











 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
PermalinkIntroducción
El recobro mejorado del petróleo (Enhanced Oil Recovery - EOR,) es un conjunto de tecnologías que buscan maximizar el factor de recobro en yacimientos existentes. El término EOR incluye técnicas térmicas y no térmicas tales como técnicas eléctricas, miscibles, vapor o químicas para mejorar la recuperación del crudo [1].
Dentro de las alternativas de recobro mejorado químico de crudo (cEOR) se encuentra la inyección de polímeros solubles en agua al yacimiento con el fin de incrementar la viscosidad del fluido mejorando la eficiencia de barrido y proporcionar un control de movilidad entre el agua y el hidrocarburo [2].
Se ha reportado que el cEOR puede aumentar la tasa de recuperación de crudo hasta un 30 - 35% [3, 4]. En la presente década la actividad a gran escala en cEOR se ha producido en el campo petrolífero de Marmul en Omán [5], en los campos Daqing y Shengli en China [6, 7] y para crudos pesados se está llevando a cabo el cEOR a gran escala en campos de Canadá [8].
Los polímeros sintéticos solubles en agua y en particular los polímeros a base de acrilamida son los más comunes y ventajosos para aumentar la viscosidad de soluciones acuosas y son por tanto ampliamente utilizados en cEOR. Las principales poliacrilamidas parcialmente hidrolizadas (HPAM) utilizadas son de naturaleza aniónica [2].
En los procesos de cEOR, los retos asociados al tratamiento de fluidos involucran la separación primaria (deshidratación) y el manejo del agua de producción e inyección (clarificación). El agua de inyección debe ser compatible con el material de la roca de formación, con el agua de formación y con los compuestos químicos aplicados [4]. Adicionalmente, el agua producida debe ser manejada y reinyectada. En este sentido una preocupación clave es la alteración de las propiedades físicas y químicas del fluido, lo que incrementa la tendencia a formar emulsiones (agua en aceite - W/O y aceite en agua O/W), la alteración de la viscosidad y la generación de interacciones químicas más fuertes [8]. Dicha situación hace que el agua producida por cEOR sea tal vez más difícil de tratar que el agua producida durante el recobro primario y secundario (waterflooding). Consecuentemente, esto incidirá directamente en las estrategias de gestión y en la eficiencia de los sistemas existentes de tratamiento de crudo y agua de producción (reducción de la eficiencia en procesos e incluso fallas y daños excesivos en los equipos) [9].
Sumado a las dificultades de procesamiento, está la incertidumbre de las características de los fluidos producidos. A medida que el polímero pasa a través del yacimiento, sus propiedades físicas y químicas cambian debido a la adsorción de los compuestos en el yacimiento, a la degradación mecánica y a las reacciones químicas y/o procesos de degradación térmicos. Como resultado, el polímero producido es diferente al polímero inyectado, y cambia constantemente durante el ciclo producido [8] y aunque el cEOR se ha aplicado con éxito en muchos yacimientos petrolíferos, el manejo de fluidos producidos todavía enfrenta grandes obstáculos en aplicaciones de campo.
En el caso particular del campo Palogrande (PG), el piloto de inyección de polímero inició en mayo de 2015, con el pozo PG–34; posteriormente, en febrero de 2016, se inició la inyección en el pozo PG–37; a lo largo del proyecto se utilizaron tres polímeros suministrados por la compañía SNF Floerger- SNF INC [10], dos del mismo tipo y familia (HPAM), pero con diferente peso molecular y un polímero con alto porcentaje de monómeros sulfonados.
En el piloto de PG se usaron dos fuentes de agua: el agua de inyección proveniente de la estación PIA Cebú, agua producida por el campo (4500 ppm de Cl- aproximadamente, 3 ppm de Fe+2 y hasta 10 ppm de grasas y aceites - GyA), y agua fresca proveniente del sistema de captación Arenas, de menos de 100 ppm de cloruros, con presencia nula o no significativa de hierro y sin GyA. La viscosidad objetivo en cabeza de pozo para este piloto se fijó en 3,3 cP, con lo cual se estimó reducir la relación de movilidades en la inyección de agua de 7,5 a valores cercanos a 1 con la inyección de polímero. Para alcanzar esta viscosidad, se utilizó una concentración entre 1100 ppm y 1500 ppm de polímero para el agua de preparación proveniente de la PIA Cebú, y una concentración entre 300 ppm y 500 ppm de polímero para el agua de preparación del sistema Arenas. Adicionalmente, se hizo necesario realizar mezclas de aguas, por lo tanto, se verificó permanentemente la concentración necesaria para lograr la viscosidad objetivo, en función de la proporción de mezcla [11].
Con base en los resultados del piloto en campo PG, en los cuales a mayo de 2017 se inyectaron 2 millones de barriles de solución polimérica (319,50 toneladas de polímero) representando para ese momento, aproximadamente 130 KBO incrementales producidos [11], ECOPETROL S.A se encuentra estructurando y madurando el plan de desarrollo del activo del campo, en el cual se contempla la masificación de la inyección de polímero como actividad principal [12].
Es importante tener presente que, en la inyección de polímero a nivel piloto, los problemas en los procesos de tratamiento de crudo y agua no son representativos. Al ser pocos los pozos influenciados por polímero residual con relación a la cantidad de pozos alineados a las estaciones de tratamiento, el efecto de dilución con aguas de formación y fenómenos de adsorción entre otros da lugar a concentraciones insignificantes de polímero hacia las facilidades de superficie. Sin embargo, en una posible expansión de proyectos de inyección de polímero, los aspectos mencionados anteriormente deben ser considerados.
En este sentido y teniendo en cuenta el interés de ECOPETROL S.A por llevar a cabo la masificación de la inyección de polímero en campo PG, se hace necesario un estudio más detallado de la incidencia de la presencia del polímero en los pozos productores y su efecto sobre la eficiencia de los procesos y la química de superficie aplicada en las etapas de deshidratación y tratamiento de agua en las facilidades de la estación PIA Cebú, utilizando como metodología, la realización de pruebas de botella.
Metodología aplicada
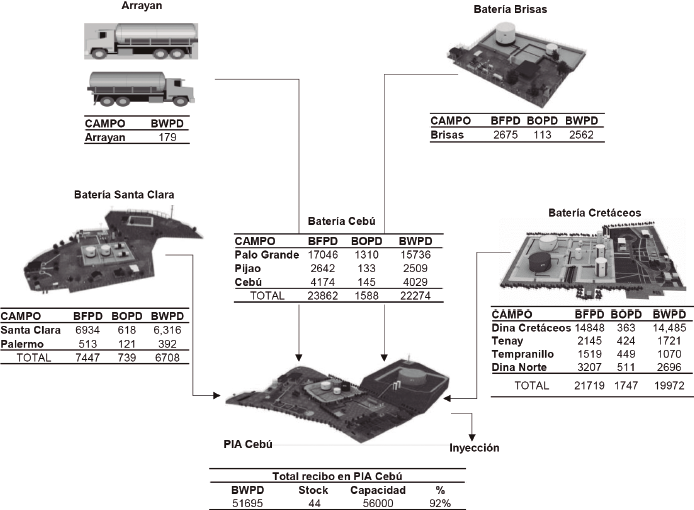
La metodología utilizada en esta investigación tuvo como fin, identificar los posibles efectos que podrían presentarse como consecuencia de la inyección de polímero tipo HPAM en diferentes puntos del proceso de producción, deshidratación de crudo campo PG y tratamiento de clarificación de agua en la Planta de Inyección de Agua Cebú (PIA Cebú). En la figura 1 se presenta un esquema de la distribución y volumetría de los fluidos tratados en las facilidades de superficie de la batería y PIA Cebú. Se puede apreciar que la batería Cebú procesa alrededor de 23862 barriles de fluidos por día (BFPD), de los cuales 17046 BFPD provienen del campo PG. En la PIA Cebú por su parte se trata un volumen total de 51695 BWPD. Con la información antes mencionada se plantearon los escenarios de expansión de inyección de polímero en el campo PG (deshidratación) y afectación del agua tratada en la PIA Cebú (clarificación).
La evaluación consistió en el seguimiento de la estabilidad de las emulsiones formadas en presencia de posible irrupción de polímero en escenarios de expansión del proyecto de inyección de polímero (aproximadamente 75 y 100% pozos de influencia del campo PG irrumpirían en la estación PIA Cebú). Para ello se realizó seguimiento al comportamiento de las emulsiones (directa e inversa) mediante ensayos estáticos de botella, llevando el registro de la eficiencia de separación en el tiempo, en diferentes condiciones de estudio: variación de la concentración de polímero residual (teniendo en cuenta porcentajes de la concentración a inyectar en superficie y escenarios de dilución) y tipo de separación (gravitatoria y química), estas condiciones se evaluaron a la temperatura de interés. Los métodos analíticos utilizados en el estudio se aplicaron de acuerdo con normas ASTM, API RP 63 [13], revisiones bibliográficas [14,15,16,17] y protocolos utilizados en los Laboratorios del Centro de Innovación y Tecnología ICP – ECOPETROL S. A.

Por otro lado, el polímero utilizado en la evaluación se caracterizó mediante la determinación de porcentaje de humedad, porcentaje de hidrolisis y espectro IR. Asimismo, se realizó la caracterización convencional (pH, densidad, índice de refracción y espectro IR) de los aditivos de superficie utilizados en campo como son: antiespumante, rompedor directo, clarificador, rompedor inverso, inhibidor de corrosión y biocida.
Soluciones poliméricas, medidas de viscosidad y degradación mecánica
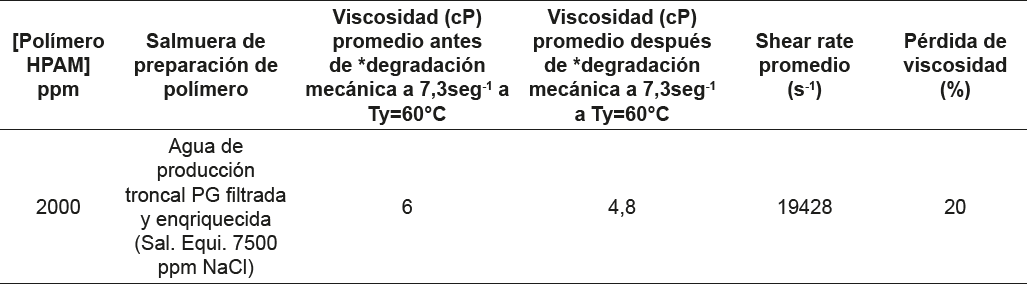
Para la preparación de la solución madre (5000 ppm) y diluida (2000 ppm) de polímero tipo HPAM se utilizó salmuera enriquecida troncal PG filtrada y enriquecida a base de sales de cloruros; la concentración de 2000 ppm corresponde a la concentración óptima del polímero en estudio para alcanzar la viscosidad objetivo de 5 cP a temperatura de yacimiento de 60 °C.
Fluidos y productos químicos utilizados
En todos los ensayos llevados a cabo, se utilizó crudo de la troncal PG (recolección de muestra troncal de PG en Manifold) el cual fue caracterizado determinando el porcentaje del contenido de agua por destilación y distribución de tamaño de partícula en un equipo Mastersizer 2000 Malvern. Para la preparación de la solución polimérica se utilizó agua producción de los fluidos recolectados en la troncal PG (Manifold), una vez separada la fase acuosa, se filtró al vació en membrana de 8 µm (para llevar el fluido a especificaciones de agua de inyección) y se enriqueció a base de sales de cloruros como se indica en la tabla 1, esto con el fin de obtener una salmuera con las características de la salinidad equivalente del agua de producción de la PIA Cebú (salinidad equivalente 7500 ppm de NaCl). También se utilizó dentro de la evaluación (etapa de clarificación), agua de producción de la línea de transferencia Dina Terciario (DT’S) y Dina Cretáceo (DK’S) hacia tanque (TK) de la PIA Cebú, para esta última y demás aguas de producción utilizadas en el estudio se realizó su respectiva caracterización de parámetros fisicoquímicos.
Las medidas de viscosidad se realizaron utilizando un viscosímetro Brookfield LVT con adaptador ULA0, a una velocidad de corte de 7,3 s-1. Se midió la viscosidad a la solución polimérica de concentración de 2000 ppm a temperatura de yacimiento de 60 °C, antes y después de degradación mecánica. Asimismo, se midió la viscosidad a la temperatura de yacimiento (Ty) de 60 °C de las soluciones poliméricas iniciales utilizadas para preparar las emulsiones sintéticas.
La degradación mecánica del polímero es un ensayo experimental realizado con el fin de obtener una solución polimérica representativa de los procesos a los que es sometido el polímero en campo luego de su inyección [13]. En su desarrollo la solución polimérica de 2000 ppm de concentración es presurizada a través de un tubo capilar a un caudal de flujo obtenido a presión de 52 psi. La velocidad de corte (shear rate - ) que sufre el polímero puede ser calculado con el caudal medido que pasa a través del capilar con radio conocido. A la solución polimérica sometida a este procedimiento se le mide viscosidad a 7,3 s-1 antes y después del ensayo a temperatura de yacimiento de 60 °C.
Determinación de grasas y aceites – GyA y potencial zeta – PZ
Para la determinación de las GyA se utilizó un método de extracción liquido-líquido; las GyA son extraídas de la fase acuosa (5 ml) por íntimo contacto con 1,5 ml solvente orgánico (varsol) bajo agitación vigorosa por 30 segundos, se deja en reposo hasta separación total, se retira 1 ml de la fase orgánica y se procede a determinar la concentración de la muestra en espectrofotómetro Hach DR 5000. Previamente, se realizó una curva de calibración para el crudo troncal PG en cubetas de 1 ml midiendo la absorbancia a una longitud de onda de 470 nm obteniendo un r2 = 0,9999. El contenido de grasas de la muestra se determinó de acuerdo con la ecuación 1.
 (1)
(1)
Donde [G y A] es la lectura obtenida en el espectrofotómetro en ppm, Vstevolumen de solvente empleado en la extracción y Vmuestravolumen inicial de muestra sobre la cual se realizó la extracción. Las medidas de Potencial Zeta (PZ) se llevaron a cabo utilizando el equipo ZETASIZER de MALVERN. El resultado de dicha prueba permite establecer la estabilidad de los sistemas coloidales, los cuales presentan inestabilidad en la región de -30 mV, por fuera de dicha región los valores de PZ se clasifican en sistemas coloidales estables.
Series experimentales en proceso de deshidratación
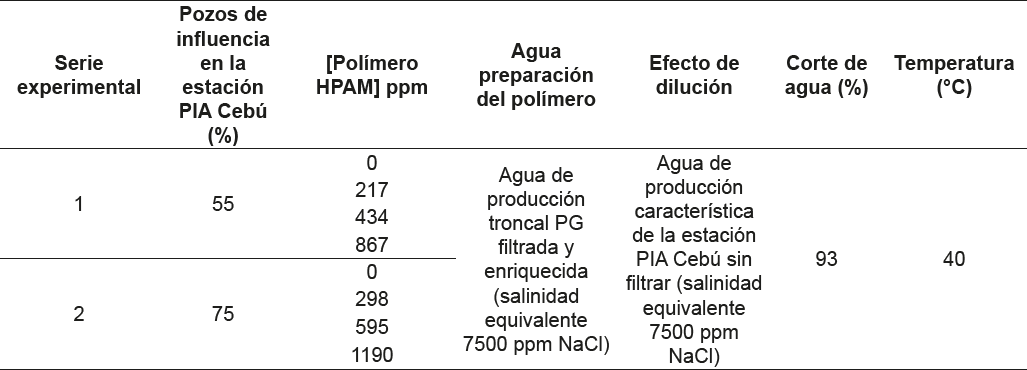
Teniendo en cuenta que en la estación PIA Cebú se tratan los fluidos (crudo y agua) de los campos PG, Pijao y Cebú, se plantearon dos escenarios de expansión de inyección de polímero HPAM en los cuales, a la estación PIA Cebú irrumpirían el 55 y 75% de fluidos de pozos productores con presencia de residual de polímero procedentes del campo PG (55 y 75% estima que el 75 y 100 %, respectivamente, de los pozos productores del campo PG tendrían presencia de residual de polímero). Asimismo, se consideró mantener para la evaluación una salinidad equivalente de 7500 ppm NaCl. En vista de tratarse de un campo maduro (fluidos en recirculación por muchos años), el agua de preparación del polímero, como el agua de formación con la cual se mezclaría la solución polimérica en yacimiento tendría las mismas características en lo referente a salinidad equivalente (7500 ppm NaCl). Con estas condiciones finalmente se plantearon y evaluaron dos (2) series experimentales. En la tabla 2 se recogen sus respectivas condiciones.
Series experimentales en proceso de clarificación
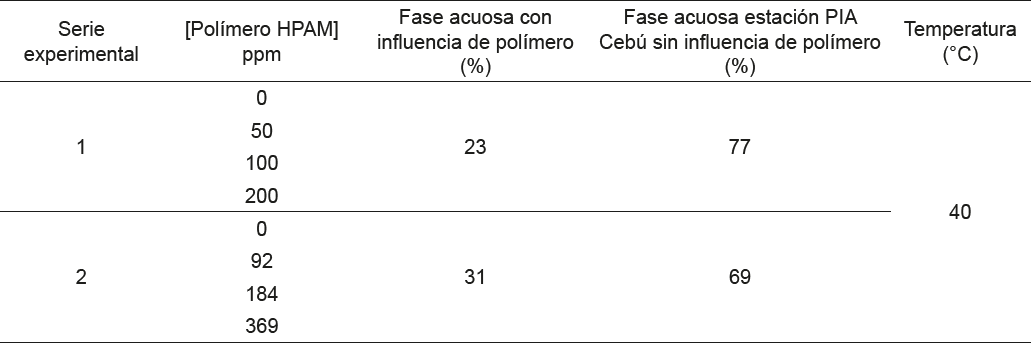
Como ya se mencionó anteriormente en la estación PIA Cebú se tratan los fluidos (crudo y agua) de los campos PG, Pijao y Cebú y adicionalmente recibe el agua de producción de las baterías Santa Clara, Brisas, Cretáceos y Arrayán. El planteamiento de la evaluación en clarificación consistió en estimar que el campo PG podría aportar un 23 y 31% que corresponden al 75 y 100%, respectivamente, de los pozos productores del campo PG con presencia de residual de polímero con posible irrupción a la estación PIA Cebú. Para representar la fase acuosa de la estación PIA Cebú sin influencia de polímero se utilizaron aguas de producción de la línea de transferencia DT’S, DK’S hacia TK. Con estas condiciones se plantearon y evaluaron dos (2) series experimentales. En la tabla 3 se recogen sus respectivas condiciones.
Protocolo de preparación de emulsión sintética y seguimiento en los procesos de deshidratación y clarificación
Con el fin de obtener una emulsión sintética de características similares a las de la emulsión natural, previo a la preparación de las emulsiones sintéticas, el crudo de la troncal PG fue caracterizado mediante la determinación de contenido de agua por destilación y tamaño de partícula, de esta manera se estableció un indicador de referencia de las características que deben tener las emulsiones sintéticas. Disponiendo así, un protocolo para la preparación de emulsiones, el cual se describe a continuación.
Para la preparación de las emulsiones directas (W/O) sintéticas, se adicionaron en una probeta de 120 ml con salida lateral, 20 ml de la fase acuosa correspondiente a cada ensayo y el volumen de crudo (muestra de crudo troncal PG) deseado de acuerdo con el porcentaje de corte de agua a evaluar; en un vaso de precipitado se adicionó el resto del volumen de la mezcla de la fase acuosa para cada ensayo. Ambas muestras se llevaron a precalentamiento a 80 °C por 1 hora, considerando esta como la temperatura de calentamiento en la bomba de succión en fondo de pozo. Pasado este tiempo, la muestra de agua y crudo adicionada en la probeta se agitó por 1,5 min a 6000 rpm con Ultra Turrax Ika T25 y después de este tiempo se continuó la adición agregando 10 ml de la fase acuosa restante cada 15 segundos, para un tiempo total de agitación de 3,25 min. Una vez finalizada la incorporación total de la fase acuosa de manera inmediata se observó y se registró el volumen separado en el tiempo inicial y se introdujo la probeta al horno a 40 °C (temperatura de deshidratación en la estación PIA Cebú). Para cada punto de ambas series experimentales se realizó en paralelo una botella en ausencia de química y otra aplicando la química actualmente utilizada en la estación PIA Cebú. De esta manera, al ensayo en presencia de química después de 5 minutos de haber preparado la emulsión sintética, se adicionaron 95 ppm de antiespumante y 143 ppm de rompedor directo realizando una agitación de 30 strokes. Se procedió a realizar el registro del volumen separado en el tiempo (5 min, 15 min, 30 min, 1 h y 2 h) a una temperatura de 40 °C para los ensayos con y sin química obteniendo un total de 8 botellas para cada serie experimental.
Una vez terminado el seguimiento del proceso de deshidratación (2 horas) haciendo uso de probetas con salida lateral se retiró el volumen necesario de la fase acuosa (emulsión inversa – O/W) de cada uno de los ensayos, trasladándolo a una botella de 140 ml para continuar el seguimiento del proceso de clarificación. Al volumen retirado de la etapa de deshidratación se adicionó la cantidad agua de producción de DT’S, DK’S deseada para cada ensayo. Una vez homogenizada la muestra, se tomaron 5 ml de muestra y se midió el contenido de GyA para el seguimiento del tiempo de 0 horas de clarificación. Seguidamente, a las mezclas antes mencionadas y específicamente a los ensayos en presencia de tratamiento químico se procedió a la adición de 9,5 ppm de clarificador, 3 ppm de rompedor inverso, 12 ppm de inhibidor de corrosión y 53 ppm de biocida, química de clarificación e integridad utilizada actualmente en la estación PIA Cebú. Finalmente, se realizó una etapa de agitación de 30 strokes y se llevó al horno a 40 °C. Transcurrido una hora se tomaron 5 ml de muestra y se midió el contenido de GyA remanente. Este mismo procedimiento se repitió pasadas las 3 y 17 horas de seguimiento, al igual que en el seguimiento de deshidratación.
Se realizó el seguimiento de parámetros fisicoquímicos como son: GyA (ppm), viscosidad (cP), PZ, pH y turbidez (NTU) a las fases acuosas de cada ensayo, incluyendo el blanco. De esta manera, se realizó un seguimiento a las soluciones iniciales, a las fases acuosas después de deshidratación, a las fases acuosas al tiempo cero de clarificación y finalmente después de 17 horas del seguimiento de clarificación. La mayoría de los parámetros se midieron en todas las etapas, exceptuando el PZ que se midió sólo después del seguimiento de deshidratación y la viscosidad que se realizó a las fases acuosas iniciales y al finalizar el seguimiento de deshidratación.
Resultados
Caracterización de las emulsiones natural y sintética y parámetros fisicoquímicos de fluidos
En la tabla 4 se presentan los resultados comparativos de la caracterización del tamaño de partícula (gota de agua), junto con el porcentaje del contenido de agua por destilación para las emulsiones directas (W/O) natural y sintética. Se observa que la mayor densidad de gotas (90% de aporte) viene acompañado de un tamaño similar con valores de 51,1 y 59,6 µm para la emulsión directa (W/O) natural y sintética, respectivamente. Asimismo, en la figura 2 se presenta el gráfico de la distribución y tamaño de partícula para ambas emulsiones (natural y sintética) y sus respectivas imágenes de microscopia, donde se aprecia la similitud de las dos emulsiones.
Tabla 4. Distribución, tamaño de partícula y contenido de agua emulsión directa natural y sintética (crudo troncal PG).

En la tabla 5 se reportan los parámetros fisicoquímicos de las muestras de agua utilizadas en el presente estudio para los procesos de deshidratación y clarificación.
Degradación mecánica polímero tipo HPAM
En la tabla 6 se presentan los resultados obtenidos del proceso de degradación mecánica, el cual intenta simular el fenómeno de degradación mecánica o cizalla al que es sometido la solución polimérica cuando ingresa a la cara del yacimiento.
Se estima que, al pasar por los perforados, estaría expuesta a la mayor velocidad de corte, por lo tanto el polímero sufriría dicha degradación, es decir rompimiento de las moléculas, especialmente las de mayor peso molecular y por ende pérdida de viscosidad. Adicionalmente, se indican los datos de viscosidad antes y después del procedimiento, el esfuerzo de corte o “shear rate” obtenido al ser sometido a la presión de 52 psi y el porcentaje de pérdida de viscosidad que correspondió a 20%.
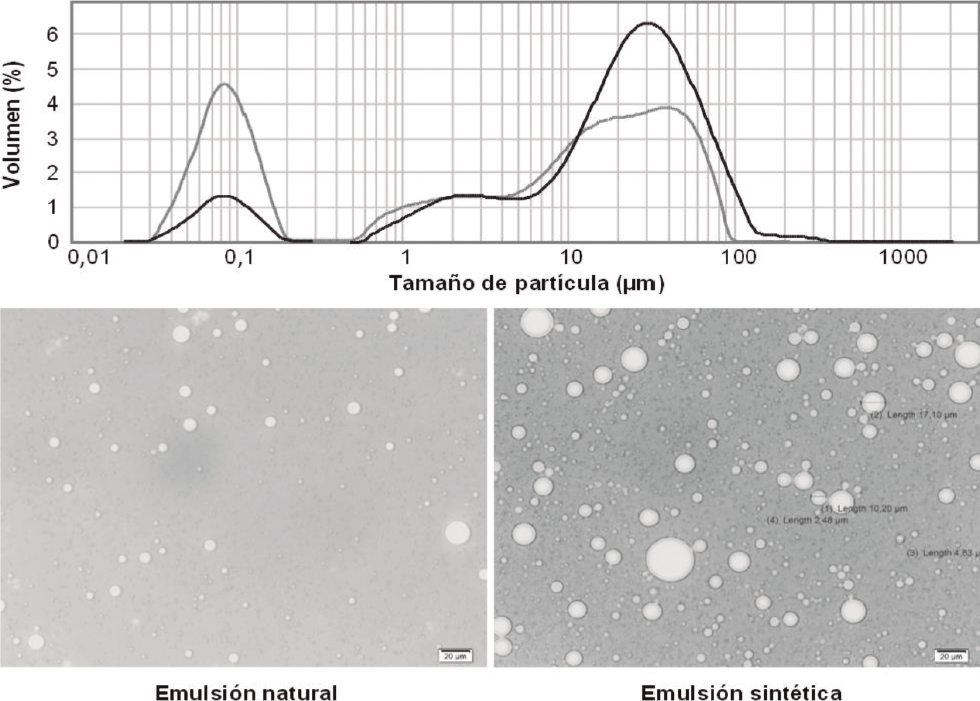
Figura 2. Gráfico de distribución, tamaño de partícula e imagen de microscopia de la emulsión directa natural y sintética (crudo troncal PG).
Tabla 5. Análisis fisicoquímico del agua de producción troncal PG (Manifold), línea de transferencia DT’S, DK’S, salmuera de preparación del polímero y salmuera de preparación de emulsiones sintéticas.
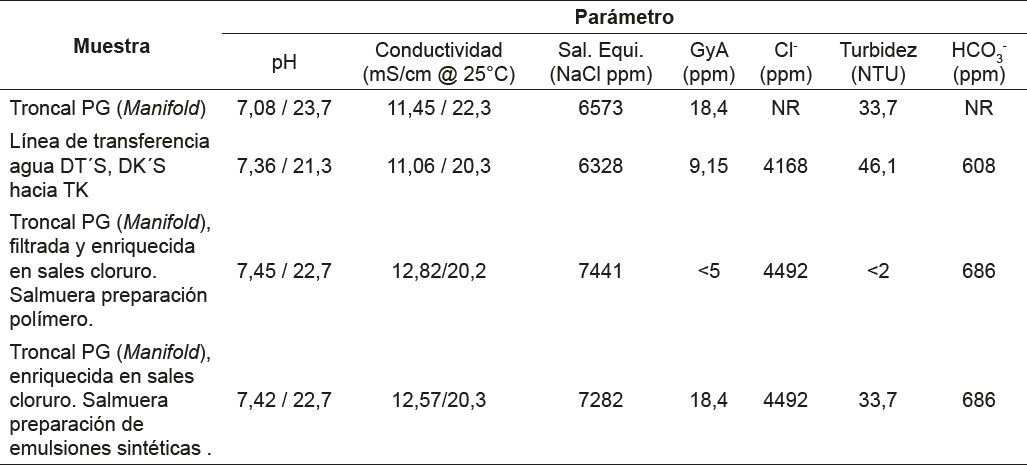
NR:No realizado
Compatibilidad de polímero tipo HPAM con fluidos de producción procesos de deshidratación y clarificación.
Los resultados obtenidos de las dos series experimentales realizadas para los procesos de deshidratación y clarificación presentaron tendencias similares. Por tal razón, a continuación, se expondrán los resultados del escenario de expansión, en donde se estimó que a la estación PIA Cebú irrumpirían el 75% de fluidos provenientes de pozos productores con presencia de residual de polímero procedentes del campo PG. Para el caso del proceso de clarificación y teniendo en cuenta os fluidos tratados en la estación PIA Cebú de distintas facilidades, se contempló que el campo PG podría aportar un 31% de la fase acuosa con presencia de polímero a la estación PIA Cebú.
Proceso de deshidratación. En la figura 3 se muestra un diagrama circular que representa el escenario de expansión en el cual, a la estación PIA Cebú, irrumpirían el 75% de los fluidos provenientes de pozos productores con presencia de residual de polímero. Esta condición consideró que el 100% de los pozos productores del campo PG tendrían irrupción de polímero.
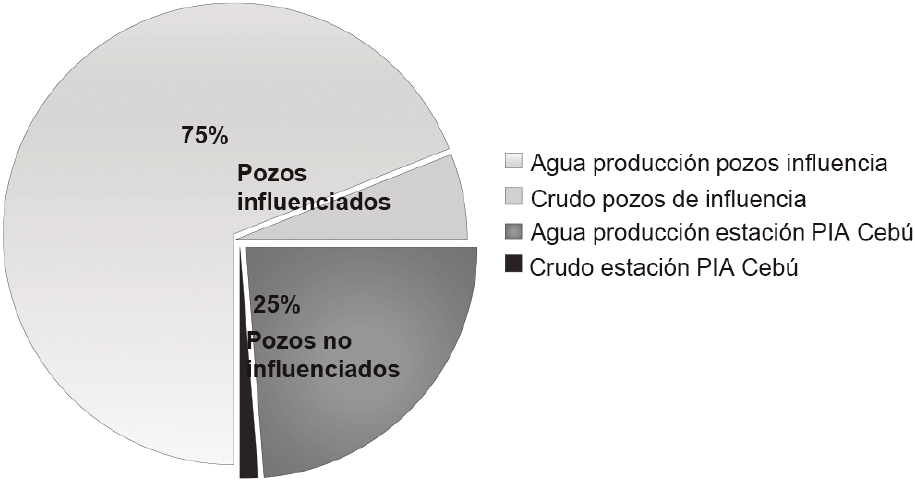
Figura 3. Representación gráfica del aporte volumétrico total (agua y crudo), escenario de expansión en el cual el 75% de los pozos contiene residual polimérico irrumpiendo en la estación PIA Cebú.
En la figura 4 se presentan los resultados de la serie experimental del escenario de expansión (75% influencia). Se observa que, para todos los casos (298 ppm – 20%, 595 ppm – 40% y 1190 ppm – 80% de polímero), pasados 5 minutos se alcanzó más del 95% de separación de la fase acuosa (figura 4A). Sin embargo, es pertinente mencionar que, con respecto al blanco (ensayo en ausencia de polímero), se evidenció un efecto positivo en la velocidad de separación en presencia de todas las concentraciones de polímero evaluadas, durante el seguimiento de separación gravitatoria sin y con Tratamiento químico, alcanzando en este último el 99% de separación de la fase acuosa a las diferentes concentraciones de polímero, incluso después de 5 minutos de seguimiento.
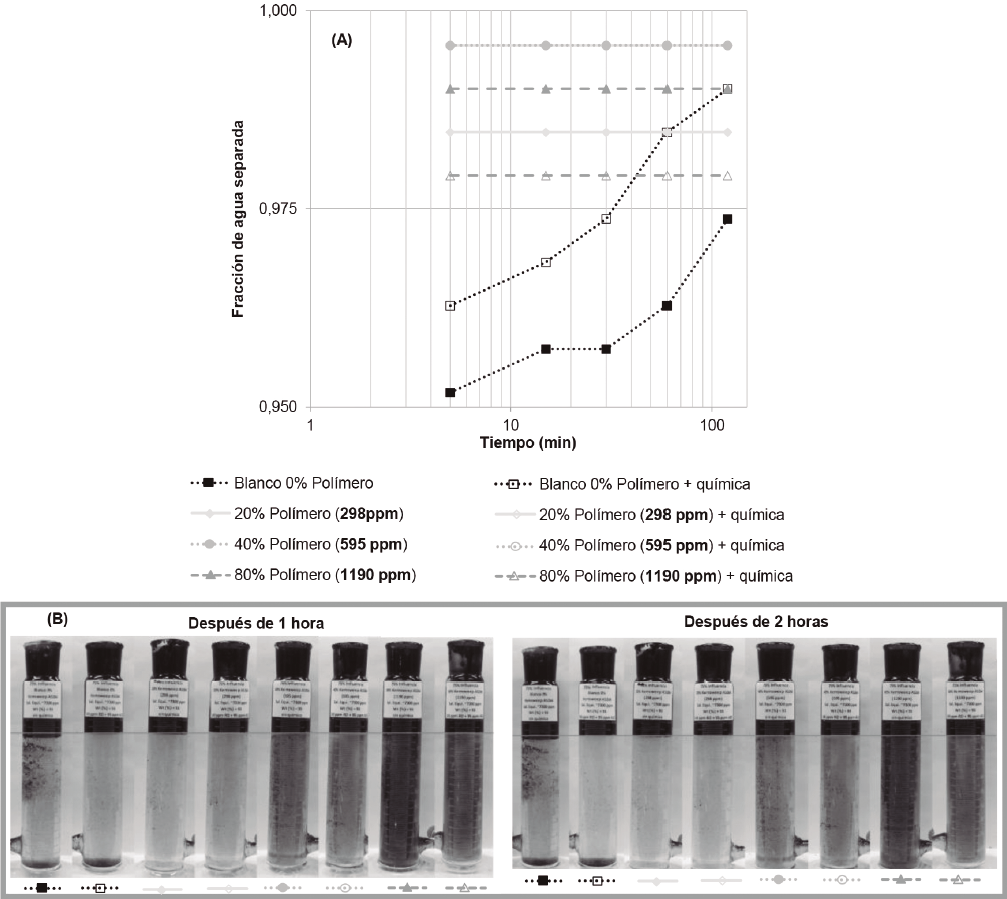
Figura 4. Fracción de agua separada a lo largo del tiempo (A). Seguimiento registro fotográfico (B) después de 1 h y 2 h. Corte de agua 93%, variando el contenido de polímero 0 ppm (blanco), 298 ppm, 595 ppm y 1190 ppm; las botellas con adición de Tratamiento químico contienen 95 ppm de antiespumante y 143 ppm de rompedor directo (RD), a una temperatura de 40 ºC.
Se complementó el seguimiento de deshidratación de manera cuantitativa. Para ello, en la tabla 7 se exponen los resultados de salinidad equivalente (salinidad en relación a la concentración en ppm de una solución de NaCl equivalente, a partir de datos de conductividad), contenido GyA (ppm), turbidez (NTU), potencial Zeta (PZ) y viscosidad (cP) medidos después de 2 horas del seguimiento, excepto la salinidad equivalente que se midió a las soluciones iniciales para cada ensayo y los datos de viscosidad que fueron valores estimados a partir de las curvas de viscosidad en función de la concentración para el polímero utilizado en el estudio.
Los resultados de la tabla 7 señalan valores de salinidad equivalente alrededor de 7300 ppm NaCl para todos los casos, manteniendo una salinidad similar a la que se registra en la estación PIA Cebú. También se presentan los valores del contenido de GyA y turbidez en los cuales se puede apreciar un incremento de dichos parámetros, al aumentar concentración de polímero residual, como se puede notar visualmente en el registro fotográfico (figura 4B); se encontró de manera cuantitativa un incremento del contenido GyA pasando de valores de alrededor del 40 ppm para los ensayos en ausencia de polímero a 300 ppm para los ensayos con mayor concentración polímero - 1190 ppm. Asimismo, en el seguimiento de turbidez se aprecia un incremento del valor de NTU pasando de valores del orden de 50 NTU para los ensayos en ausencia de polímero a 300 NTU para los ensayos con mayor concentración polímero - 1190 ppm, se aclara que los valores de NTU obtenidos no se deben correlacionar únicamente con sólidos suspendidos, puesto que dicha medición refleja también la presencia de GyA. En lo relacionado a las mediciones de PZ, los resultados indican inestabilidad (rango de PZ emulsiones inestables: 30 a -30 mV) de la emulsión inversa (O/W), para el blanco (ausencia de polímero) y para las fases acuosas con 298 ppm de polímero con valores entre -16,8 mV y -30,0 mv, respectivamente, mientras que, para las fases acuosas con 595 ppm los valores de PZ indican estabilidad (rango de PZ emulsiones estables: >30 y <-30 mV) de la emulsión inversa (O/W) con valores de un promedio de -65,5 mV. El PZ no se midió para los ensayos con concentración de 1190 ppm de polímero no se realizaron para proteger la integridad del equipo ZETASIZER (alto contenido de GyA).
Tabla 7. Resultados de salinidad equivalente, grasas y aceites (GyA) turbidez, viscosidad y potencial zeta. Seguimiento después de 2 horas, escenario piloto (75% influencia).
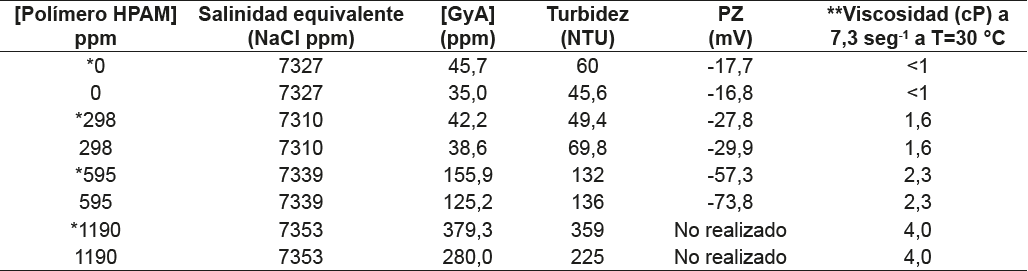
*Ensayos sin adición de química de deshidratación
**Valores estimados a partir de curva de viscosidad Vs concentración para polímero utilizado en el estudio
Los resultados obtenidos en los distintos parámetros de seguimiento indican que, a las condiciones evaluadas, la presencia de polímero no afecta negativamente la deshidratación de crudo; sin embargo, la calidad del agua en esta etapa sí se vería afectada por la presencia de polímero residual. El efecto negativo de la calidad del agua a razón de polímero remanente podría explicarse, debido al incremento de la viscosidad, pasando de valores de <1 cP para los ensayos sin polímero (blanco) a 4,0 para la fase acuosa con 1190 ppm de polímero residual. Este incremento de viscosidad trae consigo el aumento del contenido de GyA y de turbidez, al dificultar la coalescencia de las gotas de crudo y la sedimentación de los sólidos suspendidos.
Proceso de clarificación. De acuerdo con la proporción de los fluidos tratados en la estación PIA Cebú, en la figura 5 se presenta un diagrama circular que representa el escenario de expansión en el cual, al proceso de clarificación el campo PG podría aportar un 31% de la fase acuosa con presencia de polímero. Para reproducir la fase acuosa de la estación PIA Cebú de pozos no influenciados por inyección de polímero, se utilizaron aguas de producción de la línea de transferencia DT’S, DK’S hacia TK.
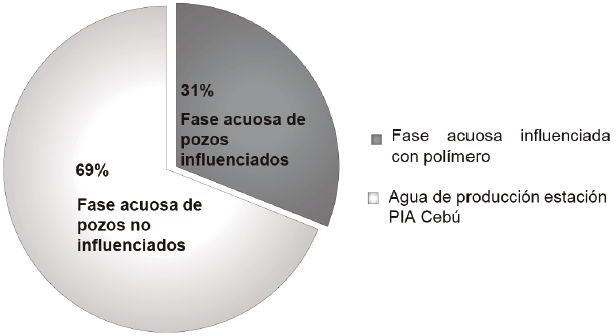
Figura 5. Representación gráfica del aporte volumétrico del agua de producción de los pozos de influencia de residual de polímero, escenario expansión (31% de influencia) inyección de polímero a la estación PIA Cebú.
La evaluación del proceso de clarificación se llevó a cabo partiendo de la fase acuosa obtenida de los ensayos de deshidratación del escenario de expansión (75% de influencia). En la figura 6 se presentan los resultados obtenidos en el seguimiento. En esta figura se representa el contenido de GyA (figura 6A) y la eficiencia de remoción de GyA (figura 6B) a lo largo del tiempo, para el blanco (ausencia de polímero) y para las fases acuosas con 92 ppm, 184 ppm y 369 ppm de polímero, respectivamente.
Con respecto al comportamiento del contenido de GyA de los ensayos en ausencia de polímero (blanco - referencia), se puede observar un incremento del contenido de GyA (figura 6A) a medida que se incrementa la concentración polímero, obteniendo después de 17 horas de seguimiento de clarificación, valores < 5 ppm de GyA para los ensayos sin polímero (blancos) y 198 ppm de polímero; mientras que, para los ensayos con 369 ppm de polímero, se alcanzan valores de alrededor 23 ppm de GyA (valor de referencia GyA agua de inyección de buena calidad < 5 ppm). En lo concerniente a la eficiencia de remoción (figura 6B), se aprecia un comportamiento similar para todos los casos con eficiencias de remoción en el rango 70 – 88% y llama la atención que se observan mejores valores de remoción de GyA para los ensayos en ausencia de Tratamiento químico de clarificación. Lo que podría indicar falta de sinergia los aditivos actualmente usados en la estación PIA Cebú con fases acuosas con residual de polímero.
En la figura 6C se presenta el registro fotográfico del seguimiento realizado, la primera fila es la muestra tomada de las probetas del proceso de deshidratación. La segunda fila corresponde al proceso de dilución con el agua de producción DT’S, DK’S que representó los fluidos acuosos de la estación PIA Cebú sin influencia de polímero. Las filas 3, 4 y 5 registran el seguimiento de clarificación después de 1 hora, 3 horas y 17 horas, respectivamente. Se evidencia un impacto negativo (aspecto más turbio) en la calidad del agua con el incremento del contenido de la concentración de polímero, siendo más notorio para los ensayos con 184 ppm y 369 ppm de polímero. Asimismo, se observan sólidos precipitados en los ensayos en ausencia de polímero (blancos) a diferencia de los ensayos en presencia de polímero, donde no se aprecia de manera significativa sólidos precipitados a lo largo de la evaluación de clarificación. La no precipitación de sólidos junto con el incremento del contenido de GyA puede deberse al aumento de viscosidad que podría dificultar la coalescencia de las gotas de crudo y la sedimentación de los sólidos suspendidos como ya se mencionó anteriormente. De acuerdo con los resultados obtenidos no se observa un aporte significativo de la adición de la química de clarificación actualmente usada en campo, ya que en esta serie experimental se obtuvo mejores valores de contenido de GyA y turbidez en los ensayos sin adición de los aditivos actualmente usados en los cuales actuó el efecto de la temperatura y el tiempo de residencia.
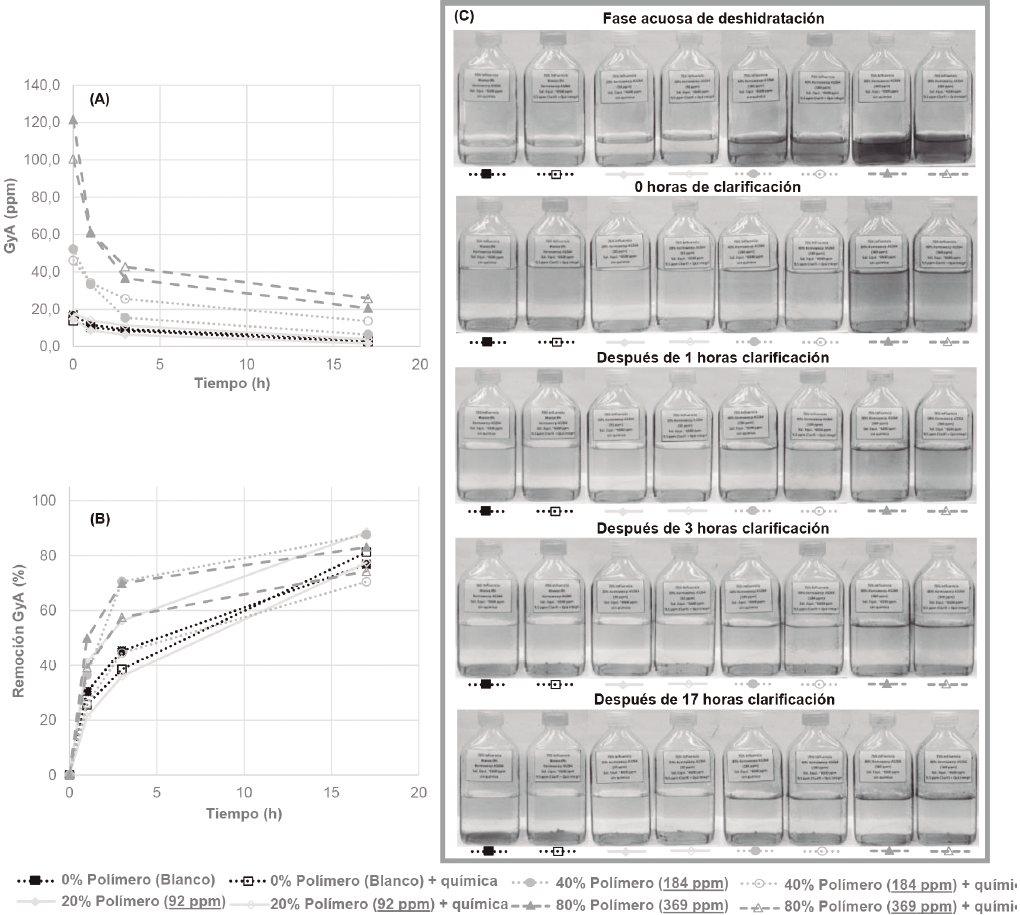
Figura 6. Contenido de GyA (A) y eficiencia de remoción de GyA (B) a lo largo del tiempo. Seguimiento registro fotográfico (C) fase acuosa deshidratación y evaluación de clarificación 0, 1, 3 y 17 h. Concentración de polímero, 0 ppm (blanco), 92 ppm, 184 ppm y 369 ppm; las botellas con adición de Tratamiento químico contienen 9,5 ppm de clarificador, 2,9 de rompedor inverso, 11,9 ppm inhibidor de corrosión y 52,4 ppm de biocida, a una temperatura de 40 ºC.
Comportamiento de parámetros fisicoquímicos a lo largo de proceso de deshidratación y clarificación. En la figura 7 se presentan los resultados obtenidos en el seguimiento de los parámetros fisicoquímicos: contenido de GyA (figura 7A), turbidez (figura 7B) y pH (figura 7C) para las fases acuosas iniciales, después de 2 horas de deshidratación, 0 horas y 17 horas de clarificación, variando la concentración de polímero 0% (blanco) y para las fases acuosas con 20, 40 y 80% de polímero, respectivamente, de acuerdo al proceso en evaluación (deshidratación y clarificación), para los ensayos sin y con adición de los respectivos aditivos de superficie utilizados en la estación PIA Cebú.
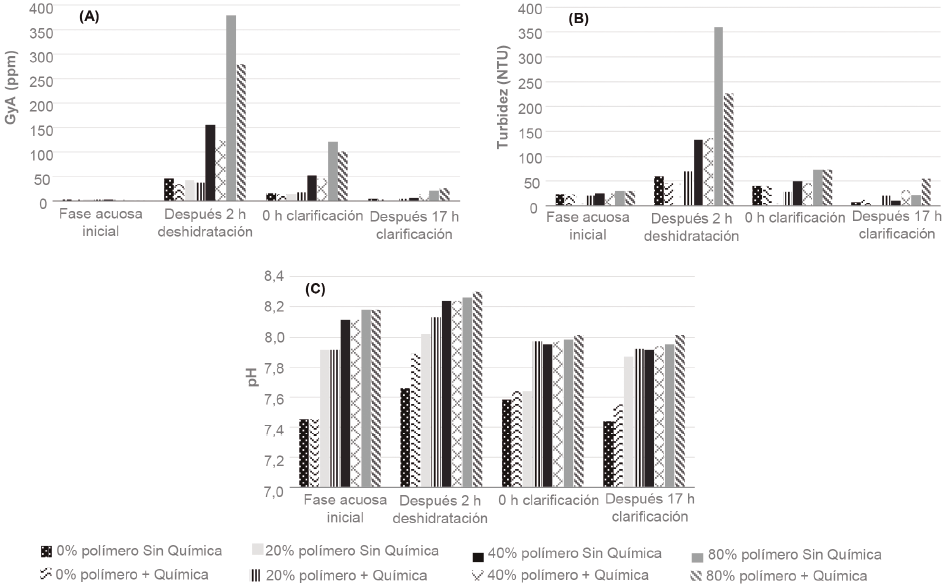
Figura 7. Seguimiento del contenido de GyA (A), turbidez (B) y pH (C) para las fases acuosas iniciales, después de 2 horas de deshidratación (75% influencia), 0 y 17 horas de clarificación (31% influencia). Variando la concentración de polímero de acuerdo con el respectivo escenario (deshidratación y clarificación) en proporciones de 0% (blanco sin polímero), 20%, 40% y 80% de polímero, cada condición sin y con adición del respectivo tratamiento químico utilizado en superficie.
Se observa que, con respecto a las fases acuosas iniciales (antes de preparar la emulsión sintética) hay un incremento significativo de estos parámetros después de 2 horas de deshidratación, siendo más notorio ese comportamiento para las mayores proporciones de polímero (40% - 595 ppm y 80% - 1190 ppm) presentes en los ensayos. Como es de esperar, al tiempo de 0 horas, se observa una disminución del contenido de GyA y turbidez, esto debido a la dilución de la fase acuosa de deshidratación con el agua de producción DT’S, DK’S que representó los fluidos acuosos de la estación PIA Cebú sin influencia de polímero. Finalmente después de 17 horas de clarificación ambos parámetros disminuyen en comparación a los valores al tiempo 0 horas de clarificación; sin embargo, hay una mayor disminución del contenido de GyA (valores máximo de 26 ppm GyA para para el ensayo con 369 ppm de polímero residual) que de turbidez (valores máximo de 55 NTU de turbidez para el ensayo con 369 ppm de polímero residual) en los ensayos con presencia de polímero, lo que es concordante con lo observado visualmente (no precipitación de sólidos en los ensayos con polímero). En lo relacionado al seguimiento de pH (figura 7C), este parámetro presentó un ligero incremento para los ensayos en presencia de polímero, al compararlo con los blancos (sin polímero) a lo largo de la evaluación. Asimismo, en los diferentes seguimientos, presentó una ligera variación, la cual puede deberse a que la medida de pH depende directamente de la temperatura; sin embargo, las diferencias no son significativas como para establecer una tendencia de los resultados obtenidos debido a la variación de este parámetro.
Discusión de resultados. Los resultados en pruebas de botella mostraron un incremento en la eficiencia de separación de la fase acuosa en presencia de polímero. Este comportamiento posiblemente es debido a que la emulsión formada en presencia de polímero es menos estable, puesto que el tamaño de gota de las moléculas de agua contenidas en la fase continua (crudo) no sufren el mismo proceso de rompimiento, dando como resultado tamaños de gotas más grandes, lo que favorece la separación de las mismas y por lo tanto un incremento en la eficiencia de deshidratación del crudo.
Los resultados antes mencionados se encuentran en concordancia con estudios reportados en la literatura en los cuales, para concentraciones inferiores a 1000 ppm de polímero tipo HPAM en agua producción, se observó un incremento de la separación crudo/agua durante el proceso de sedimentación debido a su capacidad de floculación [14]. Por otro lado, Argillier et al. [15], estudiaron el impacto de varios productos químicos EOR en la separación crudo/agua. En particular, tres polímeros de tipo poliacrilamida fueron estudiados: poliacrilamida hidrolizada de alto peso molecular (HPAM) y dos polímeros sulfonados; poliacrilamida sulfonada (SPAM) y poliacrilamida hidrolizada sulfonada (SHPAM). El grado de hidrólisis y el peso molecular de los polímeros no fueron indicados por los autores. El estudio consistió en la preparación de emulsiones sintéticas formadas con agua que contenía polímero disuelto. La fase acuosa se vertió en la fase oleosa bajo agitación (emulsión de corte de agua de 50%). A 60 ºC y después de 24 horas, se determinó el volumen de agua libre y se midió la cantidad de agua residual en fase oleosa. Se estudiaron dos concentraciones de polímero, 200 ppm y 750 ppm. Sin polímero, la emulsión permaneció estable y después de 24 horas no se observó agua libre. En presencia de polímero, se observó agua libre. Bajo las condiciones estudiadas, todos los polímeros actuaron como inhibidores de la emulsión y facilitaron la separación de fases, la cual aumento con la concentración de polímero [15].
En lo concerniente al proceso de clarificación, a las condiciones de evaluación, se evidenció un impacto negativo en la calidad del agua con el incremento del contenido de la concentración de polímero, siendo más notorio para los ensayos con 184 ppm, 200 ppm y 369 ppm de polímero, donde se obtuvieron valores de contenido de GyA fuera de especificaciones de calidad agua (> 5 ppm) y turbidez (> 2 NTU) inclusive después de 17 horas de seguimiento. Esto puede explicarse, debido a que el incremento de la viscosidad de la fase acuosa por la presencia de polímero, podría obstaculizar el acercamiento de las gotas de aceite para llevar a cabo la fusión de las mismas hasta formar una gota de mayor tamaño, que supondría la separación de las dos fases (fenómeno de coalescencia), lo que da como resultado una menor remoción del contenido de GyA a lo largo del tiempo y en el caso del parámetro de turbidez el incremento de la viscosidad limita el proceso de sedimentación de los sólidos suspendidos.
Nuevamente, los resultados del proceso de clarificación obtenidos en el presente estudio están en concordancia con resultados reportados en literatura. Chen et al. [16] concluyeron que es difícil separar el crudo de las aguas residuales producidas por inyección de polímeros, debido al incremento de la viscosidad, tensión interfacial, potencial Z y viscoelasticidad interfacial de las gotas de aceite, lo que impide el acercamiento y la coalescencia de estas al incrementar la concentración de polímero HPAM. En otra investigación, Ma et al. [17] compararon el comportamiento en el tiempo de la emulsión presente en aguas de producción del campo Shengli, empleando dos medios: medio (A) con 40 ppm de polímero y medio (B) sin polímero. El polímero utilizado fue una poliacrilamida parcialmente hidrolizada con un peso molecular medio de 1,7 x 107 Da. La concentración inicial de GyA fue de 1600 ppm. No se observaron diferencias significativas en la disminución del contenido de crudo entre las dos muestras de agua dentro del primer día. Sin embargo, en las últimas etapas de los ensayos, las diferencias fueron marcadas: el contenido de GyA en A disminuyó en un 62% (de 800 ppm en el primer día a 300 ppm en el quinto día) mientras que el contenido de aceite en B (sin polímero) disminuyó en 93% (de 700 ppm en el primer día a 50 ppm en el quinto día). Los autores observaron que no hubo diferencias significativas en la viscosidad de las dos muestras de agua (la viscosidad de la muestra A fue de 1,02 cP, mientras que la de la muestra B fue de 0,84 cP). Posteriormente, investigaron la distribución del tamaño de las gotas de aceite en la muestra de agua a partir del segundo día. Los resultados mostraron que el tamaño de la gota de aceite en la muestra A fue principalmente menor de 10 µm, mientras que el pico más alto en la curva de distribución de tamaño de la muestra B cambio de 10 a 100 µm. Según los autores, el polímero dificultó la coalescencia de las gotas de aceite, lo que resultó en la diferencia de tamaño de gotas de aceite en el segundo día. Esta dificultad de coalescencia probablemente no estaba relacionada con la diferencia en la repulsión electrostática, ya que el potencial Zeta de la muestra A fue de -37,6 mV y para la muestra B de -37,9 mV (valores similares). Por lo cual, los autores enumeraron otras posibilidades para la influencia negativa de los polímeros sobre la coalescencia de las gotas: reducción de la frecuencia de colisión de las gotas de crudo debido al aumento de la viscosidad; formación de una capa de adsorción estrecha y elástica debido a la adsorción del polímero en las gotas de aceite; y la acción del polímero como una barrera estérica. Adicionalmente, los autores evaluaron la influencia de la viscosidad sobre la separación gravitatoria en función del tamaño de las gotas de aceite. Observaron también que el tamaño límite de las gotas de aceite eliminadas del agua por el método de sedimentación por gravedad aumenta con un incremento en la concentración de polímero: el tamaño de las gotas de aceite por encima de 60 µm podría eliminarse eficazmente en ausencia de polímero, mientras que el tamaño deberá ser de 150 µm para que las gotas sean eficazmente removidas en presencia de 800 ppm de polímero. También los autores evaluaron el efecto de la temperatura sobre la estabilidad de la emulsión (a 23 y 55°C). Los autores encontraron que el aumento de la temperatura no causó variaciones considerables en la estabilidad de las emulsiones. A pesar del aumento del número y frecuencia de colisiones de las gotas de aceite; estas no se incrementaron en función la temperatura, por lo tanto no mejoró significativamente la efectividad de la coalescencia. Los autores finalmente concluyeron que la estabilidad espacial, más que la estabilidad electrostática, fue el principal factor para la estabilidad de la emulsión en el agua de producción que contenía el polímero [17].
Conclusiones
Los resultados en pruebas de botella del proceso de deshidratación mostraron un incremento en la eficiencia de separación de la fase acuosa en presencia de polímero, determinado por el ligero aumento en la velocidad de separación de la fase acuosa. Este comportamiento posiblemente es debido a que la emulsión formada en presencia de polímero es menos estable, puesto que el tamaño de gota de las moléculas de agua contenidas en la fase continua (crudo) no sufren el mismo proceso de rompimiento, dando como resultado tamaños de gotas más grandes lo que favorece la separación de las mismas en un menor tiempo y por lo tanto un incremento en la eficiencia de deshidratación del crudo.
Para el proceso de clarificación en el escenario de expansión, se evidenció un impacto negativo en la calidad del agua con el incremento del contenido de la concentración de polímero, siendo más notorio para los ensayos con 184 ppm, 200 ppm y 369 ppm de polímero residual, con valores de contenido de GyA y turbidez fuera de especificaciones de calidad agua (> 5 ppm de GyA y > 2 NTU de turbidez), inclusive después de 17 horas de seguimiento. Esto puede explicarse, debido a que el incremento de la viscosidad de la fase acuosa por la presencia de polímero podría obstaculizar el acercamiento de las gotas de aceite para llevar a cabo la fusión de las mismas hasta formar una gota de mayor tamaño, que supondría la separación de las dos fases (fenómeno de coalescencia), lo que da como resultado una menor remoción del contenido de GyA a lo largo del tiempo y en el caso del parámetro de turbidez el incremento de la viscosidad limita el proceso de sedimentación de los sólidos suspendidos.

