










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.29 no.3 Bogotá Sept./Dec. 2009
Jesús Alfonso Torres Ortega1 , Luís Alejandro Díaz Aldana2 y Francisco José Sánchez Castellanos3
1 Ingeniero químico, M.Sc. y Ph.D., en Ingeniería Química, Universidad Nacional de Colombia, Bogotá D.C. Profesor Asociado, Ingeniería Ambiental y Sanitaria, Universidad de La Salle, Colombia. jatorresor@unal.edu.co, jatorres@unisalle.edu.co.
2 Ingeniero químico y, M.Sc., en Ingeniería Química, Departamento de Ingeniería Química y Ambiental, Universidad Nacional de Colombia, Bogotá D.C. Estudiante Ph.D., Ohio University, Estados Unidos.ladiaza@unal.edu.co, ld156509@ohio.edu.
3 Ingeniero químico. M.Sc., D.Sc. Profesor, Departamento de Ingeniería Química y Ambiental, Universidad Nacional de Colombia. fjsanchezc@unal.edu.co.
RESUMEN
Se realizó un conjunto de experimentos de sulfonación de dodecilbenceno (DDB) y ésteres metílicos (ME) derivados de la estearina hidrogenada de palma, con SO3 gaseoso desorbido del óleum, en un reactor de sulfonación en película líquida descendente a escala banco de 40 cm de longitud y ½ pulgada de diámetro interno. Mediante titulaciones volumétricas se determinaron los porcentajes de materia sulfonada y contenido de ácido sulfúrico, así como el porcentaje de aceite libre mediante extracciones con éter de petróleo. La funcionalidad del reactor se verificó efectuando ensayos a condiciones reportadas por Gutiérrez y colaboradores para dodecilbenceno sulfonado (DDBS), para lo cual fueron determinadas las técnicas de análisis en el Laboratorio de Ingeniería Química (LIQ) de la Universidad Nacional de Colombia, sede Bogotá, con el acompañamiento de la empresa Química Básica Colombiana (Caloto, Cauca). Finalmente, se procedió a evaluar la influencia de diferentes variables de proceso sobre la sulfonación de la mezcla de ésteres metílicos. Los resultados obtenidos en el sulfonador se ajustaron por regresión lineal múltiple a ecuaciones empíricas, obteniendo expresiones que muestran de forma directa el efecto de variables como la relación molar SO3/ME, concentración de SO3 en la corriente gaseosa y flujo másico de ME.
Palabras clave: sulfonación, trióxido de azufre, éster metílico, reactor de película, ecuaciones empíricas.
ABSTRACT
A set of experiments was carried out for validating a 40 cm long and ½ inch diameter sulphonation falling film reactor for the sulphonation of hydrogenated palm stearinederived dodecylbenzene (DDB) and methyl esters (ME) compared to oleumderived gaseous SO3. Volumetric titration was used for determining the percentages of sulphonated (active) matter, sulphuric acid content and unsulphonated oil by petroleum ether extraction. The reactor's functionality was tested in the conditions reported by Gutiérrez et al., for DDB sulphonation. The falling film reactor analysis techniques applied to sulphonated DDB in the scale bank reactor were thus validated in Universidad Nacional de Colombia's Chemical Engineering Department Laboratory with the involvement of the Química Básica Colombiana Company (LIQ, Caloto, Cauca, Colombia). The influence of different process variables on the sulphonation of a mixture of methyl esters was then evaluated. The results obtained in the sulphonator were adjusted to empirical equations using multiple linear regression; these expressions showed the direct effect on sulphonation of variables such as SO3/ME molar ratio, SO3 concentration in gas flow and ME mass flow.
Keywords: sulphonation, sulphur trioxide, methyl ester, film reactor, empirical equation.
Recibido: noviembre 27 de 2008
Aceptado: octubre 24 de 2009
Introducción
Los ésteres metílicos (ME) derivados de la estearina de palma como una alternativa oleoquímica permiten sintetizar compuestos para las fábricas de detergentes, polímeros, recubrimientos, cosméticos, pinturas y otras sustancias (Ahmad et al., 2007), estableciéndose así la transformación del aceite de palma como una cadena productiva con múltiples aplicaciones a nivel industrial. Las propiedades biológicas de los ésteres metílicos sulfonados (MES) permiten desarrollar agentes tensioactivos de baja toxicidad al medio ambiente (Lewandowski, 2003; Lim et al., 2001), son una fuente renovable de materia prima, y con su desarrollo se explota un recurso nacional generando conocimiento y fuentes adicionales de trabajo. Esta investigación se llevó a cabo bajo el amparo de la tesis doctoral titulada: "Producción de alfa sulfo estearato de metilo en un reactor de película" (Torres, 2009) con el objeto de profundizar el estudio de la sulfonación para lo cual se implementó una planta a escala banco adaptando un reactor tubular que permitiera la absorción de SO3 por parte de la mezcla de metil ésteres en un reactor de película líquida descendente (FFR por su acrónimo en inglés: Falling Film Reactor), como una etapa inicial pero teniendo como punto de llegada el aporte de una mejor comprensión del proceso en especial para la industria palmífera nacional. Se diseñaron y construyeron los equipos de la planta de sulfonación integrados para la generación y almacenamiento del agente sulfonante, seguido del contactor bifásico (FFR) y un tanque agitado para la digestión (Castañeda y Rivas, 2004), y finalmente el sistema de tratamiento de emisiones, acondicionados en una cabina de extracción ubicada en el Laboratorio de Ingeniería Química (LIQ).
Se implementaron las técnicas analíticas de caracterización del producto sulfonado aplicados a surfactantes aniónicos para la determinación de los contenidos de materia activa por titulación catiónica usando Hyamina 1622 con azul de metileno como indicador en medio ácido; el aceite libre de materia orgánica no sulfonada se midió por extracción con éter de petróleo, evaporación y pesaje del residuo seco; además, se estableció la acidez total con la valoración potenciométrica de H2SO4 (de Groot, 1991; Ahmad et al., 1998). Los resultados experimentales se ajustaron por regresión multivariable a ecuaciones empíricas que relacionan los porcentajes de materia sulfonada (materia activa), materia no sulfonada (aceite libre) y el porcentaje de ácido sulfúrico (%H2SO4) en el producto sulfonado, con las variables del proceso: caudal de alimentación de líquido orgánico, concentración de SO3 en la corriente gaseosa sulfonante y la relación molar SO3/líquido orgánico (Torres y Sánchez, 2009)4 .
Desarrollo experimental
La sulfonación es el proceso mediante el cual un sustrato orgánico que cuenta con un átomo de carbono u oxígeno en capacidad de donar electrones, reacciona con un agente sulfonante como el SO3 para obtener un sulfonato. Las etapas para la preparación de las sales de ésteres de ácidos grasos sulfonados son presentadas en la figura 1. Actualmente se sabe que variables de operación como la temperatura en el reactor, la relación molar de contacto para el líquido orgánico y la concentración del agente sulfonante usada, dependen directamente del peso molecular de la materia a sulfonar (Moretti y Adami, 2000). Se hace necesario el empleo de ésteres altamente hidrogenados (índices de yodo < 0,5) para evitar la formación de productos indeseados como sulfatos y disales, así como coloración excesiva en el producto final (Roberts et al., 2008). En esta investigación se parte de estearina refinada e hidrogenada de palma (Elaeis Guineensis). Mediante una transesterificación por catálisis básica (NaOH < 1% en peso del aceite) en un reactor de tanque agitado se obtiene una mezcla conformada principalmente por palmitato de metilo y estearato de metilo (Torres et al., 2005).
El agente sulfonante se obtuvo a través del óleum (65% en peso de SO3 disuelto), mediante la desorción del SO3, para lo cual, al igual que en el laboratorio (Torres et al., 2008b) se utilizaron tres acciones sobre el mismo tanque de almacenamiento del óleum mostrado en la figura 2(a): el calentamiento, la agitación y el burbujeo con nitrógeno.
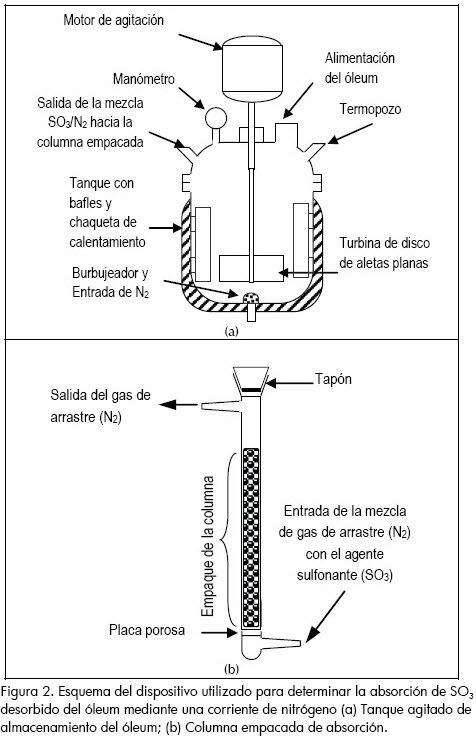
La corriente gaseosa es llevada a un retenedor de gotas para sustraer los vapores de ácido sulfúrico, luego pasa al absorbedor expuesto en la figura 2(b), consistente de una columna de vidrio de 40 cm de longitud y diámetro de 1 pulgada, que contiene 200 ml de una solución de H2SO4 0,05 N y está empacada con cilindros cónicos de vidrio (0,6 cm de diámetro) hasta una altura de 30 cm dispuestos al azar. A intervalos de 2, 4 y 10 minutos se toman muestras para las respectivas lecturas del porcentaje de H2SO4 absorbido. A la columna no se le acondicionó una chaqueta de enfriamiento. Aunque es perceptible el aumento de la temperatura en la solución acidulada durante el proceso y aunque por lo general la solubilidad del gas soluto depende muchas veces de la temperatura debido al calor de disolución del soluto (que incluye los calores de condensación, de mezclado y de reacción), que dan por resultado la elevación de la temperatura del líquido, no se le acondicionó una chaqueta de enfriamiento a la columna. De acuerdo con Shad (1979) estos calores pueden despreciarse para algunos sistemas en los que se pueden liberar grandes cantidades de calor sobre la velocidad de absorción. Los datos experimentales de la absorción de SO3 en la solución se indican en la figura 3.
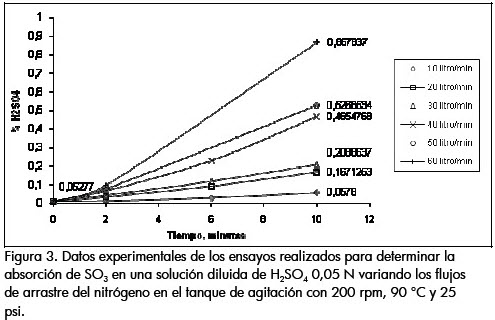
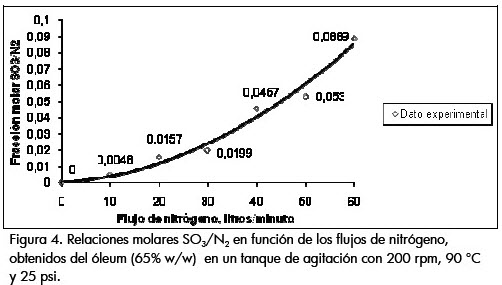
Flujos de nitrógeno mayores a 60 litros/minuto no se estudiaron en este sistema de absorción debido que se presentaban fugas muy altas de la solución acidulada por la alta presión generada en la columna de vidrio (pírex), hecho que tampoco fue posible replicar en el reactor de película debido a que los flujos mayores a éstos sobrepresionan el cabezal de distribución en el FFR impidiendo el ingreso del ME. No se encontró una alteración significativa como respuesta al cambio en variables como la agitación (rpm), temperatura en el tanque agitado y otras, por lo que se optó por expresar la absorción sólo en función del flujo de nitrógeno, el cual permite también determinar la relación molar de SO3 en la corriente sulfonante gaseosa. La presión en el tanque se asume similar a la de la válvula de nitrógeno, ya que las pérdidas son despreciables y la única cabeza que se debe superar es la de la altura alcanzada por el volumen del óleum en el tanque de almacenamiento. De acuerdo con la experimentación se deduce que la razón de cambio en las concentraciones es debida a la absorción de SO3 y la reacción química en la solución diluida de H2SO4, por lo que se presenta un aumento en la concentración de SO42-, la cual fue determinada mediante una titulación volumétrica de los porcentajes volumétricos del SO3 en la corriente de arrastre dado que es conocido el flujo total de nitrógeno. En la figura 4 se fijan las razones molares encontradas en la experimentación, con la que se ajustó una función polinómica de la absorción en la columna empacada:

Resultados y discusión
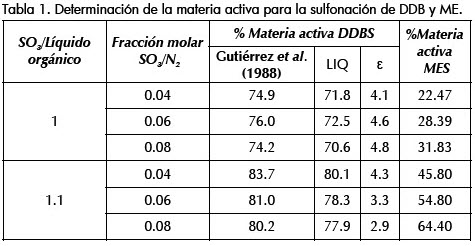
Para verificar el funcionamiento del reactor de película se realizaron experimentos con sus réplicas aplicando las mismas condiciones de proceso utilizadas por Gutiérrez et al. (1988) para la determinación del porcentaje de materia activa del DDB (240,6 g/ mol) en un reactor de 40 cm de longitud y ½ pulgada de diámetro interno, y se confrontaron con los obtenidos experimentalmente. En la tabla 1 se comparan los datos experimentales obtenidos en el LIQ para el DDB frente a los reportados por Gutiérrez et al. (1988), y se observa que los datos encontrados están dentro de un rango aceptable (ε < 4%)5. Adicionalmente se presentan los datos del MES para las mismas condiciones operacionales y se concluye que debido a los valores inferiores obtenidos con el ME, resulta una menor productividad desde el punto de vista operacional aunque no suceda igual con las propiedades biológicas (detergencia, carga orgánica, biodegradación, tolerancia al calcio y otras) puesto que éstas son significativamente superiores aun usando menores cantidades de MES frente a las que presentan otros detergentes basados en derivados petroquímicos (Satsuki, 1994; Cohen et al., 2008). Esto puede estar relacionado con la química de los ácidos grasos, ya que la velocidad de reacción de cadenas alifáticas es considerablemente menor que la de los aromáticos (Torres et al., 2008a), además el proceso de sulfonación de ésteres metílicos involucra mayores etapas, como por ejemplo, la digestión, que es obviada en la sulfonación de los derivados petroquímicos en los que las principales reacciones se dan en el blanqueamiento y la neutralización, a diferencia de los MES cuya etapa crítica acontece en el sulfonador y el digestor. También es notorio el oscurecimiento del producto sulfonado de MES frente al DDBS, por esto es que varios autores recomiendan el blanqueamiento con la digestión, es decir, antes de la neutralización (Roberts, 2007).
Predecir las condiciones del producto a la salida del reactor de película puede abordarse en dos niveles de profundidad: uno a nivel empírico, que permita mediante experimentación obtener ecuaciones que relacionen las variables de entrada y las respuestas del sistema, y otro mecanístico, que permita la elaboración de un modelo matemático que simule el proceso (Torres et al., 2009). La primera opción se estudia en el presente artículo. Los resultados obtenidos se ajustaron por regresión lineal múltiple a ecuaciones empíricas. Estas ecuaciones relacionan el porcentaje de materia activa del producto sulfonado a la salida del contactor (FFR) luego del periodo de digestión (60 minutos a 80 °C), el aceite no sulfonado (aceite libre) y el porcentaje de ácido sulfúrico, con las variables del proceso: caudal de éster metílico, concentración de SO3 en el gas y la razón molar SO3/ME. Se dispuso de un reactor tubular enchaquetado metálico de acero 304. Se considera la longitud

del reactor despreciando las distancias del cabezal de entrada y los accesorios en la salida del reactor de película.
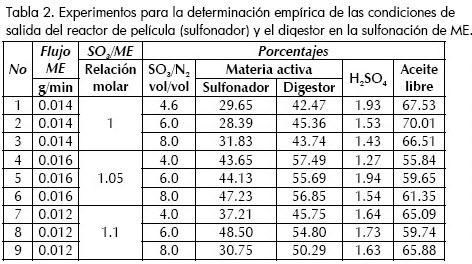
Se mantienen constantes las temperaturas de alimentación del metil éster a 60 °C, la temperatura de la mezcla sulfonante a 70 °C y la temperatura del agua de refrigeración de 40 °C. Los anteriores valores se dejaron constantes ya que son las condiciones óptimas de operación para maximizar el contenido de materia activa minimizando el aceite libre y porcentaje de ácido sulfúrico (Torres et al., 2008b). No se consideran los procesos de neutralización y blanqueamiento ya que éstos no están contemplados dentro de los alcances de la presente investigación. En la tabla 2 se presentan las variables de entrada analizadas mediante el software Statgraphics Centurion, junto con los resultados de la experimentación realizada. Dado que el p-valor en la tabla ANOVA es inferior a 0.01, existe relación estadísticamente significativa entre las variables para un nivel de confianza del 90%. La salida muestra los resultados del ajuste a un modelo de regresión lineal múltiple para describir la relación entre la materia activa a la salida del FFR así como después de la digestión, y tres variables independientes. Como se aprecia en las superficies de nivel presentadas de la figura 5 a la 8, se varía el contenido de SO3 en la corriente sulfonante.
Contenido de materia activa a la salida del sulfonador
La figura 5 presenta tres superficies de respuesta para el porcentaje de materia activa a la salida del FFR empleando tres concentraciones distintas de SO3/N2. La ecuación del modelo ajustado es:

Contenido de materia activa contemplando la digestión
En la figura 6 se observan tres superficies de respuesta para el porcentaje de materia activa que incluye la digestión para el producto sulfonado. La ecuación del modelo ajustado es:

Contenido de ácido sulfúrico
En la figura 7 se muestran las superficies de respuesta para la relación con las variables independientes. La ecuación del modelo ajustado es:

Contenido de aceite libre
Las curvas de respuesta para el contenido materia orgánica no sulfonada se despliegan en la figura 8. La ecuación del modelo ajustado es:

Las ecuaciones empíricas desarrolladas mediante regresiones líneales, para los resultados obtenidos en el reactor de película, relacionan el porcentaje de materia activa del producto con las variables del proceso: caudal del éster metílico, concentración SO3 y razón molar de SO3/ME. Sin embargo, aunque estas ecuaciones son estadísticamente significativas a un nivel de probabilidad del 90%, los datos experimentales para los reactores resultaron ser mucho menores que los obtenidos en el laboratorio, lo cual obedece a que en pequeña escala se tiene un mayor control del proceso, además éstas ecuaciones representan sólo el sistema empleado.
Conclusiones
Se diseñó y construyó una planta de sulfonación a escala banco para el estudio de la sulfonación de ésteres metílicos del aceite de palma con SO3 proveniente del óleum, lo que permitirá que se puedan abordar proyectos posteriores con otras materias primas por parte de la universidad o entidades interesadas. Los resultados experimentales del DDBS frente a los datos reportados en la literatura permiten validar el sistema de reacción, éstos muestran que la obtención de metil ésteres sulfonados usando como agente sulfonante SO3 derivado del óleum, es viable.
La tecnología de sulfonación FFR, aplicada para los derivados petroquímicos, funcionó para la sulfonación de ésteres metílicos derivados del aceite de palma, introduciendo ciertos cambios operacionales, en particular referentes a las temperaturas de alimentación de los insumos, puesto que el aceite no debe entrar a menos de 40 °C y el gas sulfonante a 70 °C, debido a que temperaturas inferiores representan la solidificación del aceite.
Se demostró que es factible la producción de ésteres metílicos sulfonados en un reactor de película descendente en un esquema de producción en continuo, en condiciones de operación favorables para su manejo. La sulfonación de ésteres metílicos se lleva a cabo con temperaturas moderadas en el sulfonador; se requiere de una lenta descomposición de los productos intermedios en la digestión con altas temperaturas (80 °C) lo que incrementa el contenido de materia activa.
Agradecimiento
Agradecemos al Departamento Administrativo de Ciencia y Tecnología – Colciencias (Contrato RC 389–2003 código 11010814678) y al Programa de Apoyo a Doctorados Nacionales a través del Convenio 067/2002, por su apoyo a la investigación.
4 Los agentes tensioactivos son llamados también surfactantes (del inglés surfactant con el mismo significado acrónimo de surface), son agentes de actividad superficial los cuales conforman un grupo de compuestos que agregados en baja proporción modifican las propiedades de la capa superficial entre dos fases líquidas en contacto, facilitando la acción de un detergente (Birdi, 2003).
5 
Bibliografía
Ahmad, S., Ismael, Z., Samsi, J., Palm based sulphonated methyl esters and soap., Journal of Oil Palm Research, Vol. 10, No. 1, 1998, pp. 15-34. [ Links ]
Ahmad, S., Siwayanan, P., Abd Murad, Z., Abd Aziz, H., Seng Soi, H., Beyond Biodiesel. Methyl Esters as the Route for the production of Surfactants Feedstock., International News on Fats, Oils and Related Materials, 18, 2007, pp. 216-220. [ Links ]
Birdi, K. S., Surface Tension and interfacial tension of liquids., In: Handbook of Surface and Colloid Chemistry, Second Edition, Edited by K. S. Birdi, CRC Press LLC, New York, 2003. [ Links ]
Castañeda, R. W. J., Rivas, C. A. I., Dimensionamiento de un sistema para la sulfonación de ésteres metílicos del aceite de palma a nivel de laboratorio., Trabajo de grado para optar al título de Ingeniero Químico de la Universidad Nacional de Colombia, 2004. [ Links ]
Cohen, L, Soto, F., Melgarejo, A., Roberts, D. W., Performance of F-sulfo fatty methyl ester sulfonate versus linear alkylbenzene sulfonate, secondary alkane sulfonate and -sulfo fatty methyl ester sulfonate., Journal of Surfactants and Detergents, 11, 2008, pp.181-186. [ Links ]
de Groot, W. H., Sulphonation Technology in the Detergent Industry., Kluwer Academic Publisher, Netherlands, 1991. [ Links ]
Gutiérrez, J., Mans, C., Costa, J., Improved mathematical model for a falling sulfonation reactor., Industrial and Engineering Chemistry Research, 27, 1988, pp. 1710-1707. [ Links ]
Lewandowski, H., Schwuger, M. J., Novel surfactants, preparations, applications and biodegradability., Chapter 13: -sulfomonocarboxylic esters. Edited by K. Holmberg, Second edition, Marcel Dekker, Inc., New York, 2003. [ Links ]
Lim, W. H., Ahmad, S., Surface tension, foaming and detergency properties of mixed alpha-sulphonated methyl esters derived from palm stearin with some commercial surfactants., Journal of Oil Palm Research, Vol. 13, No. 1, 2001, pp. 75-83. [ Links ]
MacArthur, B. W,. Brooks, B., Sheats, W. B., Foster, N. C., Meeting the challenge of methylester sulfonation., Proceedings of the 1999 PORIM International Palm Oil Congress: Emerging technologies and Opportunities in the Next Millennium, 1999, pp. 229-250. [ Links ]
Moretti, G. F., Adami, I., Production processing and uses of methylesters and derivates., R&D Department – Ballestra S.p.A, Milan (Italy), 2000. [ Links ]
Roberts, D. W., The origin of colour formation in methyl ester sulfonation., Comunicaciones presentadas a las Jornadas del Comité Español de la Detergencia, 37, 2007, pp. 153-159. [ Links ]
Roberts, D. W., Giusti, L., Forcella, A., Chemistry of methyl ester sulfonates., A supplement special: Surfactant from Biorenewable Resources., International News on Fats, Oils and Related Materials, 5, 2008, pp. 2-9. [ Links ]
Satsuki, T., Methyl ester sulfonates: A surfactant based on natural fats., Lion Corporation, Fabric Care Research Labs. In: Proceedings of the 3rd World Conference on Detergents: Global Perspectives. Editor: Arno Cahn. AOCS Press, New York, 1994. [ Links ]
Shad, Y. T., Gas-liquid-solid Reactor Design., McGraw-Hill, New York, 1979. [ Links ]
Torres, J. A., Tesis Doctoral en Ingeniería Química: Producción de alfa sulfo estearato de metilo en un reactor de película descendente., Universidad Nacional de Colombia, sede Bogotá, 2009. [ Links ]
Torres, J. A., Díaz, L. A., Sánchez, F. J., Estudio cinético de la sulfonación de ésteres metílicos derivados de la estearina de palma., Revista Corpoica, Vol. 9, No. 2, 2008a., pp. 88-95. [ Links ]
Torres, J. A., Morales, G., Suárez, O. Y., Sánchez, F. J., Mathematical Model of a Falling Film Reactor for Methyl Ester Sulfonation., Chemical Product and Process Modeling, Vol. 4, No. 5, 2009. [ Links ]
Torres, J. A., Narváez, P. C., Suárez, O. Y., Sánchez, F. J., Sulfonación de ésteres metílicos derivados del aceite de palma., Revista Corpoica, Vol. 9, No. 2, 2008b, pp. 77-87. [ Links ]
Torres, J. A., Sánchez, F. J., Validation of falling film reactor in sulfonation of methyl esters., 8th World Congress of Chemical Engineering Program Book, Montreal (Canadá), ISBN: 0-920804-44-6, 2009. [ Links ]
Torres, J. A., Sánchez, F. J., Narváez, P. C., Ponce de León, L. F., Obtención de estearato de metilo derivado de la estearina hidrogenada derivada de aceite de palma., Revista de Investigaciones de la Unad, Vol. 4, No. 2, 2005, pp. 150-162. [ Links ]

