










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.26 no.1 Bogotá Jan./Apr. 2006
Ana María Uyazán1, Iván Darío Gil2, Jaime Aguilar3, Gerardo Rodríguez4 y Luis A. Caicedo M.5
1 Ingeniera química, estudiante de maestría, Universidad Nacional de Colombia, Bogotá. amuyazanr@unal.edu.co
2 Ingeniera química, estudiante de maestría, Universidad Nacional de Colombia, Bogotá. idgilc@unal.edu.co
3 MSc. Ingeniero químico, Profesor Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá. jlaguilara@unal.edu.co
4 MSc, PhD. Ingeniero químico, Profesor Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá. grodriguezn@unal.edu.co
5 MSc, DSc. Ingeniero químico, Profesor Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá. lacaicedom@unal.edu.co
RESUMEN
Los procesos de separación downstream en biotecnología hacen parte de las etapas que más inciden en el costo final del producto. En el mundo, la tendencia a reemplazar los combustibles fósiles por aquellos de origen renovable como el etanol, genera una demanda del mismo y la necesidad de optimizar los procesos de fermentación, tratamiento de vinazas y deshidratación. El presente trabajo aborda el problema de la deshidratación a través de la simulación del proceso de destilación extractiva de etanol azeotrópico utilizando glicerol como agente de separación. Las simulaciones fueron realizadas con el simulador de procesos Aspen Plus®, de Aspen Tech versión 11.1. El proceso simulado involucra dos columnas de destilación, una deshidratadora y una de recuperación de glicerol. Las restricciones de las simulaciones fueron la composición molar de etanol en el destilado de la columna deshidratadora y el consumo energético del proceso. Se evaluó el efecto de la relación molar de reflujo, la relación solvente alimento, la etapa de entrada de solvente y de alimento, la temperatura de entrada de solvente, sobre las restricciones elegidas. Los resultados muestran que el proceso de deshidratación de la mezcla etanol-agua con glicerol es eficiente desde el punto de vista energético.
Palabras clave: deshidratación de bioetanol, destilación extractiva, glicerol, alcohol carburante, simulación.
ABSTRACT
Downstream separation processes in biotechnology form part of the stages having most impact on a product’s final cost. The tendency throughout the world today is to replace fossil fuels with those having a renewable origin such as ethanol; this, in turn, produces a demand for the same and the need for optimising fermentation, treating vinazas and dehydration processes. The present work approaches the problem of dehydration through simulating azeotropic ethanol extractive distillation using glycerol as separation agent. Simulations were done on an Aspen Plus process simulator (Aspen Tech version 11.1). The simulated process involves two distillation columns, a dehydrator and a glycerol recuperation column. Simulation restrictions were ethanol’s molar composition in dehydrator column distillate and the process’s energy consumption. The effect of molar reflux ratio, solvent-feed ratio, solvent entry and feed stage and solvent entry temperature were evaluated on the chosen restrictions. The results showed that the ethanol-water mixture dehydration with glycerol as separation agent is efficient from the energy point of view.
Keywords: bio-ethanol dehydration, extractive distillation, glycerol, fuel alcohol, simulation.
Recibido: agosto 12 de 2005
Aceptado: diciembre 21 de 2005
Introducción
Actualmente, la deshidratación de etanol con fines carburantes es uno de los procesos más utilizados en el mundo. Las razones por las cuales el etanol se ha convertido en el compuesto oxigenado de mayor demanda se encuentran en sus propiedades físico-químicas y en que, por ser un compuesto proveniente de materia prima biológica renovable, promete la sostenibilidad ambiental y económica del proceso (Stupiello, 2003).
Son muchos los estudios que se han enfocado en el desarrollo de técnicas para deshidratar etanol, entre los cuales se encuentran la destilación al vacío (Black, 1980), azeotrópica (Black, 1980; Chianese, 1990; Widagdo, 1996), y extractiva, como se reporta en muchos artículos (Black, 1980; Hanson, 1988; Meirelles, 1992; Lee, 1985; Pinto, 2000), la adsorción con tamices moleculares (Carmo, 1997; Jacques, 1999; K. Engineering, 1993; Madson, 1999), la preevaporación (Gurmukh, 1982) y los procesos híbridos (Szitkai, 2002).
Una de las técnicas mas utilizadas en la industria es la destilación extractiva. Los bajos consumos energéticos que acarrea esta operación (Barba, 1985; Batista, 1997; Black, 1972; Ligero, 2003), acompañados de los competentes costos de inversión inicial y de operación (Trindade, 2003), hacen de la destilación extractiva una tecnología atractiva para deshidratar etanol.
Por medio del simulador de procesos Aspen Plus® se han determinado las condiciones de operación para la deshidratación de etanol por destilación extractiva con glicerol. Teniendo en cuenta que el objeto del proceso es obtener alcohol de una concentración máxima de 99,5% molar con bajos consumos energéticos, las simulaciones para encontrar las más adecuadas condiciones de operación se realizaron por medio de análisis de sensibilidad, en donde se determinó el efecto de las variables de operación sobre estas dos restricciones.
Destilación extractiva
La destilación extractiva es una técnica utilizada para separar mezclas binarias azeotrópicas, en la que se adiciona un agente de separación o solvente cuya característica principal es que no presenta la formación de azeótropos con ninguno de los componentes de la mezcla a separar.
El solvente altera de manera conveniente las volatilidades relativas de los componentes de la mezcla, por tal razón debe tener baja volatilidad, para asegurar su permanencia en la fase líquida; además, garantizar el contacto con la mezcla a lo largo de toda la columna debe tener un punto de ebullición superior al de los componentes a separar y se debe adicionar en una de las etapas cercanas al condensador por encima de la etapa de mezcla azeotrópica.
La destilación extractiva se ha estudiado y aplicado en la deshidratación y recuperación completa del etanol. La ventaja que presenta esta técnica respecto de la destilación azeotrópica, utilizada por mucho tiempo, radica en que el etanol obtenido no contiene trazas del agente de separación, lo que amplía su utilidad a productos alimenticios y farmacéuticos. Además, las características del agente de separación hacen que su búsqueda sea menos dispendiosa y restringida que en el caso de la destilación azeotrópica. Una gran variedad de solventes que modifican la forma de la curva del equilibrio líquido-vapor y eliminan el azeótropo han sido evaluados, entre los cuales se encuentran algunos glicoles, aminas, fenoles hidrofóbicos, parafinas, tiofenos y otros (Lee, 1985).
Simulación
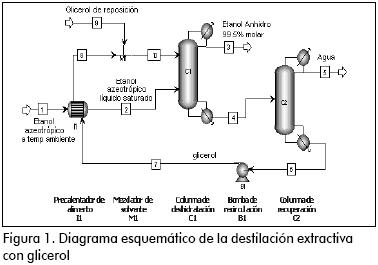
Para la obtención de etanol anhidro por destilación extractiva se dispone de dos columnas consecutivas de destilación. En la primera, la columna deshidratadora se alimenta etanol azeotrópico en una de las etapas intermedias, y el glicerol en una etapa superior cercana al condensador. El producto de cima de esta columna es el etanol deshidratado hasta el grado deseado y el producto de fondo, compuesto por agua y glicerol, es el alimento de la columna recuperadora, la segunda columna del arreglo. El diagrama esquemático correspondiente al utilizado en este estudio se presenta en la Figura 1.
Como criterios de operación eficiente se determina, para la realización de las simulaciones, un contenido de agua no mayor de 0,005 molar en el etanol obtenido, y un gasto energético mínimo posible en los rehervidores de las columnas.
En la columna de recuperación la restricción principal es la pureza del solvente obtenido por los fondos, con el fin de asegurar que se encuentra libre de agua y que puede ser recirculado a la columna extractiva sin afectar la pureza del etanol allí obtenido.
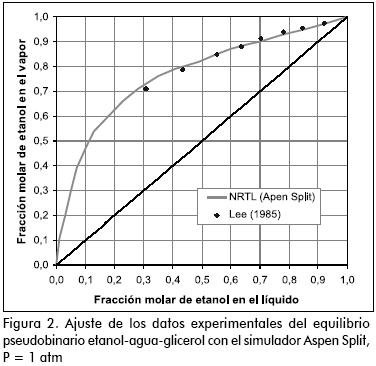
Las simulaciones se realizaron con el modelo termodinámico NRTL, por ser este, entre los más adecuados, el que mejor correlaciona los datos experimentales (Meirelles, 1992). Para sustentar el modelo se hizo un ajuste de los mismos (Figura 2) con el simulador Aspen Split de Aspen Tech®. El modelo se valida de esta manera debido a que el simulador genera los mismos datos encontrados experimentalmente por Lee y pahl en la región donde se presenta el perfil de composición de la columna.
Columna extractiva
Inicialmente se encuentran las condiciones de operación de la columna extractiva por medio de análisis de sensibilidad; se determina el número de etapas y la etapa de alimento azeotrópico; posteriormente se determina el efecto de la etapa de alimento de glicerol, relación molar de reflujo (RR), cantidad mínima de glicerol por medio de la relación molar solvente/alimento (S/F) y la temperatura de entrada de solvente sobre la composición de destilado y el gasto energético del rehervidor.
En la Figura 3 se observa la superficie de respuesta de los análisis de sensibilidad para la determinación del mínimo número de etapas y etapa de alimento azeotrópico. Las combinaciones consideradas para número de etapas teóricas menores a 17 con cualquier etapa de alimento no conducen a obtener etanol del 99,5% molar, por consiguiente el número de etapas teóricas debe ser mayor a 17. Se observa también que, a medida que la etapa de alimento se aproxima al rehervidor, la fracción molar de etanol en el destilado se incrementa, y de igual manera el gasto energético de la columna.
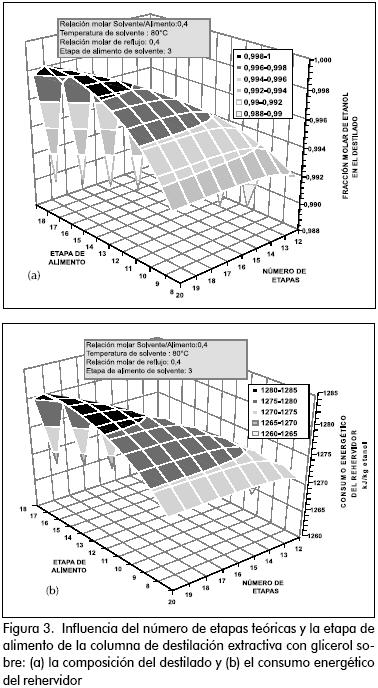
Los picos que se visualizan en las curvas de la Figura 3 se deben a que no todas las combinaciones que permiten ver el gráfico son físicamente posibles.
Excepto para el caso de la Figura 3, en todos los análisis de sensibilidad se encuentra una dependencia lineal de la variable considerada respecto del consumo energético del rehervidor.
Etapa de alimento de solvente y relación de reflujo
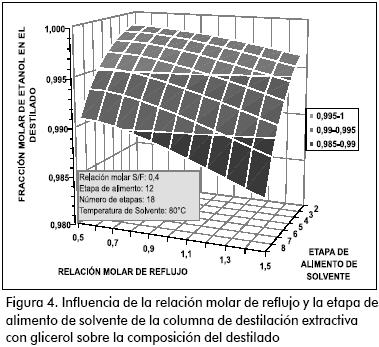
La etapa de alimento de solvente se estudia junto con la relación de reflujo para establecer la posición óptima de entrada de solvente (Figura 4). Se elige alimentar el solvente en la etapa 3 para obtener una composición de destilado de 0,995 molar y un gasto energético bajo (1.407 kJ/kg de etanol anhidro). La influencia de la relación de reflujo no es importante sobre la composición de destilado y por eso se debe fijar en un valor bajo para evitar altos consumos energéticos en la operación. La tendencia en la superficie de la Figura 4 lleva a concluir que relaciones de reflujo inferiores de 0,6 satisfacen los requisitos energéticos y de composición.
Relación molar S/F
La Figura 5 presenta los resultados de los análisis de sensibilidad con los que se busca cuantificar la cantidad mínima de solvente que debe ser alimentada para lograr la separación en el grado especificado. Pequeños aumentos en la relación S/F producen incrementos importantes en la composición del destilado.
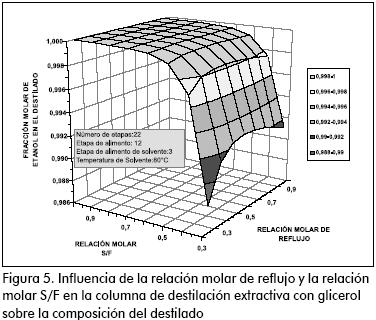
Para una relación de reflujo de 0,5 se observa un máximo en la composición al trabajar con relaciones S/F de 0,4; este valor no es el óptimo para la operación porque acarrea altos consumos energéticos (entre 1.450 y 1.550 kJ/kg etanol producido), comparado con la operación a una relación de reflujo de 0,35, en la que el consumo desciende de manera importante (entre 1.050 y 1.150 kJ/kg etanol producido).
Temperatura de ingreso del glicerol
Finalmente, teniendo en cuenta que la relación de reflujo es una de las variables mas influyentes en el gasto energético, se utiliza esta variable una vez más para evaluar el comportamiento de la composición del destilado y el consumo energético frente a las variaciones de temperatura de entrada de solvente (Figura 6). En este análisis se restringe el intervalo de evaluación de la relación de reflujo entre 0,2 y 0,8 debido a que entre estos valores se pueden obtener composiciones de destilado favorables sin gastos energéticos elevados, según análisis previos.
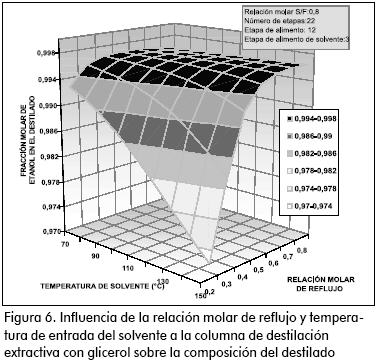
Nótese que al variar la relación de reflujo entre 0,2 y 0,.5, con una temperatura de entrada de solvente de 150°C, se obtienen cambios en la composición de destilado de 0,972 a 0,996 molar de etanol. Temperaturas de entrada de solvente inferiores a los 90°C favorecen la operación para relaciones de reflujo superiores a 0,35 y se encuentra que entre más cercana esté la temperatura a los 70°C la composición de destilado es más alta. Resulta viable al manejar una temperatura de alimento de solvente entre 70°C y 100°C combinada con una relación de reflujo entre 0,35 y 0,45 que hace que el consumo energético en el rehervidor sea mínimo (entre 1.200 y 1.300 KJ/kg de etanol anhidro). En el caso de la destilación extractiva no es conveniente utilizar una relación de reflujo alta, (entre más alta menor gasto energético después de un máximo característico de cada operación) debido a que el solvente se alimenta en una etapa superior y al mezclarse con el reflujo en su descenso a través de la columna se diluye aún mas y su efectividad disminuye.
Columna recuperadora
Inicialmente se utilizó un método corto de cálculo para determinar el número mínimo de etapas teóricas, relación mínima de reflujo y localización de la etapa de alimento de la columna de recuperación. Con el fin de reducir el consumo energético y evitar las altas temperaturas (150°C) en el rehervidor, la operación de esta columna requiere de la generación de un alto vacío que permita tener una presión de 15 mmHg. El cálculo del gasto energético de esta torre, al igual que el de la columna extractiva, se reporta posteriormente como el gasto del rehervidor.
Una vez determinado el número de etapas teóricas y la relación de reflujo mínima, se aplica un método riguroso al cálculo de la columna con el propósito de cumplir la restricción de contenido de agua en la corriente de fondos, se aplica una especificación de diseño sobre la columna variando el flujo de destilado.
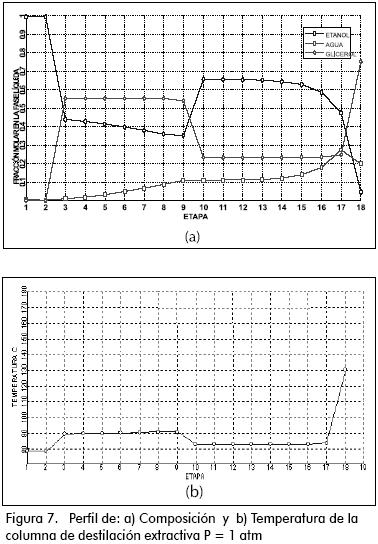
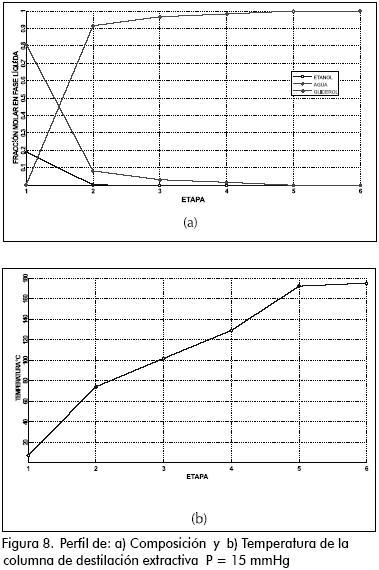
Resultados
En la Tabla 1 se presenta un resumen de los datos de entrada de la simulación y los valores obtenidos para las variables estudiadas. Los perfiles de composición y temperatura de la columna extractiva y recuperadora se presentan en las figuras 7 y 8, respectivamente.
Conclusiones
Este trabajo de simulación permitió la determinación de las condiciones de operación más convenientes para la deshidratación de etanol azeotrópico por destilación extractiva. El gasto energético del proceso simulado resulta competitivo con otras técnicas de deshidratación; se encuentra que para la columna extractiva el consumo es de 1.249 kJ/kg de etanol producido y el consumo global del proceso es de 1.473 kJ/kg de etanol producido considerando el esquema de recuperación de calor propuesto entre la corriente de fondos de la columna recuperadora y el alimento azeotrópico.
En general se evidencia que la relación de reflujo no es una variable determinante en la composición de destilado en comparación con su efecto sobre el gasto energético del rehervidor; no obstante, la relación de reflujo debe ser baja con el fin de mantener una relación etanol/glicerol adecuada a lo largo de la columna y de esta manera asegurar el efecto del solvente sobre las volatilidades relativas de la mezcla a separar.
También se observa que temperaturas de entrada de solvente inferiores a los 90ºC favorecen la operación para relaciones de reflujo superiores a 0,35 y se encuentra que entre mas cercana esté la temperatura a los 70ºC la composición de destilado es más alta.
La relación S/F encontrada resulta conveniente desde el punto de vista económico debido a que es baja (0,4), así como la recuperación de solvente que se debe efectuar en la operación (cantidad menor al 1% de la corriente de fondos de la columna recuperadora).
En la Tabla 2 se muestran los consumos energéticos típicos demandados por otras técnicas de deshidratación utilizadas. Los resultados de este estudio muestran que la destilación extractiva con etilenglicol como agente de separación es una operación competitiva energéticamente en la deshidratación, comparada con otras técnicas usuales.
Agradecimientos
Este trabajo fue posible gracias a la colaboración de Colciencias y la Universidad Nacional de Colombia, quienes financiaron el proyecto de investigación con código 1101-06-14844.
Bibliografía
Barba, D., Brandani, V., y Di Giacomo, G., Hyperazeotropic ethanol salted-out by extractive distillation. Theorical evaluation and experimental check, Chemical Engineering Science, V. 40, No. 12, 1985, pp. 2287-2292. [ Links ]
Batista, E., y Meirelles, A., Simulation and Thermal Integration SRV in Extractive Distillation Column, Journal of Chemical Engineering of Japan, Vol. 30, No. 1, 1997, pp 45-51. [ Links ]
Black, C., Distillation modeling of ethanol recovery and dehydration processes for ethanol and gasohol, Chemical Engineering Progress, Vol. 76, 1980, pp. 78-85. [ Links ]
Black, C., y Distler, D., Dehydration of Aqueous Ethanol Mixtures by Extractive Distillation. Extractive and azeotropic distillation, Advances in chemistry series, Vol. 115, 1972, pp. 1-15. [ Links ]
Carmo, M. J., y Gubulin, J. C., Ethanol-Water Adsorption on commercial 3A zeolites: kinetic and thermodynamic data, Brazilian Journal of Chemical Engineering,. Vol. 14, No. 3, Sep. 1997. [ Links ]
Chianese, A., y Zinnamosca, F., Ethanol dehydration by azeotropic distillation with mixed solvent entrainer., The Chemical Engineering Journal., Vol. 43, 1990, pp. 59-65. [ Links ]
Gurmukh, D., Comparison of membrane processes with distillation for alcohol/water separation., Journal of membrane science., Vol. 12, 1982, pp. 1-26. [ Links ]
Hanson, N., Lynn y Scott, D., Multieffect extractive distillation for separating aqueous azeotropes., Industrial Engineering Chemical Process Des. Dev., Vol. 25, 1988, pp. 936-941. [ Links ]
Jacques, K. Lyons, T. and Kelsall, D., The Alcohol Textbook, 3rd edition, Nottingham University Press, 1999, capítulos: 17 y 19. [ Links ]
K-Engineering, Inc. Dehydrate ethanol without distillation., Chemical Engineering, Oct. 1993, pp. 155. [ Links ]
Lee, F., y Pahl, R.H., Solvent Screening Study and conceptual extractive distillation process to produce anhydrous ethanol from fermentation broth., Industrial Engineering Process Des. Dev., Vol. 24, 1985, pp. 168-172. [ Links ]
Lee, et al., Dehydration of alcohol with extractive distillation., United States Patent 4,559,109., Diciembre 1985. [ Links ]
Ligero, E.L. y Ravagnani, T.M.K., Dehydration of ethanol with salt extractive distillation – a comparative analysis between processes with salt recovery, Chemical Engineering and Processing,, Vol. 42, 2003, pp. 543-552. [ Links ]
Llano, M. y Aguilar, J., Modeling and simulation of saline extractive distillation columns for the production of absolute ethanol. Computers and Chemical Engineering., V. 27, No. 4, 2003, pp. 527-549. [ Links ]
Madson, P. y Monceaux, D., The Alcohol Textbook. Chapter 17., Fuel Ethanol Production, KATZEN International Inc, Cincinnati, Ohio, USA, 1999. [ Links ]
Meirelles, A., Ethanol dehydration by extractive distillation., Journal Chemistry and Tech Biotechnology, Vol. 53, 1992, pp. 181-188. [ Links ]
Pinto, R.T.P., Wolf-Maciel, M.R. and Lintomen, L., Saline extractive distillation process for ethanol purification., Computers & Chemical Engineering. Vol. 24, 2000, pp. 1689-1694. [ Links ]
Stupiello, J., Aspectos técnicos para tener en cuenta en las etapas de fermentación y destilación en la producción de alcohol., Memorias Seminario de Alcohol Carburante, Cali, Colombia. Junio de 2003. [ Links ]
Szitkai, Z., Lelkes, Z., Rev, E. y Fonyo, Z., Optimization of hybrid ethanol dehydration systems., Chemical Engineering and Processing., Vol. 41, 2002, pp. 631-646. [ Links ]
Trindade, S., The Basis For a Sustainable World Fuel Ethanol Market. Memorias., Seminario de Alcohol Carburante, Cali, Colombia,. Junio de 2003. [ Links ]
Widagdo, S. y Seider, W., Azeotropic Distillation. AIChE Journal, Vol. 42, No. 1, 1996, pp. 96-130. [ Links ]
Wolf-Maciel, M.R., Brito, P., Evaluation of the dynamic behavior on an extractive distillation column for dehydration of aqueous ethanol mixtures., Computers & Chemical Engineering. Vol. 19. Suppl, 1995, pp. 405-408. [ Links ]
Zudkevitch, et al., Extraction and/or extractive distillation of low molecular weight alcohols from aqueous solutions., United States Patent, 4,428,798., Enero 1984. [ Links ]

