










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista ION
Print version ISSN 0120-100X
Rev. ion vol.27 no.2 Bucaramanga July/Dec. 2014
resino-asfalténicos de los crudos pesados
Natalia Afanasjeva1*
1 Departamento de Química, Facultad de Ciencias Naturales y Exactas, Universidad del Valle, Calle 13 #100-00,
Cali, Colombia.
* natalia.afanasjeva@correounivalle.edu.co
Fecha Recepción: 10 de abril de 2014
Fecha Aceptación: 15 de septiembre de 2014
El procesamiento del petróleo en las refinerías se ha complicado en los últimos años debido al agotamiento de los crudos livianos y la aparición de crudos pesados en la dieta de conversión. Uno de los mayores problemas que debe resolverse para incorporar estos crudos y también para procesar las fracciones pesadas que actualmente se generan a nivel mundial es el manejo de la fracción del concentrado resino-asfalténico (CRA) y el procesamiento de los asfaltenos. En este trabajo se presenta el análisis de características fisicoquímicas de concentrado resino-asfalténico de los crudos pesados colombianos para evaluar su potencial para el uso de las fracciones pesadas en el proceso de pirólisis suave bajo atmósfera inerte con el fin de obtener productos de mayor valor agregado. Se realizó la precipitación de los CRA's y a partir de éstos se extrajeron y purificaron los asfaltenos de los crudos pesados Castilla: 21%, San Fernando 18% y Rubiales 13% La conversión térmica de éstos por TGA mostró que se produjo 30, 55 y 40%p de coque. Se presentan los datos de análisis elemental, poder calorífico, análisis próximo, el cálculo de las formulas químicas empíricas de los CRA. El proceso de pirólisis suave de los CRA se realizó en un reactor a nivel de laboratorio entre 330 y 470°C y se obtuvieron tres fracciones, una sólida, una líquida y una gaseosa, las cuales se cuantificaron y analizaron por diferentes técnicas espectroscópicas (C+H+N,S+O, FT-IR, RMN 1H y 13C) y cromatográficas (GC y GC-MS). Con el aumento de la temperatura de reacción el rendimiento de las fracciones sólida y gaseosa aumentó. La fracción líquida presentó un valor máximo a 450°C y la máxima conversión de los CRA en productos potencialmente útiles como combustibles fue ~26% (Base seca). El cálculo de los parámetros cinéticos del proceso de pirólisis con base en la ecuación de Arrhenius permitió estimar las energías de activación (Ea) y factor de colisiones (k0).
Palabras clave: crudos pesados, concentrado resino-asfalténico, conversión pirolítica, análisis elemental; poder calorífico.
concentrates from heavy oils
Crude refining has become complicated due to depletion of light oil and need of heavier fraction to attend the growing demand in energy. The main problem is the handling of these fractions with high content of asphaltenes and resin concentrates. This research deals with the physicochemical characteristics of resin-asphaltenes concentrates obtained from different Colombian heavy oils in order to evaluate their potential in a process of mild pyrolysis in inert atmosphere to obtain aggregated value liquid products. Resin asphaltene concentrates (CRA) were obtained by precipitation and then the pure asphaltene isolated and purified. Asphaltene content in Castilla crude: 21%, San Fernando crude: 19% and from Rubiales crude: 13%. Thermal conversion by TGA for the same asphaltenes resulted in 30, 35 and 40% yield of coke. Elemental analysis, heat content, proximate analysis and empiric formula are given for the concentrate and the obtained coke.
Pyrolysis was done in a lab batch reactor under temperatures 330 - 470°C. Three fractions were obtained: gas, liquid and solid. All fractions were characterized by mean of different spectroscopic techniques (C+H+N, S+O, FT-IR, RMN 1H y 13C) and chromatography (HPLC, GC and GC-MS). At higher temperatures yield of gas and solid fraction increased. Maximum yield of liquid fraction was obtained at 450°C. Potential conversion of asphaltenes in added value products as raw fuels is ~26% (dry basis). Kinetic parameters were determined according to Arrhenius equation with a value of energy activation (Ea) in the order of 352 kJ/mol. And also the k0 collision factor was calculated.
Keywords: heavy oils, resin-asphaltene concentrate, pyrolysis conversion, elemental analysis, calorific power.
resino-asfaltenicos de os crudes pesados
A demanda de combustíveis fósseis está aumentando, mas o fornecimento de petróleo leve vem caindo, de modo que as refinarias devem começar a usar petróleos mais pesados como um substituto barato. Neste papel, asfaltenos a partir de óleos pesados Castilla (21%), San Fernando (19%) e Rubiales (13%) foram extraídos e analisados. As mudanças de temperatura experimentadas pelos três asfaltenos brutos foram estudados por termogravimetria e calorimetria diferencial de varrimento, e em seguida, foram submetidas a um processo de pirólise, entre 330 e 470°C sob atmosfera inerte. Após as três fracções de pirólise foram obtidos, um sólido, um líquido e gasoso, o qual foi recuperado, quantificado e analisado por meio de técnicas cromatográficas e espectroscópicas. A fração sólida é também determinado o seu teor de asfaltenos restante e coque. Em geral, medida que a temperatura aumenta o rendimento de coque, de líquidos e de gás aumentou, alcançando um 450°C, a conversão completa dos asfaltenos em produtos potencialmente úteis, tais como combustível. Finalmente, o cálculo dos parâmetros cinéticos do processo do pirólise com base na equação de Arrhenius reservou para calcular as energias da ativação do (Ea) e do fator das colisões k0.
Palabras-chave: asfaltenos, petróleos pesados, pirólise, análise termogravimétrica, coque.
Cita: Afanasjeva N. Conversión pirolítica de los concentrados resino-asfalténicos de los crudos pesados. rev.ion. 2014;27(2):71-86.
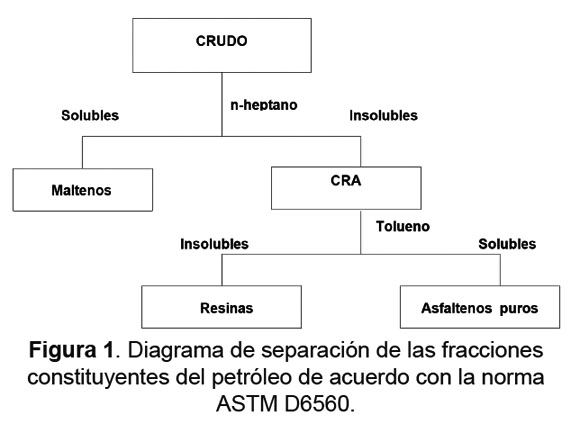
Los asfaltenos son materiales sólidos de apariencia fina como polvo y color que varía desde el negro hasta el café oscuro; que se obtienen a partir del petróleo crudo, residuos del petróleo o materiales bituminosos, empleando disolventes parafínicos de bajo peso molecular. La definición clásica de los asfaltenos se basa en su solubilidad, de tal forma que la fracción del petróleo insoluble en n-heptano pero soluble en tolueno se conoce como asfaltenos [1]. Son completamente solubles en benceno, tolueno, disulfuro de carbono e hidrocarburos clorados como cloroformo; no tienen un punto de fusión definido y usualmente se espuman y expanden cuando se calientan, para dejar residuos carbonáceos. En su monografía Speight J [2] propone una definición de los asfaltenos mediante modelos semejantes para la separación del petróleo en diferentes fracciones (análisis SARA). Los asfaltenos comúnmente tienen punto de ebullición por arriba de 540°C y un peso molecular alto que va desde 1000 hasta 20000 Dalton; esta variación en peso molecular manifiesta la existencia del fenómeno de asociación intermolecular en los asfaltenos. Químicamente la unidad estructural de los asfaltenos se presenta como un agrupamiento o "cluster" formado por unas 3-5 láminas de varios anillos poli aromáticos y compuestos heterocíclicos con ramificaciones alifáticas [3,4].
La mayor cantidad de heteroátomos (S, N, O) se concentra en los asfaltenos; más de 90% de los metales presentes en los crudos (vanadio, níquel, manganeso, hierro, cromo) se encuentran en la fracción asfalténica. Los asfaltenos son difíciles de biodegradar, son los compuestos más indeseables desde el punto de vista de tratamiento y de derrames de petróleo; por estas razones los asfaltenos son los materiales más estudiados pero menos entendidos en la industria del petróleo [5-8]. Los asfaltenos no son refinables, tienen diversos problemas en su manejo tales como taponamiento de equipos, deposición en líneas, reducción de la producción de productos destilables en la refinación del crudo y su alta resistencia a la desintegración. Los asfaltenos son iniciadores de formación de coque en los procesos catalíticos ocasionando una desactivación importante de los catalizadores y se consideran como los componentes de menor valor de un crudo ya que causan un marcado aumento de su viscosidad, haciéndolo difícil de transportar y de procesar.
Por las razones anteriores los asfaltenos son objeto de investigación para encontrar alternativas de su eliminación o disminución antes de que entren al proceso de refinación. Adicionalmente, debido a la tendencia de producir y refinar crudos cada vez más pesados, el estudio de los asfaltenos se ha incrementado progresivamente durante los últimos años. Hay dos rutas térmicas para procesar directamente la fracción más pesada del crudo viscoso: la primera es la gasificación a altas temperaturas [9] y la segunda es la conversión pirolítica en la ausencia total de agentes oxidantes o con un suministro limitado que no permite la gasificación en una extensión apreciable [10]. Durante este proceso numerosas moléculas complejas hidrocarbonadas del petróleo se rompen en moléculas más pequeñas y simples de gas, líquido y residuos sólidos tipo coque. La pirólisis se asemeja a procesos como el craqueo, la desvolatilización, la carbonización, la destilación seca, la destilación destructiva y la termólisis, pero difiere del proceso de gasificación, el cual involucra reacciones químicas con un agente externo conocido como medio de gasificación. La pirólisis típicamente se lleva a cabo en un intervalo relativamente bajo de temperaturas de 300 a 650°C [11] comparado con los 800 a 1000°C para la gasificación. El proceso de pirólisis permite la conversión de asfaltenos a productos de mayor valor agregado y consiste en la ruptura de enlaces carbono-carbono, con el consiguiente fraccionamiento de la molécula en dos o más fragmentos de menor tamaño [12]. Simultáneamente, hay una carbonización parcial con liberación de hidrógeno elemental por ruptura de enlaces carbono-hidrógeno, y buena parte de los hidrocarburos resultantes contienen menor porcentaje de hidrógeno que la materia prima; estos hidrocarburos pertenecen a la serie olefínica. Esta reacción se presenta cuando el vapor de uno de los homólogos superiores del metano se hace pasar a través de un tubo metálico al rojo (500-700°C) y se producen varias reacciones de desintegración térmica. Los autores [13,14] indicaron algunos de los posibles compuestos que son de esperarse en un proceso de este tipo y el cracking se lleva a cabo por medio de un mecanismo con base en radicales libres:

Como lo analizan en varios publicaciones [15,16], el proceso de cracking es extraordinariamente complejo y puede originar una mezcla variada de productos; sin embargo, puede hacer de él un método de gran utilidad en la fabricación de combustibles líquidos para motores y en la obtención de productos intermedios valiosos para la síntesis. El carbón pirolítico se usa en la elaboración de válvulas para el corazón, arterias y vasos sanguíneos, por su estabilidad y resistencia a la oxidación.
Debido a su gran importancia industrial, los asfaltenos del petróleo han sido materia de estudios pirolíticos por más de dos décadas. Se ha reportado que los CRA representan el principal contribuyente de la formación de coque. Los solventes alifáticos generalmente precipitan esas fracciones y su composición elemental varía con el tipo de solvente que se usa. Los CRA producen varias dificultades en los procesos de hidroruptura e hidrorefinación [17]. Se ha observado que a altas temperaturas, se polimerizan y causan taponamiento de los lechos catalíticos, tuberías y equipos. Por las dificultades anteriores, se deben encontrar alternativas para eliminar, disminuir o darle valor agregado a esas fracciones que tienen la composición química variable y compleja antes de que entren al proceso de refinación o después de haberlos producidos.
Varios intentos se han hecho para mejorar la tecnología de refinación de crudos pesados que contienen CRA y entender los cambios que se presentan durante su transformación. Estos estudios proveen información cuantitativa importante sobre la identidad, composición y estructura de las muestras de asfaltenos. En estudios previos [11], se ha mostrado que la pirólisis de los asfaltenos procede de un modo muy complejo junto con diversas reacciones secundarias, y son varios los modelos de reacción que se han formulado para este proceso. La pirólisis de los asfaltenos a 350-800°C produce una cantidad sustancial de alcanos (teniendo hasta 40 átomos de carbono en la molécula) y de varios sistemas aromáticos polinucleares en el destilado (de uno a cuatro anillos). El análisis termogravimétrico (TGA) se ha usado por varios investigadores para modelar el comportamiento de los CRA en procesos de pirólisis, así como para encontrar la cinética de su descomposición [18,22]. Pruebas de TGA en asfaltenos Maya se desarrollaron en atmósfera inerte (nitrógeno) y se encontró que la mayoría de las reacciones de pirólisis fueron a 400°C y el proceso se completó a 646°C [11]. La máxima pérdida de peso se obtuvo a 524°C en la pirólisis de los asfaltenos y los autores establecieron que en su degradación térmica se producen altos rendimientos de productos volátiles, que incluyen líquidos condensables junto con gases, y de coque, siendo los asfaltenos los que más contribuyen a la formación de este último producto. Algunos autores [13] investigaron el comportamiento térmico de asfaltenos derivados de carbón, encontrando que la pérdida de peso fue más rápida en asfaltenos que en el carbón original y encontraron que la mayor pérdida de peso ocurría en los intervalos de 300 a 500°C.
Zhao H [19] establece el efecto del tiempo de reacción y la temperatura sobre la pirólisis de los asfaltenos derivados del bitumen Athabasca en un reactor de baño fundido y reporta que la pirólisis y craqueo de estos compuestos ocurría alrededor de 400-550°C. Los productos de la pirólisis de los asfaltenos igualmente han sido estudiados por las técnicas acopladas de pirólisis-cromatografía de gases-espectrometría de masas (Py/GC/MS) por [11]. Sin embargo, esta aplicación está limitada a la materia orgánica volátil. Por ejemplo, los principales productos del crudo de Argelia estudiados por [20] con Py/GC/MS fueron series homólogas de n-alcanos y los 1-alquenos correspondientes, así como algunos otras señales que incluyeron bencenos, alquilbencenos, cicloalcanos, isoparafinas, naftalenos alquilados y una pequeña cantidad de compuestos aromáticos de tres anillos. Este estudio mostró que la Py/GC/MS provee información muy limitada sobre los productos de la pirólisis y sobre su concentración.
Álvarez E [21], llevó a cabo el análisis termogravimétrico del residuo atmosférico de un crudo pesado y de sus fracciones SARA, y determinó la tendencia de cada fracción hacia la formación de coque o ún material carbonoso insoluble en solventes aromáticos como el benceno o el tolueno, y que generalmente puede ser categorizado como coque verde o calcinado.
El rendimiento de coque fue del 16,3% para el residuo atmosférico, del 43,1% para los asfaltenos, del 4,6% para las resinas y del 3,8% para los aromáticos. Estos mismos investigadores también determinaron la cinética de la pirólisis del residuo y de sus fracciones. Así mismo, en el estudio [22] de la pirólisis de los asfaltenos a 412°C encontraron un incremento en la relación de carbono aromático a alifático de ~1 a ~3 y un decrecimiento en la relación atómica H/C de ~1,1 a ~0,8. El producto inicial del proceso de coquización, el coque verde, se usa como un combustible sólido, en procesos de gasificación y metalúrgicos, o como materia prima para producir coque calcinado a mayores temperaturas (1200 a 1350°C) y presiones altas. El principal uso del coque calcinado se aplica para hacer ánodos de carbono para la industria del aluminio, también se usa en los procesos de fundición, para la producción de electrodos de grafito o para aplicaciones menores tales como la carbonización del acero [23].
Los investigadores [24] encontraron una reacción en múltiples etapas de la pirólisis de los asfaltenos consistente en cinco pasos como sigue: 1. Desalquilación de las cadenas laterales alifáticas y la descomposición a compuestos polares y radicales libres; 2. Polimerización de los radicales libres generados en el primer paso y combinación de los anillos que resultan en la formación de moléculas más grandes; 3. Deshidrogenación de los anillos; 4. Cristalización de las cadenas alquílicas. Los pasos 3 y 4 reducen la razón H/C en el residuo sólido; 5. Condensación y pericondensación con la formación de los sistemas de anillos en los que tres anillos comparten un carbono aromático común de los compuestos aromáticos. Se encontró que los componentes que contenían heteroátomos se precipitaban en el residuo carbonoso. Para un sistema aromático más grande con el mismo número de anillos, la pericondensación de los anillos aromáticos formará un núcleo aromático altamente condensado, el cual efectivamente aumentará la aromaticidad y reducirá el peso molecular. Por ejemplo, de un decaceno (C42H24 con 10 anillos) menos condensado a un ovaleno altamente pericondensado (C32H14 con 10 anillos) se reduce la razón H/C de 0,71 a 0,438, y el peso molecular de 528 a 398g/mol [19].
Cuando están disponibles múltiples pasos para un tipo dado de reacción de ruptura de enlace, se espera que el camino que involucra la ruptura del enlace químico más débil sea el camino más rápido. En este sentido, los enlaces C-H son típicamente más fuertes que los enlaces C-C cuando los demás factores permanecen iguales; la fuerza relativa de los enlaces C-H y C-C es en orden: primario (1°) > secundario (2°) > terciario (3°). La presencia de un doble enlace o de un anillo aromático puede también influir en las fuerzas de los enlaces C-H y C-C. Los enlaces que involucran el átomo de carbono α a un átomo de carbono insaturado son más débiles que sus análogos alifáticos debido a que un electrón desapareado sobre un carbono α puede deslocalizarse sobre múltiples átomos de carbono [24]. Para el caso del alquilbenceno el enlace más débil es el que se localiza entre los carbonos α y β en la cadena de alquilo. Por lo tanto, se espera que la disociación homolítica de este enlace C-C sea el paso de iniciación más rápido. Examinando las energías de disociación de enlace de los enlaces C-H, se observa que el enlace α-C-H es el más débil, de modo que los pasos de abstracción de hidrógeno más rápidos deberían involucrar estos átomos de hidrógeno en las reacciones de pirólisis [25,26].
El objetivo principal de este trabajo es la evaluación físico-quimíca completa del proceso de conversión pirolítica de los concentrados resino-asfalténicos y asfaltenos puros de tres crudos pesados colombianos en productos de mayor valor agregado en un reactor tipo batch a nivel del laboratorio.
Materiales y reactivos
Para el desarrollo experimental se utilizaron tres crudos pesados colombianos de los yacimientos del departamento del Meta (San Fernando, Castilla, Rubiales), los cuales fueron suministrados por ICP-ECOPETROL. Para el análisis por RMN se utilizó cloroformo y benceno deuterados como disolvente, y como agente relajante se empleó acetilacetonato de cromo (lll) grado reactivo (JT Baker). En el análisis por GC se empleó nitrógeno grado 5.0 como gas de arrastre, y aire seco e hidrógeno como comburente y combustible de la llama del FID. Para la atmósfera inerte del reactor de pirólisis se empleó nitrógeno gaseoso (Praxair). Para filtrar el solvente se utilizó un filtro de membrana hidrofílica, GV Durapore en PVDF, de 0,22μm de poro.Para disolver completamente las muestras se usó un sistema de Ultrasonido 2510 Branson.
Precipitación del concentrado resino-asfalténico y separación de los asfaltenos de los crudos pesados
La manera tradicional de obtener los asfaltenos es mediante el método ASTM D-3279 y D-6560 (Figura 1), en el cual se emplea n-heptano como disolvente a presión atmosférica [27,28]. Según este método, se deben cargar al equipo ~100 mililitros de n-heptano por cada gramo de muestra. Algunos investigadores recomiendan usar mínimo 25ml/1g de crudo para el método modificado [29]. De acuerdo con este método, se pesaron 50g de crudo en un beaker de vidrio con precisión de ± 0,1g. Posteriormente se transfirió el contenido a un beaker de acero inoxidable de 2L de capacidad, y la muestra se disolvió con n-heptano utilizando una relación de 1g de crudo en 30mL de disolvente. El recipiente metálico con la muestra y el solvente posteriormente se calentaron a una temperatura aproximada de 78°C y por debajo de la temperatura de ebullición del disolvente n-heptano (97 - 98°C) con agitación constante, durante una hora. Este procedimiento se realizó con el fin de garantizar la disolución total del crudo y lograr mayor precipitación de CRA y finalmente se dejó el recipiente tapado con la solución resultante en reposo y a temperatura ambiente (~25°C), presión atmosférica y evitando la exposición a la luz solar durante 18 horas, para la precipitación del resinas y asfaltenos juntos. Concluido este tiempo se realizó una filtración al vacío mediante un embudo Buchner de 10cm de diámetro y papel filtro grado 42 de 10-15μm para obtener el concentrado resino-asfalténico (CRA), el cual se dejó secar a temperatura ambiente. Al final del proceso, se obtuvo en el papel filtro un sólido laminar insoluble de color negro opaco denominado CRA, que se dejó secar a temperatura ambiente, y se recolectó una fracción de maltenos, que tiene composición química desde hidrocarburos saturados hasta cíclicos y monoarómaticos y que puede ser refinada.
Para la extracción de los asfaltenos puros mediante técnica Soxhlet se realizó el montaje del equipo para reflujo y la muestra de CRA seco se colocó en tres cartuchos de papel filtro de celulosa (cada uno con ~5g de muestra) que son introducidos en el cuerpo del Soxhlet (cámara de extracción). En el matraz se introdujeron piedras de ebullición y 500mL del solvente. Las muestras fueron lavadas con dos solventes diferentes. Primero se empleó n-heptano calentado a ebullición en la plancha de calentamiento durante 12 horas para retirar las resinas de mayor peso molecular que no se disolvieron en la precipitación inicial; y luego se empleó tolueno calentado a ebullición, para disolver los asfaltenos durante 6 horas. Los asfaltenos se concentraron en la solución de tolueno, y el disolvente se eliminó. Como resultado se obtuvo un compuesto sólido de color negro brillante, después de secar a temperatura ambiente durante 7 días.
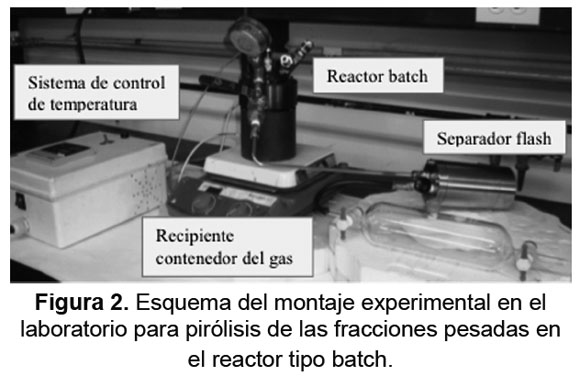
Montaje experimental para el proceso de pirólisis de los asfaltenos en un reactor batch
Para la pirólisis se empleó un reactor batch construido en acero inoxidable con una capacidad de 750mL. El reactor cuenta con tres válvulas adaptadas en la tapa, de las cuales la primera cumple la función de seguridad, la segunda permite purgar con nitrógeno la atmósfera al interior del reactor, y la tercera permite la salida de los gases provenientes de la pirólisis. El sistema de control de temperatura del reactor está conformado por cinco dispositivos, los cuales son una resistencia cilíndrica externa de 10,5 a 1400W, con tela aislante y chaqueta metálica, una termocupla tipo K, dentro de un bulbo de acero inoxidable de 15cm de longitud y 3/16" de diámetro, un regulador continuo de potencia marca OPTEC (OPI48P25) con fuente de 220VAC, que sirve para regular la corriente hacia la resistencia, un dispositivo controlador marca AUTONIC (T24L-R4C), con salida continua de 4-20mA, una señal de retransmisión de PV y alimentación a 220VAC, y una fuente de 24VCC. Los tres últimos dispositivos se encuentran en una caja de PVC que cuenta con un panel digital para la programación del controlador. Para la condensación de la corriente gaseosa que sale del reactor se utiliza un sistema de separadores flash, consistente en dos recipientes de forma cilíndrica de 1cm de largo por 7,5cm de diámetro. El sistema se conecta al reactor por medio de un tubing de diámetro nominal ¼ de pulgada y con una longitud de 30cm aproximadamente. Los separadores flash y el tubing de conexión se fabricaron en acero inoxidable. Después del sistema de separadores se acopla un tubo de recolección de gas de 500mL de vidrio Pyrex No.9502. El esquema del montaje se presenta en la Figura 2.
Equipos y métodos de caracterización de concentrados resino-asfalténicos (CRA) y asfaltenos
El análisis elemental de la muestra de CRA o asfaltenos de 2-3mg se realizó en el equipo Perkin Elmer 2400 series II CHNS/O Analyzer. El tubo de combustión se rellena con óxido de cobre y la reacción se efectúa a 975°C. La cantidad de muestra utilizada en los experimentos de TGA, DTGA y DSC fue de 4 a 6mg, se utilizó nitrógeno grado 5 como gas de purga para las reacciones de ruptura térmica. Se usaron tasas de calentamiento de 10, 15 y 20°C/min y el flujo volumétrico de nitrógeno se mantuvo en 100cm3/min hasta una temperatura final de 1000°C. El análisis próximo se realizó de acuerdo con las condiciones y las normas ASTM mencionadas en la Tabla 2.
En los TGA se registran los cambios de masa (%) en función de la temperatura (°C) o tiempo (min), el DTGA corresponde a la primera derivada de la masa con respecto al tiempo en función de la temperatura y en la gráfica de DSC se registra el flujo de calor (W) en función de la temperatura (°C) en un analizador termogravimétrico TA Instruments, Inc.
Los espectros de infrarrojo con transformada de Fourier (FT-IR) se tomaron de un espectrómetro SHIMADZU IR-Affinity 1 con rango de trabajo de 400-4000cm-1 y una resolución de 2nm. La integración de los picos para el cálculo de las áreas se realizó con la ayuda de los programas OMNIC y OriginPro 8, utilizando el método de la pastilla de KBr, para las muestras sólidas de CRA y asfaltenos, mezclando ~1mg de muestra con 100mg de KBr.
Para el análisis de las muestras gaseosas y líquidas se utilizó un cromatografo de gases GC-2014 Shimadzu Gas Chromatograph con una columna 100% dimetilpolisiloxano, 30m, 0,32mmID, 0,25μm df, Max Prog. Temp. 350°C Min. Bleed at 330°C Restek, columna GC y dos detectores colocados en línea (FID y TCD). También se empleó un cromatografo de gases acoplado a un espectrómetro de masas GCMS-QP2010 Shimadzu, con un rango de trabajo de masa/carga de 2 a 1024 y una resolución de 0.01 masa/carga. Para inyectar los gases de la pirólisis se utilizó una jeringa SGE Analytical Science 500R-V-GT-500μL/23 y para las muestras líquidas se emplea una jeringa 10μL, 701N, FN Hamilton. Para filtrar la muestras se utilizaron membranas GV (Durapore) EM PVDF, 0,22μm de poro. Las muestras gaseosas de la pirólisis se analizaron utilizando un volumen de inyección de 300μL, con modo de inyección Split, temperatura de inyección de 100°C, gas de arrastre N2, modo de control de flujo por presión, presión de 65kPa, flujo total de 33mL/min, flujo de la columna de 2,27mL/min, velocidad lineal de 36,9cm/s, flujo de purga de 3,0mL/min, proporción del Split de 12,2, tiempo total de 10min, temperatura de la columna de 40°C, los detectores FID y TCD trabajaron a una temperatura de 150°C con una tasa de muestreo de 40ms. La corriente del TCD se ajustó a 70mA con polaridad (-) y temperatura (Pre) de 150°C.
Para el análisis químico estructural se empleó un equipo de RMN Bruker 400 UltraShield™.
Resultados de la precipitación de los CRA y pu-rificación de asfaltenos
Los resultados de la precipitación de concentrado resino-asfalténico a partir de tres crudos se presentan en la Tabla 1. Los resultados de la precipitación de CRA muestran que el crudo Castilla (C) presenta el mayor rendimiento de CRA (~24%) y asfaltenos (20,6%), seguido por el crudo San Fernando (SF) y finalmente por el crudo Rubiales (R), lo que concuerda con la tendencia de los datos de °API de estos crudos. Estas variaciones de rendimientos indican que existen diferencias en la estructura y composición química de los crudos y por ende es de esperar que esto se refleje en el comportamiento durante la pirólisis.
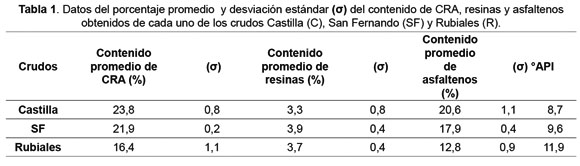
La obtención del CRA de los crudos muestra apariencia de un polvo sólido de color café-negro con alto porcentaje del contenido del precipitado con disolvente estándar n-C7 igual a 21,9% y con el apiasol de la refinería igual a 17,52%. La naturaleza del disolvente industrial apiasol es más variable que el n-C7, por esta razón se precipitan más compuestos resino-asfalténicos.
Caracterización físico-química de los CRA (análisis próximo, análisis elemental de los CRA y análisis granulométrico de los asfaltenos)
Los resultados del análisis próximo (humedad, materia volátil, cenizas, carbón fijo, poder calorífico) realizados de acuerdo con los ASTM [36-38] del CRA del crudo San Fernando precipitado con nC-7 se muestran en la Tabla 2, donde la humedad (H) se presenta como humedad total, inherente o de equilibrio, superficial, agua de hidratación o agua de descomposición. Las cenizas (Cz) determina el residuo no combustible de origen orgánico e inorgánico. La materia volátil (Mv) determina los rendimientos de la muestra y sus productos y es criterio de selección en el caso del coque para gasificación y licuefacción. El carbono fijo (Cf) o la medida de material combustible sólido y permite clasificar las muestras y definir los procesos de combustión y carbonización.
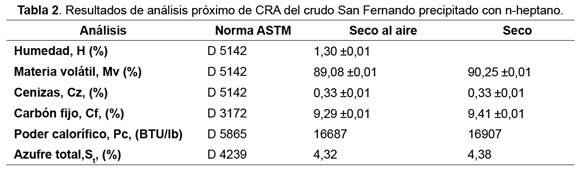
El azufre total (St) es un parámetro importante en la definición de gases tóxicos de los procesos posteriores de gasificación y licuefacción. El poder calorífico (Pc) evalúa la energía liberada en la combustión y es muy importante en la clasificación de los residuos carbonosos por rango. El poder calorífico de 16907BTU/lb es un valor alto y está en el mismo orden de magnitud de otros combustibles fósiles, tipo carbón [34]. El bajo contenido de humedad de las fracciones obtenidas de las resinas y asfaltenos nos permite utilizar los CRA directamente en el proceso de pirólisis sin operaciones previas. El alto porcentaje de la Mv, el cual es ~ 90%, es un indicador muy favorable para escoger la materia prima para el proceso de desintegración térmica con fines de obtener mayor cantidad de corriente gaseosa y/o líquida para combustibles. El dato de carbón fijo representa la fracción más pesada y condensada de la fracción de carbenos y carboides, donde se concentran los metales pesados e insolubles en la mayoría de disolventes. El contenido de azufre total es el típico valor para los crudos pesados, alrededor de 4,4%.
Además, se realizó el análisis diferencial por tamizado de los asfaltenos secos sin triturar de la muestra seca de CRA de crudo San Fernando precipitado con apiasol, lo cual muestra que el diámetro de partículas (DP) varía en general desde 0,149 hasta 4,760mm (Figura 3). En el análisis granulométrico de los asfaltenos del crudo SF el mayor contenido representa la fracción de 0,420-0-590mm seguida por la fracción de 0,177mm.

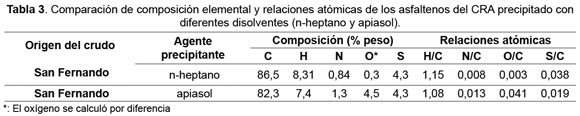
Los resultados del análisis elemental (C;H;N,S+O) y el cálculo de relaciones atómicas del CRA precipitado con diferentes disolventes (n-heptano y apiasol) se muestran en la Tabla 3. Con base en el análisis se calcularon las fórmulas empíricas. Para el CRA del crudo San Fernando precipitado con n-C7 la fórmula es C137H166N2(O, S)4, para el CRA con apiasol la fórmula empírica es C411H478N2(O,S)9.
Análisis térmico de los CRA
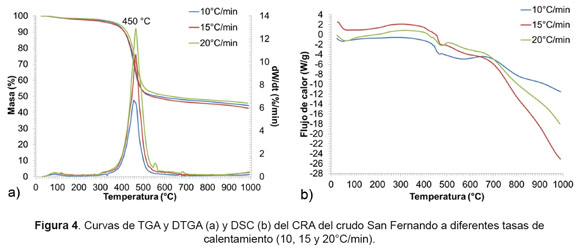
Las termogramas o TGA y DSC para los CRA de los crudos se registraron para propósitos de comparación y son los datos claves para el diseño del proceso en un reactor batch de conversión pirólítica de los asfaltenos. La conversión térmica por TGA y DSC bajo condiciones no isotérmicas con tasas de calentamiento de 10°C/min bajo atmósfera de N2 mostró que durante la descomposición térmica el CRA de estos crudos se produjo coque para San Fernando -30%, para Rubiales -55% y para Castilla -40%p. Los resultados de TGA obtenidos para los CRA de los tres crudos mostraron que no existe un cambio apreciable de peso hasta 300°C indicando que sus estructuras permanecen casi inalteradas. Sin embargo, el CRA del crudo Rubiales muestra cambio de peso a partir de 200°C. Cambios pequeños de peso se detectaron en los CRA de crudo San Fernando (Figura 4) y del crudo Castilla alrededor de 400 y 380°C respectivamente, como consecuencia de la liberación de los grupos alquilo, los cuales se localizan posiblemente en los sitios periféricos de los CRA. Igual comportamiento se ha reportado en otros trabajos [22].
Para los tres CRA, los cambios de peso más significantes se observaron a temperaturas mayores a 400°C y las velocidades máximas de pérdidas de peso se encontraron a 461, 469 y 475°C para los crudos San Fernando, Castilla y Rubiales respectivamente. Durante esta etapa se ha considerado que asociaciones intermoleculares (ejemplo, puentes de hidrógeno) y enlaces químicos energéticamente más débiles se destruyen. En esta etapa también los CRA se transforman en compuestos más ligeros tales como gases de bajo peso molecular y aceites líquidos. Por encima de 450 °C los CRA se someten a condiciones severas produciendo reacciones de condensación formando coque y un residuo final. Los resultados del análisis de los rendimientos de coque de los CRA procedentes del crudo, así como la temperatura y el tiempo en el cual se presenta la mayor velocidad de pérdida de peso se presentan en la Tabla 4. La mayor pérdida de masa de CRA de San Fernando precipitado con apiasol y con n-C7 ocurre en el rango de 400 a 560°C (Figura 4), lo que permite diseñar el reactor y la realización de desintegración térmica a estas temperaturas para las fracciones pesadas.
Como se observa en la Tabla 4, el CRA del crudo Castilla presenta el pico de mayor temperatura, punto donde se presenta la máxima velocidad de pérdida de peso, mientras que el CRA del crudo San Fernando presenta el pico máximo con la menor temperatura. Esos resultados permiten predecir que el CRA más reactivo en el proceso de pirólisis para producir coque, gases y líquidos proviene del crudo San Fernando. Se observa también en la Figura 4 y Tabla 4 que el CRA del crudo San Fernando alcanza en el menor tiempo la mayor velocidad de pérdida de peso, así como también produce el menor porcentaje de coque, lo cual corrobora que el CRA del crudo San Fernando es el más reactivo en el proceso de pirólisis. Los CRA procedentes de los tres crudos estudiados mostraron tener un rompimiento térmico drástico en el rango de temperaturas de 461-475°C.

Condiciones y productos del proceso de pirolisis de los CRA y asfaltenos
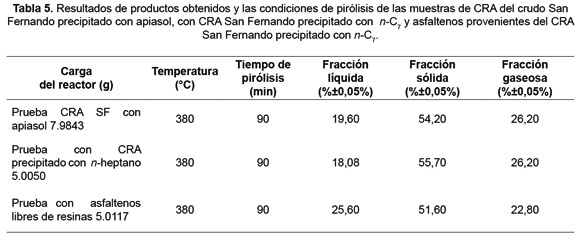
En la Tabla 5 se presentan los rendimientos de las fracciones obtenidas del CRA y de los asfaltenos del crudo San Fernando.
Análisis cromatográficos y espectroscópicos de los productos de la pirólisis
Los resultados del análisis cromatográfico de la fracción gaseosa y de la fracción líquida producto de la pirólisis del CRA precipitado con apiasol y de la fracción del CRA precipitado con n-C7, del crudo San Fernando se muestran en la Figura 5. Los productos líquidos de la pirólisis se analizaron por GC-MS para identificar sus componentes químicos y los gaseosos por GC con detectores FID y TCD (para los gases polares y el hidrógeno). Los cromatogramas de las muestras de las fracciones gaseosas obtenidas resultaron ser similares entre sí (en cuanto al número y altura de los picos). Los cromatogramas de gases de las fracciones gaseosa y líquida obtenidas en las pruebas de pirólisis se muestran en la Figura 5a) de la fracción gaseosa, y en la Figura 5b) para la fracción líquida. La fracción gaseosa tiene en mayor cantidad el gas metano, lo sigue etano, propano y butano e hidrógeno. La fracción líquida tiene una mezcla de varios alcanos, alquenos, xilenos y es similar al cromatograma de la gasolina comercial nacional.
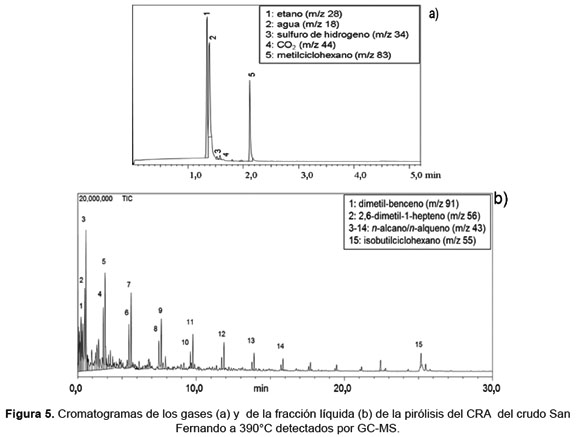
Un rasgo general en el cromatograma de productos líquidos (Figura 5b) es la presencia de series homólogas de n-alcano/n-alqueno y la abundancia de marcadores biológicos aromáticos tales como los alquilbencenos que fueron identificados a través de la biblioteca MS, NIST. Los n-alcanos fueron la clase de compuestos más abundante, seguidos por alquenos, o-xilenos (11,6%), tolueno (7,29%), 2-aminopropanol (7,21%), 1,3,5-trimetilbenceno (5,37%), azuleno (4,96%), 1-metil,-1H-indeno (2,05%), 2-metilnaftaleno (5,14%), y otros 52 compuestos. Como era de esperarse los compuestos de las fracciones líquidas coinciden con algunos compuestos representativos de la gasolina comercial y puede ser un indicador favorable para la obtención de combustibles líquidos en la pirólisis.
Con base en los espectros FT-IR (Figura 6) se calcularon los parámetros químicos estructurales para CRA del crudo San Fernando y asfaltenos de acuerdo con [24,31] para evaluar el potencial del uso de estas fracciones para la pirólisis con los fines de obtención de los combustibles gaseosos y líquidos.
La aromaticidad relativa de CRA presenta un valor de 0,428 mayor con respecto a los correspondientes asfaltenos que presentan un valor de 0,373. En el grado de ramificación, del crudo San Fernando sucede lo mismo, presentando para el CRA del crudo SF, un valor de 0,699 y 0,621 para los asfaltenos de este crudo. El grado de sustitución aromática presenta siempre una tendencia creciente al comparar el CRA y los asfaltenos para un mismo crudo. Esto se debe a que en la separación de los asfaltenos en el CRA, al eliminar la fracción de las resinas, éstos últimos también poseen los anillos aromáticos condensados en su estructura ocasionando así que al eliminar estas estructuras de la muestra, se reduzca el valor de ciertos parámetros estructurales. El único parámetro que presenta siempre un valor mayor en los asfaltenos con respecto al CRA del que procede, es el grado de sustitución aromática (GSA), lo que da a entender que las resinas poseen un grado de sustitución aromática bajo de manera que al eliminarlas, quedan estructuras con un grado de sustitución mayor presentando así los asfaltenos un grado de sustitución aromática mayor que la del respectivo CRA.

Con el fin de esclarecer las señales en la zona aromática y alifática de la región espectral y disminuir los tiempos de análisis de las muestras de CRA y asfaltenos por RMN 13C, se utilizó cloroformo deuterado (CDCl3) y un agente relajante, acetilacetonato de cromo (lll), el cual puede acomplejar ciertos grupos dentro de las moléculas y para RMN 1H se utilizó CDCl3 y pulsos de 45° con intervalos de un 1s. Las Figuras 7 y 8 muestran los RMN 1H y 13C para CRA SF precipitado con apiasol y n-C7.
En los espectros (Figuras 7 y 8) se observan señales en la región característica para los hidrógenos y carbonos tanto alifáticos como aromáticos y su asignación se muestra en la Tabla 6. Las señales muestran la presencia tanto de grupos aromáticos como alifáticos, lo cual es de esperarse; ya que en el infrarrojo se detectó la presencia de estos grupos funcionales también. Por último, cabe resaltar la gran dificultad para realizar una asignación detallada de las señales, debido a que este tipo de compuestos no presentan una estructura definida [38].
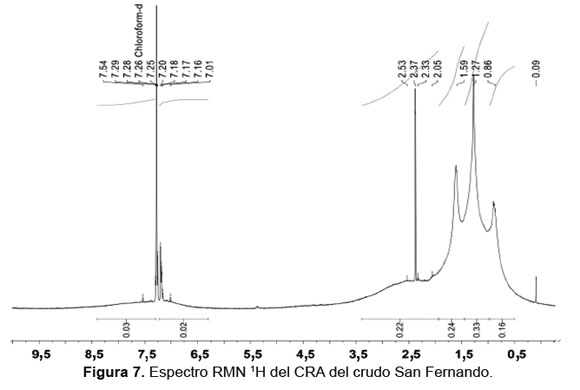
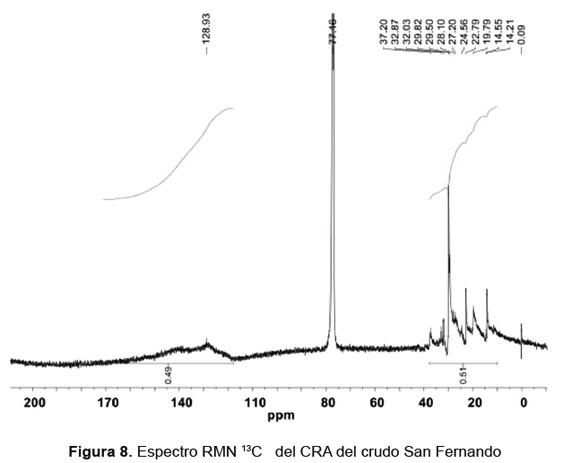

De acuerdo con la Figura 8 se confirma la presencia de diferentes grupos aromáticos, que en los espectros de RMN no se evidenciaron claramente por la complejidad de los mismos. La fracción sólida (carbenos, carboides) mostró alto contenido de metales como V y Ni, de 1537 y 576ppm respectivamente.
Análisis cinético
Para el análisis cinético se trabajó con las curvas de análisis termogravimetrico y de calorimetría diferencial de barrido de la muestra de CRA precipitado con n-heptano a partir de crudo San Fernando. El modelo de Arrhenius se utilizó para la obtención de los parámetros cinéticos a partir de los datos de TCG.
De manera preliminar, se asumió una ley de velocidad de primer orden, aceptando que la constante de velocidad de reacción, k1, sigue una ley del tipo Arrhenius (k1 = k0 e-Ea/RT). El método empleado admite que durante el proceso de pirólisis ocurren varias reacciones paralelas de primer orden. Aplicando álgebra sencilla se llega a una gráfica de ln[(dWA/dt/ WA)] vs 1/T que resulta en una línea, de cuya pendiente se obtiene la energía de activación (Ea) y de cuyo intercepto se obtiene el factor de frecuencia (k0). Se realizó el análisis cinético en la región comprendida entre las temperaturas 0 y 465°C debido a que en este intervalo fue donde se llevaron a cabo las reacciones de pirólisis. Se identificaron las siguientes regiones en el termograma de la Figura 9: región 1: de 0 a 365°C y región 2: de 365 a 465°C [39].
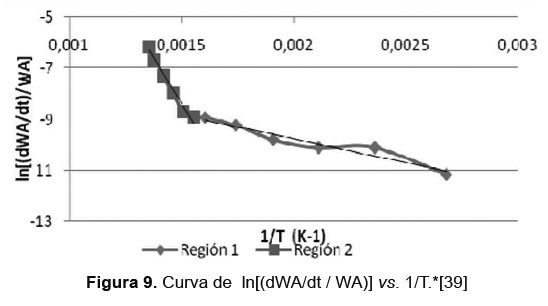
Se calcularon los parámetros de energía de activación (Ea) y factor (k0) del proceso de pirólisis de CRA en el rango de 16kJ/mol a 178kJ/mol , en los puntos extremos de la región primera y un valor promedio total de 352 kJ/mol, comprendida la región 2, para la Ea y 5.62 x10-16s-1 - 468832 s-1 para el factor de frecuencia k0.
Se puede observar que los datos de energía de activación y factor de frecuencia tienen un coeficiente de correlación relativamente alto lo cual indica que la cinética asumida se ajusta de manera considerable y concuerda con resultados reportados por Calemma V, Rausa R [25].
El bajo contenido de humedad permite utilizar el CRA obtenido directamente en el proceso de pirólisis sin operaciones previas. El alto porcentaje de la materia volátil ~90% es un indicador muy favorable para escoger los CRA de los crudos colombianos como la materia prima para el proceso de desintegración térmica con el fin de obtener mayor cantidad de corriente gaseosa y/o liquida para su posible uso en calidad de mezclas con combustibles.
La obtención del CRA del crudo San Fernando mostró un polvo sólido con alto porcentaje del contenido del precipitado (con n-C7 ~16,27%). La separación previa de los concentrados resino-asfalténicos en cantidades de 16-20%p, de los crudos pesados, permite la obtención de la fracción de los maltenos (~74-80%p) susceptibles de refinarse, lo que se convierte en una fuente de combustibles líquidos.
Los CRA procedentes de los tres crudos colombianos mostraron tener diferente comportamiento en las pruebas TGA de descomposición térmica. La mayor pérdida de masa de CRA de San Fernando ocurre en el rango de 400-560°C. Se encontró que el CRA del crudo San Fernando es el más reactivo de los tres crudos, ya que produce coque, gases y líquidos a la menor temperatura pico y con un tiempo de residencia menor donde se presenta la mayor caída de peso.
La conversión pirolítica moderada, bajo atmósfera inerte de nitrógeno, de los CRA y los asfaltenos, produce tres fracciones de valor agregado: la gaseosa está compuesta por una mezcla metano-etano-propano-butano e hidrógeno en un 30-47%p; líquida (mezcla desde n-alcanos/n-alquenos, alquilbencenos, propanol, indeno, naftaleno, otros) hasta en un 23%p, comparable en su composición química con la gasolina comercial y el díesel; y la fracción sólida o coke muestra alto contenido de metales como V y Ni de 1537pm y 576ppm respectivamente.
Basándose en el método termogravimétrico se calcularon los parámetros de energía de activación Ea y factor k0 del proceso de pirólisis de CRA , identificando dos regiones: en el rango de 16 a 178kJ/ mol para los valores extremos y un promedio total de 352kJ/mol , comprendida la segunda región, para la Ea y 5,62 x10-16s-1- 468832 s-1 para el factor de frecuencia. Los datos preliminares indican que los parámetros cinéticos Ea y k0 son útiles para determinar la formación de hidrocarburos secundarios durante el proceso de pirólisis.
Agradecimientos a todas las personas que participaron en la evaluación, financiación y ejecución del proyecto de investigación "Conversión pirolítica de los asfaltenos colombianos", auspiciado por Colciencias y Ecopetrol.
[1] ASTM Standard D 4124-01. Annual Book of ASTM Standards. March 4. Test Methods for separation of asphalt into four fractions. Vol.04.03,p426-432. Pa. USA. 2001. [ Links ]
[2] Speight JG. The Chemistry and Technology of Petroleum. USA: Marcel Dekker; 1998. p. 67- 77. [ Links ]
[3] Speight JG. Petroleum Asphaltenes - part 2: The Effect of Asphaltenes and Resin Constituents on Recovery and Refining Processes. Oil Gas Sc. Techn. 2004;59:479-88. [ Links ]
[4] Yen T, Erdman G, Pollack S. Investigation of the structure of petroleum asphaltenes by X-ray diffraction. Anal. Chem.1961;33(11):1587-94. [ Links ]
[5] Kamran A. Los asfaltenos: problemáticos pero ricos en potencial. Oilfield Rev. 2007:25-30. [ Links ]
[6] Mullins O. The Asphaltenes on Recovery and Refining Processes. Annu. Rev. Anal. Chem. 2011;4:393-418. [ Links ]
[7] Mullins O, Sheu E. Structures and dynamics of asphaltenes. New York: Plenum Press; 1998. p. 30. [ Links ]
[8] Mullins O, Sabbah H, Evssautier J, Pomerantz A, Barré L, Andrews A. Advances in Asphaltene Science and the Yen-Mullins Model. ACS Energy & Fuels. 2012;26:3986-4003. [ Links ]
[9] Basu P. Biomass Gasification and Pyrolysis: Practical Design. Burlington, USA: Elsevier; 2010. p.47 [ Links ]
[10] Martinez MT, Benito AM, Callejas MA. Thermal cracking of coal residues: kinetics of asphaltene decomposition. Fuel. 1997;76:871-7. [ Links ]
[11] Douda J, Llanos ME, Alvarez R, Franco CL, Montoya de la Fuente JA. Pyrolysis applied to the study of Maya asphaltene. J. Anal. Appl. Pyrolysis. 2004;71:601-12. [ Links ]
[12] Akmaz S, Gurkaynak MY. The effect of temperature on the molecular structure of Raman asphaltenes during pyrolysis. J. Anal. Appl. Pyrolysis. 2012;96:139-45. [ Links ]
[13] Yoshida R, Takeda S, Teramoto S, Matsushita T, Takeya G. Thermal behavior of coal-derived asphaltenes. Fuel Proc. Techn. 1984;9:307-313. [ Links ]
[14] Bounaceur RVW, Marquaire P, Scacchi G, Dominé F, Dessort D. Modeling of hydrocarbons pyrolysis at lower temperature. Automatic generation of free radical mechanism. J. Anal. Appl. Pyrolysis. 2002;64:103-22. [ Links ]
[15] Moreno L, Rodríguez F, Afanador L, Grosso J. Syngas obtainment from the gasification of asphaltenes of the San Fernando crude oil. CT&F. 2009;3:189-203. [ Links ]
[16] Buekens A. Incineration technologies. New York: Springer; 2013. p.23 [ Links ]
[17] Ancheyta J, Centeno G, Trejo F, Marroquín G. Changes in Asphaltene Properties during Hydrotreating of Heavy Crudes. ACS Energy & Fuels. 2003;17:1233-38. [ Links ]
[18] Trejo F, Rana M, Ancheyta J. Thermogravimetric determination of coke from asphaltenes, resins and sediments and coking kinetics of heavy crude asphaltenes. Catal. Today.2010;150(3-4):272-8. [ Links ]
[19] Zhao H, Cao Y, Sit S, Lineberry Q, Pan W. Thermal characteristics of bitumen pyrolysis. J. Therm. Anal. Calorim. 2012;107:541-7. [ Links ]
[20] Bouhadda Y, Florian P, Bendedouch D, Fergoug T, Bormann D. Determination of Algerian Hassi- Messaoud asphaltene aromaticity with different solid-state NMR sequences. Fuel. 2010;89:522-6. [ Links ]
[21] Álvarez E, Marroquín G, Trejo F, Centeno G, Ancheyta J, Díaz J. Pyrolysis kinetics of atmospheric residue and its SARA fractions. Fuel. 2011;56:343. [ Links ]
[22] Hauser A, Bahzad D, Stanislaus A, Behbahani M. Thermogravimetric analysis studies on the thermal stability of asphaltenes: pyrolysis behavior of heavy oil asphaltenes. ACS Energy & Fuels. 2008;22:449-454. [ Links ]
[23] Ellis P, Paul C. Tutorial: Petroleum coke calcining and uses of calcined petroleum coke. Atlanta: AIChE 2000, Spring National Meeting; 2000. [ Links ]
[24] Savage P. Mechanisms and kinetics models for hydrocarbon pyrolysis. J. of Anal. and Appl. Pyrolysis. 2000;54:109-26. [ Links ]
[25] Calemma V, Rausa R. Thermal decomposition behavior and structural characteristics of asphaltenes. J. Anal. Appl. Pyrolysis.1997;40-41:569-84 [ Links ]
[26] Platonov VV, Proskuryakov VA, Rozental DA. Pyrolysis of Asphaltenes of G6 Coal Semicoking Tar, Chemistry of Fossil Fuel, Translated from Russian J. Appl. Chem. 2001;74(5):885-9. [ Links ]
[27] ASTM 3279. Standard Test Method for precipitation of Asphaltenes (Heptane Insolubles) in Crude Petroleum. 2005. [ Links ]
[28] ASTM 6560. Standard Test Method for Determination of Asphaltenes (Heptane Insolubles) in Crude Petroleum and Petroleum Products. 2005. [ Links ]
[29] Speight JG, Moschopedis SE. Chemistry of asphaltenes. Advances in Chemistry series.M.J. Comstock series editor. Washington D. C. 1981;1:195. [ Links ]
[30] Centeno G, Trejo F, Ancheyta JCA. Precipitación de asfaltenos del crudo Maya en un sistema a presión. Rev. Soc. Quím. Mex. 2004;48:179-88. [ Links ]
[31] Afanasjeva N, Álvarez M, Barraza JM, Camargo R. El concentrado resino-asfalténico de crudos pesados colombianos. En: Memorias del XXV Congreso de Ingeniería Química. EXPOINNOVAQUIMICA; 2009 sep 16-18; Medellín, Colombia. ACIQ ed; 2009. p.128. [ Links ]
[32] Afanasjeva N, Alvarez M. Estudio de envejecimiento de los asfaltos colombianos bajo la acción de algunos factores climáticos. Colombia: UIS; 2004:198-208. [ Links ]
[33] Andersen SI, Birdi KS. Influence of temperature and solvent on the precipitation of asphaltenes. Fuel Sci. Tech. Int. 1990;8(6):593-615. [ Links ]
[34] Ancheyta J, Centeno G, Trejo F, Marroquin G, Garcia JA, Tenorio E, Torres A. Extraction and Characterization of Asphaltenes from Different Crude Oils and Solvents. Energy Fuels. 2002;16:1121-7. [ Links ]
[35] Ministerio de Minas y Energía, UPME. Cadena del Carbón. Bogotá,Colombia: Cárdenas SM, Imitola OU; 2012. [ Links ]
[36] ASTM D5291-01 Standard Test Methods for Instrumental Determination of Carbon, Hydrogen, and Nitrogen in Petroleum Products and Lubricants. West Conshohocken, PA: ASTM International. 2001. [ Links ]
[37] ASTM D1552-01. Standard Test Method for Sulfur in Petroleum Products (High-Temperature Method). West Conshohocken, PA: ASTM International. 2001. [ Links ]
[38] ASTM D4530. Standard Test Method for Determination of Carbon Residue (Micro Method). West Conshohocken, PA: ASTM International. 2007. [ Links ]
[39] Jayaraj C, Amarjeet S, Gurpreet K, Agadi K, Babu T, Mukesh J, et.al. Chemical structure of bitumen-derived asphaltenes by nuclear magnetic resonance spectroscopy and X-ray diffractometry. Fuel. 1996;75:999-1008. [ Links ]
[40] Afanasjeva N, Alvarez M. Cálculo de los parámetros cinéticos en la pirólisis de los asfaltenos colombianos. En: International Conference on Applied Mathematics and Informatics. ICAMI. 2010 nov 28-dic 3. San Andrés: Colombia. p.79 [ Links ]
