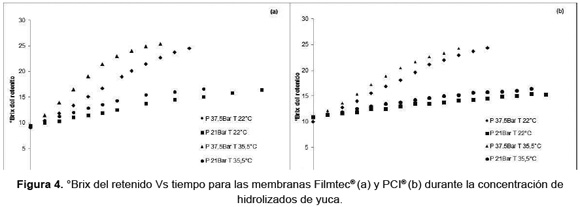
Es importante señalar que la concentración del permeado se mantuvo entre 0,25 - 1°Brix, indicando que las membranas, en el rango de concentraciones de alimentación trabajado (10 - 25°Brix), no pierden selectividad durante el proceso.
Concentración de hidrolizados de almidón utilizando la evaporación de película ascendente al vacío.
En la Figura 5 se comparan la concentración inicial y final bajo diferentes condiciones de presión de trabajo y temperatura de vapor de calentamiento. Los resultados permiten concluir que el factor de concentración permanece invariante, independiente de la presión y la temperatura evaluadas. Para alimentaciones a 10 y 40°Brix, se obtuvieron factores de concentración promedio de 1,4 +/- 3x10-3 y 1,5 +/- 3x10-3, respectivamente.

En la Figura 6 se resumen los factores de concentración obtenidos para cada uno de los experimentos presentados en la Figura 5. Se observa que, para las diferentes concentraciones iniciales y condiciones de operación, no hay incidencia de dichas variables sobre el factor de concentración.
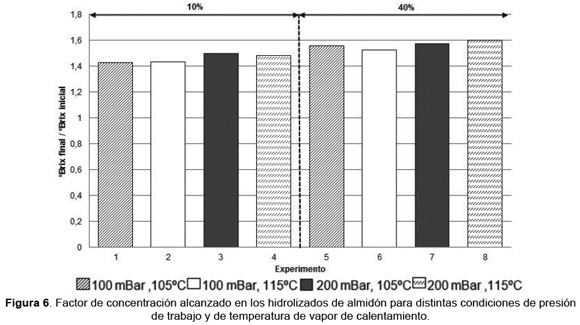
Se observa que, en términos de productividad, son esencialmente las especificaciones del evaporador (longitud y diámetro del intercambiador) quienes determinan el alcance del proceso de concentración (factor de concentración).
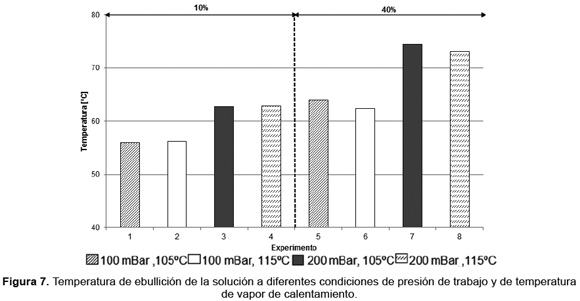
La Figura 7 presenta las temperaturas de ebullición promedio encontradas durante los experimentos. De ella se observa que la presión de operación influye en la temperatura de ebullición. Este fenómeno encuentra su explicación en la modificación del equilibrio líquido-vapor; mayor vacío genera una disminución en la temperatura de ebullición. Así mismo, la concentración inicial determina la temperatura de ebullición, ya que al aumentar la concentración de sólidos disueltos en la solución, la presión de vapor disminuye, aumentando así su temperatura de ebullición.
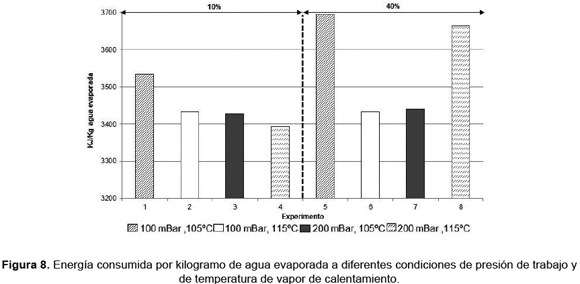
La Figura 8 muestra la energía necesaria para evaporar un kilogramo de agua de la solución a concentrar. Dicho cálculo se realizó teniendo en cuenta únicamente el calor latente cedido por el vapor, y el condensado de este vapor recuperado durante la operación. A pesar de que no fue posible determinar una tendencia para este parámetro en función de las variables evaluadas (diferente comportamiento a 10%p y 40%p), se observa que todos los experimentos guardan el mismo nivel de consumo de energía por kilogramo de agua evaporada (3500kJ/kg agua evaporada en promedio); cabe resaltar que la energía requerida para evaporar un 1kg de agua pura es 2389,3 y 2355kJ para presiones de 100 y 200mbar respectivamente.
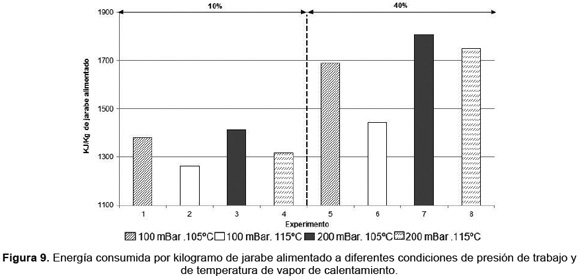
La Figura 9 muestra la energía consumida por kilogramo de solución alimentada para el evaporador de película ascendente en presencia de vacío. Los diferentes valores de energía registrados se explican por diferencias en las concentraciones finales alcanzadas en cada experimento y las condiciones de operación.
De la Figura 9 se observa que al disminuir la temperatura en el vapor de calentamiento y al aumentar la presión de trabajo, la energía suministrada aumenta (en un factor de 1,1 +/- 0,1 en promedio para ambos casos). Este comportamiento es debido a que por un lado el calor (latente) transferido por el vapor aumenta al disminuir la temperatura del vapor, y del otro, un aumento de la presión de trabajo incrementa la temperatura de ebullición del sistema haciendo que aumenten también los requerimientos energéticos. Por otro lado, cuando la solución se alimenta con una concentración mayor de glucosa, el gasto energético se incrementa. Este incremento se debe a la disminución de la presión de vapor de la solución al aumentar su concentración, lo que genera incrementos en la temperatura de ebullición (ver Figura 7); y con ello un mayor requerimiento de energía para asegurar la evaporación. Sin embargo, es a resaltar que para ningún experimento la energía suministrada por kilogramo de solución alimentada excede los 1900kJ. Es importante señalar que si bien la de energía suministrada aumenta con la concentración no lo hacen en la misma proporción (al pasar de 10 al 40%p la energía suministrada aumenta en un factor de 1,24 +/- 0,1 en promedio).
Efecto del proceso de evaporación de película ascendente sobre la calidad del producto (análisis basado en el color del producto).
Para concentrar la solución de 20 a 65,5°Brix, la solución se puso en contacto con el evaporador de película tres veces (tres ciclos). En el primer ciclo, la solución alcanzó una concentración de 34,5°Brix; luego del segundo ciclo el jarabe se concentró hasta los 46,7°Brix y, finalmente, con el tercer ciclo se llegó a la concentración final de 65,5°Brix.
La Figura 10 muestra los valores de absorbancia en el espectro visible para el producto al final de cada ciclo (para su respectivo análisis todas las muestras fueron llevadas a una misma concentración diluyendo con agua destilada).

En la Figura 10 se observa una influencia de la evaporación sobre la absorbancia de la solución a 440nm (que corresponde al color azul). Lo anterior se debe a que el color que se absorbe es el complementario del color que se transmite o refleja, que en este caso es el amarillo [19]. Se puede ver que para cada ciclo hay un incremento en el valor de la absorbancia, lo que indica un efecto negativo de la técnica de evaporación sobre el color del producto; luego sobre la calidad de éste.
En este orden de ideas, un aumento en la concentración de la solución durante el proceso conlleva a una mayor viscosidad, lo que dificulta la fluidez de la película (ascendente), incrementando el tiempo de contacto de ésta con la superficie caliente del evaporador y causando una elevación en el valor de la absorbancia en aproximadamente un 28%. Este aumento de la absorbancia está directamente relacionado con la composición de la solución.
La Figura 11 muestra los valores de absorbancia a 440nm para un mismo jarabe concentrado y diluido tres veces consecutivas, por evaporación de película ascendente y evaporación convencional. Las diluciones siempre se realizaron para llevar nuevamente la solución a una concentración inicial de 20°Brix, aproximadamente. Las muestras finales fueron analizadas por espectrofotometría UV-Vis a una misma concentración (61,3°Brix), con el fin de que los resultados no se vieran afectados por la concentración.
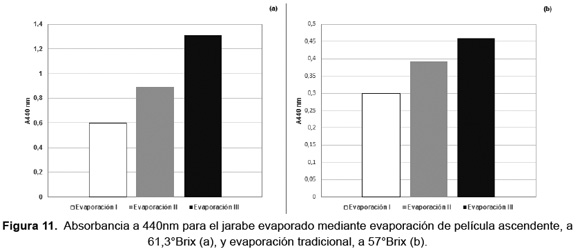
La tendencia general para las dos técnicas (Figura 11) es la de un aumento en la absorbancia a 440nm (luego del color), evidenciando la presencia de reacciones de caramelización con cada nueva evaporación. Ello se debe a que, a medida que se concentra la solución, aumenta la viscosidad, y con ello, la dificultad de la película a desplazarse rápidamente sobre la superficie caliente (que está a una temperatura cercana a la del vapor de calentamiento). Este inconveniente podría disminuirse trabajando con la configuración de evaporación de película descendente.
Los resultados obtenidos por este estudio permiten concluir que la técnica de ósmosis inversa puede ser utilizada como método de pre-concentración de jarabes de glucosa. Mediante dicho proceso membranario se obtuvo un factor de concentración volumétrico de 3,3 en 18min (membrana Filmtec® y concentración inicial de 10°Brix), sin emplear temperaturas que afecten el producto e incrementando 2,5 veces la concentración de la solución. Una mayor presión transmembranaria y temperatura aumentarán el volumen de permeado, siendo la presión la variable más influyente para esta operación. Respecto a la evaporación de película ascendente al vacío, se observó que el factor de concentración es el mismo sin importar las diferentes condiciones de presión, temperatura y concentración de alimentación evaluadas. Esto permite concluir que el proceso está determinado principalmente por las especificaciones de diseño del intercambiador de calor en el evaporador. Por otro lado, al evaluar esta técnica desde el punto de vista energético se encontró que en promedio se requirieron 3500kJ/kg de agua evaporada; siendo este valor 1,48 veces superior al requerido para el agua pura bajo las mismas condiciones de presión. Igualmente, se encontraron variaciones en la energía suministrada por kg de alimentación en función de la temperatura, la presión de operación y la concentración en la alimentación. En todos los casos esta energía no superó los 1900kJ/kg de alimentación. Se observó que el parámetro que más influenciaba la transferencia de energía tiene que ver con la concentración en la alimentación, cuyo incremento (de 10 a 40%p) generó un aumento de la energía transferida en un factor promedio de 1,24 +/- 0,1. Finalmente, la evaporación de película ascendente presentó un mayor impacto sobre la calidad del producto (color) a causa de mayores tiempos de contacto con la superficie caliente, ocasionado por un aumento en la viscosidad de la solución (mayor concentración de azúcar) que dificulta su desplazamiento sobre la superficie de intercambio. Este inconveniente podría disminuirse trabajando con la configuración de evaporación de película descendente.
Los autores agradecen a la Vicerrectoría de Investigación y Extensión de la Universidad Industrial de Santander, al Departamento administrativo de Ciencia, Tecnología e Innovación - COLCIENCIAS y al Laboratorio PROBIOGEM - USTL1 (Francia) por el apoyo brindado para la realización del presente trabajo, que hace parte del proyecto titulado "Aumento de la productividad de concentrados de jarabes de glucosa obtenidos a partir de hidrolizados de almidón de yuca por métodos no convencionales" (cód. VIE9417).
[1] American Dietetic Association. Use of nutritive and nonnutritive sweeteners. Iowa, Estados Unidos de América; 2004. [ Links ]
[2] Coulston A, Johnson R. Sugar and sugars: myths and reality. J Am Diet Assoc. 2002;102(3):351-3. [ Links ]
[3] Benjumea MV, Correa I. Edulcorantes. Colombia hacia la promoción de la salud. 2001;6(1):33-46. [ Links ]
[4] Berk Z. Food process engineering and technology. Estados Unidos de América: Elsevier; 2009. [ Links ]
[5] Hinkova A, Bubník Z, Kadlec P, Pridal J. Potentials of separation membranes in the sugar industry. Separation/Purification Technology. 2002;26:101-10. [ Links ]
[6] Lipnizki F. Cross flow membrane application in the food industry. En: Membranes for food applications. Peinemann KV, Pereira S, Giorno L, Editores. Estados Unidos de América: Willey-VCH; 2010. p. 1-23. [ Links ]
[7] Potter N, Hotchkiss J. Ciencia de los alimentos. 5 ed. Estados Unidos de América: Acribia; 1995. [ Links ]
[8] Bichsel S, Sandre A. Application of membrane technology to juice concentration. Int. Sugar J. 1982;84:266-8. [ Links ]
[9] Madaeni S, Zereshki S. Energy consumption for sugar manufacturing. Part I: Evaporation versus reverse ósmosis. Energy Conversion and Management. 2010;51:1270-6. [ Links ]
[10] Jesus D, Leite M, Silva L, Modesta R, Matta V, Cabral L. Orange (citrus sinensis) juice concentration by reverse osmosis. Journal of Food Engineering. 2007;81:287-91. [ Links ]
[11] Gurak P, Cabral L, Rocha-Leao M, Matta V, Freitas S. Quality evaluation of grape juice concentrated by reverse osmosis. Journal of Food Engineering. 2010;96:421-6. [ Links ]
[12] Walthew DC, Whitelaw RW. Factors affecting the performance of long tube climbing film evaporators. Proc. S. Afr. Sug. Technol. Ass. 1996;70:221-4. [ Links ]
[13] Pacheco C, Frioni l. Experimental results for evaporation of sucrose solution using a climbing/ falling film plate evaporator. Journal of Food Engineering. 2004;64:471-80. [ Links ]
[14] Evaporation-climbing film and natural circulation evaporator. De dietrich process systems. Disponible en: http://www.ddpsinc.com/teachingunits/qts4.html. Acceso el 27 de abril de 2010. [ Links ]
[15] Ibarz A, Barbosa C, Garza S, Gimeno V. Métodos experimentales en la ingeniería alimentaria. España: Acribia; 2000. [ Links ]
[16] Belitz H, Grosh W, Schieberle P. Food Chemistry. 4 ed. Estados Unidos de América: Springer; 2009. [ Links ]
[17] Alves D, Prates M, Sanches P. Spectrophotometric determination of the astm color of diesel oil. Fuel. 2007;86:911-4. [ Links ]
[18] Fellows P. Tecnología del procesado de los alimentos: principios y prácticas. Estados Unidos de América: Acribia; 1994. [ Links ]
[19] Abril N, Bárcena A, Fenández E, Galván A, Jorrín J, Peinado J, et al. Espectrofometría: espectros de absorción y cuantificación colorimétrica de biomoléculas. Universidad de Córdoba. Disponible en: http://www.uco.es/dptos/bioquimica-biol.../08_ESPECTROFOTOMETRIA.pdf. Acceso el 20 de mayo de 2010. [ Links ]
