










Services on Demand
Journal
Article
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista Colombiana de Química
Print version ISSN 0120-2804On-line version ISSN 2357-3791
Rev.Colomb.Quim. vol.39 no.1 Bogotá Jan./Apr. 2010
LICUEFACCIÓN CATALÍTICA DIRECTA DE CARBONES. EFECTO DE LA TEMPERATURA
DIRECT CATALYTIC LIQUEFACTION OF COALS. EFFECT OF THE TEMPERATURE
LIQUEFAÇÃO CATALÍTICA DIRECTA DE CARVÃO. EFEITO DA TEMPERATURA
Daniel A. Ramos1, Luis I. Rodríguez1, Mario Barrera2, Yazmin Y. Agámez3'4, José de J. Díaz3
1 Departamento de Ingeniería Química y Ambiental, Facultad de Ingeniería, Universidad Nacional de Colombia, sede Bogotá, Avenida Carrera 30 No. 45 -03, Bogotá, Colombia.
2 Departamento de Química, Facultad de Ciencias e Ingeniería, Universidad de Córdoba, Montería, Colombia.
3 Departamento de Química, Facultad de Ciencias, Universidad Nacional de Colombia, sede Bogotá, Avenida Carrera 30 No. 45 -03, Bogotá, Colombia.
Recibido: 6/02/10 - Aceptado: 14/04/10
RESUMEN
Un carbón bituminoso alto volátil del departamento de Cundinamarca (Colombia), se licuó en presencia de un catalizador polimetálico en un reactor discontinuo de 500 mL a 370, 410 y 450 °C, en atmósfera de hidrógeno, usando tetralina como solvente dador de hidrógeno y tiempo de residencia de 1 h. El uso del catalizador incrementó la conversión del carbón y el rendimiento hacia la fracción de aceites a medida que aumentó la temperatura. El máximo rendimiento a aceites obtenido fue del 67% a 450 °C.
Palabras clave: licuefacción de carbón, catalizadores polimetálicos, efecto de la temperatura, carbón colombiano.
ABSTRACT
A high volatile bituminous coal from the Department of Cundinamarca (Colombia), was liquefied in the presence of a polymetallic catalyst in a 500 mL batch reactor at 370, 410 and 450 °C under hydrogen atmosphere, using tetralin as hydrogen donor solvent and residence time of 1 h. When the catalyst was used and the temperature increased, the coal conversion and the oil yield increased too. The maximum oil yield obtained was 67% at 450 °C.
Key words: coal liquefaction, poly-metallic catalysts, temperature effect, Colombian coal.
RESUMO
Um carvão betuminoso alto volátil do Departamento de Cundinamarca foi liquefeito na presença de um catalisador polimetálico num reactor de 500 mL a 370,410 e 450 °C em atmosfera de hidrogênio, usando tetralina como doador de hidrogênio do solvente e tempo de residencia de 1 h. O uso do catalisador aumentou a conversão do carvão e rendimento de óleo com o aumento da temperatura. O rendimento máximo de óleo obtido foi de 67% a 450 °C.
Palavras-chave: liquefação do carvão, catalisadores polimetálicos, efeito da temperatura, carvão colombiano.
INTRODUCCIÓN
El carbón es una fuente alternativa de combustibles líquidos para lo cual debe licuarse adicionándole hidrógeno, directa o indirectamente (1-3). La licuefacción directa de carbón (LDC) es un proceso que se realiza en atmósfera de hidrógeno a temperaturas entre 370 y 470 °C y a presiones altas (superiores a 6,5 MPa) en presencia de un solvente dador de hidrógeno y, en algunos casos, un catalizador (4-5). En estas condiciones, las reacciones que experimenta el carbón son diversas y complejas, incluyendo una primera etapa de remoción de materia extraíble del sólido por efecto del solvente y una segunda etapa de ruptura de las moléculas más grandes y de estabilización de los radicales libres formados, por la acción del hidrógeno (6). El tipo de carbón, el catalizador, el solvente, el hidrógeno, la presión y la temperatura del proceso son los factores que determinan los rendimientos y las características de las diferentes fracciones obtenidas en el proceso (5, 7-10). El proceso de licuefacción del carbón a partir de carbones colombianos con diferentes catalizadores y a diferentes condiciones de operación se ha investigado desde hace varios años (5, 11-14). En el presente trabajo se evalúa el desempeño de un carbón colombiano tipo bituminoso alto volátil en el proceso LDC en presencia de un mineral de hierro, variando la temperatura de reacción.
MATERIALES Y MÉTODOS Materiales
Un carbón del departamento de Cundinamarca (Colombia), proveniente del manto denominado La Ancha No. 2, se empleó para realizar los ensayos de licuefacción. Este combustible se caracterizó por análisis próximo y elemental (15-17). Como catalizador se empleó un mineral de hierro colombiano, poco cristalino, sometido a reducción y clasificación por tamaño (malla 60). La composición química del material se determinó por fluorescencia de rayos X (FRX), en un equipo Siemens SR3000, y el área superficial mediante adsorción de nitrógeno a 77 K en un equipo Micromeritics Gemini 2375 V5.01 por el método BET (18). El solvente empleado fue tetralina, Merck para síntesis.
Proceso de licuefacción
Para cada ensayo de licuefacción se tomaron 15 g de carbón, 25 g de tetralina y 1,5 g de catalizador, y se cargaron en un reactor Parr de 500 mL equipado con un horno calefactor y agitación magnética. El reactor se presurizó con hidrógeno a 7,2 MPa. La reacción se llevó a cabo a 120 rpm y a una velocidad de calentamiento
Separación y análisis de productos
Los productos remanentes en el reactor se retiraron mediante lavado con n-hexano. El líquido se separó del sólido por filtración, y al sólido se le hizo extracción con n-hexano en un sistema soxhlet durante 24 horas. La fracción soluble se llevó a un rotaevaporador Heidolph WB2001 para obtener la fracción de aceites (O). Los insolubles en n-hexano se secaron en una estufa Blue-M programada a 120 °C durante 8 horas. Posteriormente, se les realizó extracción con acetona en un sistema soxhlet. De la fracción soluble en acetona se obtuvieron los asfaltenos (A), mientras que la fracción insoluble se secó en una estufa Blue-M programada a 120 °C durante 8 horas y se extrajo con THF, de donde se obtuvieron los preasfaltenos (PA) y el residuo insoluble final. A las diferentes fracciones de productos se les realizó análisis elemental. El azufre se determinó en un equipo LECO® SC-32 y para carbono, hidrógeno y nitrógeno en un equipo LECO® CHN 600. La conversión del carbón y los rendimientos hacia las diferentes fracciones se determinaron como lo indica Jiménez y cols (5).
RESULTADOS Y DISCUSIÓN
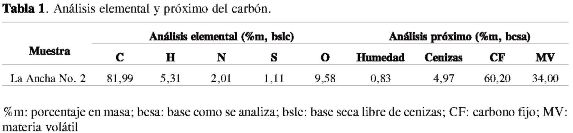
En la Tabla 1 se indican los resultados de los análisis próximo y elemental del carbón utilizado. Para el proceso de licuefacción del carbón se busca tener carbones con alto contenido de hidrógeno y materia volátil para facilitar la producción de hidrocarburos líquidos; por tanto el carbón usado en el presente estudio con un contenido de materia volátil del 34 % y un contenido de hidrógeno mayor al 5% indica que este material es apto para dicho proceso. El contenido de azufre, aunque relativamente alto, podría ser útil para el proceso, ya que la fase activa de los catalizadores contiene este elemento en forma de sulfuro que puede formarse in situ, bajo las condiciones del proceso, por la acción del hidrógeno sobre los compuestos azufrados presentes en el carbón.
Por su origen natural, el mineral utilizado como catalizador está constituido por aluminosilicatos y óxidos de silicio, hierro, níquel, magnesio y de metales alcalinos. Los resultados de la composición química del mineral, obtenida por FRX a partir de muestras preparadas en pastillas y sobre el promedio de cincuenta barridos, se muestran en la Tabla 2, observándose que predomina un alto contenido de hierro y oxígeno con silicio, aluminio, níquel, cromo, magnesio y manganeso como elementos secundarios y adicionalmente otros metales.
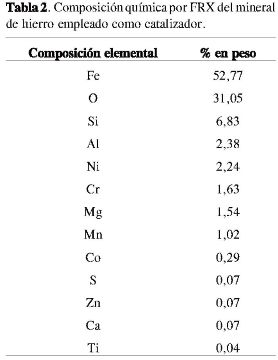
El alto contenido de oxígeno (31,05%) confirma que en el sólido predominan óxidos de los metales identificados, además de las diferentes estructuras que forman el hierro y los metales de transición, tales como magnetita, goetita, hematita, entre otros (19, 20). Cabe resaltar que este material presenta pequeñas cantidades de S, Co y Ca, que podrían incrementar el efecto catalítico del mineral (21-23).
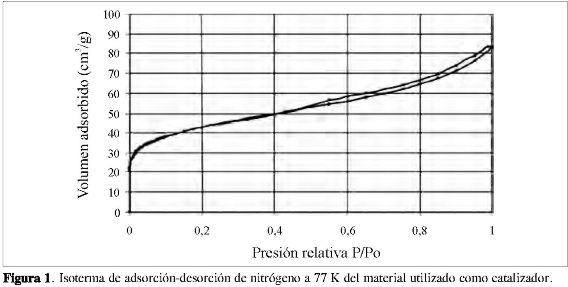
La caracterización textural del catalizador se realizó a partir de la determinación de la isoterma de adsorción-desorción de nitrógeno a 77 K que se muestra en la Figura 1. Se observa que la isoterma es una combinación de los tipos I y IV de acuerdo con la clasificación IUPAC descrita por S. Gregg y K. Sing (24) característica de sólidos mesoporosos, con una histéresis tipo H4 representativa de materiales que contienen óxidos de hierro con redes de poros interconectados (25) y un área específica calculada de acuerdo con la teoría BET de 140,76 m2/g.
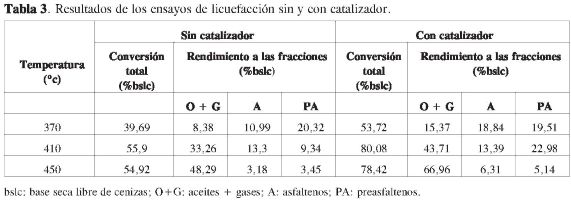
Los resultados de los ensayos de licuefacción con y sin catalizador se presentan en la Tabla 3. Se puede observar que, en los ensayos con catalizador, la conversión se incrementó entre un 35 y 43% con respecto a los ensayos sin catalizador, y el rendimiento hacia la fracción de aceites aumentó en todos los casos, en especial a 370 °C donde el incremento alcanzó un 83%.
El comportamiento de la conversión del carbón y los rendimientos hacia las diferentes fracciones en función de la temperatura se muestran en la Figura 2. Se observa que para las condiciones dadas y para el carbón específico empleado no hay un incremento considerable de la conversión después de los 410 °C para los ensayos con y sin catalizador.
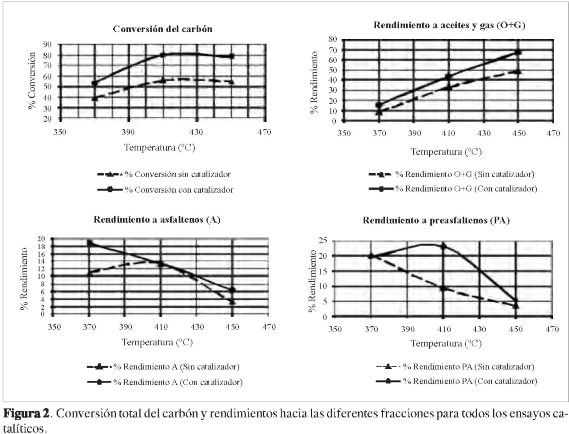
Entre 370 y 410 °C existe una tendencia a incrementarse la formación de fracciones pesadas: sin catalizador se forman asfaltenos y con catalizador se forman preasfaltenos. Lo anterior puede deberse a que a estas temperaturas se favorecen las reacciones de repolimerización y condensación de algunas especies producto de la pirólisis que no fueron estabilizadas por el hidrógeno presente (2,10). Sin embargo, este efecto pierde importancia después de los 410 °C, cuando el craqueo de los compuestos más complejos aumenta (26). Estos resultados indican que el aumento de la temperatura hasta 410 °C favorece la conversión del carbón y el rendimiento hacia aceites, lo cual concuerda con lo encontrado por Methakhup y cols. (10), quienes trabajaron con un lignito en presencia de un catalizador de sulfuro de hierro (III) soportado en carbón activado.
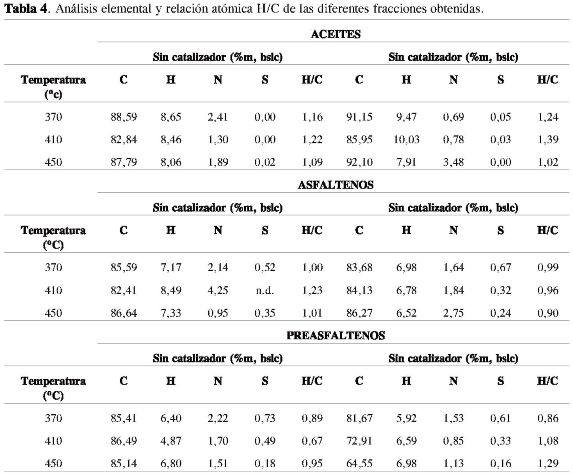
El resultado del análisis elemental y las relaciones atómicas H/C de las diferentes fracciones obtenidas para cada uno de los ensayos catalíticos se muestra en la Tabla 4. Como era de esperarse, la fracción de aceites obtenida en los ensayos con catalizador presenta las mayores relaciones atómicas H/C para cualquier temperatura; es importante anotar que a 410 °C se presenta el máximo en la relación y luego una marcada disminución. Para los asfaltenos, se observa que la relación H/C es mayor en las fracciones obtenidas sin catalizador, y para los preasfaltenos vuelve a observarse una mayor relación para los ensayos con catalizador. Estos resultados confirman que la temperatura desempeña un papel fundamental en las reacciones de licuefacción del carbón, favoreciendo el rompimiento de las moléculas más grandes y la estabilización de los fragmentos más pequeños por acción del hidrógeno.
CONCLUSIONES
El mineral de hierro utilizado es buen catalizador para la reacción de licuefacción directa de carbón, dado que incrementa la conversión de la reacción hasta un 43% y aumenta el rendimiento hacia la fracción de aceites a medida que aumenta la temperatura, a expensas del decrecimiento en los rendimientos de las fracciones más pesadas, asfaltenos y preasfaltenos. La conversión del carbón entre los 410 y 450 °C permanece constante; sin embargo, el rendimiento a aceites aumenta de 31 a 39%.
AGRADECIMIENTOS
Los autores expresan su agradecimiento a la División de Investigación Sede Bogotá (DIB), que financió parcialmente este estudio mediante el proyecto DIB 8003282 (QUIPU 201010011574).
REFERENCIAS BIBLIOGRÁFICAS
1. Song, C.; Saini, A. K.; Yoneyama, Y. A new process for catalytic liquefaction of coal using dispersed MoS2 catalyst generated in situ with added H2O. Fuel. 2000.79(3-4): 249-261. [ Links ]
2. Gózmen, B.; Artok, L.; Erbatur, G.; Erbatur, O. Direct Liquefaction of High-Sulfur Coals: Effects of the Catalyst, the Solvent, and the Mineral Matter. Energy Fuel. 2002. 16(5): 1040-1047. [ Links ]
3. Comolli, A. G.; Lee, T.L.K.; Popper, G. A.; Zhou, P. The Shenhua coal direct liquefaction plant. Fuel Processing Technology. 1999. 59 (2-3): 207-215. [ Links ]
4. Song, C.; Schobert, H. H. Non-fuel uses of coals and synthesis of chemicals and materials. Fuel. 1996. 75 (6): 724-736. [ Links ]
5. Jiménez, J. A.; Villalba, O. A.; Rodríguez, L. I.; Hernández, O.; Agámez, Y. Y.; Díaz, J. Catalizadores de Co, Fe y Ni soportados sobre coque para la licuefacción directa de carbón. Revista Colombiana de Química. 2008. 37 (2): 233-242. [ Links ]
6. Li,X.;Hu,H.;Zhu,S.;Hu,S.;Wu, B.; Meng, M. Kinetics of coal liquefaction during heating-up and isothermal stages. Fuel, 2008. 87 (4-5): 508-513. [ Links ]
7. Hoover, D.; Givens, E. N. Process for coal liquefaction employing selective coal feed, in USPTO, I.C.R.Washington. 1983. pp. 1-12. [ Links ]
8. Lee, B. H.; Yoon, W. L.; Lee, W. K. The effects of solvent quality on the liquefaction of two different types of coal. Fuel. 1994. 73 (11): 1751-1756. [ Links ]
9. Li, J.; Yang, J.; Liu, Z. Hydrogenation of heavy liquids from a direct coal liquefaction residues for improved oil yield. Fuel Processing Technology. 2009. 90: 490-495. [ Links ]
10. Methakhup, S.; Ngamprasertsith, S.; Prasassarakich, P. Improvement of oil yield and its distribution from coal extraction using sulfide catalysts. Fuel. 2007 . 86 (15): 2485-2490. [ Links ]
11. Rincón, J.; Ramírez, J.; Cruz, S. Co-processing of some Colombian coals using petroleum heavy oil as hydrogen donor and anthracene oil as co-solvent. Fuel. 1990. 69(8): 1052-1054. [ Links ]
12. Rincón, J. M.; Cruz, S. Influence of preswelling in the liquefaction of coals. Fuel. 1988. 67: 1161. [ Links ]
13. Rincón, J. M.; Cifuentes, E.; Jiménez, A. Licuefacción del carbón del Cerrejón utilizando breas hidrogenadas como solvente donor de hidrógeno. Revista Colombiana de Química. 1985. 14: 59. [ Links ]
14. Rincón, J. M.; Angulo, R. Petroleum heavy oil mixtures as a source of hydrogenin the lique faction of Cerrejon coal. Fuel. 1986. 65: 899. [ Links ]
15. ASTM Standard D3172. Standard Practice for Proximate Analysis of Coal and Coke. In Annual Book of ASTM Standards. 2002. ASTM International. West Conshohocken, PA 19428-2959, United States. [ Links ]
16. ASTM Standard D4239 - 08. Standard Test Methods for Sulfur in the Analysis Sample of Coal and Coke Using High-Temperature Tube Furnace Combustion Methods. In Annual Book of ASTM Standards. 2008. ASTM International. West Conshohocken, PA 19428-2959, United States. [ Links ]
17. ASTM Standard D5373 - 08. Standard Test Methods for Instrumental Determination of Carbon, Hydrogen, and Nitrogen in Laboratory Samples of Coal. In Annual Book of ASTM Standards. 2008. ASTM International. West Conshohocken, PA 19428-2959, United States. [ Links ]
18. Brunauer, S.; Emmett, P. H.; Teller, E. Adsorption of gases in multi-molecular layers Journal of the American Chemical Society. 1938. 60: 309-319. [ Links ]
19. Garg, D.; Givens, E. N. Pyrite catalysis in coal liquefaction. Industrial & Engineering Chemistry Process Design andDevelopment. 1982. 21 (1): 113-117. [ Links ]
20. Waanders, F. B.; Vinken, E.; Mans, A.; Mulaba-Bafubiandi, A. F. Iron Minerals in Coal, Weathered Coal and Coal Ash - SEM and Mossbauer Results. Hyperfine Interactions. 2003. 148-149(1): 21-29. [ Links ]
21. Hulston, C. K. J.; Redlich, P. J.; Jackson, W. R.; Larkins, F. P.; Marshall, M. Hydrogenation of a brown coal pretreated with water-soluble nickel/molybdenum and cobalt/molybdenum catalysts. Fuel. 1997. 76 (14-15): 1465-1469. [ Links ]
22. Redlich, P. J.; Hulston, C. K. J.; Jackson, W. R.; Larkins, F. P.; Marshall, M. Hydrogenation of sub-bituminous and bituminous coals pre-treated with water-soluble nickel-molybdenum or cobalt-moly-bdenum catalysts. Fuel. 1999. 78 (1): 83-88. [ Links ]
23. Sugano, M.; Shimodaira, K.; Hirano, K.; Mashimo, K. Additive effect of cobalt-exchanged coal on the liquefaction of subbituminous coal. Fuel. 2007. 86 (14): 2071-2075. [ Links ]
24. Gregg, S. J.; Sing, K. S.W. Adsorption, Surface Area and Porosity. Second edition. London: Academic Press. 1982. p. 465. [ Links ]
25. Rouquerol, F.; Rouquerol, J.; Sing, K. S. W. Adsorption by Powders & Porous Solids, San Diego, CA. Academic Press. 1999. p. 467. [ Links ]
26. Sato, Y.; Kamo, T.; Shiraishi, M. Effect on Liquefaction of Pulverizing Coal and Catalyst to Fine Particles. Energy Fuels. 2002. 16 (2): 388-396. [ Links ]

