











 Portuguese (pdf)
Portuguese (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkEm relação ao mercado de carnes, a Associação Brasileira de Proteína Animal (ABPA) [1] aponta, com base no último relatório do setor agropecuário, um consumo médio anual de carne de frango de aproximadamente 42,10 kg por habitante, aliado a uma produção média de 13 milhões de toneladas nos últimos 4 anos [1] . Os resultados de produção obtidos renderam ao Brasil a posição de segundo maior produtor de carne de frango do mundo, ficando atrás apenas dos Estados Unidos, este último com o total de 19,36 milhões de toneladas produzidas. As pesquisas também mostram que a produção aviária no país ainda apresenta posição de destaque no cenário econômico mundial, ocupando a liderança no ranking de exportação com volumes superiores a 4,1 milhões de toneladas. Aliado aos dados supracitados, estudos do Ministério da Agricultura, Pecuária e Abastecimento (MAPA) mostram que a carne de frango está entre as carnes que projetam maiores taxas de crescimento de produção no período de 2016/2017 a 2026/2027, com possibilidade de crescimento de 2,8% ao ano, frente da carne suína e bovina, com perspectivas de crescimento de 2,5% e 2,1% ao ano, respectivamente [2].
De acordo com Dinçer [3], Carciofi e Laurindo [4], Nagel [5] e Viana [6], dentre todas as etapas do processamento tecnológico industrial de aves, o sistema de pré-resfriamento representa uma das fases mais críticas para o controle de qualidade do produto final. O rápido resfriamento das carcaças de aves promovido por este sistema, além de retardar as alterações físicas, químicas, biológicas e histológicas da carne, diminui a contaminação bacteriana conferindo maior tempo de prateleira ao alimento. Dentre as principais variações deste processo, destaca-se a preferência da maioria das indústrias processadoras de aves no Brasil pela adoção do pré-resfriamento por imersão em água, pois além de ser eficaz frente a redução de microorganismos, impede a desidratação das carcaças de frango pela absorção de água durante a imersão. Neste contexto, o estudo dos sistemas de pré-resfriamento de carcaças com melhores desempenhos é de suma importância para o atendimento aos padrões de temperatura, carga microbiológica, vazão e absorção de água exigidos pelas atuais entidades regulatórias.
Além dos itens preconizados nas legislações vigentes acerca dos procedimentos para segurança alimentar dos produtos de origem animal, os obstáculos financeiros existentes na atual conjuntura do país e o crescente interesse pela conservação de energia leva às organizações a buscarem cada vez mais formas de melhor aproveitamento dos recursos hídricos e energéticos disponíveis. Segundo Rowe [7], o processamento de alimentos na última década tornou-se um dos maiores conversores de energia nas etapas produtivas, e a interdependência dos alimentos, da água e da energia leva à necessidade de projetos mais eficientes de produção.
Em um mercado altamente acirrado, qualquer fator que leve à redução do custo produtivo é visto como um diferencial competitivo [8]. De acordo com Matsumura [9], as indústrias podem ser consideradas grandes fontes de efluentes reusáveis, em que deveriam existir maiores incentivos por parte do governo para a implantação de programas que visem maior eficiência no uso da água, maior possibilidade de reciclagem e gerenciamento de seu uso, Matsumura [9] também diz que, além dos benefícios econômicos, a implantação de um programa de conservação e/ ou reuso de água traz uma imagem positiva para a empresa, demonstrando a conscientização em relação à preservação ambiental e responsabilidade social. Considerando que o consumo energético é o responsável por grande parcela dos custos nas indústrias avícolas, e que por sua vez o sistema de pré-resfriamento de carcaças representa grande parte desse consumo, todo esforço para otimizar o processo é relevante [10]. Tendo em vista a relevância do tema, o presente estudo teve como principal objetivo a análise de um layout de resfriamento de carcaças sob imersão em água de uma agroindústria de grande porte localizada em Minas Gerais, no que tange à segurança alimentar e ao uso dos recursos materiais, energéticos e exergéticos disponíveis. Dentre os objetivos específicos, foram analisados: o perfil de absorção de água e a diminuição de temperatura das carcaças de frango no sistema; o desenvolvimento de uma modelagem matemática para quantificação de água, gelo e energia demandada em cada resfriador; a análise exergética e exergoeconômica para verificação da eficiência do layout sobre o ponto de vista tecnológico e econômico e a sua validação quanto à manutenção dos padrões microbiológicos na água do processo e carcaça de frango pré-resfriada.
O sistema de pré-resfriamento de carcaças de frango
Conforme descrito pela Portaria n° 210/1998 do MAPA [11], define-se pré-resfriamento como um “processo de diminuição da temperatura das carcaças de aves, imediatamente após as etapas de evisceração e lavagem, podendo ser efetuado através de aspersão de água gelada; imersão em água por resfriadores contínuos; resfriamento por ar ou outros processos aprovados pelo Departamento de Inspeção de Produtos de Origem Animal (DIPOA)” [11].
Tendo em vista os fatores negativos quanto à perda de rendimento causado pelos processos tecnológicos de aspersão de água gelada e resfriamento por ar [12,13], o sistema de resfriamento de frangos por imersão tem sido amplamente utilizado na América do Norte e do Sul, principalmente nos maiores países produtores de carne de aves do mundo: Brasil e Estados Unidos. Em relação ao chiller de imersão em água, Mead [14] e Huezo [15] descrevem que este sistema sob fluxo contínuo geralmente envolvem múltiplos estágios, são passíveis de fornecer um movimento contínuo das carcaças nas quais, ao serem removidas da noréa de transporte e adentrarem o tanque, são lentamente empurradas através da água por pás rotativas com taxas de resfriamento de 2 a 6 vezes mais rápidas que os resfriadores estáticos. Segundo Mead [14] e Huezo [15] durante o processo de resfriamento por imersão, a água não apenas extrai calor, mas também remove sólidos (pele, gordura, etc,) incluindo microorganismos da carcaça. Para controlar o nível de contaminação, os regulamentos determinam parâmetros para dosagem controlada de cloro de até 5 ppm [11] e incorporação contínua de água potável para manter uma taxa de renovação mínima durante todo o período produtivo.
Sobre as dimensões, o tamanho do chiller varia de acordo com a disponibilidade de espaço físico na planta industrial, bem como com a necessidade de resfriamento de frangos dada pela velocidade da linha de abate. A fim de favorecer a diminuição de temperatura, ao longo do equipamento podem existir pontos de distribuição de gelo, gerado em salas especialmente projetadas, os quais são alimentados em um ou mais pontos ou até estar ausente em alguns tanques. Além do fluxo adicional de gelo, o resfriamento por imersão ainda pode conter em seus equipamentos um sistema de injeção de ar comprimido na parte inferior dos tanques, cujo objetivo é promover uma maior agitação da água que pode resultar no aumento das velocidades de resfriamento e de absorção de água nas carcaças.
No processo industrial brasileiro de abate de aves, a Portaria n° 210/1998 [11] estabelece que a “temperatura intramuscular das carcaças deve ser igual ou inferior a 7 ºC no final da etapa de pré-resfriamento, tolerando- se temperatura até 10 ºC desde que encaminhadas imediatamente ao congelamento.” [11]. Nos frigoríficos, é também observado um consumo obrigatório de água nos tanques de pré-resfriamento de carcaça de frangos, o qual deverá ser constante durante os trabalhos e em sentido contrário à movimentação das carcaças (contracorrente), na proporção mínima de 1,5 litros por carcaça no primeiro estágio e 1,0 litro por carcaça no último estágio, para carcaças com peso não superior a 2,5 kg. De acordo com a Portaria n° 210/1998 [11], os abatedouros frigoríficos devem obedecer um limite máximo de consumo de água de 30 litros por carcaça. Além disso, no sistema de pré-resfriamento por aspersão ou imersão por resfriadores contínuos, a água utilizada deve apresentar os padrões de potabilidade previstos em legislação. O reaproveitamento da água nos pré-resfriadores contínuos por imersão só poderá ser permitido desde que venha a apresentar novamente os padrões de potabilidade exigidos, após adequado tratamento [11]. Em relação à taxa de renovação de água nas unidades industriais, seu valor é mensurado pelas leituras iniciais e finais dos hidrômetros correspondentes de cada chiller, juntamente com a quantidade de gelo adicional inserido em cada sistema, e o número de carcaças abatidas no intervalo de tempo da leitura. Para o consumo de gelo recomenda-se 0,25 a 0,34 kg de gelo por kg de carcaça [16].
Devido às inúmeras variáveis do processo, notase a existência de diversos fatores que possam vir a afetam a temperatura das carcaças durante o pré-resfriamento. A temperatura e vazão da água de renovação dos resfriadores; o tempo de permanência das carcaças no chiller; a injeção de ar no sistema (borbulhamento); a taxa de absorção de água e a temperatura ambiente da sala de préresfriamento são alguns dos principais parâmetros críticos citados por diversos autores [10,17,8]. De acordo com Klassen et al. [17], a massa inicial e o sexo da ave; a velocidade de abate; a lavagem final das carcaças após evisceração e revisão; a temperatura inicial do frango no sistema e os pontos de adição e temperatura do gelo em conjunto com as variáveis ambientais, como temperatura e umidade do ar, e as variáveis do projeto, como espessuras e materiais de isolamento, também contribuem para o resultado final obtido. Para que o processo industrial seja efetivo, o sistema de controle da temperatura em carcaças de aves submetidas ao pré-resfriamento por imersão deve ser eficiente, sem margem a qualquer prejuízo na qualidade e segurança microbiológica do produto final.
Recursos materiais e energéticos no setor industrial
Dados do World Water Assessment Programme [18] apontam que a demanda mundial para a produção agrícola e energética (principalmente alimentos e eletricidade), ambas atividades que envolvem uso intensivo de água, deve crescer por volta de 60% e 80%, respectivamente, até 2025. Sob as práticas de gestão predominantes, o World Water Assessment Programme [18] diz que esses fatores, associados aos sistemas alimentares, respondem por 70% da estimada perda da biodiversidade terrestre até 2050. Todavia, esses impactos podem ser amplamente evitados se a intensificação da produção tiver como base uma intensificação ecológica que envolva o aperfeiçoamento dos serviços ecossistêmicos para reduzir os insumos externos. Segundo a Agência Nacional das Águas [19], a preocupação com a eficiência no uso da água vem ocupando lugar de destaque nas estratégias competitivas das indústrias nacionais, especialmente daquelas que utilizam este recurso mais intensivamente, como o setor de carnes.
A caracterização dos parâmetros do processo de transferência de calor em sistemas de préresfriamento de carcaças de frango tem sido estudada ao longo de muitos anos. De acordo com Klassen [17], o objetivo comum destes estudos é desenvolver um método simples de predição, que requeira uma quantidade mínima de dados e forneça uma saída de dados adequada para análises de otimização do sistema. Entretanto, são raros os trabalhos publicados modelando o resfriamento de carcaças de frango, principalmente devido a uma geometria não definida e da sua não homogeneidade, caracterizada pela presença de cartilagem, ossos, pele, músculo, entre outras partes inerentes da carcaça.
Para um conjunto de chillers em série, uma boa aproximação do gasto energético necessário para resfriar as carcaças de frango até temperaturas aceitáveis previstas em legislação dar-se-á com base em conceitos fundamentais da calorimetria. Segundo Sanchez e Bona [20], a remoção do calor sensível da carcaça de frango ocorrerá por meio do fluxo de água gelada (calor sensível da água) e da quantidade de gelo (calor latente de fusão) adicionado ao sistema, e a carga térmica deverá atender as variações ocorridas durante o processo (velocidade de abate e peso das carcaças). Para o balanço energético, estudos efetuados por Passarelli [21] consideram que, para um sistema de pré-resfriamento de carcaças de frango operando em regime permanente, a estimativa da carga térmica requerida pela fonte fria para o préresfriamento (𝑞̇𝑟𝑒𝑞) pode ser dada como:
 (1)
(1)
Em que 𝑞̇𝑐𝑜𝑛𝑑 é a taxa térmica fornecida ao meio pelas carcaças de frango, 𝑞̇𝑎𝑟 𝑐𝑜𝑚𝑝 a taxa térmica transferida pelo sistema de borbulhamento (ar comprimido) e 𝑞̇𝑠𝑖𝑠𝑡𝑒𝑚𝑎 a taxa térmica transferida pelo sistema de resfriamento. Para a mensuração da quantidade de calor transferida pela carcaça, e a considerando como um meio sólido, com propriedades uniformes e constantes e com baixa resistência térmica a condução interna (de modo que a temperatura em qualquer ponto da carcaça pode ser considerada uniforme) tem-se que:
 (2)
(2)
Em que 𝑚̇ se refere à vazão mássica da carcaça, 𝑐𝑝 o calor específico da carcaça de frango e 𝑇𝑒 e 𝑇𝑠 a temperatura de entrada e saída da carcaça do resfriador em estudo, respectivamente. Neves Filho [22] diz que, para modelagens considerando parâmetros constantes, uma boa aproximação para 𝑐𝑝 é o valor de 3,34 kJ kg-1 ºC-1. A vazão mássica de carcaças, por sua vez, pode ser calculada através do volume de abate, 𝑣𝑎𝑏𝑎𝑡𝑒, em carcaças por hora, e pelo peso médio da carcaça (em quilogramas por carcaça de frango), 𝑝̅, dado por:
 (3)
(3)
Para predição da energia térmica transferida pelo sistema de borbulhamento (𝑞̇𝑎𝑟 𝑐𝑜𝑚𝑝), considera-se que:
 (4)
(4)
Onde 𝑣̇𝑎𝑟 é a vazão de ar comprimido no sistema; 𝜌𝑎𝑟 e ℎ𝑎𝑟 a densidade e a entalpia do ar comprimido, respectivamente, de acordo com a temperatura e pressão de descarga dos compressores utilizados.
A carga térmica do sistema (𝑞̇𝑠𝑖𝑠𝑡𝑒𝑚𝑎), por sua vez, pode ser obtida através de um balanço de energia em cada resfriador, conforme representado pela Figura 1.
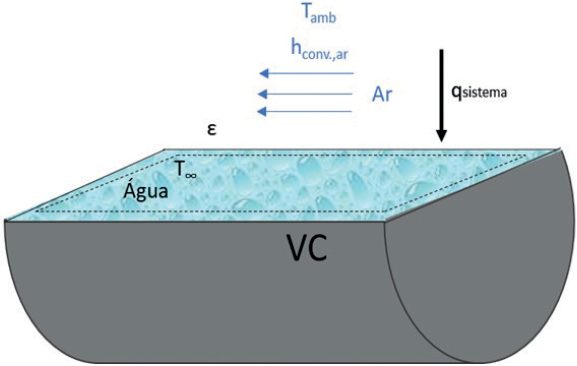
Para o volume de controle (VC) representado na Figura 1, tem-se que 𝑞̇𝑠𝑖𝑠𝑡𝑒𝑚𝑎 poderá ser expresso por:
 (5)
(5)
Onde 𝑈 é o coeficiente global de transferência de calor, A a área superficial do resfriador, 𝑇𝑎𝑚𝑏 a temperatura ambiente e 𝑇∞ a temperatura da água residente no chiller. Em situações de transferência de calor conforme desenho esquemático na Figura 6, o conceito de coeficiente global de transferência de calor (U) é apresentado como uma maneira de sistematizar as diferentes resistências térmicas equivalentes existentes em um processo de troca de calor entre diferentes correntes de fluido e superfícies divisoras. Considerando que este sistema (resfriador e meio) se encontrem em regime permanente, com propriedades constantes, e sistema unidimensional, o coeficiente global de transferência de calor pode ser obtido pela seguinte equação:
 (6)
(6)
Onde 𝑅𝑡𝑜𝑡 representa a resistência térmica total do volume de controle. Estabelecendose que: a resistência à transferência de calor por condução nas paredes dos resfriadores seja desprezível devido "à sua pequena espessura"(aproximadamente 1 cm) e alta condutividade térmica do aço inox; as resistências de contato são desprezíveis; o sistema de borbulho assim como a entrada de água de recirculação promovem uma mistura perfeita da água dentro do resfriador de modo que a temperatura seja constante e igual à 𝑇∞ no seu interior, assim como a inexistência de gradiente de temperatura entre a água e a superfície interna, fazendo com que a superfície interna do resfriador encontra-se mantida a quase a mesma temperatura que 𝑇∞, a transferência de calor tanto por radiação quanto por convecção ocorrem predominantemente na superfície dos resfriadores devido ao layout da sala. Logo, a energia transferida do sistema para a água no tanque pode ser considerada como consequência do fluxo de calor convectivo e radiativo na superfície do chiller em contato com o ar, em um sistema unidimensional, dada por:
 (7)
(7)
Onde ℎ𝑐𝑜𝑛𝑣,𝑎𝑟 é o coeficiente de transferência de calor convectivo do ar, ℎ𝑟𝑎𝑑 o coeficiente de transferência de calor por radiação e 𝐴′ a área de troca térmica.
De acordo com Incropera et al. [23], ℎ𝑟𝑎𝑑 pode ser representado como:
 (8)
(8)
Em que 𝜎 representa a constante de StefanBoltzmann (5,676 10-8 W m-2 K-4); 𝜀 a emissividade da superfície da água e 𝑇𝑎𝑚𝑏 e 𝑇∞ são a temperatura ambiente e a temperatura da água no chiller em Kelvin, respectivamente.
Uma vez que o movimento do ar na sala de préresfriamento é ocasionado somente por forças de empuxo no seu interior (convecção natural), de acordo com Incropera et al. [23], para o adequado cálculo do coeficiente de transferência de calor convectivo, tem-se a seguinte correlação para o cálculo de ℎ𝑐𝑜𝑛𝑣,𝑎𝑟:
 (9)
(9)
Onde é  o número de Nusselt, 𝐿 a razão entre a área superficial e o perímetro do volume de controle considerado e 𝑘 a condutividade térmica do ar. Na outra parcela, tem-se o número de Rayleigh (𝑅𝑎𝐿 ) e 𝐶 e 𝑛 como constantes da equação. Considerando que a transferência de calor convectivo se dá predominantemente na superfície horizontal plana do resfriador, o valor de 𝑅𝑎𝐿pode ser obtido por:
o número de Nusselt, 𝐿 a razão entre a área superficial e o perímetro do volume de controle considerado e 𝑘 a condutividade térmica do ar. Na outra parcela, tem-se o número de Rayleigh (𝑅𝑎𝐿 ) e 𝐶 e 𝑛 como constantes da equação. Considerando que a transferência de calor convectivo se dá predominantemente na superfície horizontal plana do resfriador, o valor de 𝑅𝑎𝐿pode ser obtido por:
 (10)
(10)
Em que 𝑔 é a aceleração local devida à gravidade, 𝑇𝑠 e 𝑇∞ a temperatura da superfície do resfriador e a temperatura ambiente, respectivamente; La razão entre a área superficial e perímetro da superfície do resfriador, 𝛽 o inverso de 𝑇𝑠 ; 𝑣 a viscosidade cinemática e 𝛼 a difusividade térmica. Todas as variáveis são mensuradas nas condições de temperatura e pressão do filme, obtido pela média dos valores de 𝑇𝑠 e 𝑇∞.
De acordo com a literatura, adota-se, para o cálculo de  , o valor de 𝑛 igual à ¼ para escoamentos laminares. Conforme Figura 6, considera-se, para escoamentos movidos na superfície superior de uma placa fria, que [23]:
, o valor de 𝑛 igual à ¼ para escoamentos laminares. Conforme Figura 6, considera-se, para escoamentos movidos na superfície superior de uma placa fria, que [23]:
 (11)
(11)
Após calculada a carga térmica do sistema e estimada a carga térmica requerida pela fonte fria, tem-se que a variação de temperatura total requerida pela água de renovação (∆𝑇𝑟𝑒𝑞(𝑟𝑒𝑛𝑜𝑣)) é igual a:
 (12)
(12)
Onde a 𝑚á𝑔𝑢𝑎 será igual à vazão total de renovação de água no sistema e 𝑐𝑝á𝑔𝑢𝑎 o calor específico da água nas condições de temperatura e pressão de trabalho.
Todavia, em sistemas industriais de resfriamento de carcaças, apenas a água de renovação não consegue suprir a demanda energética das fontes quentes. Considerando que a variação de temperatura que a água de renovação consegue suprir, ∆𝑇𝑠𝑢𝑝(𝑟𝑒𝑛𝑜𝑣) é igual à diferença entre a temperatura máxima do chiller em análise (de acordo com a Portaria n° 210/1998 do MAPA) e a temperatura da água de renovação:
 (13)
(13)
A demanda energética da fonte fria adicional a ser inserida no sistema (𝑄𝑎𝑑𝑖𝑐) será:
 (14)
(14)
Desta forma, a vazão de gelo (m gelo) a ser adicionada no sistema de pré-resfriamento será igual à:
 (15)
(15)
Sendo 𝜆𝑓𝑢𝑠ã𝑜 o calor latente de fusão do gelo. O entendimento e conhecimento das grandezas correspondentes aos insumos utilizados para o alcance da temperatura intramuscular das carcaças de frango são de suma importância, podendo estes serem afetados pelos mais variados fatores característicos dos próprios equipamentos utilizados (volume, potência, etc) quanto da carcaça a ser resfriada (peso médio, temperatura inicial, densidade, etc). Logo, torna-se imprescindível a atuação sobre o comportamento da transferência simultânea de calor e massa para a melhoria do processo de resfriamento no setor frigorífico.
Exergia e análise exergoeconômica
Para uma identificação assertiva das perdas de qualidade de energia em um processo ou do uso ineficiente dos insumos, torna-se necessária, além da análise baseada na quantificação energética, a quantificação exergética (Segunda Lei da Termodinâmica) envolvida no sistema. De acordo com Fábrega [24],“a exergia é definida como a quantidade máxima de trabalho que um sistema pode desenvolver quando é trazido para um estado de equilíbrio termodinâmico com o ambiente (estado de referência)”. Logo, verificase que a exergia não representa o trabalho teórico que um equipamento fornecerá após instalado, mas sim “um limite superior da quantidade de trabalho que um dispositivo irá fornecer sem violar nenhuma lei da termodinâmica” [24]. De acordo com os pressupostos da Segunda Lei da Termodinâmica, tem-se que todos os processos reais são irreversíveis, o que implica em não conservação da grandeza exergia. Nesse sentido, a exergia destruída representa a real degradação de energia e que não pode ser identificada através de um balanço energético. Na maioria dos trabalhos desenvolvidos na literatura em sistema de refrigeração, considera-se apenas a componente física da exergia, visto que o processo em estudo não apresenta movimento nem mudança de posição com relação ao ambiente e nem apresenta reações químicas, mudanças de composição e variação de temperatura e pressão. Logo, a exergia (𝐸𝑥 ) é representada como sendo:
 (16)
(16)
Em que ℎ e 𝑠 correspondem à entalpia e à entropia da corrente nas condições de operação e ℎ0 e 𝑠0 correspondem às condições de entalpia, temperatura e entropia nas condições do estado de referência do ambiente. Ao considerar processos operando em estado estacionário, e com trabalho do eixo desprezível, a quantidade de exergia destruída (𝐸𝑥𝐷) pode ser calculada pela equação:
 (17)
(17)
Na qual a exergia destruída, 𝐸𝑥𝐷, será igual ao somatório da transferência de exergia associada com a transferência de calor (𝑄𝑗 ) com o tempo de 𝑛 fontes de calor disponíveis em um ponto j na superfície do volume de controle, subtraída do fluxo de transferência de exergia relacionado ao trabalho somado à diferença do somatório de exergia relacionado ao fluxo de massa na entrada (𝑚𝑖𝑒) e saída (𝑚𝑖𝑠) do sistema de 𝑘 fluxos presentes. A perda de exergia, ou irreversibilidade, fornece uma medida quantitativa geral da distribuição de ineficiências do processo, sendo o balanço exergético em tela aplicável para análise individual dos componentes ou para o sistema de pré-resfriamento como um todo.
Segundo Kotas [25], outra variável importante para análise de sistemas térmicos é a eficiência exergética (𝜀), visto que promove a indicação do quanto um componente se aproxima da operação reversível. Nesse sentido, para compressores e trocadores de calor, a eficiência energética pode ser também representada, respectivamente, por [24]:
 (18)
(18)
 (19)
(19)
Uma vez que a exergia é a única base racional para a avaliação dos custos monetários de um sistema com as fontes de ineficiências termodinâmicas, foi elaborado, por Tsatsaronis [26], o conceito de exergoeconomia, o qual combina apropriadamente, ao nível dos componentes de um sistema, cálculos termodinâmicos baseados na análise exergética com princípios econômicos, de maneira a obter um sistema que cumpra sua função a um baixo custo e com uma eficiência tal que se possa economizar energia.
Na determinação do fluxo de custo exergoeconônimo, a equação de balanço será igual a zero uma vez que este custo já corresponde à exergia mais a destruição devido às irreversibilidades. O custo exergoeconômico de um fluxo, por sua vez, é formado por uma primeira parcela que corresponde ao custo monetário da exergia de entrada necessária para produzir tal fluxo aliado aos custos originários do próprio processo produtivo (capital, operação e manutenção) dado pelo fator exergoeconômico 𝑍, e por uma segunda parcela correspondente ao custo exergoeconômico dos produtos, no qual o custo total das correntes de exergia de saída é igual ao gasto total para obter estas correntes. Assim, o balanço de custos para um sistema com fluxos de massa, transferência de calor e realização de trabalho também pode ser expresso por:
 (20)
(20)
Onde o custo exergoeconômico 𝐶𝑖 é dado por:
 (21)
(21)
Em que 𝑐𝑖 é o custo exergoeconômico específico, 𝐸𝑥𝑖 a exergia da corrente e 𝑚̇𝑥𝑖 a sua vazão mássica, Conforme apresentado, os custos exergético (𝐸𝑥𝑖) e exergoeconômico (C) são quantidades conservativas, como consequência de suas definições, e pode-se, portanto, escrever uma equação de balanço para cada unidade do sistema. Conforme realizado por Fábrega [24], para sistemas existentes, em que o custo de capital de investimento e o capital de manutenção e operação são zero, o fator exergoeconômico é zero.
Metodología
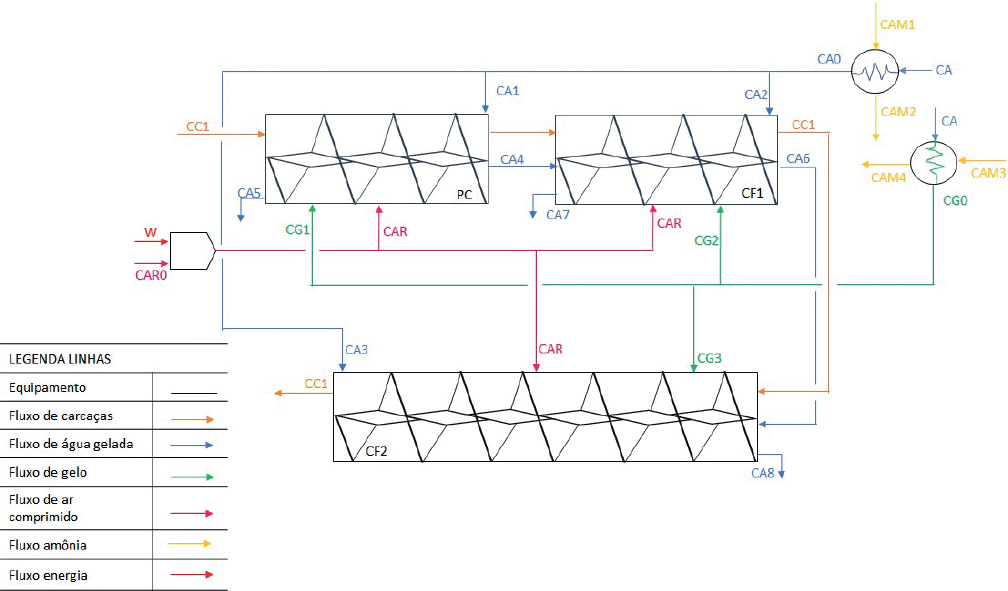
Para o estudo e comparação das variáveis e parâmetros envolvidos para a segurança dos alimentos e para os balanços de massa e energia do sistema de pré-resfriamento sob imersão em água, utilizar-se-ão dados amostrais em escala industrial de um abatedouro frigorífico situado em Minas Gerais. No período estudado, a unidade abatia cerca de 158.200 aves por dia, contando com uma sala de pré-resfriamento de carcaças constituída de 1 (um) pré-chiller e 2 (dois) chillers de resfriamento interligados em série com capacidade total de 113,51 m3 , além de trocadores de calor para água de renovação e gelo e um compressor de ar. A Figura 2 apresenta o fluxograma do processo de pré-resfriamento em tela.
Análise de absorção de água e temperatura para a carcaça de frango
Para verificação do teor de absorção de água no sistema de pré-resfriamento em estudo, amostras de 3 carcaças foram pesadas individualmente antes de serem imersas no pré-chiller e retiradas para nova pesagem após percurso de todos os chillers de resfriamento. Utilizou-se balanças digitais rotineiramente utilizadas para os controles da indústria (marca Alfa Instrumentos, modelo 3101C e resolução de 0,001 kg), as quais se encontravam devidamente calibradas pelo setor de metrologia da empresa. Foram mensuradas absorções de água nas carcaças durante 15 dias de produção, nos dois turnos produtivos, obtendose 90 dados de processo para análise.
A coleta dos dados experimentais para análise de variação da temperatura da carcaça de frango se deu pela inclusão de 1 registrador de temperatura do modelo Ibutton devidamente calibrado (marca Maxim, com resolução de 0,001 ºC e leitura entre -30 a 200 ºC) na região intramuscular de cada uma das carcaças. As temperaturas foram registradas a cada 5 minutos, durante todo o percurso por cada sistema de pré- resfriamento em estudo.
Finalizadas as coletas de dados experimentais, foram avaliados, para cada layout: o comportamento da absorção de água média diária obtida dado o tempo total de pré-resfriamento e o perfil de temperatura média intramuscular das carcaças durante o processo de resfriamento.
Consumo de água e gelo nos resfriadores
Concomitante ao período de coleta de dados para as carcaças de frango, foram coletados dados de temperatura ambiente e temperatura da água residente e água de renovação de cada um dos 3 resfriadores, utilizando termômetro de espeto (marca Akso, resolução de 0,1 ºC, exatidão de 1 ºC e leitura entre -50 a 200 ºC) devidamente calibrado pelo setor de metrologia da empresa. A coleta foi realizada em ambos os turnos produtivos, a cada 2 horas, durante 15 dias de produção, para determinação dos parâmetros médios de temperatura do sistema para o cálculo dos balanços mássicos e energéticos demandados. Dados de vazão de ar comprimido e especificações de parâmetros de equipamentos (turbinas e trocadores de calor) foram informados pelo setor de Engenharia para auxílio na simulação de dados. Para realização dos cálculos e, análise de dados, foi utilizado o software EES®.
Foram avaliados, a partir dos dados coletados e dos dados simulados: a média de quantidade de gelo gasta em cada resfriador; a média de quantidade de água gasta em cada resfriador e o gasto energético total para do layout.
Análise exergética e exergoeconômica
A análise exergética e exergoeconômica consistiram-se na identificação dos desempenhos do layout com base na 2ª Lei da Termodinâmica, A análise permitiu comparar os equipamentos, de forma a determinar qual componente necessita ser otimizado para melhorar o desempenho econômico de todo o sistema.
No presente trabalho foi considerada apenas a componente física da exergia, visto que o sistema em estudo não apresenta movimento nem mudança de posição com relação ao ambiente e nem apresenta reações químicas. Para cada componente do sistema foi aplicado um volume de controle e em seguida foi identificado as equações que representam as quantidades exergéticas. Também foi considerado que o processo se encontra operando em estado estacionário, de modo que os termos relacionados à variação com o tempo são nulos. O termo de transferência de exergia associada a transferência de trabalho (𝑊𝑉𝐶) está presente apenas no balanço exergético das turbinas de geração de ar comprimido. No mesmo sentido, foi considerado que todos as perdas de energia devido à transferência de calor entre o sistema e o ambiente são insignificativas, Como estado de referência, foi adotada a temperatura T0 = 25 ºC e pressão P0 = 100 kPa para os cálculos das entalpias e entropias de referência para cada corrente. Caso a corrente esteja em equilíbrio com suas vizinhanças, a sua exergia correspondente foi estabelecida como zero.
Com relação ao estudo aplicado para obtenção dos custos exergéticos específicos para a carcaça de frango, foi utilizado como base custos de utilidades previamente conhecidos pela empresa para realização dos balanços (de acordo com valores médios praticados no ano de 2019 e taxa de câmbio de 4,21 R$ US$-1), sendo eles: custo de recebimento de água tratada de 0,21US$ m-3 ; custo para tratamento de água residuária de 0,49 US$ m-3; custo de fabricação do gelo de 6,83 US$ m-3 e custo de energia elétrica de 0,12 US$ kWh- 1. Para sistemas existentes, em que o custo de capital de investimento e o capital de manutenção e operação são zero, o fator exergoeconômico (Z) é zero.
No tocante ao estudo energético, foram obtidos os fluxos de calor de cada equipamento e as propriedades termodinâmicas. Nesta análise, determinou-se a exergia, as irreversibilidades e os custos monetários para a carcaça de frango em cada tanque de resfriamento.
Avaliação microbiológica para a segurança alimentar
Para o layout do sistema de pré-resfriamento de carcaça de frango em estudo no período de janeiro à maio de 2019, foram coletadas amostras para análise de contagem total de micro-organismos mesófilos, E. coli e enterobactérias, sob frequência quinzenal em cada turno de produção, nos pontos de renovação de água e na água residente de cada resfriador. Do mesmo modo, sob frequência quinzenal e em cada turno de produção, coletouse amostras para análise de micro-organismos mesófilos aeróbios, mesófilos anaeróbios, E. coli e enterobactérias para 5 carcaças antes da entrada no pré-chiller e 5 carcaças após saída no último estágio de resfriamento. Utilizou-se a metodologia Petrifilm AOAC pelo laboratório interno da empresa para obtenção da contagem de unidades formadoras de colônia para cada micro-organismo apresentado.
Em posse dos resultados obtidos para a água, comparou-se os valores entre si e com os padrões internos da empresa e/ou padrões estabelecidos pela legislação vigente a fim de verificar a qualidade microbiológica dos sistemas. Por sua vez, os parâmetros avaliados para as carcaças foram analisados quanto à redução decimal logarítmica resultante de cada conjunto de coletas.
Resultados e discussão
Análise de absorção e temperatura para a carcaça de frango
Com base nos dados obtidos e considerando um tempo total médio de resfriamento de (1,44 ± 0,21) h e condições ambientais praticadas dentro do preconizado em legislação vigente, verifica-se elevada oscilação dos resultados entre a faixa de 0,01 e 0,05 para a fração mássica de água nas carcaças, com valor médio em porcentagem para absorção de (2,700 ± 1,200) %, respectivamente.
A justificativa para tal variabilidade tem como base a irregularidade da carcaça de frango com relação à sua massa (peso médio da carcaça de (1,97 ± 0,22) kg e dimensão, na qual, conforme abordado por Carciofi [10], é um dos principais fatores para tal desuniformidade em sistemas reais. Acerca da faixa máxima de aceitação para absorção, constata-se que os resultados condizem com os valores médios observados em chillers industriais de 3 a 5% com base na literatura, além do atendimento ao máximo valor de 8% determinado pela legislação brasileira através da Portaria nº 210/1998 do MAPA [11]. Considerando os dados da temperatura intramuscular das carcaças e a variação de temperatura intramuscular inicial e final durante o processo de resfriamento, verifica-se que, apesar da dispersão dos dados obtidos para a temperatura intramuscular das carcaças avaliadas ao final do sistema de pré-resfriamento, a variação de temperatura total, ou seja, a diferença entre a temperatura inicial e final da carcaça, apresentou similaridade no comportamento. Tal resultado confirma a alta dependência das dimensões e peso da carcaça de frango na obtenção dos parâmetros de controle do processo e busca da melhor estratégica de operação dos resfriadores.
Para a amostragem avaliada, os dados da evolução temporal média do sensor de temperatura inseridos na musculatura peitoral das carcaças são apresentados pela Figura 3.
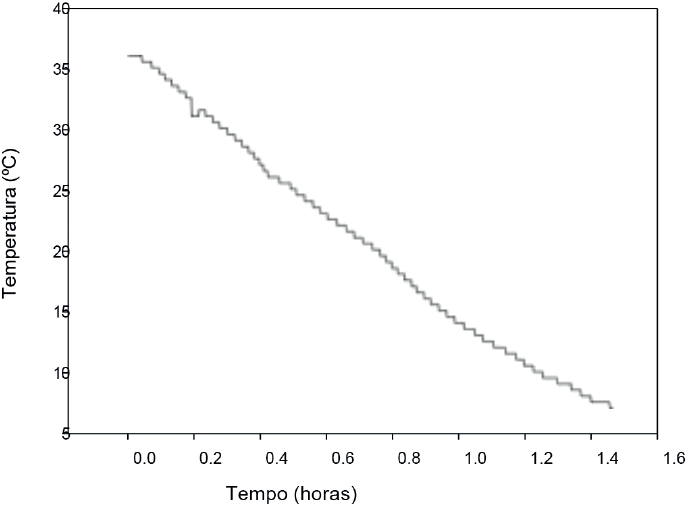
Tal resultado está coerente com os estudos prévios de Carciofi [10], Rodrigues [13] e Ukidwe [27], no qual o perfil de redução de temperatura evidencia um mecanismo de transferência de calor convectivo promovido pela movimentação do meio de resfriamento. Conforme também apresentado por Rodrigues [13], nesta análise, demonstra-se quantitativamente a importância da intensidade da agitação da água do processo para a garantia de um resfriamento mais eficaz da carcaça de frango. Logo, tendo em vista a amostragem realizada para o sistema em questão, tem-se a obtenção de uma temperatura intramuscular média final no processo de (5,830 ± 1,050) ºC, valor este aceitável dentro do atendimento à temperatura máxima de 7 ºC na saída do pré- resfriamento. A nível de comparação, verificou-se também que todos os valores obtidos para a temperatura média da água residente e água de renovação atenderam ao previsto em normas vigentes, tais como a temperatura máxima da água residente de até 16 ºC para o pré-chiller e de até 4 ºC para os chillers fase 1 e 2, conforme Portaria nº 210/1998 do MAPA [11].
Consumo de água e gelo nos resfriadores
Para o balanço mássico de água e gelo, além das correlações dadas anteriormente, considerouse que não há uma quantidade significativa de água sendo transportada de um chiller para o outro, assim como que toda a água de renovação de entram no resfriador, saem com a mesma proporção de forma a mantê-lo sempre dentro do seu volume de água de trabalho.
Para o cálculo do coeficiente de transferência de calor por radiação, foi considerada a temperatura ambiente da sala e a temperatura da água residente dos resfriadores, assim como a emissividade da superfície da água de 0,8. Para a transferência de calor por convecção natural do ar, as propriedades físico-químicas e termodinâmicas foram obtidas com base no banco de dados termodinâmicos do EES a partir da temperatura e pressão ambiente. A Tabela 1 apresenta a quantidade média total de água de renovação, gelo e gasto energético obtidos pelo balanço de massa e energia em cada resfriador.
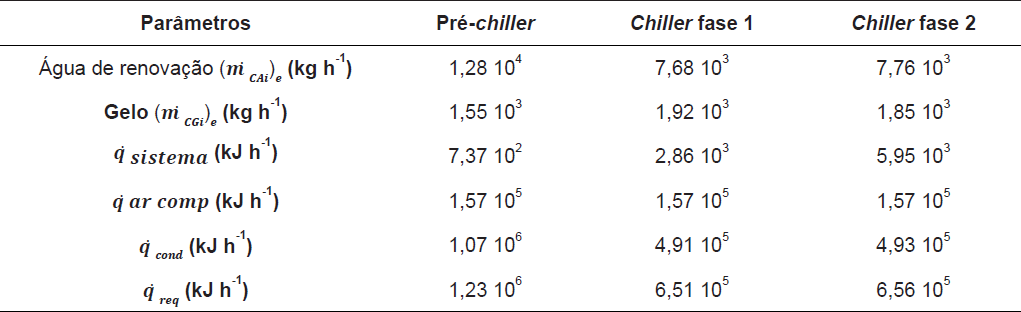
Observou-se, nas condições de trabalho expostas do sistema de pré-resfriamento avaliado, a necessidade de uma vazão de água de renovação total de 2,83 104 kg h-1 e de uma vazão de gelo total 5,31 103 kg h-1. Tal resultado implica no consumo aproximado de água e gelo de 2,95 kg carcaça-1 e 0,55 kg carcaça-1, respectivamente, para uma velocidade de abate de 9600 aves h-1 .
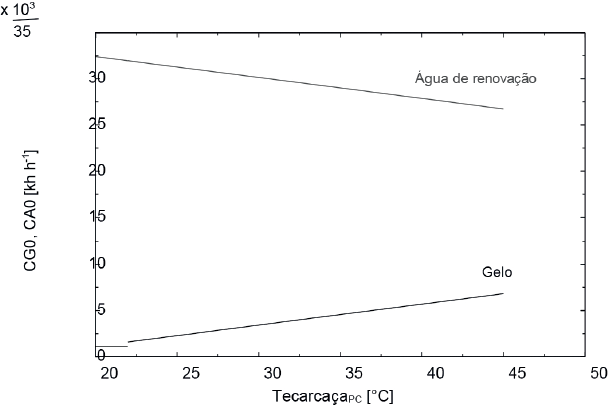
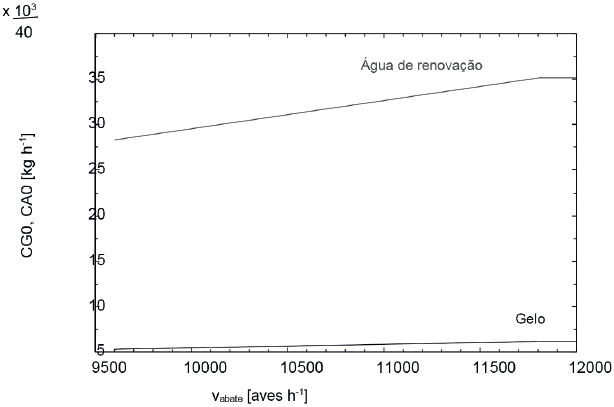
Tendo em vista a dificuldade na homogeneidade da matéria-prima nos abatedouros frigoríficos dadas as condições climáticas, de alimentação e transporte dos frangos de corte, as Figuras 4, 5 e 6 apresentam o comportamento quantitativo dos parâmetros de água de renovação e gelo total em função do peso inicial da carcaça, temperatura intramuscular e velocidade de abate:
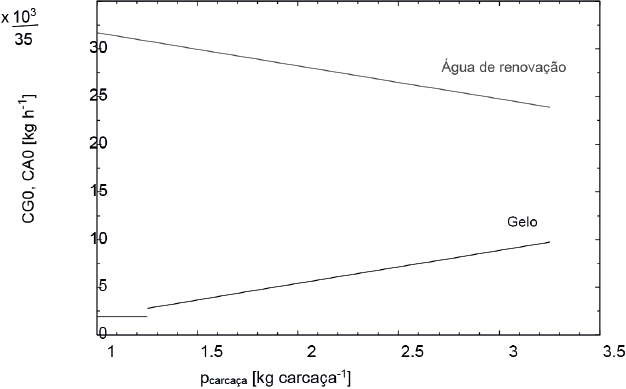
Com base na Figura 4, verifica-se que para um aumento do peso inicial da carcaça de frango de 1 a 3 kg, há uma necessidade de aumento da demanda de gelo total inserido nos resfriadores de 1,94 103 a 8,87 103 kg h-1, associado a uma diminuição da quantidade demandada de água de renovação de 3,17 104 a 2,47 104 kg h-1. Tal resultado é consequência da necessidade de manutenção do volume fixo dos resfriadores associado à uma saída de água contínua, de forma que o balanceamento das duas variáveis é necessário. A razão do requerimento de maior quantidade de gelo se deve ao fato do aumento da massa requerida para resfriamento. Uma vez que o gelo possui maior disponibilidade energética devido ao calor de fusão, uma maior quantia desta corrente é requerida.
Em relação ao aumento da temperatura intramuscular inicial da carcaça de frango de 20 ºC a 45 ºC, a Figura 5 mostra a necessidade de aumento da quantia total de gelo de 1,16 103 a 6,84 103 kg h-1 (20 a 45 °C), e da diminuição da quantia de água de 3,24 104 a 2,68 104 kg h-1, tendo como base os mesmos pressupostos expostos no parágrafo anterior. Em contrapartida, variando de 1 a 7 °C a temperatura final da carcaça e mantendo constante a temperatura de entrada de aproximadamente 38 °C, a variação observada para massa de água e gelo torna-se desprezível, permanecendo assim o valor de vazão de água de renovação total de 2,83 104 kg h-1 e vazão de gelo total de 5,3 103 kg h-1 devido à baixa contribuição da parcela de calor ligada à carcaça no chiller fase 2. Para o acréscimo de velocidade da linha de abate de 9600 a 12000 aves h-1 mantendo os demais parâmetros de processo constantes, verifica-se a necessidade do aumento conjunto de vazão de água de renovação e gelo total em 2,83 104 a 3,57 104 kg h-1, e 5,3 103 a 6,25 103 kg h-1 , respectivamente. Todavia, para este último caso nota-se um aumento discreto em ambas as correntes, o que mostra a menor interferência da velocidade de abate em relação às características de peso e temperatura das carcaças de frango.
Análise exergética e exergoeconômica
Sabendo que a perda de exergia é um indicador adequado do desempenho da conversão global de uma cadeia de conversão de energia, observou-se que, no sistema analisado, valores significativos de exergias destruídas para o compressor de ar (1,97 104 kJ h-1) e pré-chiller (8,98 104 kJ h-1) e ausência de irreversibilidades nos trocadores de calor de água e gelo e chillers fase 1 e 2. Tal resultado infere que algumas exergias disponíveis para utilização nas correntes do processo de préresfriamento em tela estão sendo desperdiçadas no meio devido à outras ineficiências de operação. Kotas [25] menciona como causas mais comuns da destruição de exergia em processos de resfriamento o fluxo de calor que sai do sistema para o ambiente e da saída de massa com grande exergia do sistema para o ambiente sem reaproveitamento como trabalho mecânico e/ ou como auxílio na redução da temperatura das carcaças do meio durante pré- resfriamento.
Acerca da eficiência exergética dos equipamentos e custos exergoeconômicos, a Tabela 2 apresenta os resultados obtidos.
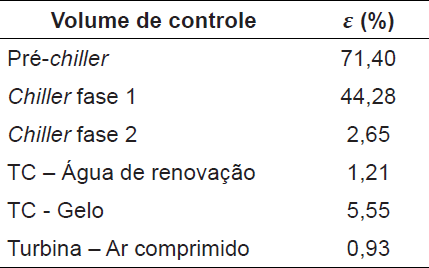
Observa-se baixos valores de eficiência exergética para o chiller fase 2 (2,65%), trocadores de calor de água de renovação (1,21%) e gelo (5,55%) e turbina de ar comprimido (0,93%), em comparação com os resultados obtidos para o pré-chiller (71,40%) e chiller fase 1 (44,28%). Em relação aos resfriadores, estudo realizado por Passarelli [21] mostra que a alternativa mais eficiente para aumento das eficiências exergéticas e consequente economia de energia é a recirculação de água dos tanques em trocador de calor externo, de forma a aproveitar a elevada exergia disponível nas correntes de saída de água. Todavia, a recirculação aumenta a agitação da água nos tanques, sendo necessários cuidados especiais na higienização. Logo, torna- se necessário reavaliar o critério de cloro livre nos chillers e o acompanhamento microbiológico após higienização das tubulações de recirculação de água, uma vez que um mal procedimento de limpeza poderá ocasionar a formação de biofilmes de Salmonella. Ainda de acordo com Passarelli [21], o encamisamento dos chillers representa uma opção inviável devido à falta de superfície necessária para troca térmica.
Para os trocadores de calor e turbina, por sua vez, o aumento da eficiência exergética pode ser obtido através de ajustes na vazão de amônia e utilização de uma turbina com menor potência, respectivamente.
Considerando os resultados obtidos para os as exergias das carcaças de frango em cada estágio (7,22 103 kJ h-1, 8,93 103 kJ h-1 e 8,60 103 kJ h-1, respectivamente) e seus os custos exergoeconômicos (1,31 10-4 US$ kJ- 1, 1,31 10-4 US$ kJ-1 e 3,91 10-4 US$ kJ-1, respectivamente), obtém-se taxas de custos de 6,83 US$ h-1 no pré- chiller, 1,05 US$ h-1 no chiller fase 1, 10,17 US$ h-1 no chiller fase 2, totalizando 18,05 US$ h-1 de custos exergoeconômicos relacionados ao resfriamento das carcaças de frango considerando o volume de abate de 9600 aves h-1. Uma vez que o produto carrega as irreversibilidades dos componentes, quanto maior a eficiência alcançada com o componente, menor serão os custos pertinentes ao produto.
Avaliação microbiológica para a segurança alimentar
Pontos de renovação de água e água residente dos chillers. A partir dos resultados obtidos, é notoriamente verificada a qualidade da água de renovação dos 3 resfriadores contidos no sistema de pré-resfriamento em estudo na qual apresentou, durante todo o período de análise, baixas contagens de mesófilos (4 UFC ml-1) e enterobactérias (20 UFC/100 ml) e ausência de E. coli, validando a eficiência do processo de tratamento de água da empresa. Por outro lado, a água residente dos chillers merece atenção visto a presença e elevados valores para 100% dos micro-organismos relacionados (contagem média de mesófilos de 3 103 UFC ml-1 e enterobactérias igual à 1,9 104 UFC/100 ml), além de 100% de presença de E. coli na água residente.
Um dos principais reflexos destes últimos resultados podem ter como origem os procedimentos executados durante evisceração (ocasionadas por baixa eficiência operacional na retirada de contaminação gastrointestinal visível e/ ou lavagem de carcaças, por exemplo); o manejo pré-abate onde, devido a presença de aves com grandes variações de peso, os maquinários não conseguem se manter ajustados de maneira eficaz, promovendo, assim, o rompimento de vísceras; as falhas no procedimento de higiene pré-operacional dos equipamentos, entre outros. Apesar da complexidade envolvida, tal fato repercute-se na maior atenção quanto aos padrões de processo em cada etapa posterior ao sistema de pré-resfriamento para manutenção dos adequados padrões microbiológicos.
carcaça de frango antes e pós chiller: Para o layout do sistema de pré-resfriamento de carcaça de frango em questão, verificou-se notável redução microbiológica após passagem pelo sistema de pré-resfriamento tendo em vista os parâmetros de teor de cloro livre praticados pela empresa. O perfil de mesófilos aeróbios foi verificado como o de maior efetividade na redução (média de 0,58 log), seguidos das enterobactérias e mesófilos aeróbios (média 0,45 log e 0,37 log, respectivamente).
Em relação à contagem de E. coli, os resultados apresentaram uma contagem média de 110,47 UFC g-1 e 23,80 UFC g-1 antes e após o sistema de pré-resfriamento, respectivamente. Levando-se também em consideração ao previsto na Instrução Normativa nº 60/2019 [28], é verificado o atendimento à contagem máxima de 5 103 UFC g-1 de E. coli para a carne de frango em todos o período avaliado, aliado à expressiva redução após sistema de pré-resfriamento com água hiperclorada. Melhores resultados de redução microbiana podem ser obtidos mantendose a cloração da água dos resfriadores próxima ao valor máximo permitido de 5 ppm, aliado ao cumprimento da conformidade dos procedimentos sanitários operacionais anteriores à etapa de préresfriamento das carcaças de frango.
Conclusões
No que tangue à utilização dos recursos materiais e energéticos disponíveis, a análise da coleta de dados do sistema de pré-resfriamento demonstrou pleno atendimento quanto aos padrões normativos para a absorção de água e temperatura final da carcaça de frango, assim como proporcionou o acompanhamento do perfil de diminuição temperatura das carcaças durante passagem pelos resfriadores. Em relação à obtenção da quantidade de gelo, água e energia demandadas, a modelagem matemática desenvolvida atendeu de forma satisfatória a obtenção dos parâmetros ora relacionados, no qual, com a utilização do software EES, foi possível predizer o comportamento do valor total de água e gelo demandados quando da variação da temperatura/massa inicial da carcaça e velocidade da linha de abate, parâmetros estes verificados como principais influenciadores da relação dos recursos de utilidades envolvidas. Quanto à eficiência do layout, a análise exergética e exergoeconômica permitiram identificar partes do sistema onde ocorre maiores taxas de destruições de exergia, de forma a auxiliar no melhor entendimento das alternativas para diminuição de tais ineficiências e dos custos relacionados com a diminuição de temperatura das carcaças de frango. No que diz respeito à segurança alimentar e manutenção dos padrões microbiológicos, verifica-se que a contaminação por mesófilos, enterobactéricas e E. coli em carcaças de frango sofreu importante redução após sua passagem pela etapa de pré-resfriamento, sendo decisiva para a aceitação dos lotes para comercialização apesar de constatada a necessidade de melhorias quanto à cloração e carga microbiológica da água residente. Em suma, o estudo desenvolvido para o layout da agroindústria estudada se mostrou adequado para atendimento dos parâmetros previstos na legislação vigente.
Como sugestão para trabalhos futuros, destaca-se a comparação entre sistemas de pré-resfriamento com e sem recirculação de água gelada quanto aos padrões materiais, energéticos, exergéticos, exergoeconômicos e microbiológicos envolvidos.

