










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.27 no.3 Bogotá Sep./Dec. 2007
Juan Miguel Mantilla González1, Carlos Alberto Duque Daza2 y Carlos Humberto Galeano Urueña3
1 Ingeniero mecánico. M. Sc., en Ingeniería Mecánica. Profesor Asistente, Universidad Nacional de Colombia, Bogotá. Grupo de Investigación en Biocombustibles, Energía y Protección del Medio Ambiente, Departamento de Ingeniería Mecánica y Mecatrónica, Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá. jmmantillag@unal.edu.co
2 Ingeniero mecánico. M. Sc., en Ingeniería Mecánica. Profesor Asistente, Universidad Nacional de Colombia, Bogotá. Grupo de Investigación en Biocombustibles, Energía y Protección del Medio Ambiente, Departamento de Ingeniería Mecánica y Mecatrónica, Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá. caduqued@unal.edu.co
3 Ingeniero mecánico. Especialista en Mecánica de materiales. M. Sc., en Mecánica de materiales. Profesor Asistente, Universidad Nacional de Colombia, Bogotá. Grupo de Investigación en Biocombustibles, Energía y Protección del Medio Ambiente, Departamento de Ingeniería Mecánica y Mecatrónica, Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá. chgaleanou@unal.edu.co
RESUMEN
El presente artículo muestra las consideraciones tenidas en cuenta y los resultados del diseño de una planta productora de biogas a gran escala, a partir de residuos orgánicos de ganado vacuno, con el objetivo de observar la factibilidad técnica y económica para la implementación de este tipo de sistemas de manejo de residuos orgánicos en el país. La capacidad de la planta diseñada permite procesar el estiércol de 1.300 reses, generando 500 kW de energía eléctrica mediante la operación de un motor generador que funciona con una mezcla de combustible diesel y biogas. El diseño incluyó el dimensionamiento de los establos para el ganado, los sistemas de recolección, transporte y mezcla del estiércol, el digestor, el tanque de efluente y el sistema para el tratamiento del biogas, entre otros elementos, utilizando equipos disponibles actualmente en la planta. Además se llevó a cabo un estudio económico el cual permite concluir sobre la viabilidad del proyecto y la importancia de la evolución del costo del combustible diesel para la determinación de los tiempos de retorno de la inversión.
Palabras clave: biogas, digestores tipo plug-flow, evaluación económica, planta de producción de biogás, residuos de ganado vacuno.
ABSTRACT
This article presents considerations and results from designing a large-scale biogas production-plant using cow manure. The so designed plant capacity allowed processing the dung from 1,300 cows, producing 500 kW of electrical energy from operating a generator which works on a mixture of diesel and biogas fuel. The design included sizing the cowsheds, the manure-collecting systems, transporting the dung, the digester, the effluent tank and the biogas treatment system. An economic study was also done, concluding that project was viable and the importance of the cost of diesel evolving for determining return on investment time.
Keywords: biogas, biogas production-plant, cow manure, economical evaluation, plug flow digester.
Recibido: julio 11 de 2007
Aceptado: octubre 26 de 2007
Introducción
El alto costo financiero y ambiental asociado al empleo de combustibles fósiles, junto con las limitaciones propias de la red de interconexión eléctrica colombiana, han incentivado paulatinamente la utilización de energías alternativas en diferentes sectores productivos del país, especialmente en el sector rural en donde se reúnen tanto la necesidad insatisfecha de suministro energético como el potencial para la generación de energía a partir de fuentes renovables (UPME, 2007; Ministerio de Minas y Energía, 2006). También se puede aportar con el aprovechamiento de este tipo de energía para solucionar parcialmente los problemas del hambre y la pobreza y a mejorar la salud, tal y como se menciona en Doelle, 2001.
En Colombia el aumento en el uso de fuentes renovables de energía ha sido de 1,5% para los últimos seis años (Ministerio de Minas y Energía, 2006). Este potencial de generación de energía se encuentra representado en un alto porcentaje por la biomasa, y específicamente por los desechos forestales y agropecuarios (IIT 1983, Ministerio de Minas y Energía, 2006). La producción de biogas a partir de esta materia prima es una práctica que tiene en el país cerca de treinta años. Inicia con la instalación masiva de digestores para procesar residuos orgánicos animales y vegetales con el fin de producir la energía necesaria para atender las necesidades básicas del sector rural como cocción de alimentos e iluminación (Fundación Pesenca, 1992; IIT, 1983). Esta primera etapa no tuvo mucho éxito debido en parte a que los equipos instalados para producir biogas requerían la alimentación manual de la materia prima y su correcto funcionamiento dependía de las condiciones atmosféricas. Los biodigestores utilizados en esta etapa se conocen como digestores de tipo Hindú, y consisten de un recipiente enterrado, construido de mampostería, que en su parte superior posee una campana móvil metálica que permite almacenar el biogas producido (GTZ; IIT, 1983; Sasse, 1986; Eggeling y otros, 19). Posteriormente, hay un periodo donde la instalación de biodigestores disminuye su ritmo y se investiga con nuevos sustratos (residuos de arroz y café, principalmente). Hacia finales de los años ochenta se inicia la implementación de biodigestores plásticos, fabricados a partir de un tubo flexible de PVC, los cuales son económicos y fáciles de instalar y mantener (Xuan B y otros, 1997; Rutamu, 1999). Este tipo de digestor nace a partir de la iniciativa de países como Colombia, Etiopía, Tanzania y Vietnam de promover un biodigestor de bajo costo que utilice materiales producidos localmente, y que posea una instalación rápida y sencilla (Preston y Rodríguez, 2002; Rodríguez y Preston, 19). A partir del desarrollo de dicha iniciativa se han instalado en el país digestores de este tipo con resultados satisfactorios, los cuales tienen la capacidad de procesar diferentes tipos de residuos orgánicos y se encuentran ubicados en granjas pequeñas. Para más información sobre el montaje de biodigestores en el país, refiérase a Domínguez y Ly, 2004.
En Colombia el potencial para el aprovechamiento de residuos orgánicos agrícolas es muy grande; sin embargo, actualmente la producción de energía a partir del biogas se limita a producción de energía necesaria para cocción e iluminación. Así mismo, la generación de energía a partir del biogas se practica en muy pocos sitios, y la potencia generada normalmente no supera los 180 kW (Zapata, 1998). Para un país agropecuario como es Colombia, con una capacidad de crecimiento importante en esta industria, lo descrito anteriormente presenta una limitante importante. Si bien se ha aumentado la producción de energía a partir del biogas, cuando se piensa en aprovechar cantidades mayores de residuos orgánicos y producir energía a gran escala se encuentra con una absoluta escasez de información y reglamentación al respecto. Esta situación no sucede en países como Estados Unidos y Canadá, donde se han formulado normas que permitan el aprovechamiento de residuos orgánicos de grandes instalaciones agropecuarias (ASABE, 2000; CFBC, 2007; NRCS, 1998). En Estados Unidos, específicamente, se clasificaron los digestores para obtener biogas a partir de residuos orgánicos en tres tipos principales dependiendo del porcentaje de sólidos que cada uno de ellos debe manejar (EPA, 2000a), así: laguna cubierta (covered lagoon), digestor de mezcla completa (complete mix digester) y digestor de flujo tapón (plug-flow digester). Cada tipo de digestor posee una norma donde se especifican todas las variables a tener en cuenta para su construcción y operación. De la misma manera, en Asabe (2000) y en CFBC (1998) se consignan las indicaciones a tener en cuenta para el manejo de los residuos orgánicos desde el sitio donde se recogen hasta el digestor. Dentro de los muchos casos exitosos reportados en la literatura y en Internet (http://www.agstar.com/) se encuentra el proyecto Minnesota (The Minnesota Project, 2000), donde se documenta todo el desarrollo del trabajo técnico y económico, y la forma como han logrado vender la energía que producen a la red eléctrica nacional.
Por todo lo anterior, el desarrollo de biodigestores alimentados con residuos de ganado vacuno representa una opción de interesantes ventajas a pequeña y mediana escalas, lo cual requiere además de un estudio financiero juicioso si se quieren implementaciones a gran escala
En el presente documento se describen el diseño preliminar y la evaluación financiera de una planta productora de biogas, la que será alimentada con los residuos orgánicos de 1.300 reses de ganado vacuno, y que se destinará a producir parte de la energía de funcionamiento consumida en una instalación agropecuaria de 1.500 empleados. Para la realización del diseño preliminar se han consultado y aplicado normas y recomendaciones provenientes de diferentes entidades expertas, tales como: Natural Resource Conservation Service (NRCSS), Canadian Farm Building Code (CFBC), American Society of Agricultural and Biological Engineers (ASABE), American Institute for Steel Construction (AISC), American Concrete Institute (ACI). Además se incluyen recomendaciones presentadas en el Agricultural Waste Management Field Handbook (NRCS).
En el documento se plantean las consideraciones de diseño para cada uno de los elementos de la planta de producción de biogas, tales como: el establo, los espacios para almacenamiento de alimento, el tanque de recolección de biogas y efluente, el digestor, el sistema de control, así como la planta piloto, que debe ser construida a escala de la planta original y sobre la que se deben realizar pruebas antes de la construcción del diseño final.
En la parte final del documento se hace un estudio económico para verificar la factibilidad de la instalación y el montaje de una planta de las dimensiones propuestas.
Diseño propuesto
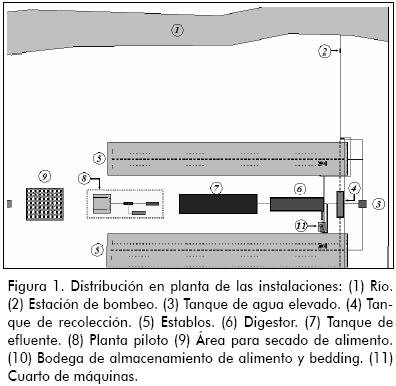
A continuación se presenta la descripción de las principales consideraciones de diseño para cada una de las partes que conforman la planta de generación de biogas, las cuales se listan a continuación y se ubican dentro del plano de distribución general de la Figura 1.
La planta consta de las siguientes partes:
-Establo
-Almacenamiento de material de cama
-Bodega para almacenamiento del alimento
-Secado del alimento
-Tanque de recolección de estiércol
-Digestor
-Tanque para almacenamiento de efluente
-Cuarto de máquinas
-Sistemas de control de proceso
-Planta piloto
A continuación se presentan las consideraciones de diseño y las soluciones sugeridas para cada uno de estos elementos.
Establo, bodega de almacenamiento y sistema de transporte y dosificación del alimento
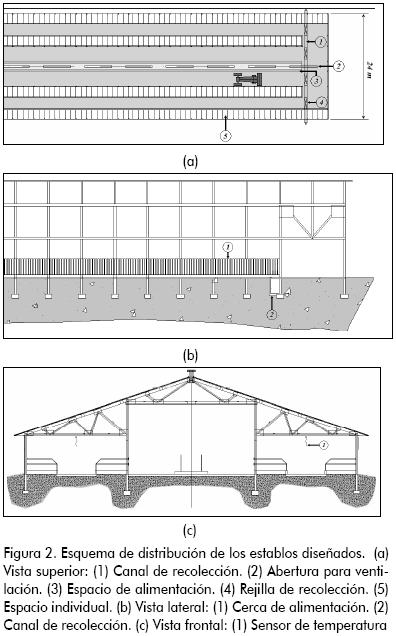
El establo es diseñado utilizando las consideraciones estipuladas en el Canadian Farm Building Code (CFBC, 2007) teniendo en cuenta que sus parámetros de diseño y funcionamiento deben estar acorde con el tipo y tamaño del digestor. Según lo anterior, el establo se debe ubicar en un sitio donde exista un buen drenaje de agua lluvia, y proveer buenos accesos para el manejo del alimento y de los residuos orgánicos, lo cual se observa en el plano de distribución de la Figura 1. Se opta por una configuración de estabulación libre (free stall), en la cual los animales pueden moverse sin restricciones por el establo y dormir en espacios individuales. Esta decisión se toma teniendo en cuenta que es la opción preferida cuando se tienen más de cincuenta (50) cabezas de ganado (CFBC, 2007); además, se trata de la alternativa más económica tanto en construcción como en mantenimiento. El establo diseñado está compuesto por cuatro pasillos y cuatro filas de establos individuales, tiene una longitud total de 366 m, un ancho de 24 m, y abarca un área de 8.784 m2, tal como se muestra en la Figura 2. Como material de cama (o bedding) utilizado para brindar comodidad y limpieza a los animales, se escoge el papel periódico, dada la facilidad de adquisición y la efectividad probada para esta actividad (Hogan et al. 2007, Gunderson et al., 2007, PDEP 2007). Se determina que por cada animal se debe proveer 0,7 kg de papel por día (dado que el material de cama requiere ser cambiado dos veces al día) (CFBC, 2007), lo cual hace que se necesiten diariamente 910 kg de papel periódico. Se precisa entonces de acondicionar un espacio de almacenamiento que tenga una capacidad para guardar por lo menos 5.000 kg del material; teniendo presente que la densidad del papel periódico es aproximadamente 254 kg/m3, se requiere un volumen de almacenamiento igual a 19,6 m3, el cual se dispuso cerca de los establos, como se muestra en el plano de la Figura 1.
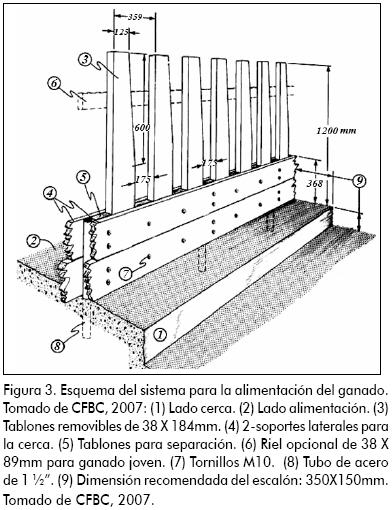
En el centro del establo se encuentra el espacio de alimentación, que consiste en una cerca de madera con dimensiones especiales, cuyos postes se pueden retirar con el fin de dar alimentación a los animales en horarios específicos. El esquema de este sistema para la alimentación de los animales se halla ilustrado en la Figura 3.
Adicionalmente, la planta debe contar con un espacio para guardar el alimento para el ganado, y poseer los dispositivos o mecanismos especiales para transportarlo desde la bodega de almacenamiento hasta el espacio de alimentación, proveyendo material en forma suficiente y oportuna. Para esto se puede contar con un cuarto fuera del establo y un carro para el transporte del material dentro de este, o bien disponer de un silo de almacenamiento y un transportador de cangilones que lleve el material hasta el espacio de alimentación. Las dos propuestas son factibles, pero el silo es utilizado normalmente en lugares donde no hay disponibilidad constante de alimento, lo cual no coincide con las características del problema, ya que la planta se ubica en una región con un promedio de precipitación mensual alto (IDEAM, 2007), lo que garantiza una cantidad constante de alimento a lo largo del año.
La cantidad de alimento que consume cada animal es de 13,6 kg de pasto seco por día aproximadamente (CFBC, 2007), por lo cual se deben tener disponibles 17,7 toneladas diarias de alimento. Se recomienda tener un espacio para almacenar el 50% del alimento suministrado diariamente (CFBC 2007), esto quiere decir que se necesita un sitio que pueda almacenar hasta 26,5 toneladas de alimento seco, lo cual es equivalente a contar con un volumen de almacenamiento de 147 m3 (ver ubicación en la Figura 1).
Por otro lado, se debe tener presente que una vaca bebe entre 115 y 135 litros de agua en un día, esto quiere decir que se necesitan diariamente 162 m3 de agua, por lo que se debe tener tanque con capacidad mínima para 180 m3, la ubicación de este tanque se muestra en la Figura 1.
Como se menciona anteriormente, el alimento ha de almacenarse y suministrarse a los animales en forma seca. Esto es importante, ya que si el alimento está húmedo se descompone más fácilmente y no alimenta al animal, pues este no alcanza a digerir las proteínas contenidas en la materia nitrogenada. El secado del alimento se hará por exposición directa al sol, esparciéndolo en un área pavimentada de 730 m2 ubicada en la parte exterior de la planta (Figura 1), y dejándolo ahí hasta que alcance las condiciones necesarias, aprovechando así la alta temperatura de la región, la cual en promedio se encuentra cercana a los 27°C.
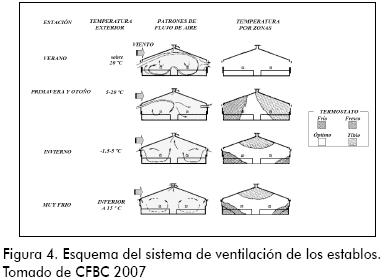
La ventilación del establo exige ser considerada para mantener una temperatura de confort, eliminar las corrientes de aire y la humedad excesiva que afecta a los animales. Para este diseño se escogió la ventilación natural utilizando cortinas plásticas de pared, ubicadas en los lados longitudinales del establo, operadas manualmente por medio de poleas. Además se dispone de una apertura a lo largo de todo el establo, la cual funciona como chimenea sacando el aire caliente por la parte superior y permitiendo que entre aire fresco por los lados del establo (Figura 4). La experimentación ha demostrado que la combinación mencionada anteriormente funciona correctamente siempre y cuando se tenga realimentación constante de la temperatura dentro del establo (CFBC, 2007). Esta realimentación se hace utilizando termocuplas convencionales ubicadas, cada cuatro metros aproximadamente sobre el eje longitudinal del establo y a dos metros sobre cada pasillo de establos individuales. Cuando la temperatura aumenta o disminuye sobre los niveles normales (Tabla 1), una señal le indicará al operario que debe abrir o cerrar las cortinas.
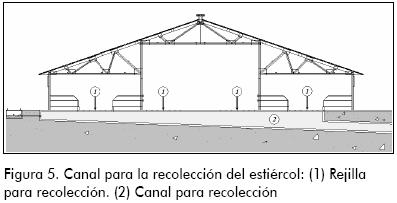
La recolección del estiércol hay que realizarla raspando el piso de cada pasillo, utilizando un vehículo (tractor preferiblemente) con una pala en su extremo delantero, el cual tiene que recorrer el establo de un extremo a otro, dos o tres veces por día. Al final del establo se encuentran unas rejillas por donde cae el estiércol a un canal de concreto (gutter), que lo conducirá hacia el tanque de recolección (Figuras 2 y 5).
Es de notar que los animales que se encuentren enfermos o en tratamiento especial con algún tipo de droga o antibiótico, serán desplazados hacia un establo para 20 animales, separado del principal, el cual conserva las mismas características de diseño y construcción del establo mayor. Estos animales deben ser separados, ya que su estiércol podría afectar enormemente el funcionamiento del digestor en caso de estar bajo tratamiento con antibióticos, puesto que estos matan a las bacterias metanogénicas (productoras de metano). El tratamiento de los residuos orgánicos de estos animales se explica junto con el tema de la planta piloto.
Tanque de recolección
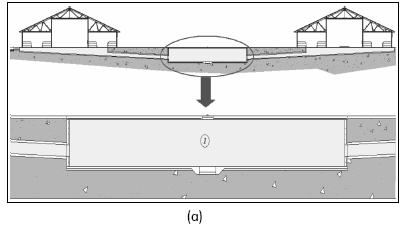
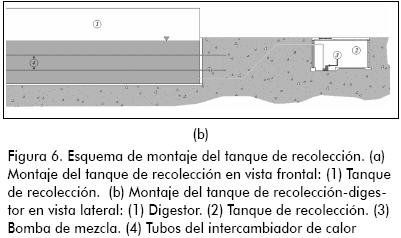
Como se dijo anteriormente, este elemento se encuentra ubicado entre los dos establos (Figura 1), su función es recoger el estiércol que ha sido transportado por el canal de concreto gracias a un chorro de agua a presión (traída desde un río por medio de una bomba y filtrada para eliminar las impurezas), el cual suministra una cantidad exacta de agua a la requerida por el digestor (1.500 galones/día aproximadamente (Duque et al. 2006; NRCSS, 1999)).
El diseño propuesto para el tanque posee entonces dos entradas para estiércol (recogido y mezclado), junto con una salida hacia el digestor (Figura 6). El volumen diario de producción de estiércol por animal es de 0,053 m3/día⋅vaca (GATE 2000, IIT 1983ª, Mandujano et al. 1981; Sasse, 1984), que equivalen a aproximadamente 50 kg/día⋅vaca de estiércol, con un porcentaje de sólidos totales supuesto de 13% (NRCSS 1999), lo que lleva a un volumen total diario de 68 m3 de estiercol aproximadamente. La cantidad de agua necesaria para que la mezcla mantenga un porcentaje de sólidos totales dentro del rango requerido por el digestor (11-13%) es de 0,0042 m3/día⋅vaca, de modo que el volumen total (estiércol+agua) almacenado en un día es de 74 m3 aproximadamente (70,4 toneladas de mezcla). El tanque diseñado tiene una capacidad mayor a tres veces el volumen de mezcla diaria, 260 m3, con el fin de tener la suficiente capacidad de almacenamiento en caso de un problema con el digestor o con cualquier otro componente de la planta. Se recomienda que la programación de la jornada de trabajo incluya la recolección del estiércol en horas tempranas de la mañana, con el fin de permitir que la mezcla permanezca un tiempo dentro del tanque para posteriormente introducirla al digestor a una temperatura adecuada, ya que un choque térmico fuerte puede ser fatal para las bacterias.
Conducción de la mezcla
La mezcla se enviará desde el tanque de almacenamiento al digestor utilizando una bomba marca Flygt 3067.090 F-LT-292, sumergible, conectada a un motor jaula de ardilla a 1.800 r.p.m. La curva de acople entre el sistema y la bomba da como resultado una cabeza de 5,41 m y un caudal de 78,9 gpm. La mezcla se conduce hacia el digestor por una tubería de 3, cuya configuración (tubería recta en dos tramos y con dos codos de 45 grados) se muestra en la Figura 6b.
La bomba se escoge considerando que ofrece características especiales para el manejo de mezclas con un cierto contenido de fibra, gracias a que posee un rotor con forma de S, el cual funciona adicionalmente como una cuchilla para la homogeneización de la mezcla; además cuenta con un embrague especial que permite desconectar el motor cuando algún objeto bloquea el rotor. Otra ventaja muy importante de este tipo de bombas es que posee un aparejo que permite desconectarla del tubo y sacarla para mantenimientos sin que el operador requiera entrar al tanque de recolección. Cabe anotar que el diseño del tanque de recolección está provisto de un foso especial para colocar la bomba, lo que garantiza que esta se mantenga sumergida evitando la aspiración de aire. Es importante mencionar que la bomba se encuentra en operación solamente cuando el digestor está en proceso de carga, manejando un caudal de aproximadamente 18 m3/hora. El tiempo de carga del digestor, que puede se visto inicialmente como excesivo cinco horas aproximadamente), presenta dos ventajas esenciales, la primera es que permite evitar el choque térmico que puede producirse si una gran masa de mezcla entra al digestor, y la segunda es que la descarga del material digerido se hace de una forma mucho más gradual, evitando que salga material sin digerir (corto circuito).
Digestor
Los digestores anaeróbicos trabajan bajo el principio de que en ausencia de oxígeno las bacterias presentes en el residuo orgánico pueden descomponerlo. La digestión de la materia orgánica ocurre en cuatro etapas básicas: hidrólisis, acidogénesis, acetogénesis y metanogénesis; en la etapa final, los compuestos intermedios formados en las etapas anteriores se rompen para formar metano, este gas (denominado biogás) es almacenado como producto principal del proceso. El biogas está compuesto por metano principalmente (del 55% al 70%) y dióxido de carbono (CO2), además posee ácido sulfhídrico en baja cantidad y trazas de agua y monóxido de carbono (CO). La mezcla digerida (producto secundario del proceso) debe guardarse en un tanque de almacenamiento hasta que pueda ser dispuesta, normalmente como abono, para un terreno.
Las bacterias productoras de metano florecen cuando el medio en el que se encuentran tiene un temperatura entre los 35% C y 40,5°C (en el rango mesofílico), aunque también existen bacterias que digieren mezcla a mayores temperaturas (rango termofílico), es de notar que los digestores calentados son más eficientes en su función de producir metano que los que no son calentados (Duque et al. 2006).
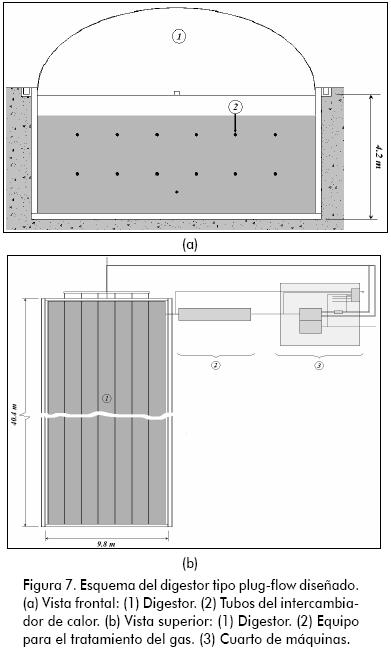
El digestor diseñado es del tipo plug-flow, esta clase de digestor tiene la ventaja de no necesitar ningún tipo de agitación, ni ninguna parte móvil. Trabaja sólo con estiércol vacuno (por su alto contenido de fibra) y debe cargarse con poca agua, por lo que debe tener un contenido de sólidos entre el 11% y el 13%, esto hace que el estiércol a procesar deba ser recogido del piso del establo. En este tipo de digestores, la permanencia de la mezcla dentro del digestor es de 20 días como máximo cuando la temperatura es 37,5°C (Duque et al. 2006), por lo tanto requiere poseer un intercambiador de calor interno o externo con el fin de mantener ese rango de temperaturas con variaciones no mayores a 0,5°C (Duque et al. 2006; NRCSS, 1999). El digestor puede ubicarse bajo tierra o por encima, tener almacenamiento de gas con techo en concreto o con globo, y normalmente posee dos entradas, una para la mezcla y otra para el intercambiador de calor, así como tres salidas: una para la mezcla digerida, otra para el intercambiador de calor, y otra para el biogas.
El volumen de mezcla recogido diariamente, multiplicado por el número de días que la carga va a estar en el digestor (20 días), permite conocer el volumen necesario del digestor, lo cual para el caso en estudio arroja una capacidad igual a 1.480 m3. Así mismo, el cálculo del digestor muestra que la producción de gas es de aproximadamente 2.440 m3/día (Duque et al., 2006). Para el almacenamiento del biogas se recomienda tener disponible en el digestor un espacio capaz de contener el gas producido durante cuatro a doce horas (NRCSS, 1999). De esta manera, escogiendo un espacio para el gas producido durante ocho horas se tendrá que disponer de un volumen de almacenamiento igual a 813 m3.
Bajo las anteriores consideraciones, se dimensiona un digestor que maneja una mezcla con un porcentaje de sólidos entre el 11% - 13%, bajo tierra, rectangular, el cual posee almacenamiento de gas con globo. De acuerdo a las recomendaciones de la norma NRCSS 1999, el digestor precisa tener las siguientes dimensiones: 40 m de longitud, 9,4 m de ancho y 4,20 m de alto (Figura 7). Para el almacenamiento del gas, disponer de cerca de 500 m2 de Hypalon, el cual debe sellarse con calor a las paredes del tanque y resistir los rayos ultravioleta y las condiciones climáticas adversas.
Conducción de biogas
La tubería seleccionada es de PVC para gas natural de 2 (Figura 8), en total con una longitud de 11 m aproximadamente. Se deben disponer válvulas de bola al principio y al final de la línea, junto con dos manómetros (marca Groth referencia 8170 y panel de referencia 8130) en las mismas posiciones. Adicionalmente, instalar, a la salida de la cubierta del digestor, un sensor de temperatura (termocupla tipo K con amplificador de voltaje), un sensor de presión (marca AllSensors referencia 1 PSI-G-4V), así como un sensor de caudal a la entrada al motor (marca Hoffer referencia HO, de turbina). Se incluye también una trampa de agua (marca Groth modelo 8460) y dos sistemas marca Groth (referencias 8400A, 8391B), que poseen válvula de alivio (la cual se usa en caso de una presión excesiva en el globo), trampa de llama y un quemador de exceso de gas, este último tiene una línea para pilotaje que puede ser alimentada con combustible convencional o con el mismo biogas. El diseño se complementa con un instrumento que registra la presión de gas a la salida (marca Gast referencia R4), la cual debe oscilar entre los 25,4 y los 50,8 centímetros de agua, dependiendo del caudal de salida de biogas.
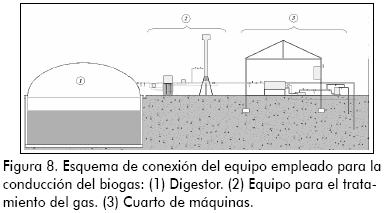
Hay que notar que considerando los diferentes accesorios y la distancia entre la salida de biogas y el salón de máquinas, de aproximadamente 11 metros, la caída de presión en la tubería es menor a 5 cm de agua.
Equipo para limpieza del biogas
Está ubicado en la primera parte de la tubería que sale del globo, y es destinado a limpiar el gas de dos componentes, principalmente el agua y el ácido sulfhídrico. El agua se condensa haciendo expansiones y contracciones bruscas en la tubería de conducción de biogas, en tanto que el ácido sulfhídrico se remueve utilizando filtros a base de óxido de hierro, los cuales remueven el azufre y deben ser renovados constantemente. Cuando el gas producido se utiliza sólo como combustible para motores, se recomienda muchas veces no limpiarlo, dado que la presencia de estos compuestos (agua y ácido sulfhídrico) no afectan el rendimiento ni los componentes del motor. Además, las emisiones de ácidos, asociadas a la composición del combustible gaseoso, son insignificantes en comparación a las emisiones obtenidas con un motor dedicado a Diesel (Fundacion Pesenca, 1992).
Aparece, sin embargo un problema, y es que existen componentes en la planta que pueden verse afectados con la mezcla de agua y ácido sulfhídrico (que puede formar ácido sulfúrico). Por tanto, la mejor solución es remover solamente el agua del biogas, dado que es el procedimiento más sencillo, económico y de fácil mantenimiento.
Tanque del efluente
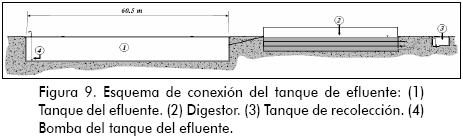
Este tanque se encarga de recoger la mezcla digerida, a emplear posteriormente como material de abono. El tanque de efluente se fabrica de la misma forma que el de recolección y que el digestor; se encuentra bajo el nivel del piso y posee una capacidad de aproximadamente nueve veces la del tanque de recolección (5.880 m3) (NRCSS, 1999). Tiene una entrada y una salida (Figura 9) y sus dimensiones son: 60 m x 14 m x 7 m (longitud, ancho, alto). Se utiliza la misma bomba descrita para el tanque de recolección y mezcla, siendo su función la de descargar el contenido del tanque para utilizarlo como abono.
Selección de equipos con consumo de biogas
Como parte del proyecto desarrollado, se lograron identificar los equipos de la instalación agropecuaria que deberían ser dedicados a biogas. Una de las posibles áreas de servicio del biogas se trata de la cocina, donde se preparan los alimentos empleando marmitas alimentadas con vapor que proviene de una caldera diesel. Por otro lado, se identificaron dos generadores eléctricos diesel de 850 kW cada uno.
Los requerimientos energéticos están dados por el consumo destinado a la alimentación de 1.500 personas y el suministro de 500 kW de energía eléctrica (0.14 kWh), producida por uno de los dos generadores. De modo que, si sólo se utiliza el biogas producido en el digestor para generar la energía eléctrica requerida, se necesitarían aproximadamente 9.000 m3/día4. Como se determinó en el digestor una producción aproximada de 2.440 m3/día, entonces se evidencia un déficit de biogas de 6.560 m3/día.
La solución más económica y de fácil implementación encontrada consiste en la adaptación de los motores diesel de los generadores, de modo que tengan una doble dedicación (diesel y gas natural); lo anterior se logra simplemente ubicando una tubería de conducción de biogás después del filtro de aire. Esta solución representa un ahorro considerable, pues con el volumen de biogás producido se pueden generar hasta 246 kW5 (0.068 kWh) de energía eléctrica, lo cual equivale a un ahorro aproximado del 50% en los costos del combustible diesel. Acudiendo a cálculos más cuidadosos, si se utiliza todo el biogas, y suponiendo un funcionamiento del motor-generador de veinticuatro horas, con combustible dual (biogas y Diesel), se necesitarían por día 1.838 lts (485 gal) de diesel, contra 2.970 lts (785 gal), que serían indispensables sin el uso del biogas. De esta forma se alcanza un ahorro real de 1.132 lts/día (299 gal) en el combustible diesel, con lo que se obtiene un porcentaje de sustitución energético de diesel por biogas del 68%.
Intercambiador de calor
Existe un intercambiador de calor asociado al diseño, ubicado dentro del digestor, cuyo fin es el de elevar la temperatura de la mezcla para mejorar la eficiencia de la digestión. La solución desarrollada para suplir esta función consiste en conducir el agua de refrigeración desde el motor diesel del generador eléctrico hasta el interior del digestor y del tanque de recolección, empleando intercambiadores de calor.
La temperatura del agua a la salida del motor y la entrada del digestor es de aproximadamente 94°C, para mantener los 37,5°C dentro del digestor se tiene un flujo de agua de 70 gpm (suministrados por una bomba igual a la utilizada para la mezcla en el tanque de recolección). El agua es conducida por una tubería de 2, trazada bajo tierra a la salida de esta del cuarto de máquinas, a lo largo de 32 metros aproximadamente, para llegar a un colector de 4 de diámetro que se encarga de repartir los casi 12 gpm de agua por cada uno de los seis tubos del intercambiador, los que pasan dos veces por el digestor y tienen una longitud aproximada de 81,5 m cada uno. Se calcula que a la salida del digestor el agua debe tener una temperatura de entre 43% y 73 °C, dependiendo del coeficiente global de transferencia de calor. Si este coeficiente es muy bajo (del orden de 50 W/m2K (Mills 1995)), la temperatura de salida estará cercana a los 73 °C y la efectividad del intercambiador será muy baja (38%). Si por el contrario, el coeficiente global de transferencia de calor es alto (cercano a los 250 W/m2K (Mills, 1995)), la temperatura de salida será baja y la efectividad del intercambiador alta (91%). Resulta importante aclarar que esta es la máxima efectividad de intercambio de calor que puede conseguirse empleando el diseño propuesto. A la salida del digestor el agua va directo hacia un radiador, que se encarga de bajar la temperatura hasta un valor cercano a la temperatura ambiente. Las pruebas muestran que la carga inicial del digestor demora aproximadamente diez días en alcanzar su temperatura óptima (37,5°C).
Control
La temperatura del digestor se monitorea midiendo la temperatura de salida del biogas, en tanto que la presión interna del mismo se regula empleando una válvula de alivio y un quemador de exceso de gas de la siguiente forma: si en algún momento el motor deja de funcionar, el gas en exceso, o sea el que sobrepase una presión determinada sin abrir la válvula de alivio, será desviado hacia el dispositivo quemador de gas explicado en la sección de conducción del biogas.
Como instrumento de control se utiliza un PLC, las entradas están dadas por un sensor de temperatura del biogas a la salida del digestor, un sensor de presión de biogas a la salida (registra una señal constantemente para identificar cambios bruscos que signifiquen fugas), los sensores de temperatura ubicados en el establo (que simplemente dan una señal luminosa en el panel de control para que un operario abra o cierre las cortinas plásticas para la ventilación, según sea el caso dependiendo de la dirección del viento), los sensores de demanda eléctrica (detectan si hay sobredemanda, o si por el contrario, no hay demanda de energía eléctrica, con lo que se da la orden de apagar el motor), las fotoceldas (dan la orden al PLC de encender las luces del establo y alrededores), un sensor de caudal de agua de refrigeración (determina el nivel mínimo del agua de refrigeración del motor y envía la señal de apagado del mismo de ser necesario), un sensor de caudal de biogas (lleva un control de la producción y da señales luminosas cuando esta ha bajado considerablemente, con el fin de revisar el digestor y aumentar la cantidad de combustible diesel en el motor), y el sensor de caudal de agua para la mezcla (el llenado del tanque de recolección se hace manualmente simplemente oprimiendo el botón de encendido de la bomba, a partir de ese momento el PLC debe esperar la señal del sensor, apagando la bomba cuando el caudal necesario se haya completado). Se plantea la implementación de otros sensores para la medición del PH de la mezcla en digestión, la composición del biogas (CH4, H2S, CO2, H2O) y la composición del efluente, ya que sirven para corregir algunos aspectos del proceso de carga de la mezcla.
Planta piloto
Se desarrolla el diseño de una planta piloto a una escala 1:65, la cual cuenta con los mismos elementos de la planta real. Además de las pruebas preliminares de funcionamiento, el establo de esta planta se construirá para el cuidado y tratamiento de animales enfermos. La recolección del estiércol se efectuará de la misma forma que para el diseño más grande, al igual que la mezcla con agua. La mezcla será conducida empleando una bomba (con las mismas características de la bomba de la planta real) hacia un digestor de 28 m
Estudio económico
Para el estudio económico se determinó una inversión inicial para la planta igual a $3.800´000.000, aproximadamente. Los costos anuales de operación y mantenimiento (EPA, 2000a; EPA, 2000b) fueron calculados así: funcionamiento de los equipos de la planta ($15´292.200), costo de la mano de obra ($63´360.000), costo de mantenimiento y repuestos (5% de la inversión inicial), depreciación (por el método SYD), cargas de capital (10% de la inversión inicial), costo de combustible ($868´732.000, con $5.000/galón como precio base6 y un incremento anual equivalente a la amortización considerada del 6%). El tiempo de vida de la planta se toma a 15 años y todos los valores se amortizan con el 6% anual, exceptuando los costos de mantenimiento, y repuestos con un 5% anual. Por otro lado, los ingresos anuales que la planta recibe son por concepto de: la energía eléctrica producida ($497´678.849, con $170/kwh como base), ahorro en compra de combustible ($535´567.800) y valor del abono producido ($1.404´522.029). Con estos valores el proyecto muestra que la inversión inicial se recupera al cabo del séptimo año y se obtiene un valor presente neto calculado para quince años igual a 2.800 millones de pesos (Figura 10).
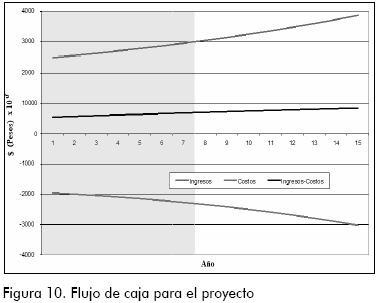
Es importante anotar que el abono se cotiza a $40/kg sin aumentar anualmente, y comercialmente tiene un valor de $200/kg. También dejan de incluirse los ingresos obtenidos por diferentes beneficios asociados con la instalación de la planta, tales como la reducción de moscas y de malos olores, estos últimos evaluados normalmente entre US$5.000-10.000 por año (EPA 2000a; EPA, 2000b, The Minnesota Project 2000). Otro beneficio no incluido es el de la disminución de la carga contaminante del efluente, con un valor aproximado de US$1.000 por año (CNPLC, 19).
Conclusiones
Se desarrolla y presenta la metodología para el diseño de una planta productora de 2.440 m3 de biogas por día, la cual permite la generación de 500 kW de energía eléctrica para una instalación agropecuaria de 1.500 empleados, a partir de los residuos orgánicos de 1.300 reses de ganado vacuno. El diseño abarcó no solo los equipos destinados a la producción del combustible gaseoso (digestor plug-flow, intercambiador de calor y equipos para limpieza y conducción del biogas), sino que tuvo en cuenta otros sistemas encargados de recolectar, transportar y almacenar la mezcla hasta el digestor (establos, espacios para el almacenamiento y secado del alimento para el ganado, tanque de recolección, tanque de efluente, bombas de transporte de agua y materia orgánica). La metodología empleada para el diseño es efectiva, además prueba que al tener el tipo de documentos guía (normas, recomendaciones, etc.), facilita el proceso de diseño y permite regularizar la forma en que todos los actores deben trabajar, esto es muy importante para la etapa de revisión e interventoría.
El análisis financiero del proyecto concluye que se requiere una inversión cercana a los cuatro mil millones de pesos colombianos, los cuales son recuperados transcurridos siete años de operación de la planta. Los ingresos asociados al funcionamiento de la planta están relacionados con el ahorro en la compra del combustible diesel, la energía eléctrica producida y la venta del efluente como abono orgánico. Es de resaltar que los valores considerados para estos ingresos fueron calculados de forma conservadora, pudiéndose presentar un retorno de la inversión anterior al periodo previsto, siempre y cuando el precio del combustible diesel no varíe en un porcentaje mayor a la inflación en Colombia, lo cual no ha sucedido en los últimos cinco años, donde el combustible diesel ha aumentado de precio hasta un 11% por encima de la inflación.
Como conclusión final puede decirse que es factible técnica y económicamente la construcción de una planta de manejo de residuos sólidos orgánicos, de ganado vacuno, en los campos de Colombia.
Bibliografía
American Concrete Institute (ACI)., Building code requirements for reinforced concrete., ACI 318-05/318R-05, 2005. [ Links ]
American Institute of Steel Construction (AISC)., Manual for steel construction., 1999. [ Links ]
American Society of Agricultural and Biological Engineers (ASABE)., Agricultural management field handbook, 2000. [ Links ]
Canadian Farm Building Code (CFBC)., Canada Plan Service series 2000 dairy cattle., 2007. [ Links ]
Centro Nacional de Producción más limpia de Colombia (CNPLC)., Mejoramiento ambiental y productivo de la explotación porcícola: Granja porcícola Incafos., Disponible en: http://www.conep.org.pa/prodlimpia/templates/sec_porcino_ref.php, consultada el 30 de junio de 2007. [ Links ]
Doelle, H., Biotechnology and Human Development in Developing Countries., Electronic Journal of Biotechnology, Vol. 4, No. 3, 2001. [ Links ]
Duque, C., Galeano, C., Mantilla, J., .Plug flow biodigester evaluation., Livestock Research for Rural Development., Vol. 18, No. 04, 2006. [ Links ]
Eggeling, G., Guldager, R., Guldager, H., Hilliges, G., Sasse, L., Tietjen, C., Werner, U., Instrucciones para la construcción de una planta de biogás., GATE, Deutsche Gesellschaft fur Technische Zusammenarbeit, Bremen, Alemania, 19--. [ Links ]
Energy Protection Agency (EPA)., Agstar Handbook., 2000a. [ Links ]
Energy Protection Agency (EPA)., Agstar Software., 2000b. [ Links ]
Espinel, R., La Fundación CIPAV y su participación como ONG Colombiana en el desarrollo agropecuario sostenible para el trópico., Vol. 9, No. 5, 1997. Disponible en: http://www.cipav.org.co/lrrd/lrrd9/5/ruben951.htm. [ Links ]
Fundación Pesenca., El biogas y sus aplicaciones., Vol. 1, Barranquilla, Colombia, 1992. [ Links ]
GTZ Project., Biogas Basics., Disponible en: http://www.gtz.de/de/dokumente/en-biogas-volume1.pdf, consultada el 30 de junio de 2007. [ Links ]
Greenhouse Gas Technology Center (GGTC)., Test and Quality Assurance Plan-Electric power and Heat Production using renewable gas at a dairy farm., 2004. Disponible en: http://www.epa.gov/etv/pdfs/testplan/03_tp_biogas.pdf, consultada el 30 de junio de 2007. [ Links ]
Gunderson, S., Wise, G., Roach, J., Muench, D., Using chopped newspaper for animal bedding., University of Wisconsin, 2007. Disponible en: http://learningstore.uwex.edu/pdf%5CG3546.pdf, consultada el 30 de junio de 2007. [ Links ]
Hogan, J., Smith, K., Howard, S. y Heimlich, J., Newsprint bedding for dairy cattle, The Ohio State University., 2007. Disponible en: http://ohioline.osu.edu/cd-fact/0127.html, consultada el 30 de junio de 2007. [ Links ]
Instituto de Hidrología, Meteorología y Estudios Ambientales (IDEAM)., Series Históricas para precipitación por estación en Colombia., 2006. [ Links ]
Instituto de Investigaciones Tecnológicas (IIT)., Estudio sobre obtención de Biogás a partir de desechos orgánicos., Informe final a Colciencias, 1983. [ Links ]
IMTE AG Switzerland Power Consulting Engineers., Biogas Technology., 2007. http://www.imteag.com/2-2005-10.pdf, consultada el 30 de junio de 2007. [ Links ]
Domínguez, P., Ly, J., Biodigestores como componentes de sistemas agropecuarios integrados., 2004. Disponible en: http://www.sian.info.ve/porcinos/publicaciones/encuentros/viii_encuentro/Sistemas/pedro.htm, consultada el 30 de junio de 2007. [ Links ]
Mandujano, M., Felix, A., Martinez, A., Biogás, Energía y fertilizantes a partir de desechos orgánicos: Manual para el promotor de la tecnología., Publicaciones especiales OLADE No. 6, México, 1981. [ Links ]
Mills, A., Transferencia de Calor., Addison-Wesley Iberoamericana, 1995. [ Links ]
Ministerio de Minas y Energía-República de Colombia., Balances energéticos 1975-2006., 2007. [ Links ]
Natural Resource Conservation Service (NRCS)., Agricultural Waste Management Field Handbook., 1998. Disponible en: http://www.info.usda.gov/CED/, consultada el 30 de junio de 2007. [ Links ]
Natural Resource Conservation Service Standards (NRCSS)., Methane production and recovery - plug flow digester Code 363-I., 1999. [ Links ]
Pennsylvania Department of Enviroment Protection (PDEP)., Newsprint as Animal Bedding., 2007. Disponible en: http://www.dep.state.pa.us/dep/deputate/airwaste/wm/RECYCLE/FACTS/ANMALBED.htm, consultada el 30 de junio de 2007. [ Links ]
Preston, T. R., Rodriguez, L., Low-cost biodigesters as the epicenter of ecological farming systems., Proceedings Biodigester Workshop, 2002. Disponible en: http://www.mekarn.org/procbiod/prest.htm, consultada el 30 de junio de 2007. [ Links ]
Rodríguez, L., Preston, T., Biodigester installation manual., Published online in FAO site: http://www.fao.org/WAICENT/FAOINFO/AGRICULT/AGA/AGAP/FRG/Recycle/biodig/manual.htm, 19--. [ Links ]
Rutamu, I., Low cost biodigesters for zero grazing smallholder dairy farmers in Tanzania., Livestock Research for Rural Development, Vol. 11, No. 2, 1999: http://www.cipav.org.co/lrrd/lrrd11/2/inno112.htm. [ Links ]
Sasse, L., La Planta de biogás, bosquejo y detalle de plantas sencillas., Deutsches Zentrum für Entwicklungstechnologien (GATE), Alemania, 1986. [ Links ]
The Minnesota Project, Haubenschild Farms: Anaerobic Digester, Final Report, December, 2000. [ Links ]
Unidad de Planeación Minero Energética (UPME)., Plan energético nacional 2007-2025 contexto y estrategias, 2007. [ Links ]
Xuan, B, Preston, T. R., Dolberg, F., The introduction of low-cost polyethylene tube biodigesters on small scale farms in Vietnam., Livestock Research for Rural Development. Vol. 9, No.2, 1997: http://www.cipav.org.co/lrrd/lrrd9/2/an92.htm. [ Links ]
Zapata, A., .Utilización del Biogás para generación de electricidad., 1997. Disponible en: http://www.cipav.org.co/cipav/resrch/energy/alvaro1.htm, consultada el 30 de junio de 2007. [ Links ]
4 Suponiendo un consumo de 0,75 m3/kWh (Fundación Pesenca, 1992).
5 Cálculos hechos con un poder calorífico inferior para el combustible Diesel de 45 MJ/kg (obtenido en laboratorio), y para el biogas de 16 MJ/kg (GATE, 2000; GGTC, 2004; IMTE, 2007).
6 Precio para el combustible Diesel el 30 de marzo de 2007.

