










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.26 no.3 Bogotá Sep./Dec. 2006
Bibian Alonso Hoyos,1 Luis Alberto Ossa2 y Mónica Cecilia Rendón3
1 Ingeniero químico, M.Sc. en ingeniería química. Candidato a Ph.D en ingeniería. Profesor Asociado, Escuela de Procesos y Energía, Universidad Nacional de Colombia, Facultad de Minas, Medellín. bahoyos@unal.edu.co
2 Ingeniero Químico, Facultad de Minas, Universidad Nacional de Colombia, Medellín. laossa@unalmed.edu.co
3 Ingeniera Química, Facultad de Minas, Universidad Nacional de Colombia, Medellín. mcrendon@unalmed.edu.co
RESUMEN
Se estudió el efecto de la frecuencia, la densidad de corriente promedio y el ciclo de trabajo sobre la dureza de electro-depósitos de níquel en soluciones Watts y sulfamato empleando pulsos de corriente rectangular y corriente directa. Los resultados en solución Watts muestran mayores durezas del depósito con bajos porcentajes de ciclo de trabajo, altas densidades de corriente promedio y altas frecuencias de la onda de corriente rectangular. La dureza de los depósitos obtenidos para la solución sulfamato de níquel presenta una variación poco significativa a cambios en el porcentaje del ciclo de trabajo y en la frecuencia del pulso de la onda de corriente. Los valores de dureza obtenidos para el baño Watts con ondas de corriente rectangular superan los valores alcanzados con corriente directa a las mismas densidades de corriente promedio. En el baño sulfamato esta diferencia no es significativa.
Palabras clave: corriente pulsante, dureza, electro-depositación, níquel.
ABSTRACT
The effects of frequency, average current density and duty cycle on the hardness of electroplated nickel were studied in Watts and sulphamate solutions by means of direct and square pulse current. The results in Watts’ solutions revealed greater hardness at low duty cycle, high average current density and high square pulse current frequency. There was little variation in hardness in nickel sulphamate solutions to changes in duty cycle and wave frequency. Hardness values obtained in the Watts’ bath with square pulse current were higher than those achieved with direct current at the same average current density; such difference was not significant in sulphamate bath treatment.
Keywords: square pulse current, hardness, electroplating, nickel.
Recibido: Julio 25 de 2005
Aceptado: octubre 9 de 2006
Introducción
El níquel es un metal con buena resistencia a la abrasión y a la corrosión, características que permiten que sus electrodepósitos tengan aplicaciones en el campo de la ingeniería, en las cuales el comportamiento funcional, más que la apariencia, es la principal característica requerida.
Las primeras aplicaciones de los depósitos de níquel estuvieron relacionadas con la elaboración de réplicas de obras de arte, pero en la actualidad se los utiliza en la industria aeroespacial, en la fabricación de guías de forma intrincada, en la producción de discos compactos y de video, y para la elaboración de microcomponentes en la industria electrónica.
Recientemente se ha empezado a prestar atención a las investigaciones de dureza y tamaño de grano de estos electro-depósitos y es ampliamente aceptado que el valor de la dureza es un parámetro apropiado para dar una indicación general de la fortaleza del material así como de su resistencia al desgaste y a la abrasión.
Una de las maneras recientemente propuestas para aumentar la dureza de los depósitos de níquel es el uso de ondas de corriente pulsante, las cuales han conducido a mejoramientos notables en propiedades como esfuerzo interno, elongación, resistencia a la corrosión y dureza, entre otras. Adicionalmente se ha encontrado que con esta técnica se obtiene una disminución en los costos energéticos así como en la cantidad de materia prima necesaria para mejorar la dureza del depósito (Chen y Wan, 1989).
Se ha establecido que la forma de la onda, la frecuencia, el porcentaje de ciclo de trabajo y la densidad de corriente pico producen cambios notables en las propiedades de los electrodepósitos (Durney y Lawrence, 1984).
La gran mayoría de los trabajos publicados con ondas de corriente pulsante para electrodepósitos de níquel se han hecho en baños de sulfato de níquel (comúnmente llamado baño Watts) y en baños de sulfamato de níquel empleando pulsos de corriente rectangular. Inicialmente, Ping et al. (1979) establecieron que a densidades de corriente pico más altas se generan sobrepotenciales mayores, los cuales favorecen la formación de nuevos núcleos en lugar del crecimiento de los cristales existentes, produciendo por lo tanto depósitos con tamaño de grano más fino en baños de sulfamato de níquel al emplear ondas pulsantes. También reportan aumentos en la dureza al aumentar la frecuencia de las ondas de corriente en baños Watts.
Posteriormente, El-Sherik et al. (1996) obtuvieron depósitos de níquel con tamaño de grano por debajo de 100 nanómetros, producidos desde soluciones Watts libres de aditivos orgánicos utilizando corriente pulsante.
Devaraj y Seshadri (1996) reportan que al utilizar ondas de corriente pulsante rectangulares en baños de sulfato de níquel se obtienen depósitos con superficies suaves que contienen poros más pequeños, libres de fracturas, con disminución del tamaño de grano y una reducción en el esfuerzo tensil, con el mejoramiento de la dureza a bajos ciclos de trabajo (10%) y bajas frecuencias (menores que 10Hz).
Mejoramientos en la dureza de electrodepósitos de níquel se obtuvieron en soluciones de sulfamato empleando varios tipos de onda de corriente: rampa ascendente, descendente y triangular (Wong et al., 2000), lográndose los mayores valores de dureza con la rampa descendente y los menores con corriente continua.
Se ha reportado también que la dureza en depósitos utilizando corriente pulsante es significativamente mayor que la obtenida con corriente directa, con la misma densidad de corriente promedio (Qu et al., 2003).
Tang et al. (2004) encontraron que la electrodepositación con ondas de corriente pulsante produce depósitos con tamaños de grano más finos, más compactos, de más baja porosidad y con mejor adherencia al sustrato. Adicionalmente muestran un aumento en la velocidad de recubrimiento y en la eficiencia de corriente con esta técnica. Estas experimentaciones en baños de Watts mostraron un mejoramiento en la dureza con el uso de corrientes pulsantes para frecuencias por encima de los 50 Hz.
Es interesante resaltar que aunque hay un consenso sobre el beneficio de utilizar ondas pulsantes, no se ha llegado a una conclusión clara sobre si la dureza del depósito se mejora con altas frecuencias o no. Algunos proponen baja frecuencia (menor que 10 Hz), y otros, alta frecuencia (mayor que 50Hz).
En este artículo se pretende estudiar el efecto de las ondas de corriente rectangular sobre la dureza de depósitos de níquel. Específicamente se quiere determinar el efecto asociado a la frecuencia del pulso, la densidad de corriente promedio y el porcentaje del ciclo de trabajo, en soluciones Watts y sulfamato de níquel.
Procedimiento experimental
La experimentación se llevó a cabo empleando corriente directa y ondas de corriente rectangular. Para este último tipo de onda se varió la densidad de corriente promedio, la frecuencia del pulso y el porcentaje de ciclo de trabajo. La forma de la onda se muestra en la Figura 1.
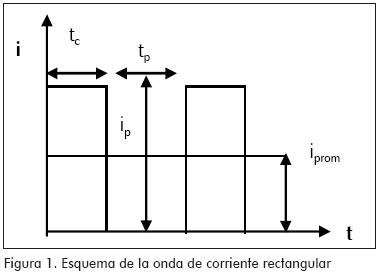
Los parámetros que caracterizan la onda de corriente rectangular están descritos en las ecuaciones 1 a 3:



en las que tc y tp son los tiempos de duración del pulso y de la pausa, respectivamente; iprom e ip son las densidades de corriente promedio y pico, respectivamente, y f es la frecuencia del pulso.
La variación de los parámetros de la onda de corriente rectangular se realizó mediante un diseño de experimento factorial, conformado por tres factores, cada uno con tres niveles, como se especifica en la Tabla 1. Como variable de salida se consideró la dureza del depósito.
Para realizar los recubrimientos se utilizaron, como sustrato, láminas cuadradas de cobre de 1,6 cm de lado, con un espesor de 0,5 mm. Las piezas de cobre se sometieron a un pretratamiento convencional con el fin de garantizar la adecuada preparación de la superficie para lograr un buen recubrimiento (Tabla 2). Entre cada una de las etapas mencionadas se colocaron enjuagues intermedios a fin de minimizar arrastres de reactivos de una etapa a la siguiente.
Los recubrimientos se realizaron en soluciones Watts sin aditivos y sulfamato de níquel. Las composiciones y condiciones de operación para cada uno de los baños están listadas en las tablas 3 y 4 respectivamente, en ambos casos se realizaron depósitos con un espesor de 50µm.
Como ánodos se emplearon monedas de níquel electrolítico de alta pureza (Inco, S-round) sumergidas dentro de una canasta de titanio. El área superficial de los ánodos se mantuvo mucho mayor que la del cátodo para evitar problemas de polarización.
Las mediciones de dureza se realizaron en un microdurómetro tipo M (Shimadzu) con resolución de 0,5 µm, bajo la norma ASTM E384. Para cada muestra se realizaron cinco mediciones de dureza en el centro de la pieza con una carga de 50 gf y el valor reportado es una media recortada al diez por ciento (10%).
Para la obtención de las fotografías se utilizó un microscopio de barrido electrónico (SEM) siguiendo los lineamientos de la norma ASTM E112.
Resultados
Depósitos con soluciones Watts
Los valores promedios de dureza obtenidos en el baño Watts se reportan en la Tabla 5.
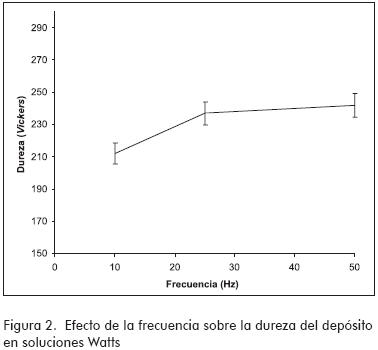
Con base en las medias y desviaciones estándar se pueden construir los perfiles para cada uno de los factores. Los perfiles para la frecuencia del pulso, el ciclo de trabajo y la densidad de corriente promedio son mostrados en las Figuras 2, 3 y 4, respectivamente
En la Figura 2 se nota un aumento en la dureza del depósito al aumentar la frecuencia del pulso de 10Hz a 25Hz. Sin embargo, al pasar de 25Hz a 50Hz, aunque la tendencia es ligeramente creciente, estadísticamente la diferencia entre niveles no es considerable (según la prueba estadística del método Duncan).
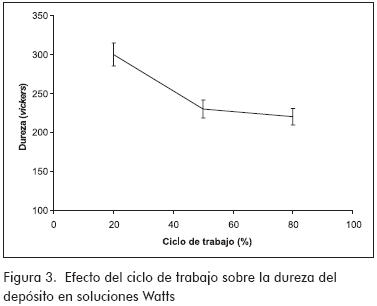
En la Figura 3 se observa un pequeño aumento en la dureza del recubrimiento al disminuir el porcentaje del ciclo de trabajo del 80% al 50%, pero este aumento no es significativo. Sin embargo, el paso a un ciclo de trabajo del 20% provoca un aumento considerable en la dureza del depósito.
En la Figura 4 se observa un aumento notable en la dureza del depósito al aumentar el valor de la densidad de corriente promedio de 8 A/dm2 a 12 A/dm2. El paso de 4 A/dm2 a 8 A/dm2 no produce resultados estadísticamente diferentes.
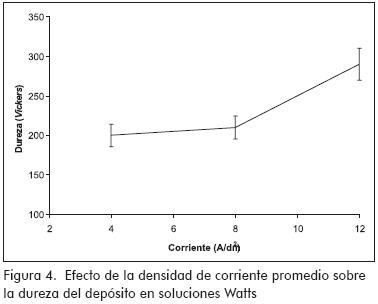
Los mayores valores de dureza de los depósitos de níquel se alcanzan a bajos ciclos de trabajo y a altas densidades de corriente promedio. Estas dos características implican altas corrientes pico a fin de garantizar la misma corriente promedio. El efecto de altas corrientes pico es que se favorece la formación de núcleos en lugar del crecimiento de cristales, ya que el tiempo para la difusión de los adatamos de níquel en la superficie se ve tremendamente reducido y estos no tendrán tiempo de encontrar lugares de menor energía que favorezcan su crecimiento.
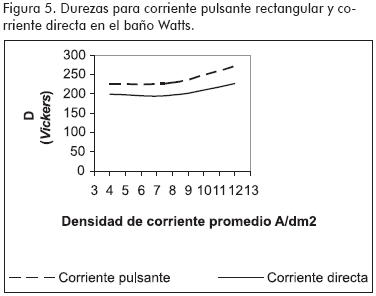
En la Figura 5 se comparan las durezas obtenidas al emplear pulsos de corriente rectangular con los valores obtenidos al utilizar corriente directa convencional. Se observa que, en promedio, los valores de dureza para los pulsos de corriente rectangular superan los valores obtenidos con corriente directa convencional.
Porcentajes del ciclo de trabajo bajos están relacionados con menores tiempos de electrolisis en comparación con los tiempos de pausa. El tiempo de pausa en la corriente pulsante permite reestablecer la concentración de las especies en cercanías del electrodo, lo que ocasiona una disminución en la capa difusiva y por tanto un aumento en la corriente límite del proceso, es decir, se disminuye el sobrepotencial de concentración, lo que garantiza que existen más especies en las cercanías del electrodo comparadas a las existentes en depositación con corriente directa.
Emplear altos porcentajes del ciclo de trabajo es similar a emplear corriente directa convencional, ya que los tiempos de pausa son pequeños y no permite el restablecimiento de condiciones en cercanías del electrodo. Al utilizar una corriente directa la dureza del depósito es afectada en forma negativa (disminuye) debido a la ausencia de tiempos de pausa. Parece ser que el tiempo de pausa, es decir, el restablecimiento de la concentración de las especies en cercanía del electrodo, tiene efectos favorables en la dureza del depósito.
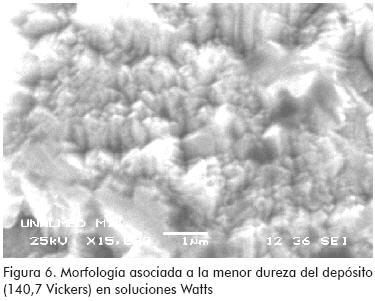
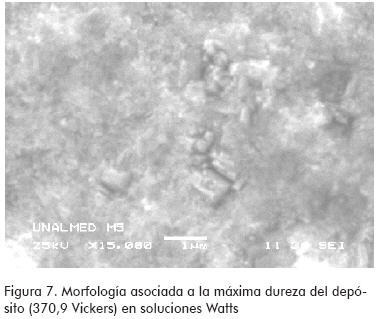
En general los recubrimientos con níquel realizados en el baño Watts presentaron una apariencia brillante. La morfología para los depósitos obtenidos a menor ciclo de trabajo muestra diferencias con respecto a los obtenidos a ciclos de trabajo mayores y corroboran la relación esperada entre la dureza y el tamaño de grano. Es decir, depósitos con tamaño de grano menor poseen una dureza mayor.
Los valores máximo y mínimo de durezas alcanzadas fueron de 370,9 Vickers y 140,7 Vickers, respectivamente. La diferencia entre las morfologías para cada uno de los depósitos se muestra en las Figuras 6 y 7.
Depósitos con soluciones de sulfamato de níquel
Los valores promedios de durezas obtenidas para la solución de sulfamato de níquel, se reportan en la Tabla 6.
Es claro que el efecto de la onda pulsante no es significativo y que los valores de dureza con corriente constante son muy cercanos a los obtenidos con las ondas rectangulares.
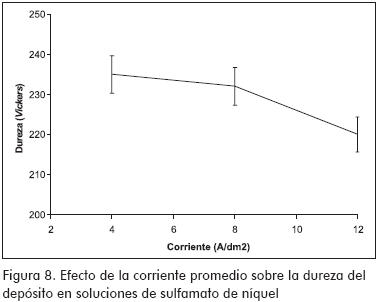
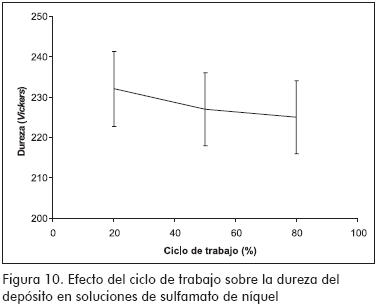
Con base en las medias y desviaciones estándar se construyen los perfiles para cada uno de los factores. Las Figuras 8 a 10 muestran el efecto de la densidad de corriente, de la frecuencia y del ciclo de trabajo sobre la dureza, respectivamente.
En la Figura 8 se presenta una diferencia apreciable para los niveles del factor densidad de corriente, observando una notable disminución en la dureza del depósito al aumentar el valor de la densidad de corriente promedio de 8 A/dm2 a 12 A/dm2. Sin embargo, para el cambio de 4 A/dm2 a 8 A/dm2 los resultados no son estadísticamente diferentes.
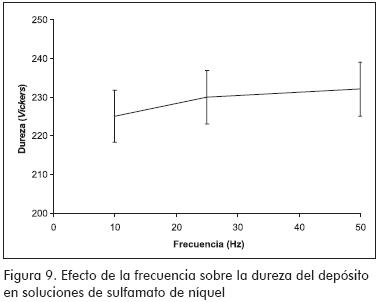
En Figura 9 se observa un pequeño aumento en la dureza del recubrimiento al aumentar la frecuencia del pulso aplicado, pero sin obtener diferencias significativas.
En la Figura 10 se nota un ligero decrecimiento en la dureza del depósito al presentarse aumentos en el porcentaje del ciclo de trabajo; sin embargo, estadísticamente la diferencia entre niveles no es considerable.
Los depósitos obtenidos en el baño de sulfamato presentaron una apariencia mate y mayor uniformidad del depósito, en contraste con los obtenidos en el baño Watts, en el cual los depósitos adquirieron una terminación brillante.
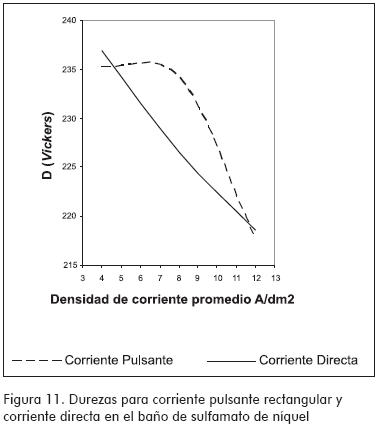
En la Figura 11 se hace un comparativo de las durezas obtenidas al emplear pulsos de corriente rectangular con los valores obtenidos al utilizar corriente directa. Se observa que en promedio los valores de durezas obtenidas para ambas formas de onda son prácticamente iguales.
Los valores máximo y mínimo de durezas obtenidas fueron 268,3 y 198,0 Vickers respectivamente. En las Figuras 12 y 13 se muestran las apariencias del tamaño de grano para ambos valores.
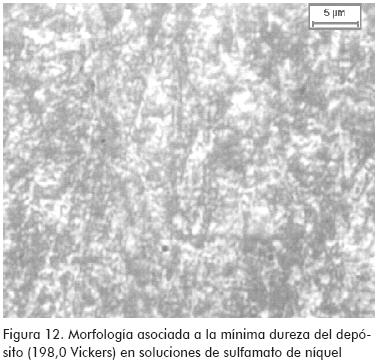
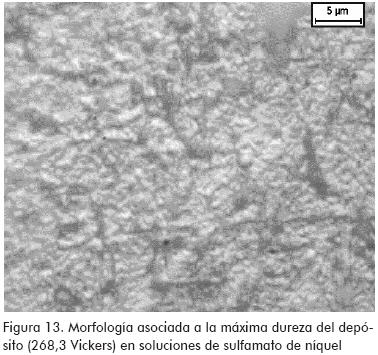
A partir de las Figuras 12 y 13 se observa un refinamiento en el tamaño de grano para la mayor dureza en comparación con el valor mínimo de esta.
Conclusiones
Para las condiciones a las cuales se llevó a cabo la experimentación se puede concluir que:
Al estudiar la influencia del porcentaje del ciclo de trabajo en el baño Watts se observa que los mayores valores de dureza fueron alcanzados a un ciclo de trabajo del 20%, presentándose una considerable disminución de la dureza al aumentar el porcentaje del ciclo de trabajo.
El efecto de la densidad de corriente sobre la dureza del depósito para el baño Watts produce mayores valores a una densidad de corriente de 12A/dm2, al disminuir la densidad de corriente promedio la dureza del depósito de níquel disminuye.
Con respecto a la frecuencia del pulso, se aprecia la tendencia de que a mayores frecuencias la dureza del depósito aumenta en el baño Watts
Los valores de dureza obtenidos para el baño Watts con ondas de corriente rectangular superan los valores alcanzados con corriente directa convencional a las mismas densidades de corriente promedio.
Los depósitos obtenidos a partir del baño de sulfamato de níquel se ven afectados muy poco por la frecuencia del pulso y por el porcentaje del ciclo de trabajo. El factor que sí tiene incidencia es la densidad de corriente promedio.
La dureza del depósito para el baño de sulfamato de níquel es mayor a una densidad de corriente de 4A/dm2 y disminuye al aumentar la densidad de corriente.
La diferencia de la dureza del depósito en el baño de sulfamato de níquel al emplear ondas de corriente rectangular y corriente directa no es significativa.
En general, los recubrimientos realizados en el baño de sulfamato presentaron una apariencia mate. Las diferencias morfológicas son más difíciles de apreciar que para la solución Watts, ya que los depósitos son más uniformes.
El orden de magnitud para el tamaño de grano en los depósitos obtenidos a partir del baño Watts es menor que 1 µm. Para el baño de sulfamato de níquel el tamaño de grano es mayor que un 1µm. En ninguno de los casos se observaron límites definidos de grano.
Agradecimientos
Este trabajo se pudo llevar a cabo gracias a la financiación de Colciencias (código del proyecto: 1118-08-17212) y de la dirección de investigación de la Universidad Nacional de Colombia – Sede Medellín (DIME) así como al apoyo de los laboratorios de Metalografía y Microscopía Avanzada de la misma institución.
También se expresa agradecimiento a los profesores Germán Zapata y Gustavo Ramírez, de la Universidad Nacional, por el desarrollo del prototipo de planta de recubrimientos y por el generador de ondas de corriente.
Bibliografía
Chen, C.J. and Wan, C. C., A study of the Current Efficiency Decrease Accompanying Short Pulse Time for Pulse Time for Pulse Plating., Journal Electrochemical Society, Vol. 136, October 1989, pp. 2850-2855. [ Links ]
Devaraj, B. G. and Seshadri, S. K., Pulsed Electrodeposition of Nickel., Plating & Surface Finishing. June 1996, pp: 62-66. [ Links ]
Durney, J., Electroplating Engineering Handbook., 4ta Ed, 1984. [ Links ]
El-Sherik, A.M., Erb, U. and Page, J., Microestructural evolution in pulse plated nickel electrodeposits., Surface and Coatings Technology, Vol. 88, april 1996, pp. 70-78. [ Links ]
Ping, T., Ang, C. C. and Shy, M., Plating with pulsed and Periodic-Reverse Current., Metal Finishing, Vol. 77, No. 5, may 1979, pp. 33-38. [ Links ]
Qu, N. S., Zhu, D., Chang, K. C. and Lei, W. N., Pulse Electrodeposition of nanocrystalline nickel using ultra narrow pulse width and high peak current density., Surface and Coatings Technology, Vol. 168, January 2003, pp. 123-128. [ Links ]
Tang, P. T., Leisner, P. and Moller, P., Improvements of Nickel Deposit Characteristics by Pulse Plating., Centre of Advanced Electroplating (CAG), on line: http://www.dynatronix.com/nickimpr.html , consultado: diciembre 8 de 2003). [ Links ]
Wong, K. P., Chang, K. P. and Yue., T. M., A study of hardness and grain size in pulse current electroforming of nickel using different shaped waveforms., Journal of applied electrochem, Vol. 31, may 2000, pp. 25–34. [ Links ]

