










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.29 no.3 Bogotá Sept./Dec. 2009
Adriana Marcela Osorio Correa1 , Juan Miguel Marín2 , Juan Felipe Peláez Restrepo3 y Gloria María Restrepo Vásquez4
1 Ingeniera química. M.Sc., en Ingeniería. Estudiante Ph.D. Investigadora, grupo Procesos Fisicoquímicos Aplicados – PFA, Facultad de Ingeniería, Universidad de Antioquia, Colombia. eamoc822@udea.edu.co
2 Ingeniero químico. Ph.D. Profesor, grupo Procesos Fisicoquímicos Aplicados – PFA, Facultad de Ingeniería, Universidad de Antioquia, Colombia. jmmarin@udea.edu.co
3 Ingeniero químico. Investigador asociado, grupo Procesos Fisicoquímicos Aplicados – PFA, Facultad de Ingeniería, Universidad de Antioquia, Colombia. felipepelaez80@hotmail.com
4 Ingeniera química. Ph.D. Profesora, grupo Procesos Fisicoquímicos Aplicados – PFA, Facultad de Ingeniería, Universidad de Antioquia, Colombia. gloma@udea.edu.co
RESUMEN
Se evaluó un sistema de clasificación hidráulica para separación diferencial de mezclas sólidas en 4 puntos de descarga equidistantes, mediante un diseño factorial 23 para cada una de estas descargas, siendo los factores a evaluar el caudal en 0,9 y 2,7 m3/h, la densidad en 1.420 y 2.520 kg/m3 y el tamaño de partícula en 0,0005 y 0,002 m, la variable de respuesta fue el grado de recuperación de cada material; los modelos obtenidos mediante el software estadístico Stat-Graphics presentaron correlaciones mayores del 99%, los modelos se validaron experimentalmente en dos casos: primero, clasificación de un material en diversos tamaños e igual densidad, y segundo, separación de dos materiales de igual tamaño pero diferente densidad. Los materiales usados fueron carbón y cuarzo; estos se caracterizaron en término de sus propiedades como partículas; individuales y como masa de partículas, la separación por tamaños se hizo mediante análisis granulométricos por tamizado. Los porcentajes de error en el primer caso resultaron ser bajos, entre 0,7 y 14%, sin embargo, para el segundo caso los errores en la predicción de la separación del material más pesado resultaron muy elevados (superiores a 50%), debido tal vez a la naturaleza del material. Finalmente, los modelos encontrados se constituirán como una base para seguir estudiando aquellas variables de operación y diseño que en la práctica determinan la respuesta dinámica y el rendimiento operacional de estos procesos, para la búsqueda de condiciones óptimas de operación.
Palabras clave: clasificación hidráulica, separación diferencial, elutriación, mezclas sólidas.
ABSTRACT
A hydraulic classification system having four equidistant discharge points for solid mixtures was evaluated using a 23 factorial experimental design for each discharge. The evaluation factors consisted of 0.9 to 2.7 m3/h flow rate, 1,420 to 2,520 Kg/m3 particle density and 0.0005 to 0.002 m particle size. The response variable was the degree of each material's recovery efficiency. Stat Graphics statistical software was used for obtaining the theoretical models, showing higher than 99% correlation between them. The theoretical models were experimentally validated for two cases: classifying different sized material having the same density and classifying materials having equal size but different density. Coal and quartz were the materials used for the model; they were characterised in terms of their propertied as individual particles and as a mass of particles. Size separation was done by sieve (granulometric) analysis. Error percentages were low (0.7% to 14%) in the first experimental case; however, errors in the second case in predicting the separation of heavier material were very high (above 50%), perhaps due to the nature of the material. The above models will form the basis for continuing to study these operating and design variables which in practice determine such processes' dynamic response and operational performance for the ongoing search for optimum operating conditions.
Keywords: hydraulic classification, differential separation, elutriation, solid mixture.
Recibido: noviembre 25 de 2008
Aceptado: octubre 22 de 2009
Introducción
Los métodos gravimétricos se usan para clasificar y separar una gran diversidad de minerales, que varían desde los sulfuros pesados como la galena (peso específico 7,5) hasta el carbón (peso específico 1,3), y para tamaños de partículas muy finos. Estos métodos tienen gran aceptación debido a que los costos de operación son menores comparados con otros procesos que tienen el mismo objetivo, tales como la flotación y la floculación. Las técnicas modernas gravimétricas han demostrado ser eficientes para partículas de mineral en el rango de 10-50 Μm y, asociadas a tecnologías mejoradas de bombeo e instrumentación, han sido implementadas en plantas de gran capacidad.
En muchos casos una alta proporción de los minerales de un cuerpo mineralizado pueden ser preconcentrados a un menor costo y más ecológicamente. La separación gravimétrica de material grueso tan pronto se ha alcanzado su liberación, puede tener significativas ventajas para su tratamiento en etapas siguientes, debido a la disminución del área, mejor desagüe y la ausencia de químicos adheridos que pueden dificultar los procesos posteriores (Svarovsky, 2000).
Pese a todo lo anterior pareciera ser que la importancia económica de procesos como la reducción de tamaño (obviamente la etapa más costosa en el procesamiento de un mineral, y la importancia estratégica de la flotación como proceso de concentración) han relegado este tipo de operaciones a un sitio de menor relevancia, debido a que cuando el tratamiento de un mineral se desarrolla normalmente las separaciones gravimétricas pueden considerarse como etapas auxiliares y no fundamentales en la planta, sin embargo la situación cambia cuando surgen problemas en la sedimentación o filtración de concentrados o relaves, originados la mayor parte de las veces en un cambio en la composición de la mena tratada; entonces, no es posible recuperar toda el agua necesaria en la planta, no se logran las humedades especificadas del producto o cuando no se obtienen las separaciones deseadas, cuando la separación gravimétrica cobra una importancia fundamental (Concha, 2001).
La separación gravimétrica tiene dos propósitos principales: el primero es la clasificación, donde la separación se lleva a cabo de acuerdo al rango de tamaño y se utilizan minerales de la misma densidad; y el segundo es conocido como concentración, que consiste en realizar una separación de acuerdo a las distintas densidades de minerales que posean aproximadamente un mismo rango de tamaño. Estas separaciones se deben a un movimiento relativo, ocasionado por la gravedad y otras fuerzas como la que ofrece al movimiento de un cuerpo, o un fluido viscoso como el agua, el aire, entre otros (Alcalá et al., 2003).
Una de las técnicas de separación gravimétrica más usada es la clasificación diferencial, también conocida como elutriación. Ésta puede llevarse a cabo vía húmeda o seca, dependiendo del tipo de fluido (líquido o gas), siendo el método húmedo la técnica más sencilla y de menor complejidad. Tal procedimiento se basa en la diferencia de las velocidades de sedimentación adquiridas por las partículas sólidas al viajar a través de un fluido en movimiento (Coulson y Richardson, 1979). El elutriador es el equipo en el cual se lleva a cabo esta operación, consistente en un cilindro largo con fondo cónico, provisto de una entrada de fluido en la parte inferior para generar un flujo ascendente, un matraz en el fondo para recuperar las fracciones pesadas y una descarga en la parte superior, por donde se recupera la fracción más fina de la muestra (Mc Cabe, 1979; Perry, 1982).
No es muy amplio el conocimiento en cuanto a los parámetros que gobiernan la modelación y el diseño de dicho tipo de equipos; sin embargo, en los últimos años los elutriadores o clasificadores diferenciales han sido utilizados en la separación de coque de desechos de descarga (Goodwell, 1980), para la recuperación y transporte de minerales muy finos (Cutchey Keirle, 1990; Tento y Vinzon, 2004) y en la reducción de impurezas en muestras de interés particular (Rezende et al., 2003). A nivel piloto y de laboratorio se han diseñado equipos para la elutriación de suelos (Calderón, 2003) y para la determinación de la distribución granulométrica del tamaño de micropartículas (Salinas et al., 2005).
El propósito de este estudio fue el de evaluar un sistema hidráulico de clasificación y separación diferencial con el objetivo de encontrar un modelo estadístico que predijera las mejores condiciones de separación de mezclas sólidas de interés industrial, usando como factores el caudal, el tamaño de partícula y la densidad y tomando como variable de respuesta el grado de recuperación de un monotamaño para cada una de las salidas del equipo. El modelo fue validado para dos casos: el primero, la separación granulométrica de un material para una misma densidad y diferentes tamaños de partícula (carbón desde malla 10 hasta malla 35), y el segundo, la separación granulométrica de dos materiales para dos densidades pero igual tamaño (carbón y cuarzo malla 20), encontrándose porcentajes de error en la predicción de la separación para un mismo material pero diferentes granulometrías (caso 1) entre 0,7 y 14%, y para la predicción de la separación del material más pesado (caso 2) resultaron muy elevados (superiores a 50%) debido tal vez a la naturaleza del material.
Experimental
Materiales y equipos
Sistema de clasificación hidráulica con 4 descargas (elutriador) provisto de un reservorio para recirculación y con un sistema de bombeo para asegurar el flujo ascendente de agua. Las muestras fueron caracterizadas de acuerdo con su tamaño, usando una serie de tamices normalizada: U.S.A Certificate Standard Testing Sieve ASTM E 11/01 y sometiéndolas a tamizado en una rotap durante un período de 15 minutos; la cantidad de muestra a separar fue pesada en una balanza analítica, antes y después de la separación una vez éstas eran secadas en una mufla programable.
Para la determinación de las velocidades de sedimentación se usaron probetas calibradas y cronómetro; finalmente, para la realización y análisis del diseño de experimentos se empleó el software estadístico Stat-Graphics Plus 4.1.
Metodología
Preparación y caracterización de la muestra
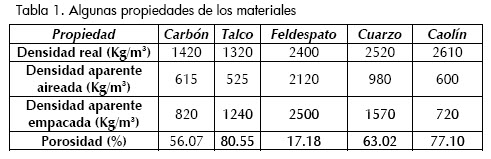
Se seleccionaron cinco materiales para realizar las evaluaciones: carbón, cuarzo, talco, caolín y feldespato, a los cuales se les determinaron propiedades como densidad real, densidad aparente aireada, densidad aparente empacada y porosidad.
Clasificación y separación de las muestras
De los materiales mencionados anteriormente se seleccionaron como muestras modelo el carbón y el cuarzo, teniendo en cuenta su gran diferencia en densidad y color.
Se eligieron cuatro tamaños: 2.000, 1.410, 840 y 500 Μm (0,002, 0,00141, 0,00084, 0,0005 m) correspondientes a las fracciones retenidas en las mallas 10, 14, 20 y 35. La separación se hizo mediante tamizado en un ro-tap por un período de 15 minutos.
Determinación de las velocidades de sedimentación
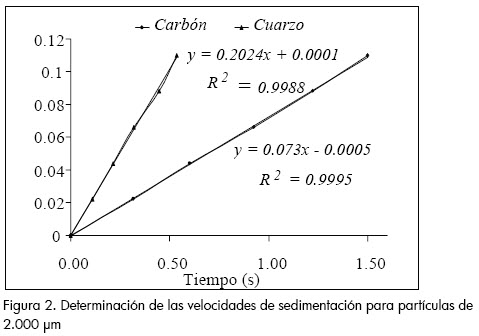
Las velocidades de sedimentación se determinaron por el método de Kinch-Roberts (Kinch, 2001; Acién et al., 2001), el cual consiste en dejar caer libremente las partículas en una probeta con el fluido de interés, en este caso agua, y cronometrar el tiempo en el cual las partículas han recorrido determinada altura. Al graficar los datos experimentales de altura frente al tiempo, la pendiente de la curva resultante representa la velocidad de sedimentación de la partícula.
Diseño de experimentos
Para la evaluación del sistema de clasificación se utilizó un diseño de experimentos tipo factorial 23. Las variables seleccionados fueron: caudal con valores de 0,9 y 2,7 m3/h; tamaño de partícula con valores de 0,0005 y 0,002 m; la densidad con valores de 1.420 y 2.520 kg/m. La variable de respuesta fue el porcentaje de recuperación de un monotamaño por cada una de las salidas del equipo, siendo la salida 1 (V1) la de la parte superior y la salida 4 (V4) la de la parte inferior (Figura 1). Los ensayos se hicieron por duplicado y los resultados promedio se analizaron mediante el software estadístico Stat-Graphics.

Validación experimental del modelo
Para la validación del modelo se seleccionaron dos casos:
Caso 1: separación granulométrica de un material para una misma densidad y diferentes tamaños de partícula (carbón desde malla 10 hasta malla 35).
Caso 2: separación granulométrica de dos materiales para dos densidades pero igual tamaño (carbón y cuarzo malla 20).
Para cada caso se determinó el porcentaje de error o desviación de los datos experimentales con respecto a los datos arrojados por los modelos encontrados mediante la ecuación:
donde:
Teo: valor predicho por el modelo (%)
Exp: valor experimental (%)
Resultados y discusión
Caracterización de la muestra
En la tabla 1 se muestran algunas propiedades medidas a los materiales seleccionados, tales como: densidad real, aparente aireada, aparente empacada y porcentaje de porosidad.
Determinación de las velocidades de sedimentación
La figura 2 señala las velocidades de sedimentación para partículas de 2.000 Μm tanto para carbón como para el cuarzo. Se puede apreciar que efectivamente el cuarzo es más denso y pesado y por tanto presenta una velocidad terminal de sedimentación mucho mayor que la del carbón a un mismo tamaño.
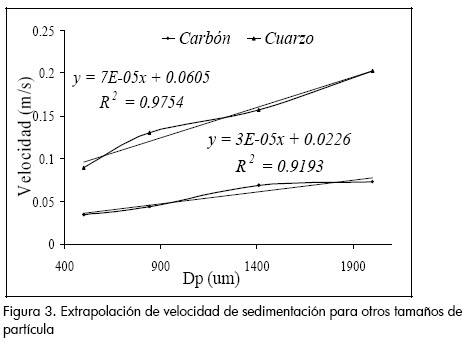
La figura 3 indica las velocidades obtenidas para cada monotamaño y su uso para la extrapolación a otros tamaños de partícula, con ajustes de 97,54% para el cuarzo y 91,93% para el carbón.
Diseño de experimentos
Del análisis con el Stat-Graphics sobre los resultados obtenidos de la fracción recuperada para cada descarga lateral del equipo se obtuvieron los siguientes modelos estadísticos:
Para la salida 1 (V1):

Con un factor de correlación R= 99,76%
Para la salida 2 (V2):

Con un factor de correlación R= 99,50%
Para la salida 3 (V3):

Con un factor de correlación R= 99,01%
Para la salida 4 (V4):

Con un factor de correlación R= 96,56%
Donde:
Q: Caudal (m3/h)
Dp: Tamaño de partícula (m)
?: Densidad de la muestra (Kg/m3)
% Recuperación: grado de recuperación por cada una de las Salidas
Los factores de correlación mayores de 99% indican que el diseño de experimentos fue acertado para el análisis de los datos y que puede ser usado con confianza para la predicción de porcentajes de recuperación, para muestras que presenten características similares a las de los materiales empleados; sin embargo, es necesario reforzar los modelos mediante el estudio de otros parámetros fundamentales como la viscosidad del fluido o el factor de forma de las partículas a separar, y así determinar los límites de aplicabilidad de éstos.
Validación del modelo obtenido con datos experimentales
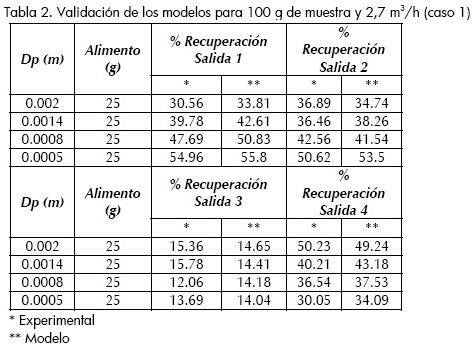
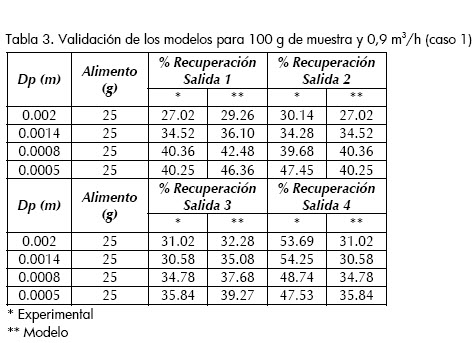
Caso 1: separación granulométrica de un material para una densidad y diferentes tamaños, para este ensayo se seleccionó una muestra de carbón desde 2.000 Μm (0,002 m) hasta 500 Μm (0,0005 m).
Las tablas 2 y 3 muestran la comparación entre las fracciones recuperadas experimentalmente y los datos obtenidos mediante la aplicación de los modelos para cada salida.
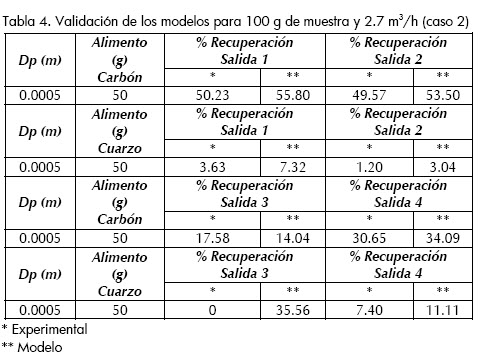
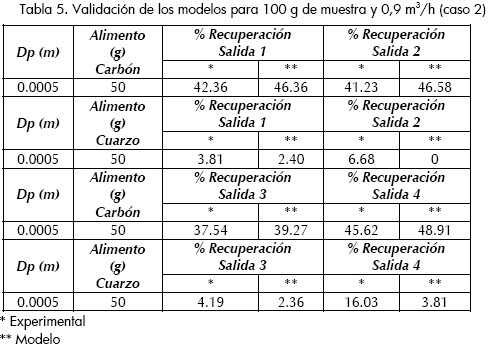
Caso 2: aeparación granulométrica de dos materiales para dos densidades pero igual tamaño, se trabajó con una mezcla de carbón y cuarzo, ambos con un tamaño de partícula de 840 Μm (0,0008 m). Las tablas 4 y 5 comparan las fracciones recuperadas experimentalmente y los datos obtenidos mediante los modelos para cada salida en este caso.
Para cada caso se determinó el porcentaje de error o desviación de los datos experimentales respecto de los modelos encontrados:
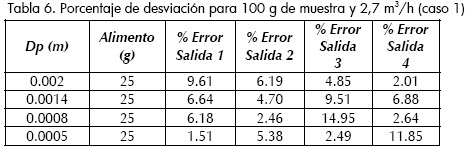
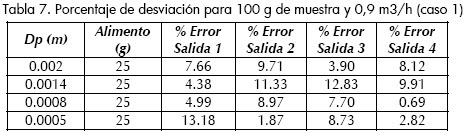
Caso 1: para este caso las tablas 6 y 7 señalan el porcentaje de error encontrado.
Puede observarse que los porcentajes de error hallados en algunos casos son muy bajos, menores del 5,0%, y que los más altos están alrededor del 15%; sin embargo pueden considerarse aceptables considerando que fueron obtenidos sin recirculación de la muestra. Es conocido que generalmente estos procesos necesitan más de un recorrido por el sistema para clasificar o separar satisfactoriamente una mezcla de materiales sólidos. Debe tenerse en cuenta además que es difícil beneficiar ambas corrientes simultáneamente (la corriente de la descarga por la salida lateral, y la corriente obtenida sedimentada en la parte inferior del equipo). En este tipo de operaciones generalmente se tiene claridad acerca de cuál es la corriente de interés, y a partir de allí se determinan las condiciones óptimas operacionales que permitan beneficiar tal corriente. No obstante, un análisis cualitativo preliminar resulta muy apropiado e ilustrativo, pues da idea de si es necesaria la recirculación de la muestra o el empleo de otro elutriador en serie, o un conjunto de ellos, para obtener la separación deseada.
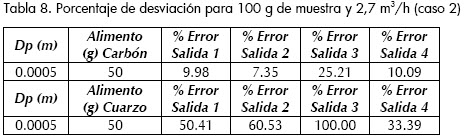
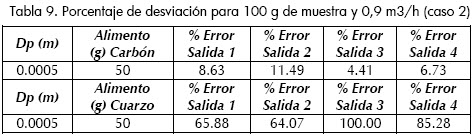
Caso 2: las tablas 8 y 9 ofrecen los resultados del porcentaje de error para este caso.
Puede apreciarse que los errores más bajos corresponden a la muestra de carbón, esto debido a que se esperaba que el carbón por su baja densidad fuera recuperado por las salidas laterales satisfactoriamente, en cambio para el cuarzo los porcentajes de error son muy elevados debido a que se esperaba que la mayoría sedimentara en el fondo por su elevada densidad y que la recuperación por las salidas laterales fuera mínima, además los porcentajes de error se determinaron comparando porcentajes de recuperación y no gramos de muestra por lo que en algunos casos la aplicación de los modelos no resulta apropiado.
Conclusiones
Pudo evaluarse adecuadamente un sistema hidráulico de clasificación diferencial para separación de mezclas sólidas, caracterizar el equipo y encontrar modelos estadísticos que predijeran el comportamiento de las fracciones recuperadas por cada salida; con factores de correlación por encima del 99% indica esto que el diseño de experimentos usado fue apropiado.
Se validaron los modelos obtenidos mediante separaciones representativas de casos evidenciados en la industria, como son: la separación granulométrica de un material de igual densidad y diferentes tamaños y la separación granulométrica de dos materiales para dos densidades pero igual tamaño.
Los porcentajes de error calculados entre los valores reales y los obtenidos mediante la aplicación de los modelos resultaron ser satisfactorios en el primer caso, pues se encontraron desviaciones mínimas del 0,69% y máximas del 15%. En el segundo caso el porcentaje de error aumentó considerablemente en la predicción para la separación del cuarzo, esto tal vez debido a que es un material muy pesado y la posibilidad de recuperarlo por las salidas laterales antes de que alcance el fondo del equipo es mínima; debe tenerse en cuenta además que los porcentajes de error fueron determinados con base en porcentajes de recuperación y no en cantidad de muestra, por lo que en el caso de los materiales densos y pesados, de los cuales se espera que sedimenten antes de salir por las descargas laterales, los modelos no resultan adecuados.
Como trabajo a futuro se pretende continuar estudiando parámetros importantes que influyen drásticamente en este tipo de procesos, tales como la viscosidad del fluido, el factor de forma de las partículas, entre otros, a escalas de laboratorio, piloto o industrial, con el fin de identificar aquellas variables de operación y diseño que en la práctica determinan su respuesta dinámica y rendimiento operacional, para así configurar modelos matemáticos suficientemente detallados y realistas. Tales modelos servirán de base para la búsqueda de condiciones óptimas de operación y diseño que contribuirán al desarrollo sostenible de nuestra industria y al bienestar de nuestra sociedad.
Agradecimientos
Los autores agradecen a la Universidad de Antioquia y al programa "Estrategia de sostenibilidad de grupos 2009-2010" por el apoyo para el desarrollo de esta investigación
Bibliografía
Acién, F, Sánchez, J., Fernández J., Manual de prácticas de operaciones básicas., Almería, 2001, 35 pp. [ Links ]
Alcalá, E., Flores A. y Beltrán A. Manual de entrenamiento en concentración de minerales., Servicio Nacional de Geología y Técnico de Minas, Sergeotecmin, 1.2, 2003. [ Links ]
Concha, A. F., Manual de Filtración & Separación., Centro de Tecnología Mineral, Universidad de Concepción, 2001. [ Links ]
Cutchey, C., Keirle, T., Procedimiento en lecho fluidizado para la recuperación de metales finamente divididos., patente de invención 2 016 345, 1990. [ Links ]
Coulson, J. M., Richardson, J., F., Ingeniería química., ed. Reverté, Vol. 1 y 2, 1979-81. [ Links ]
Goodwell, T., Un dispositivo de elutriación de partículas, más particularmente para separar coque de desechos de descarga, junto con un método correspondiente., patente de invención 180.941, E.E.U.U., 1980. [ Links ]
Kynch, G. J., A theory of sedimentation, Trans. Farad. Soc. 48, pp. 166-176, 1952. En Concha, A. F., Manual de Filtración & Separación., Centro de Tecnología Mineral, Universidad de Concepción, 2001. [ Links ]
Mccabe, W. L., Smith, J. C., Operaciones básicas de ingeniería., ed reverté, 1969. [ Links ]
Perry, D. H., Chilton, C. H., Manual del ingeniero químico., ed. Mc Graw-Hill, 1982. [ Links ]
Trento, A., Vinzon, S., Modelo de partículas para el transporte de sedimentos finos., Mecánica computacional, Vol. XXIII, s/f. [ Links ]
Rezende, R., Omine, C., Hang, Q., Tcnicas de separação granulométrica utilizadas para a reduçao das incertezas de materiais de referencia., No. 6, 2003, pp. 69-77. [ Links ]
Salinas, G., Stintz, M., Wesseley, B., Construcción y calibración de una celda de sedimentación gravimétrica para la medición fotométrica de la distribución de tamaño de micropartículas., Rev. Fac. Ing. - Univ. Tarapac., Vol. 13, No. 2, 2005, pp. 39-49. [ Links ]
Svarovsky, L., Solid-Liquid Separation., 4ta Edición, Planta Tree, 2000. [ Links ]

