











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkIntroduction
One of the current problems in the extractive metallurgic industries is the generation of fine particles during processing operations of its minerals. The fine particles require additional processes for agglomeration, and this requires additional energy and the addition of reagents that work as agglutinating agents. This improves the consistency of pellets, briquettes or extrudes obtained from fine particles, contributing with additional material with commercial value, nevertheless it implies; an increase in costs for the company [1].
To obtain ferronickel in the metal industry it is necessary to implement certain steps to optimize the extraction of the mineral (mining, transport, grinding, homogenization, drying, calcination, etc.) [2] which permit a higher material concentration and better characteristics. As a result, the material can be introduced to a Rotary Kiln to produce calcined and pre-reduced products. Before the chemical transformation of the mineral, precise control of the particle size is required during crushing, so that the particles arrive to the drying stage with minimal loss of material. These particles can continue to the Rotary Kiln where the calcination stage is completed with a coarse mineral that can resist the abrasion of rotation and can be reduced to iron and nickel with the least amount of material losses, which could be dragged by the gases, or could sinter to agglomerate, and ultimately form crusts or ringing inside the furnace [3-5]. During the calcination stage, the handling of the particle sizes is important, because it is the Rotary Kiln that decides the final size of the calcined product and the quantity of the fine particles that can be generated according to the mineralogical quality of the processed materials [4]. Fine particles in the industry are inevitable and they must undergo further studies that allow its concentration for later processes or the manipulation of these as individual materials without a necessity for agglomeration. With this premise, a typical mineral is taken to obtain ferronickel in two distribution sizes; one adapted to the reduction test (mesh +3/8" -1") and the other a fine material (mesh +16 -8). In this way, it is possible to know the behaviour of the minerals concerning the mass loss, reduction capacity, particle size and chemical modification [4]. The investigation proceeds at a laboratory test level, to demonstrate that the sieve classification does not influence the loss of the element with high economic value.
Materials and methods
Sampling
The mineral used as the study object, corresponds to a nickel laterite. The chemical composition is presented in Table 1. The material was obtained from deposits situated in Montelibano, Cordoba [6]. This laterite was previously crushed, followed by sieving / screening processes and determines the size fraction and sectioning process, until two different representative samples, fine and coarse, were obtained. The samples were weighed and separated using a -100 mesh for its respective quantitative chemical analysis using X-Ray Fluorescence XRF [7].

Granulometry
For the separation of the two particle sizes, 20 Kg of material was taken from a mineral sack with a capacity of 1 ton of lateritic mineral from the mines of Montelíbano Cordoba. The sample was obtained by Jones rifles and coning. Following size reduction was performed in a jaw crusher (Blake type -patented in 1858 by E. W. Blake, which consists of a jaw or fixed jawbone and a mobile section which is supported by an upper pivot), it is possible to take a representative sample of coarse particle material (9,50 to 19,00 mm), (mesh +3/8" -1"). Of From this coarse mineral, a proportion is taken to the second grinding stage where the fine particle samples are produced (1,18 and 2,00 mm) using a mesh +16 -8. For the drying stage 1,5 kg of material was sample was taken from each both the coarse and fine sizes for the drying stage [3-4]. The size distribution of the particles of lateritic mineral were determined processed according to the Standard ASTM 11/95.
For the separation of the two particle sizes, 20 Kg of material was taken from a mineral sack with a capacity of 1 ton of lateritic mineral from the mines of Montelíbano Cordoba. The samples were worked by method of Jones rifles and coning. Following size reduction was performed in a jaw crusher (Blake type - patented in 1858 by E. W. Blake, which consists of a jaw or fixed jawbone and a mobile section which is supported by an upper pivot), it is possible to take a representative sample of coarse particle material (9,50 to 19,00 mm), (mesh +3/8" -1"). From this coarse mineral, a proportion is taken to the second grinding stage where the fine-particulate samples are produced (1,18 and 2,00 mm) using a mesh +16 -8. For the drying stage 1,5 kg of material was taken from each coarse and fine sizes (3-4). The size distribution of the particles and the materials were determined according to the Standard ASTM E11.
Drying
The fine and coarse particle samples (1,5 kg of each) were weighed on a gravimetric scale with a precision of ± 0,1 g, and then dried in an electrical oven at 120 °C for a period of 12 hours [3]. The samples were deposited on aluminium trays with dimensions of 25x40 cm, which were resistant to corrosion and to changes of weight by the effects of temperature.
Coal
The coal used is a carbon mineral that is collected by a company for the whole calcination process and originates from mines located in the Jagua de Ibirico within the department of Cesar [3]. This material was subjected to size reduction using crushing jaw to obtain a coal particle size of one half of the nickel ore samples, between 3 to 4 mm in diameter (sifter +7-5) to be added to the coarse lateritic material and 0,85 to 1,00 mm to the fine-particulate material (mesh +20-12) [8].
Linder reactor
The reduction test was undertaken in a laboratory reactor, which allows the use of different types of atmospherically conditions such as O2 for oxidation, H2, Co and CO2 for reduction and nitrogen in the neutral atmosphere. It is possible as well to use solid additives combined with the mineral to study the effects of the chemical changes that could occur. The reactor is constructed of stainless steel AISI 304 with a maximum capacity of 1Kg of solid material. It consists of a central cylinder with an outside diameter of 20cm, 50 cm in length and 9,5mm thick. There are lateral reductions that diminish the external diameter by 6cm. For the heating, two refractory blankets of concrax 1500 are used to isolate and protect direct contact of the electrical system and the cylinder. For the temperature control, the furnace possesses two thermocouples of K type inserted in metal protection tubes of stainless steel AISI 308, one located on top of the refractory blanket and the other inside the camera of the reactor. The reactor is controlled from a panel where it is possible to modify the flow of gases, the working temperature and the speed revolutions of the reactor. It is possible to control the temperature up to 1200°C. To perform changes to heating or cooling, the mechanism possesses a rotor with a variety of speeds that range from 0 to 50 rpm. For the control of the different types of gases, the apparatus has a series of electrical flow valves, with the possibility to modify the flow of gases from 0 to 30 litters per minute. The extraction of gas is done by means of a side connection to the cylinder using a flexible hose that allows the retention of liquids and the treatment of combustion gases [3-5].
Reduction tests
Each of the samples underwent a reduction process inside the Linder reactor. All the reduction processes were carried out under the following experimental conditions summarized in Table 2[3-5,9]
A constant nitrogen flow (2. 5 L/min) [10] was injected at 80°C during heating and interrupted at 40°C during the cooling stage for each one of the samples. These temperatures are defined by the susceptibility of the material to oxidize above 80°C [11].
Table 1 shows that the mineral relationship between nickel ore and coal is 90\% and 10\% respectively, the mixture of 900 g was deposited inside Linder reactor furnace. A maximum temperature of 950°C was taken, considering bearing in mind that in a Rotary Kiln at industrial level the nickel ore and coal mix reaches a maximum of 1000 °C, but during the discharge from the Rotary Kiln to the Electrical Arc Furnace (EAF), there is a loss of temperature to 950°C due to the contact with air. Finally, the holding time during the reduction test was of 1 hour for each sample, this in relation to the time handled inside the rotary kiln.
Results and discussion
Analysis of mineral
The analysis of minerals was carried out for each of the samples by the method of X-Ray Fluorescence XRF using a Philips RX-240 sequential spectrometer. The obtained chemical composition is summarized in Table 1[7,14]. The Colombian lateritic mineral object of the study possess acidic characteristics due to the predominance of SiO2 over MgO and the small quantity of CaO. The nickel content in the rock is very poor and is low in this type of laterites (0.3 to 1.3 per 100 of Ni), and the mineralogy is a product of intense weathering of the coffee saprolite (3.4 per hundred of Ni). However, the homogenization of nickel reduces the content of nickel at the expense of maintaining the percentages of Fe, SiO2 and MgO [6], which guarantees a slag with physical and chemical characteristics suitable for the drainage and for the formation of ferronickel. In general, the compositional differences between both sizes are not significant. except for the valuable materials.
Drying
Based on the results obtained during the drying process of the samples, the percentage of moisture was calculated for each sample, using the following formula:

Were,
pi is the initial weight of the sample and,
pf is the weight of the sample after the drying stage.
The differences in moisture between the coarse-particle and the fine particle mineral is around 1.4%, which and this can be explained by the specific surface area, being higher in the fine-particulate material [3-4]. By increasing the surface area of the mineral and it is possible to achieve a higher efficiency during mineral drying.
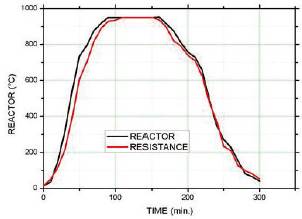
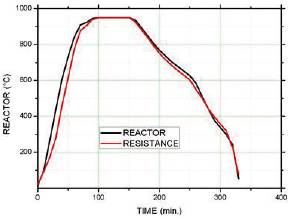
Curves of heating and cooling
The heating and cooling curves were obtained by recording temperature changes at ten-minute intervals [15]. As the particle size reduces, also the time required to reach the desired temperature, diminishes. This effect influences the total dwell time inside the furnace, reducing the consumption of electricity and of nitrogen during the reduction test [4-5].
Figures 1 and 2 demonstrate that the changes in particle size of the material influence significantly the energy consumption, time and materials used during the processes of oxide-reduction. Therefore, as the particle reduces in size, the yield of the process increases in terms of cost reduction and thermal efficiency.
Reduce material
The products obtained from the reactor of the Linder furnace were weighed on analytical precision scales with an error margin of ± 0,1g. Following this, the remaining samples were kept in hermetic bags to avoid contamination or oxidation with external agents found within the immediate environment. The data of the materials were then loaded on to the reactor and the results are summarized in the following table:
The relationship between the reduced fine and coarse lateritic samples present a significant difference in material quantity with the pre-reduced samples, where the coarse lateritic minerals retains a major part of its weight in relation to the fine particles, with a difference of 4.211 percent of material or 37,9 grams for a sample of 900 grams. The previous data means that despite being provided with a flow of nitrogen capable of eliminating the oxygen within the reactor, it is also capable of dragging the fine material and additionally the carbon that is used together with the fine material with particle sizes less than 0,85 to 1,00 mm (sieve +20-12) [8].
Composition
The analysis was carried out using X-Ray Fluorescence XRF by a Philips RX-240 sequential spectrometer and the reduced material was applied to a 100 mesh for evaluation. The results from the test are shown in the following table [7].

The characterization shows significant variations in components such as SiO2, C and MgO which are found in large quantities within the fine-particle material, whilst whereas the elements Fe and Ni in low proportions increase their percentage in the mineral with smaller sizes. This demonstrates that as the particle decreases in size, the grade of liberation increases, thus eliminating easily the nonfunctional parts of the mineral of value; therefore, as the particle size diminishes the value mineral tends to increase its percentage in the sample [2].
The comparison of the composition of the samples before and after the reduction shows that the reduction in the size of the mineral increases significantly the elements of value such as Fe and Al2O3, whereas the content of SiO2 and MgO are lower in the fine material after reduction. The following table compares the gains and losses in weight of the material between the initial percentage and those recorded after the baking process or pre-reduction.

The strongest differences of the components between the of nickel laterites and those of the baked samples are carbon and alumina. The increase in Fe and Ni is due to a large specific density (see Table 7) and the influence of sulphides within the material and the carbon, since the presence of this element promotes to a great extent the growth of ferronickel particles in the metallic phase [12]. Components like SiO2 and MgO diminished their percentages during the baking stage.

Taking into consideration the density, analyzing the conditions to which the materials were submitted to during the reduction, and considering the physical properties of the material [2], it can be deduced that the gain or loss of certain elements is a result of several conditions, chemical composition and hardness and stability of the oxide before atmospherically reduction.
Conclusions
Samples of nickel ore subjected to drying and reduction processes in a Linder reactor, can reduces by the contact between the reducing gas and lateritic mineral without significant losses in mass.
The coarse-particle mineral that undergoes a reduction within a Linder reactor, degrades more than the fine-particle mineral under the same test conditions.
The iron and nickel gain differences during the reduction test in Linder reactor of mineral with different particle size is not significantly different.
Among all the compounds, only SiO2 and MgO showed lower contents after reduction, resulting in a higher loss in the fine-particle mineral than in the coarse mineral. The components that were most enriched were iron and nickel.
The decrease in particle sizes of the nickel ore, favours significantly the processes of drying and calcination, as the material increases its superficial area, moisture, volatile matter and the organic matter can be eliminated more easily.
The alumina is the more stable compound in a nickel mineral submitted to reduction, primarily because of its high melting point and for its low reactivity with reducing atmosphere.


