










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.26 no.2 Bogotá May/Aug. 2006
Nelson Arzola de la Peña1
1 Ingeniero mecánico, doctor en Ciencias Técnicas, Universidad Central de las Villas, Cuba. Profesor Asociado del Departamento de Ingeniería Mecánica y Mecatrónica, Universidad Nacional de Colombia, Bogotá. narzola@unal.edu.co
RESUMEN
Se presenta un análisis económico que evalúa la factibilidad de emplear inspección ultrasónica para los árboles de los molinos de caña de azúcar. Se emplean cuatro variantes de sustitución de los árboles de los molinos que recrean los escenarios más frecuentes. Se incluye la alternativa de utilizar inspección ultrasónica, con periodos de tiempo entre inspecciones fijados según un modelo de propagación de grietas de fatiga. En la valoración económica se utiliza el criterio del costo del ciclo de vida; teniendo en cuenta los costos de operación, mantenimiento y energía que influyen sobre los árboles de los molinos de caña de azúcar. Se llega a la conclusión de que es bastante recomendable emplear inspección ultrasónica con un nivel alto en las especificaciones del procedimiento. Con la introducción de la inspección ultrasónica, según los tiempos obtenidos por el modelo de mecánica de la fractura, es posible lograr un ahorro de medio millón de dólares por año para las condiciones existentes en la industria azucarera cubana.
Palabras clave: inspección, costo del ciclo de vida, ingenio, árbol.
ABSTRACT
This article evaluates the economic feasibility of carrying out ultrasonic inspection of sugar-mill shafts. Four alternatives are considered, including the most frequently encountered scenarios. How and when inspections are carried out is analysed, periods between inspections being established by a fatigue-crack growth propagation approach. The lifecycle cost approach was applied for economic evaluation. Operation, maintenance and energy consumption costs were thus taken into consideration. The conclusion was drawn that it is highly advisable to use high performance ultrasonic inspection. Introducing ultrasonic inspection (according to the period of time obtained by fracture mechanics model) could lead to a saving of half a million dollars per year for the Cuban sugarcane industry in the current conditions.
Keywords: inspection, lifecycle cost, sugar mill, shaft.
Recibido: enero 13 de 2006
Aceptado: junio 5 de 2006
Introducción
En el esquema productivo de un ingenio azucarero la planta moledora ocupa un lugar fundamental. Esta es con frecuencia el cuello de botella donde ocurren las paradas forzadas más costosas y donde se consume cerca de la mitad de la energía requerida por un ingenio, definiéndose por ende valiosos indicadores económicos en ella. Los molinos de caña de azúcar son las máquinas más importantes de una planta moledora y en ellos sus árboles son vitales por la función que realizan.
Los árboles de los molinos son elementos básicos dentro del proceso productivo si se tiene en cuenta que son los encargados, junto con las mazas acopladas a ellos, de comprimir la caña y extraerle el jugo. Estos árboles poseen una longitud, por lo común, que supera los cinco metros de largo, tienen un peso de alrededor de nueve toneladas y su costo promedio es de US$15 000 en el mercado (Hugott, 1986 y Jenkins, 1971).
La dirección técnica de esta industria enfrenta cada año casos de rotura imprevista de árboles de molinos de caña de azúcar. La rotura repentina de un árbol de molino no es el único causante de las pérdidas económicas; dada la ubicación de estos elementos, mecánicamente complicada, su reposición se torna demorada. Generalmente su sustitución llega a durar hasta veinte horas si no se tiene un repuesto en el patio del ingenio y no se están preparadas las condiciones para el cambio. Las pérdidas asociadas a la parada de la molienda son mucho mayores, entre ellas se encuentran: corte abrupto del recibo de la materia prima entregada por los cultivadores, pérdidas de sacarosa en la caña de azúcar que ya ha sido cosechada, salario improductivo, empleo de energía eléctrica externa para mantener en funcionamiento el área de procesos, retrasos en los compromisos de entrega de la producción, costos de reparación por daños indirectos asociados con la falla principal, entre otros de menor cuantía (Fernández, 1982).
Dado que en la inmensa mayoría de los casos la falla de los árboles de los molinos de caña ocurre debido a un proceso de fatiga, es posible realizar el seguimiento por inspección ultrasónica de los mismos para detectar la presencia de grietas que se propaguen por medio de crecimiento subcrítico. Este procediendo no puede ser utilizado de forma indiscriminada, debido a que el servicio posee un costo importante y se torna dispendioso realizarlo por la necesidad de desmontar los árboles para su inspección. Un plan satisfactorio deberá establecer un periodo de tiempo entre las inspecciones, que sea el más largo posible y que garantice la detección de las grietas potenciales antes de que alcancen su tamaño máximo permisible. De manera que el lapso de tiempo entre una inspección y la siguiente no podrá ser mayor que el tiempo de propagación subcrítico de la grieta, desde un tamaño inicial (con probabilidad de detección alta, p=95%) hasta otro máximo permisible de grieta, esto es, la dimensión límite más allá de la cual no se puede garantizar la integridad estructural del árbol de molino (Dowling, 1999 y Socie & Marquis, 2000).
En este trabajo se analizan cuatro escenarios posibles de enfrentamiento a la problemática de la rotura de los árboles de molinos de caña de azúcar con el objetivo de demostrar cuál es la mejor opción desde el punto de vista técnico-económico.
Materiales y métodos
El criterio que más se adecúa para evaluar diferentes variantes de explotación de equipos o sistemas simples que forman parte de un sistema mucho más complejo y para los cuales resulta prácticamente imposible precisar el valor de la producción realizada, es el costo del ciclo de vida (CCV) (Blank, L. y Tarquin, A., 2004, y Sandia National Laboratories, 1995).
El CCV no es más que una variante del valor actual neto (VAN), en el cual se consideran los costos en que se incurre durante la vida útil del equipo o sistema. La variante que posea el menor valor del CCV es la más rentable. El CCV se puede calcular por la siguiente expresión:
Siendo:


Donde:
d – Tasa neta de descuento ajustada a la inflación.
de - Tasa neta de descuento ajustada a la inflación de la energía.
Eni – Costo anual de la energía eléctrica consumida en el año i.
ie – Tasa de inflación aplicable a la energía.
in – Tasa de inflación general.
I – Inversión inicial.
k – Tasa de retorno anual de la inversión.
NCV – Número de años del ciclo de vida de la instalación.
OMi - Costo anual de operación y mantenimiento en el año i (sin incluir la energía).
Ri - Costo anual de reparación en el año i.
VR – Valor residual al concluir la vida de servicio.
Para este análisis, los costos que se consideran son únicamente los que están relacionados con el proceso de inspección ultrasónica y de falla en servicio de los árboles de los molinos. Además, el valor de la inversión inicial y el valor residual para todos los casos no se toman en cuenta. Estos últimos no intervienen en la decisión a tomar, pues para cada una de las variantes consideradas el costo de adquisición de los árboles será el mismo y prácticamente estos poseerán el mismo valor residual al final de sus vidas útiles. Por lo anterior, la expresión (1) queda reducida a:
Para los árboles cañeros y los de las mazas alimentadoras bastará con inspeccionarlos antes del montaje inicial para descartar la posibilidad de grietas de tamaño detectable que puedan conducir a una falla por fatiga. La ventaja que se tiene en estos dos tipos de árboles se debe al hecho de que están poco solicitados y la razón de propagación de las grietas, de existir estas, es demasiado baja.
La evaluación es realizada para todos los árboles superiores y bagaceros del tándem del Ingenio Guillermo Moncada, perteneciente a la provincia de Cienfuegos, Cuba.
Las variantes a analizar son:
1. No se realiza inspección ultrasónica y se cuenta con condiciones preparadas para realizar la reparación en caso de una rotura imprevista.
2. No se realiza inspección ultrasónica ni se cuenta con condiciones preparadas para realizar la reparación en caso de una rotura imprevista.
3. Es necesario realizar inspecciones en zafra para garantizar la integridad estructural de los árboles debido a que las condiciones de inspección ultrasónica o las características de operación del tándem así lo exigen.
4. Las condiciones de inspección ultrasónica y las características de operación del tándem permiten realizar inspecciones al finalizar el periodo de zafra.
Las dos primeras variantes son de riesgo, debido a que la falla ocurrirá de forma imprevista; el proceso de molida se interrumpe y se pueden producir roturas secundarias, entre otras razones. Si todas las condiciones materiales para realizar la reparación y el cambio del árbol están listas, el tiempo de reparación puede ser disminuido notablemente.
La variante tres corresponde con la ejecución de inspecciones ultrasónicas con equipamiento poco preciso, personal con escasa habilidad o condiciones insatisfactorias de preparación para la inspección de los árboles, lo cual no garantiza un tamaño mínimo detectable de la grieta lo suficientemente pequeño (ad ≈ 10 mm).
A esta variante también pertenece el caso de una inspección ultrasónica excelente, pero realizada a un tándem cuyo régimen de trabajo, ya sea el normal o bajo sobrecargas, provoca tensiones en los árboles de los molinos de magnitud tal que la propagación de las grietas ocurre de manera muy rápida. Para esta última condición, a pesar de contar con un tamaño mínimo detectable de grieta pequeño (ad = 4 mm), no se podrá garantizar la ejecución de las inspecciones solamente en tiempo muerto, dado que la grieta podrá alcanzar su tamaño crítico durante el periodo de zafra.
La última variante corresponde con un tándem típico a cuyos árboles de molino se le realiza inspección ultrasónica utilizando equipamiento moderno, en condiciones óptimas, con personal especializado, que garantiza un tamaño mínimo detectable de la grieta pequeño (ad = 4 mm) y empleando periodos de tiempo entre inspecciones ultrasónicas determinados según la mecánica de la fractura. Para esta última variante sí es posible realizar las inspecciones solamente durante el tiempo muerto. Los valores de las variables empleadas en los cálculos se muestran en la Tabla 1.
Los periodos de tiempo entre inspecciones para las variantes tres y cuatro, en días en operación, aparecen en la Tabla 2. Las fallas imprevistas se considera que ocurren al expirarse la vida útil de cada árbol (Arzola, 2003). En este último trabajo se brinda la metodología para realizar el cálculo del periodo de tiempo entre inspecciones para cada molino en particular, empleando como herramienta la mecánica de la fractura. Este estudio está en estrecha concordancia con las observaciones de fallas en árboles.
En la Tabla 3 se muestra el calendario de inspección ultrasónica o la predicción de rotura según sea el caso para cada una de las variantes analizadas. Para las cuatro variantes es necesario realizar la sustitución del árbol al expirarse su vida de fatiga. Pero para las variantes tres y cuatro existe una connotación diferente, dado que no se incurre en costo de reparación ni en pérdidas productivas, porque el cambio de árbol se realiza en el momento más propicio, cuando este aún conserva su integridad estructural. Usualmente se aprovecha una parada rutinaria de mantenimiento para efectuar el cambio.
Leyenda:
X – Falla imprevista.
∇ - Inspección ultrasónica planificada al terminarse la zafra.
¼ - Inspección ultrasónica planificada en el día 30 de operación (1/4 de la zafra).
½ - Inspección ultrasónica planificada en el día 60 de operación (1/2 de la zafra).
¾ - Inspección ultrasónica planificada en el día 90 de operación (3/4 de la zafra).
S y B – Árboles superior y bagacero, respectivamente (el número indica la posición en el tándem del molino al cual corresponden).
El tiempo de cosecha o zafra se toma como el histórico de los últimos cinco años, que ha sido de 120 días, aunque el procedimiento puede ser empleado para cualquier duración de zafra. Aquí sólo se relacionan los periodos entre inspecciones con la duración de la zafra para facilitar la comprensión.
Análisis económico de los resultados
En las figuras 1, 2, 3 y 4 se muestran los distintos costos en que se incurre a través del tiempo, y el valor del CCV para cada una de las variantes analizadas.
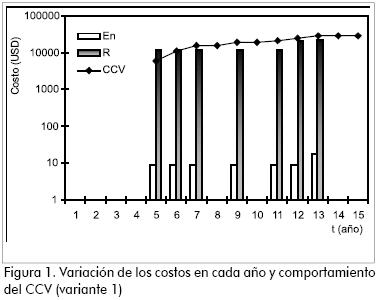
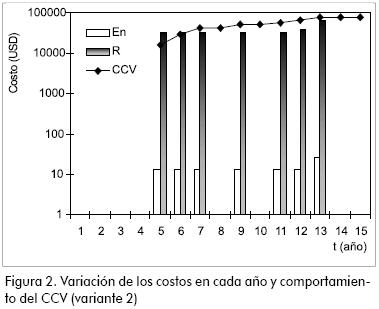

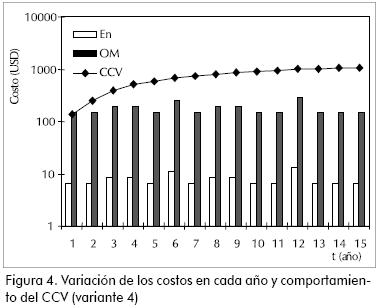
Como se aprecia en los resultados obtenidos, la variante que menos costo genera a través del tiempo es la número cuatro. Por lo tanto, es la de menor costo del ciclo de vida con un valor de CCV = US$1 065. Elegir las variantes uno o dos es inadmisible desde el punto de vista de una industria moderna y competente. El CCV de estas dos variantes es sumamente elevado, con valores de US$27 000 y US$77 300 respectivamente. La tercera variante no es desacertada del todo, pero su CCV = 2 135 USD, mayor que el que posee la última variante, deja en evidencia la desventaja de tener que realizar inspecciones dentro del periodo de zafra, aun siendo hechas en los periodos de paradas por mantenimiento. Como resultado de este análisis económico se comprueba la importancia que posee la determinación de los plazos entre inspecciones y la acotación de los tamaños de grietas mínimas detectables y las máximas permisibles empleando como herramienta la mecánica de la fractura; complementándolo con el seguimiento de las grietas mediante técnicas ultrasónicas de precisión.
Conclusiones
El análisis económico realizado permitió arribar a las siguientes conclusiones:
Los costos en que se incurre por concepto de inspección ultrasónica son menores y más regulares que los que provocan la explotación del tándem sin un plan de inspección establecido. Estos costos son para la segunda variante por término medio 72 veces superiores a los que posee la última analizada.
Es factible económicamente realizar la inspección ultrasónica según los periodos de tiempo determinados con el empleo de la mecánica de la fractura, con un costo del ciclo de vida de US$1 065. La aplicación de este resultado traería un ahorro anual de medio millón de dólares, en las condiciones actuales de molienda de la Industria Azucarera Cubana.
Bibliografía
Arzola, N., Esquema de análisis para los árboles de los molino de caña de azúcar y aplicación de la Mecánica de la Fractura en la evaluación de la falla por fatiga. Tesis presentada a la Universidad Central de las Villas para optar por el grado de Doctor en Ciencias Técnicas, 2003. [ Links ]
Blank, L. y Tarquin, A., Ingeniería económica, Mc Graw Hill Interamericana, 2004, pp. 796. [ Links ]
Dowling, N. E., Mechanical behaviour of materials: engineering methods for deformation, fracture, and fatigue., Upper Saddle River (NJ): Prentice Hall, cop., 1999, pp. 239-550. [ Links ]
Económicas: Costo del ciclo de vida. Stand-alone Photovoltaic Systems a Handbook of Recommended Design Practices, New México: Editor: Photovoltaic Design Assistance Center, Sandia National Laboratories, Albuquerque, New México, 1995., pp. 59 - 67. [ Links ]
Fernández, G. S., Investigación sobre el origen y desarrollo de la falla en árboles de molinos de centrales azucareros. Tesis presentada a la Universidad Central de las Villas para optar por el grado de Doctor en Ciencias Técnicas, 1982. [ Links ]
Hugott, E., Manual para ingeniero Azucareros. /E. Hugott. México: Compañía Editorial Continental , S.A, 1986, pp. 803. [ Links ]
Jenkins, G.H., Introducción a la tecnología del azúcar de caña / G. H . Jenkins. La Habana: Edit. Ciencia y Técnica, 1971, pp. 568. [ Links ]
Socie, D. F. y Marquis G. B., Multiaxial Fatigue., Society of Automotive Engineers, 2000, pp. 232 – 272. [ Links ]


{kind=link}