











 Portugués (pdf)
Portugués (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares en
SciELO
Similares en
SciELO  Similares en Google
Similares en Google 
 Permalink
Permalink
Introdução
Materiais magnéticos macios
Os materiais magnéticos macios são utilizados em dispositivos eletromagneto-mecânicos, como motores e geradores elétricos, transformadores, alto-falantes, contatores, solenoides e eletroímãs, e são acionados na medida em que circula corrente elétrica em suas bobinas [1,2]. Os principais materiais magnéticos macios estão relacionados a seguir.
Aços magnéticos. Os três tipos de materiais mais utilizados para núcleos de máquinas elétricas, relacionados a seguir, são: Aço baixo carbono, açosilício não orientado e aço-silício orientado [3].
Ligas Fundidas a partir do Fe-Ni e Fe-Co. Asligas constituídas principalmente de ferro-níquelcontendo de 50 a 80% de níquel, formam uma grandediversidade de séries usualmente denominadasde Permalloys, enquanto aquelas ligas a partir deferro-cobalto formam a família de Permendur, e sãocaracterizados principalmente por uma elevadapermeabilidade à baixos campos magnéticos [3].
Ferritas Macias. São materiais magnéticos que possuem composição MO.Fe2O3 onde M é um metal (cátion) divalente que pode ser Mn, Mg, Zn, Fe, Co ou Ni. Estas substâncias apresentam uma estrutura conhecida como “spinel”, que consiste de um arranjo cristalino cúbico de face centrada. São materiais obtidas pelos processos da metalurgia do pó. Alguns aditivos como Ca, Si, Co, Ti, Sn e Li melhoram o desempenho das características magnéticas [3,4].
Materiais Microencapsulados. Soft Magnetic Composites Materiais ou simplesmente SMC são basicamente partículas de pó ferromagnético revestidas por filme isolante elétrico como polímeros e óxidos. Componentes SMC são produzidos utilizando técnicas tradicionais de metalurgia do pó. O processo de produção desses componentes, em linhas gerais, consiste em compactação e posterior tratamento térmico para cura da resina ou consolidação [5].
Ligas Sinterizadas. Os materiais magnéticos macios sinterizados constituem-se basicamente de ligas de ferro e/ou níquel e cobalto, e são obtidos pelos processos da M/P. A adição de silício e fósforo alteram as propriedades magnéticas e elétricas do ferro puro. Os materiais sinterizados mais comumente utilizados são os seguintes [6,7,8]:
Moldagem de pós por injeção
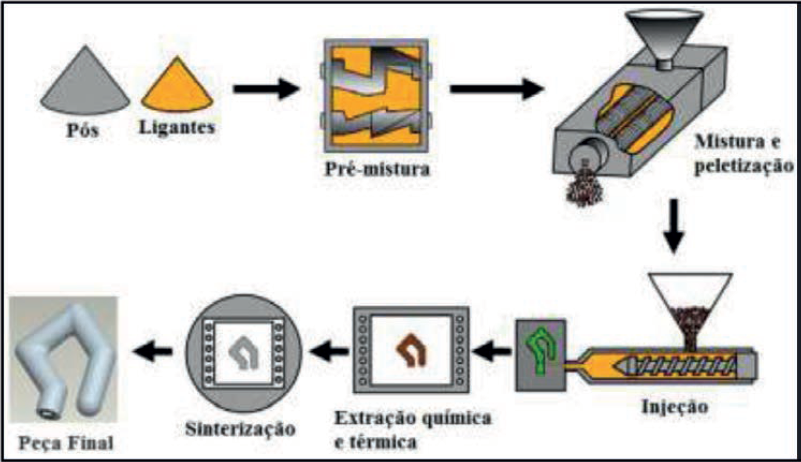
A MPI (Moldagem de Pós Metálicos por Injeção) é um processo de fabricação bem estabelecido e com custo competitivo para produção de peças de tamanho pequeno a moderado. A mesma deriva De uma junção da Moldagem por Injeção de Plásticos com a Metalurgia do Pó, tendo basicamente quatro etapas: (1) mistura do pó metálico com um ligante polimérico para formar a carga injetável; (2) a injeção desta carga em um molde – como a injeção de plásticos; (3) remoção do ligante e (4) a sinterização [9]. A Figura 1 mostra de maneira simplificada o processo de MPI [10].
Obtenção dos pós. Para se obter os pós– metálicos ou não – para matéria-prima pode-se utilizar diversos processos que serão designados de acordo com as características requeridas na aplicação bem como as propriedades exigidas, como por exemplo, a resistência mecânica. Vale lembrar que um mesmo pó pode ser obtido por diferentes métodos [11]. Dentro da gama de processos para obtenção de pós pode-se destacar quatro principais como se vê a seguir:
Métodos mecânicos. Normalmente são por quebra ou moagem. Usados para materiais frágeis ou fragilizados de outro processo prévio. Caracteriza-se por utilizar de martelos ou moinhos para reduzir o tamanho de partícula a um determinado tamanho [11].
Atomização. Aqui o metal fundido (matéria-prima) é projetado através de um furo adequado de maneira a formar um filete de material ainda líquido que sofre o ataque de jatos fluidos, podendo estes serem de ar, água ou gases, como por exemplo, o argônio. Quando estes jatos atingem o metal provocam a pulverização bem como o resfriamento do mesmo [12].
Redução química. Este tipo de processo usa reações químicas de redução de compostos metálicos com agentes redutores gasosos ou sólidos, normalmente carbono e hidrogênio. Usase frequentemente também o carbono, entretanto este é aplicável a carbonetos relativamente instáveis, como no caso o carboneto de tungstênio e o ferro. O caso mais relevante para esta técnica é o da produção do pó de ferro [11,12].
Eletrólise. Basicamente, coloca-se os metais desejados em solução aquosa (normalmente ácida) e submetidos a uma corrente elétrica. Essa solução agirá para atacar o ânodo (o metal a ser corroído) que formará sais, estes por sua vez de acordo com a corrente migrarão para o cátodo. Os depósitos no cátodo podem ser de duas maneiras: um esponjoso de baixa aderência ou uma camada densa, mas macia. Este processo gera pós com elevada pureza, baixa densidade e pós normalmente dendríticos. Uma vez recolhidas da eletrólise esses pós são peneirados e secados [11].
Preparação da Carga Injetável (feedstock). A obtenção da carga injetável se dá pela mistura dos pós, obtidos de acordo com o supracitado, com o ligante, que normalmente é um material baseado em compostos poliméricos. A literatura normalmente utiliza um termo em inglês para ligante, é ‘binder’, e será usado neste artigo. A mistura destes componentes é realizada em temperaturas nas quais o ligante está em estado líquido e o binário pó-ligante forma um fluído viscoso com a consistência de uma massa [13]. As funções básicas do binder são: auxiliar na formação do componente durante a injeção e conferir a resistência ao componente gerado. Isso acontece por conta da moldabilidade do polímero e da capacidade de manter coeso o particulado até a etapa de sinterização. Para que isso seja possível também se adicionam aditivos ao ligante, como dispersantes, estabilizantes [14].
Injeção. O processo de injeção em MPI é similar a moldagem de plásticos, e segue os seguintes passos, conforme Figura 2 [15]:
Início de ciclo. O material já foi abastecido e aquecido à temperatura de processo, deixando a carga em estado fundido. Então o ciclo inicia-se com o fechamento do molde e a aproximação do bico de injeção no canal de injeção do molde.
Preenchimento do molde. O material é forçado em direção às cavidades do molde através do bico injetor, devido ao movimento da rosca. Inicialmente o molde é completamente preenchido pelo movimento de translação da rosca, após o material continua sendo enviado para dentro do molde para que se atinja o equilíbrio hidrostático através de um incremento de pressão. Por fim, essa pressão é mantida para finalizar a formação da peça.
Resfriamento. O bico é recolhido sem movimentar a rosca e a peça é resfriada no próprio molde.
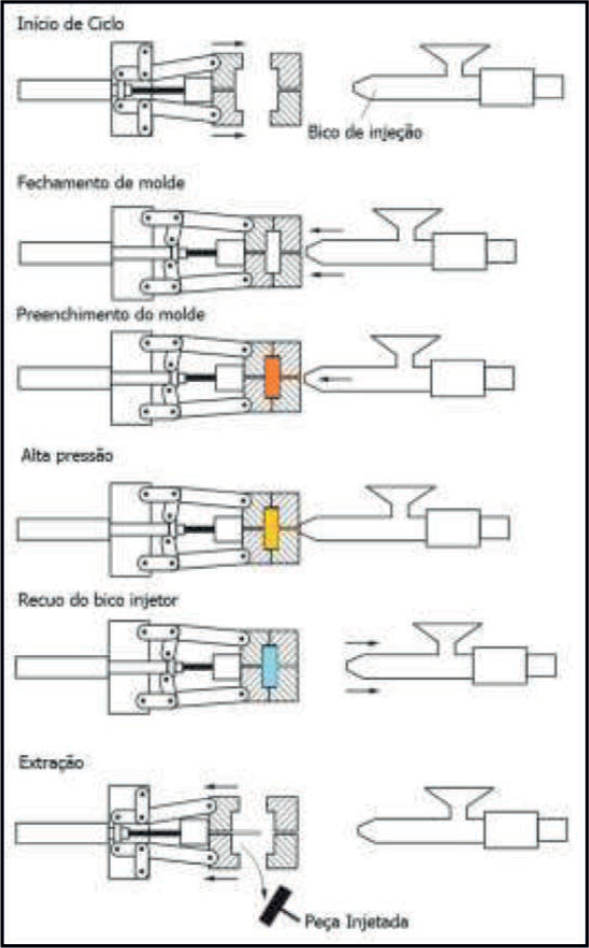
Extração. Atingido o tempo de resfriamento; a parte móvel do molde se recolhe e a peça pode ser extraída – manualmente ou automaticamente.
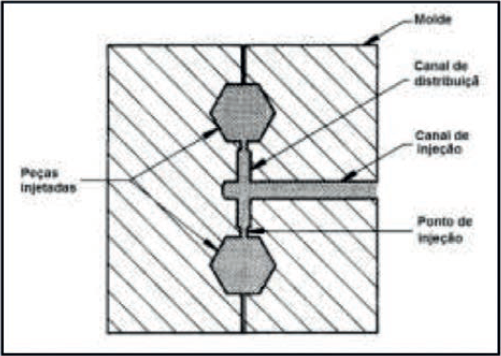
Quando se fala de equipamento para MPI, seguese também os mesmos modelos de máquinas injetoras utilizadas na moldagem de plásticos por injeção. Entretanto, as maiores diferenças são perceptíveis nos moldes, y os moldes, normalmente, são fabricados em aço ferramenta ou aço tratável, como aço inoxidável e aço ao baixo carbono. Em casos de prototipagem ou desenvolvimento, utiliza-se ligas de alumínio devido a fácil usinagem. Em termos de configuração tem-se moldes com duas ou três placas, sendo ao menos uma fixa. Seu projeto leva em conta todo o caminho que o material deve realizar, e isto inclui o canal de injeção (‘sprue’), os canais de distribuição (‘runners’) e os pontos de injeção (‘gates’), como pode ser visto na Figura 3. Normalmente, os moldes para MPI levam em conta o fato do encolhimento dimensional da peça injetada em relação ao processo de extração, que pode chegar aos 25% [13].
Extração Química. Uma vez, injetada e extraída, a peça deve passar por um processo de extração dos ligantes. Normalmente se inicia pela extração química, também chamada em inglês de ‘solvent debinding’. Quando se trata de um sistema como muitos ligantes, se utiliza essa técnica para remover o componente primário do sistema, ou quando o componente é um óleo. Considerando que os sistemas mais usuais são baseados em um óleo (ou cera) e um ou dois polímeros que não são solúveis no solvente químico.
O princípio de funcionamento é remover um grande volume de ligante, resultando em uma grande quantidade de poros abertos, restando ainda polímero agregado a forma mais rígida da peça, que são retirados com a extração térmica. Para que se realize a extração térmica através da imersão das peças no solvente químico desejado por um determinado tempo que seja suficiente para remover a fração primária. Os compostos químicos mais utilizados são: acetona, tetracloreto de carbono, hexano, etanol e tricloroetileno [13].
O mecanismo é composto de quatro estágios: (1) difusão do solvente no sistema ligante; (2) interdifusão do solvente com ligante, formando um gel inchado; (3) as interações solvente-ligante são mais fortes que as forças intermoleculares do polímero, dissolve-se o polímero; (4) por fim, a solução solvente-ligante se difunde em direção à superfície da peça [16].
Extração Térmica. É um processo complexo porque envolve mecanismos físico-químicos, mas com o método e equipamento simples, também conhecido como combustão do polímero. Os mecanismos químicos envolvidos se dão pela degradação térmica do polímero devido à pirólise, já os mecanismos físicos envolvem a difusão de compostos voláteis na superfície da peça injetada bem como as alterações da distribuição do polímero na peça verde. Adiciona-se como complicador que o aquecimento da peça depende da transferência de calor e das entalpias de reação envolvidas na pirólise.
Durante a extração térmica, a resistência do componente decai devido primeiramente ao enfraquecimento térmico do polímero e depois devido à perda dele. Junto a estes efeitos tem-se a ação de tensões (térmicas, e/ou gravitacionais; e/ou residuais) que podem levar a trincas ou distorção, tanto em nível macroscópico como em nível microscópico. A fim de prevenir estes defeitos, é comum usar ciclos de aquecimento muito lentos, ou em mais de uma etapa até atingir a temperatura desejada para a que se evapore o polímero [17].
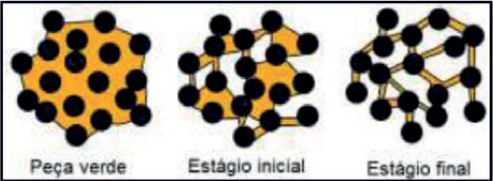
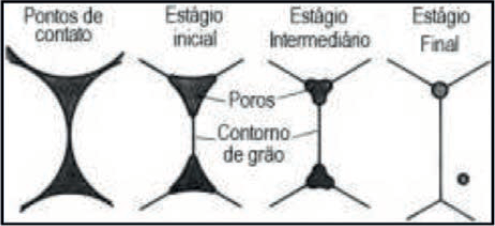
A Figura 4 mostra a evolução da microestrutura da peça durante a extração térmica. Considerando que a peça verde é imediatamente após a extração do molde, o estágio inicial se deve à extração química (supracitada) e o estágio final se dá devida a extração térmica. A ocorrência de defeitos está associada às tensões devido aos gases aprisionados formados na microestrutura devido à queima do polímero [18].
Sinterização. A sinterização visa remover os ligantes residuais e converter a massa de pós em uma peça forte sem perder a forma de quando foi injetada. Por definição pode-se dizer que é um tratamento térmico para ligar as partículas de forma coesa na forma de uma estrutura sólida via transporte de massa devido ao aquecimento a uma temperatura abaixo do ponto de fusão do principal componente. São estas ligações que aumentam a resistência. Na realidade, a sinterização reduz a energia superficial da massa de pó pela formação de ligações entre as partículas que reduzem a área superficial. Esse processo se dá em quatro etapas, como pode ser observado na Figura 5: (1) primeiro ocorre a adesão e o rearranjo que se dá devido a forças de van der Waals fracas; (2) acontece um crescimento dos pontos de contatos da etapa anterior que leva a um estágio inicial de ‘necking’ (contato estreito, como se fosse um istmo), aqui não ocorre um densificação da peça via de regra; (3) o estágio intermediário é onde ocorre o aumento da densidade, o ‘necking’ perde a identidade, os poros se arredondam mas mantemse conectados; (4) no estágio final, os poros que estavam conectados fecham, isolando-se, ocorre crescimento do grão. Esta etapa é mais longa que as demais e leva a densidade a patamares de 95% [13,17].
Metalurgia do pó
A M/P (Metalurgia do Pó) é um processo da metalurgia de transformação, onde as peças são obtidas a partir dos pós constituintes. Os processos básicos da M/P são [11,12]:
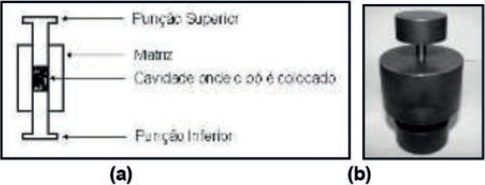
As vezes é necessária uma quinta etapa como a retificação. Na M/P os pós, depois de serem misturados, são compactados em matrizes onde adquirem a forma da cavidade da matriz. Após, são colocados em fornos para sinterização onde adquirem consistência e resistência mecânica. No caso de materiais compósitos metal-resina ou cerâmico-resina, a etapa de Sinterização é substituída pelo processo de Cura da Resina. Salienta-se que, pós de diferentes naturezas química podem ser obtidos, desde que os pós sejam misturados homogeneamente [11-12]. A Figura 6-(a) mostra o desenho esquemático e a Figura 6-(b) mostra a matriz de duplo efeito, utilizada para compactação de pós metálicos e cerâmicos.
Materiais e métodos
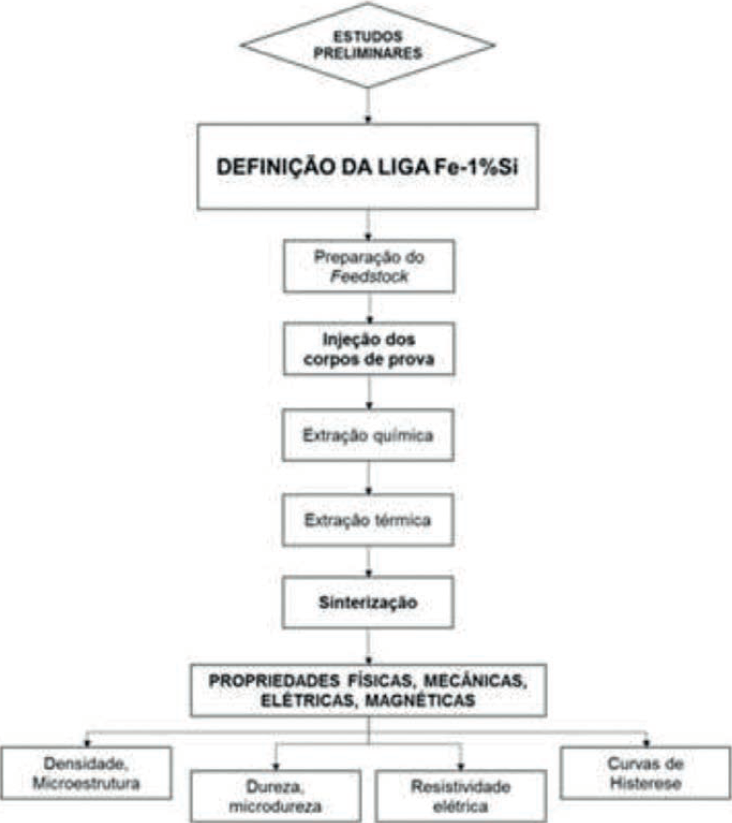
O estudo consistiu na obtenção de corpos de prova da liga injetada Fe-1%Si, conforme diagrama esquemático da Figura 7, na forma de barra com estreitamente central para determinação de parâmetros e consolidação do processo (corpos de prova preliminares) e na forma de anel para avaliação das propriedades físicas de interesse (corpos de prova definitivos). Para efeitos de avaliação das propriedades físicas, alguns dados foram comparados a outros trabalhos na área de injeção de pós metálicos, mas também as propriedades físicas da liga Fe-1%Si obtida por Metalurgia do Pó Convencional.
Preparação da carga injetável (feedstock)
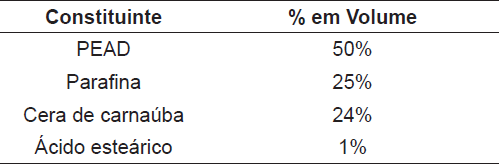
A carga para injeção da liga Fe-1%Si foi baseada em algumas referências bibliográficas nas quais verificou-se a injeção de cargas metálicas a partir de ferro puro e Fe-3%Si, com êxito [17,19,20]. Para a liga Fe-1%Si utilizou-se pó de ferro da empresa TCK com as seguintes especificações: pureza de 99,5% e tamanho de partícula de 9 µm. O pó de silício foi da empresa Vetec Química fina LTDA, com as seguintes especificações: pureza de 99% com tamanho de partícula entre 10 a 20µm. Os pós foram colocados em um misturador duplo cone, por 20 minutos e rotação de 50 RPM para dispersão dos constituintes. A carga foi designada com 60% do volume em pós metálicos e os demais 40% sendo o sistema ligante [20]. A Tabela 1 relaciona os percentuais em volume de cada constituinte do sistema ligante. As substâncias foram pesadas e colocadas em um reômetro de torque como misturador (Figura 8) o qual permite a obtenção de uma mistura mais homogênea do feedstock. A temperatura foi de aproximadamente 180 o C por 20 minutos. Posteriormente a carga foi depositada em um recipiente, resfriada e colocada em um moinho de facas para peletização.
Obtenção dos corpos de prova
A obtenção dos corpos de prova preliminares permitiu que fossem definidos os parâmetros de injeção com sucesso, onde foram definidas todas etapas e patamares, de preparação da carga, injeção, extração química e térmica e sinterização. A injeção foi realizada na Mini Injetora Haake MiniJet II.
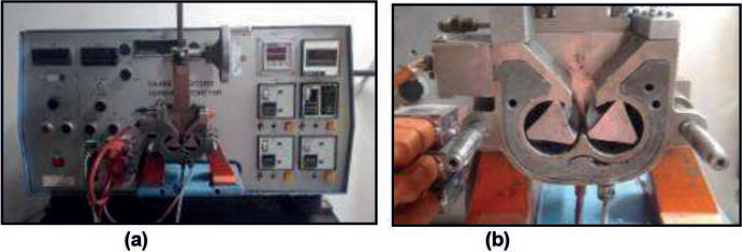
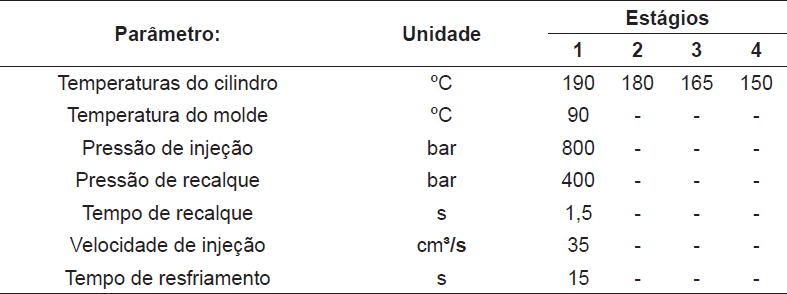
Os corpos de prova obtidos a partir desta mini-injetora resultaram em baixa densidade, enfatizando assim, a baixa pressão de injeção da mini injetora. Por este motivo, passou-se a utilizar a Injetora Arburg Allrouder 170 S. O molde montado na injetora é na forma de anel toroidal, barra retangular e com estreitamente central, a partir deste anel foi possível obter: curvas magnéticas; resistividade elétrica; densidade; microdureza; microestrutura. Os dados de injeção utilizados estão relacionados na tabela 2.
Propriedades físicas dos materiais (corpos de prova)
Quando se deseja verificar a aplicação de um novo material ou um novo processo para uso em núcleos de dispositivos eletromagneto-mecânicos, investiga-se três grupos de propriedades físicas, como abaixo [21]:
Propriedades Magnéticas: coercitividade, permeabilidade, indução de saturação;
Propriedades Elétricas: resistividade elétrica;
Propriedades Mecânicas: dureza e microdureza.
Em termos das propriedades magnéticas, os materiais devem ter: elevada permeabilidade magnética, o que reduz a relutância do circuito magnético dos núcleos de ferro, concentrando todo o campo magnético no entreferro; elevada indução de saturação; e baixa coercitividade, o que reduz as perdas por ciclo de histerese.
Quanto à propriedade elétrica, busca-se maximizar seu valor para reduzir o efeito das correntes parasitas. A maioria dos núcleos de dispositivos eletromagneto-mecânicos, são construídos com chapas laminadas e isoladas, uma vez que esta isolação entre chapas, restringe as correntes induzidas a uma menor área de circulação. As perdas por correntes parasitas em um núcleo maciço são consideravelmente maiores que as perdas em núcleos obtidos a partir de chapas isoladas eletricamente. A redução das correntes induzidas também pode ser obtida a partir do aumento da resistividade elétrica do material. Por este motivo, máquinas elétricas (motores e geradores) de alto rendimento e transformadores, são construídas com chapas de aço silício, que possui resistividade elétrica maior que o aço baixo carbono [22,23]
Em termos de materiais magnéticos macios, as propriedades mecânicas versam sobre a necessidade do material de suportar as vibrações no qual está submetida, por exemplo, máquinas elétricas rotativas como motores e geradores elétricos. São de interesse analisar a dureza e ductilidade. A dureza é a medida de quanto o material pode localmente resistir a deformações plásticas. Existem diversas técnicas para o ensaio que determina a dureza de um material, como, por exemplo, a dureza Rockwell, muito utilizada para metais [24]. Resumidamente, buscam-se as seguintes propriedades [21]:
Elevada Permeabilidade Magnética Relativa;
Baixa Coercitividade Magnética;
Elevada Indução de Saturação;
Elevada Resistividade Elétrica;
Dureza e/ou Ductilidade compatíveis com as vibrações as quais a máquina é submetida.
Propriedades Magnéticas. As propriedades magnéticas foram obtidas a partir das curvas magnéticas (laço de histerese e curva de magnetização) que relacionam campo magnético H aplicado a um material com a indução magnética B resultante. A partir do laço de histerese, foram obtidas a retentividade (magnetismo remanente) e a coercitividade (campo desmagnetizante). Através da análise da curva de magnetização, foi observada a permeabilidade magnética e a indução de saturação ou indução máxima (que também pode ser visualizada a partir do laço de histerese) [23]. A determinação das propriedades magnéticas básicas dos materiais na forma de anel (toróide) segue a norma ASTM A773 [25], a partir do corpo de prova sinterizados na forma de anel (anel de Rowland). Inicialmente, os anéis foram isolados com fita isolante e, em seguida, bobinados com fio de cobre AWG 26 (0,41mm de diâmetro). Foi obtido o número de espiras da bobinagem secundária. Posteriormente, foram isolados novamente com fita adesiva e bobinados com fio de cobre AWG 23 (0,57mm de diâmetro). Também, contou-se o número de espiras da bobinagem primária. O equipamento e o software para a aquisição dos dados utilizados foram o Global Mag, modelo TLMP-TCH-14 Para todas as amostras, utilizou-se durante o ensaio corrente de 5A e frequência de 0,05Hz. Os dados de entrada para a obtenção da curva de histerese foram [21]:
Densidade de espiras do primário (no de voltas/m).
Número de espiras do secundário.
Resistência do fio de cobre (padrão – 0,2 Ohms).
Área secção Transversal (mm2 ).
Densidade do material (kg/m3 ).
Resistividade Elétrica. A resistividade do material (corpos de prova) das ligas foi determinada a partir do cálculo da resistência elétrica [26]. Para medição desta, utiliza-se um dispositivo denominado de multímetro ou multiteste, que mede diretamente a resistência elétrica do corpo.
Entretanto, para medição de resistência elétrica muito baixa, (segue a norma ASTM A712 – 14) aplica-se uma tensão no corpo de prova e medese a corrente elétrica [27]. Portanto, o corpo de prova para determinação da resistividade deve ter a forma de uma barra fina e comprida. Um artifício é a utilização de um anel, cortando-se um segmento do mesmo, fazendo que este tenha a forma de uma barra curvada, ou seja, de grande comprimento e pequena área de seção transversal. A corrente de valor constante foi fornecida por uma Fonte de Tensão Contínua Ajustável Instrutherm modelo FA 1030, com tensão e corrente máximas de 30V e 3A, e mediu-se a tensão sobre o anel com o auxílio de voltímetro de precisão Fluke, modelo 179 True-RMS-Multimeter. A resistividade elétrica foi calculada com a equação 12, a partir da resistência elétrica dos corpos de prova em forma de anel [21,26].
 (1)
(1)
onde:
ρ – Resistividade Elétrica (Ω.m)
R – Resistência Eletrica (Ω)
l – Comprimento do Anel (m)
A – Área da Seção Transversal (m2 )
V – Tensão Elétrica ( V )
I – Corrente Elétrica Aplicada (A)
Propriedades Mecânicas. Para avaliação da resistência à vibração de um material a ser utilizado em uma máquina elétrica rotativa, também foram realizados ensaios mecânicos nos corpos de prova. Análise de dureza foi baseada na norma ABNT NBR ISO 6508 (escala Rockwell) ou ASTM E18 [28] e ajustes de equivalências conforme ASTM E 140 [29]. As amostras são preparadas para análise de dureza na seção transversal por corte, lixamento e polimento (às vezes), ou quando superficial, por vezes somente limpeza ou lixamento. Dependendo do resultado de dureza, se adequa a melhor escala, utilizandose então a tabela de equivalências. Para as medidas de dureza utilizou-se durômetro marca INSIZE modelo ISH – BRV. Já para a microdureza foi medida a partir de um microdurômetro INSIZE, na escala Vickers com carga de 50 gf (HV 0,05 ou carga de 0,49 N), executado sobre as amostras preparadas por sequência de embutimento, lixamento e polimento.
Curvas Térmicas e Microestrutura. As curvas Termoanalíticas de DSC (Calorimetria Exploratória Diferencial) e TGA (Análise Termogravimétrica), a partir da carga preparada, foram obtidas em um equipamento de análise térmica diferencial simultânea da marca Thermal Analysis modelo Q600 SDT. Neste ensaio é possível ver as temperaturas de fusão e degradação da carga injetável.
Foram realizadas análise da microestrutura a partir do MEV (Microscópio Eletrônico de Varredura), utilizando o dispositivo Scanning Electron Microscope, Modelo JSM-6510LV. Fragmentos dos corpos de prova foram polidos para análise metalográfica, utilizando o Microscópio marca Pantec, Modelo NMM 800 TRF, capturadas pelo software TCapture.
Resultados e discussões
Análise da carga preparada
A Figura 9 mostra a curva DSC / TGA da carga preparada, cuja curva foi realizada se partindo de temperatura ambiente até a 650ºC.
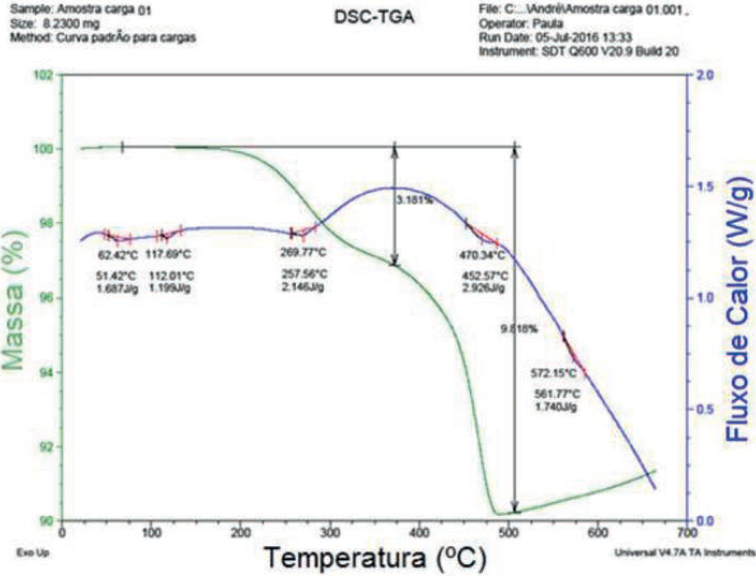
É possível visualizar que ocorre um ponto de fusão a aproximadamente 65 ºC, provável ponto de fusão da parafina e um segundo ponte de fusão a 117 ºC, provavelmente da cera de carnaúba. Nesse caso, em aproximadamente 180 ºC iniciase a degradação da parafina, e o PE tem seu ponto máximo de degradação em 270 ºC, com uma perda de massa total de 3,20%. Em 470 ºC, ocorre a finalização da degradação do PE, tendo uma perda total de massa de 9,81%. Ainda foi observado que em 570 ºC ocorre o início de oxidação da amostra na atmosfera empregada pelo ensaio, que no caso é um fluxo gasoso de argônio. Esses dados são importantes para determinar temperaturas de processamento do material na máquina injetora e posterior remoção da fração orgânica (polímeros) na extração química e térmica.
Análise dos corpos de prova
Os corpos de prova definitivos foram obtidos a partir da carga misturada no reômetro de torque e compreenderam, inicialmente a injeção de barras com estreitamento central na mini-injetora Haake MiniJet II, contudo devido à baixa densidade destes, optou-se pela utilização da injetora Arburg 170 S, e corpos de prova na forma de anel.
Para estes corpos de prova foram observadas a Densidade e Microestrutura, Microdureza, Resistividade Elétrica e Curvas Magnéticas.
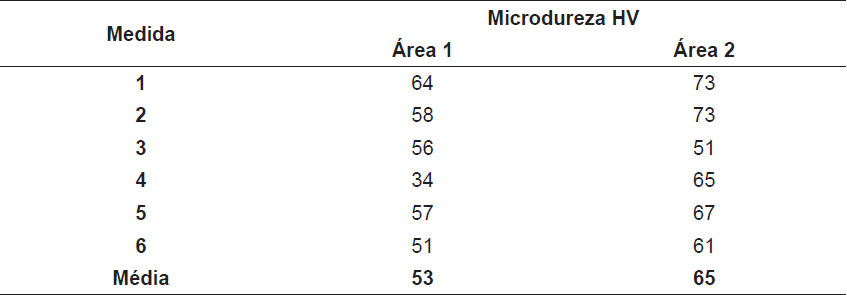
Com relação aos corpos de prova na forma de barras com estreitamento central (Figura 10- a), o ensaio de microdureza Vickers (300 gf), realizada em um equipamento Insize na amostra preparada por PIM em uma liga Fe-1%Si moldada como amostra para ensaio de tração. Um croqui apresentando as regiões de análise são mostradas na Figura 10-b. A tabela 3 mostra os valores medidos e a média para ambas as regiões. Com relação a dureza HB, realizada na região da área 2 resultou em uma faixa de valores entre 30 a 35 HB.
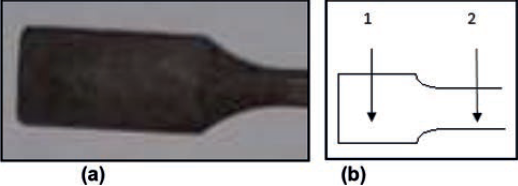
Figura 10. Ensaio de Microdureza – (a) Segmento do Corpo de Prova – (b) Croqui da amostra apresentando as regiões de análise 1 e 2.
A preparação metalográfica foi a convencional, composto de corte, lixamento e polimento. Para a análise metalográfica, as amostras após a preparação por polimento, foram observadas a distribuição de poros. Esta análise consistiu em verificar duas áreas do corpo de prova injetado. No caso, as mesmas áreas 1 e 2 da análise de microdureza. Na área 1, constatou-se a presença de trincas e excesso de poros resultante do processo de extração química e térmica, conforme Figura 11-a. Entretanto, na mesma região, vê-se uma melhor apresentação da combinação matriz e poros, conforme Figura 11-b.
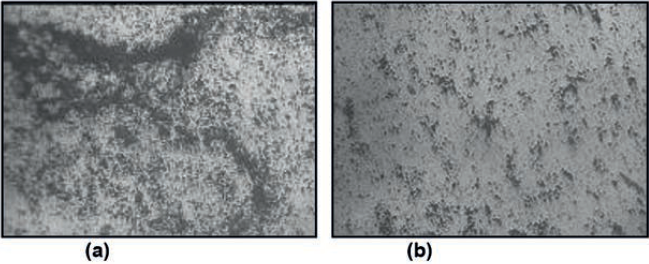
Figura 11. Microestrutura da área 1 sem ataque resultante do processo de fabricação, região escura e aumento 200x – (a) Com presença de poros e trincas – (b) Com presença menor de poros e uma distribuição mais homogênea.
Na análise da área 2, observa-se uma situação parecida, com presença de poros em menor quantidade em relação a matriz metálica, conforme mostra a Figura 12. Devido a análise metalográfica e de microdureza, aliada com a constatação da baixa dureza e existência de excesso de poros, optou-se então pela utilização da Injetora Arburg, específica para injeção de pós metálicos, e que poderia conferir melhor contra-pressão ao final do processo de injeção.
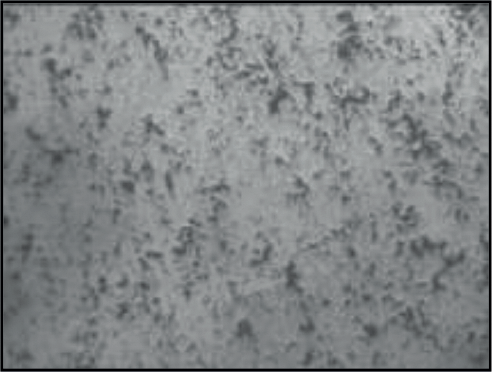
Figura 12. Microestrutura da área 2 com uma menor presença de poros em uma distribuição homogênea, resultante do processo de fabricação, região escura. Sem ataque. Aumento 400x.
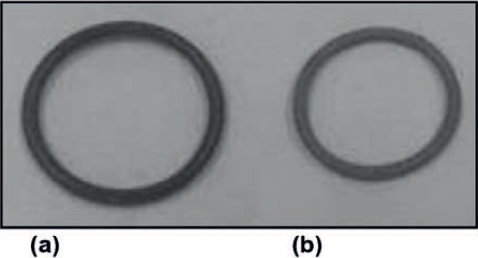
Com relação aos corpos de prova na forma de anel (Figura 13-a) os quais foram injetados na injetora Arburg, seguido de extração química, extração térmica e sinterização (Figura 13-b), a tabela 4 apresenta as variações dimensionais bem com as densidades do anel considerando após a injeção e após o processo de sinterização.
O anel da Figura 14 já sinterizado, apresentou diferenças no diâmetro interno, externo e na área da seção transversal. Assim, os valores da tabela 4 representam os valores médios. Portanto, para a determinação da densidade, foi utilizado o método de Arquimedes, onde se mede o volume de deslocamento de água e a massa. Nesta condição, considerando alguns segmentos do anel (após o seu corte em vários segmentos), a densidade variou de 5,7 até 6,3 g/cm³.
A densidade resultante média foi de 6,02 g/cm³, que se comparada aos valores de 6,7 g/cm³ - encontrados através de MP [21,30,31] e através PIM – ficou abaixo do esperado [20]. Tal diferença, na ordem de 0,7 g/cm³, deve-se a porosidade ainda encontrada nas amostras geradas na injetora Arburg, como se pode verificar nas Figuras 14 e15. Para a análise metalográfica do corpo de prova da Figura 14-b, utilizou-se procedimento semelhante ao referido anteriormente (corpos de prova na barra com estreitamente central), sendo, portanto, retiradas duas amostras do corpo de prova. Na primeira amostra, analisou-se duas regiões, uma mais central (Figura 14-a) e uma mais periférica (Figura 14-b).
Figura 14. Microestrutura da amostra 1 com presença de poros e trincas resultante do processo de fabricação, região escura, sem ataque e aumento 200x –(a) Região central – (b) Região mais próxima da extremidade.
Observa-se comparativamente, que o corpo de prova proveniente da injetora Arburg (Figura 15), apresenta uma melhor consistência na formação da peça, se comparado com corpos de provas preliminares, bem como não apresenta trincas evidentes. Já para a amostra 2, utilizando os mesmos parâmetros de análise metalográfica (sem ataque e aumento de 200x), corrobora-se a ideia de uma presença menor de poros e sem ocorrências de trincas.
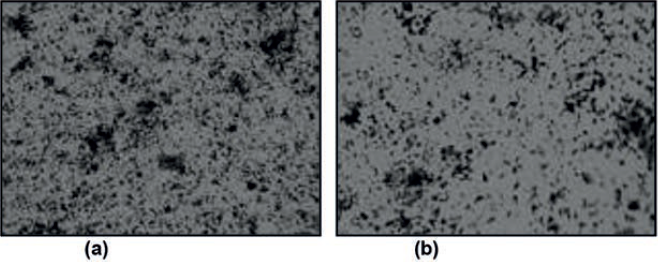
Figura 15. Microestrutura da amostra 2 com uma menor presença de poros em uma distribuição homogênea, região escura, sem ataque – (a) Aumento 200x – (b) Aumento 500x.
Essa menor ocorrência de poros também evidencia o aumento de densidade conferido pela alteração da máquina injetora, basta verificar o acréscimo de densidade na ordem de 1,00 g/cm³, se comparadas a densidade de um corpo de prova preliminar com a densidade obtida para o corpo de prova definitivo via Arburg.
A Figura 16 mostra a micrografia obtida através de MEV da peça injetada e sem extração química e demais etapas subsequentes, onde se observa o aspecto claro do sistema ligante, e os pós constituintes de formato esférico.
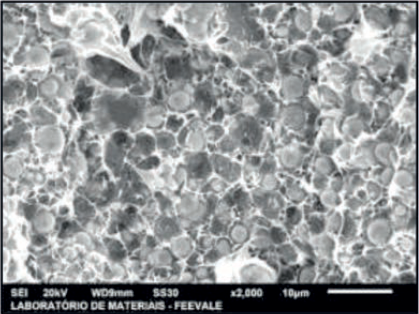
Figura 16. Micrografia do corpo de prova injetado, região clara: sistema ligante, região escura: pós constituintes. Aumento: 2000x. Escala: 10 µm.
A Figura 17 mostra a micrografia obtida através de MEV mesma após a sinterização. É possível observar a extração razoável dos ligantes, e a presença de poros com relativo padrão de distribuição, mas com pequena quantidade se comparada a presença da liga na imagem. A microdureza foi medida ao longo de alguns segmentos do anel. A tabela 5 mostra os valores encontrados na escala Vickers, e convertidos para a escala Brinell.
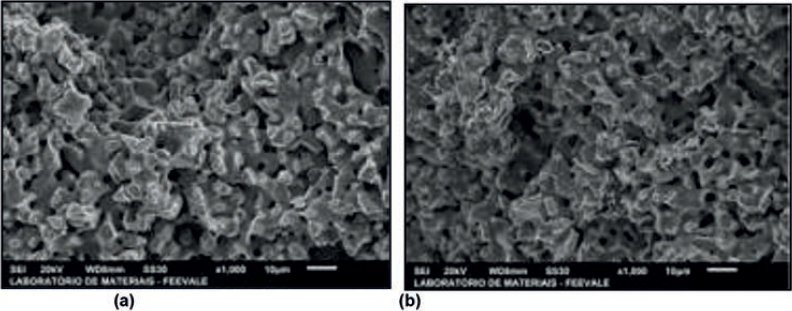
Figura 17. Micrografia do corpo de prova injetado, região clara: sistema ligante, região escura: pós constituintes. Aumento: 1000x. Escala: 10 µm – (a) Centro da amostra – (b) Extremidade da amostra.
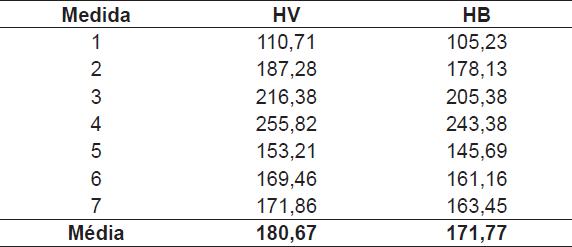
Através da análise das micrografias, percebe-se que o anel não ficou completamente homogêneo, além da não extração completa dos polímeros e presença de porosidade variável ao longe do perímetro do anel. Entretanto, se comparado ao valor médio obtidos de 95 HB [20], as amostras apresentaram um aumento de dureza mesmo com percentual menor de silício. Para a mesma liga, Fe-1%Si, por processos convencionais de MP, os valores ficaram bem superiores aos obtidos [21] na ordem de 64,50 HB.
Com relação às curvas magnéticas, a Figura 18 mostra a curva de histerese para o corpo de prova de anel para a liga Fe-1%Si.
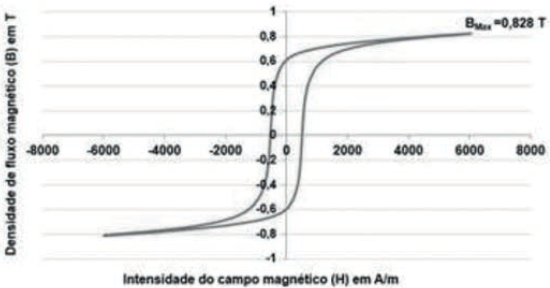
A Figura 18 mostra o ensaio de Histerese para uma curva característica de material magnético macio, com uma coercitividade magnética (HC) de 570 A/m, retentividade (Br) de 0,6 T e uma intensidade de campo máximo de aproximadamente 6000 A/m. A Figura 19 mostra a curva de magnetização para o mesmo corpo de prova.
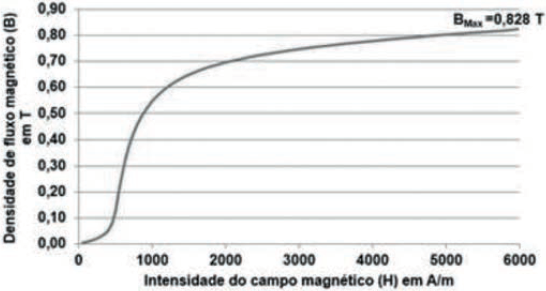
A Curva de Magnetização da liga Fe-1%Si injetada, mostra uma Indução de Saturação de 0,828 T para um campo de 6.000 A/m e uma Permeabilidade Magnética Relativa Máxima = 600. Considerando o valor de 1,03 T obtido [21,31] para a mesma liga através de Metalurgia do Pó, obteve-se um valor menor de indução de saturação, o que presume que a liga injetada atinge a saturação dos domínios magnéticos com um campo de indução menor. Analogamente, a permeabilidade relativa máxima ficou bem abaixo, para elas referencias citadas anteriormente, haja vista que as mesmas tratam de valores na casa de 1852. Entretanto, o valor de permeabilidade obtido ficou acima do obtidos [20] que foi de 223, para uma liga com maior percentual de silício através de MPI.
Em termos de retentividade, o valor obtido de 0,6T se encontra próximo dos valores referenciais de 0,71 – obtidos [21,31] – mas com uma coercitividade superior aos obtidos por estes, que referencialmente fica na ordem 246 A/m.
Com relação a resistividade esta foi obtida a partir dos segmentos do anel com a determinação de suas dimensões, aplicando tensão e medindose uma corrente. Considerando as dimensões e medidas a seguir:
Área: A = 6,16 x 10-6 m2
Comprimento: l = 0,0451 m
Tensão: V = 9,5 mV = 9,5x10-3 V
Corrente: I = 5 A
Tem-se então, atribuindo os valores na equação 1, o seguinte resultado:
 (2)
(2)
Considerando o valor obtido na equação 2, verificase que os valores são próximos aos obtidos [21,31] para a liga Fe-1%Si, mas superior ao obtido em outros trabalhos [32], Sendo assim, não se pode afirmar que existe a diferença real em termos de resistividade entre uma peça compactada de uma peça injetada.
Entretanto ao se comparar com o valor obtido por Martins [20], obteve-se um valor inferior, mas este trabalhou com uma liga com teor de silício maior (3 %); pode-se inferir que essa resistividade pode ser devido ao fato de que o maior teor de silício não obteve-se uma densificação homogenea na matriz de ferro, gerando descontinuidades.
Conclusões
Neste estudo foi analisada a liga de Ferro com adição de 1% de Si, através do processo de Moldagem de Pós por Injeção, e comparada principalmente com mesma liga obtida pelo processo de Metalurgia do Pó convencional, através de propriedades mecânicas, elétricas e magnéticas.
As propriedades mecânicas obtidas - como dureza, microdureza e densidade - estão em linha com valores obtidos na literatura, mesmo que estas propriedades sejam consideradas importantes em um segundo plano no desempenho de dispositivos eletromagneto-mecânicos como solenóides, alto falantes e transformadores, mas de vital importância no projeto de máquinas elétricas rotativas, como motores e geradores elétricos, pois estes são submetidos a intensa vibração quando em operação.
Com relação a resistividade elétrica, o valor obtido foi próximo aos valores considerados para a mesma liga, mas através de MP, mostrando que para esta liga, o processo de injeção tende a homogeneizar o Silício na matriz de Ferro, de maneira a causar descontinuidade no caminho elétrico de correntes parasitas nestes dispositivos, ou seja, maior resistividade elétrica, o qual maximiza o desempenho destes dispositivos, no caso de serem construídos a partir da liga Fe1%Si injetada.
Em termos de propriedades magnéticas, os valores obtidos foram um pouco abaixo se comparados com a mesma liga por metalurgia do pó, mas em concordância com os descritos.
Assim, conclui-se que a liga Fe-1%Si estudada, dependendo do tipo de aplicação, pode ser utilizada em dispositivos eletromagneto-mecânicos, desde que, previamente analisados e também com adaptações do projeto do circuito magnético dos dispositivos, uma vez que, a maioria dos núcleos destes dispositivos, são fabricados a partir de finas lâminas de aço, na forma de pacote de chapas para redução das correntes parasitas.

