










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.30 no.1 Bogotá Apr. 2010
Círculos tecnológicos de parentesco
Technological kinship circles
Camilo Mejía Moncayo1, David Fernando Lara Sepúlveda2 y Ernesto Córdoba Nieto3
1 Ingeniero mecánico. Candidato a M.Sc. en Ingeniería Mecánica, Universidad Nacional de Colombia. Docente auxiliar, Departamento Ingeniería Mecánica y Mecatrónica, Universidad Nacional de Colombia. cmejiamo@unal.edu.co.
2 Ingeniero Industrial, Universidad Pedagógica y Tecnológica de Colombia. Candidato a Especialista, en Ingeniería de Operaciones en Manufactura y Servicios, Pontificia Universidad Javeriana, Colombia. Analista de Revenue Management, Avianca, Colombia. david.lara@javeriana.edu.co
3 Ingeniero de Producción. M.Sc., en Manufactura Universidad de la Amistas, Moscú, Rusia. Profesor Titular, Departamento Ingeniería Mecánica y Mecatrónica, Universidad Nacional de Colombia. Director, Grupo de Investigación DIMA-UN, Colombia. ecordoban@unal.edu.co
RESUMEN
Este documento describe una metodología gráfica basada en tecnología de grupos con el fin de definir un nuevo layout para una planta industrial de producción. La metodología "círculos tecnológicos de parentesco" fue parte de un sistema de mejoramiento y estandarización de procesos (Lara, 2007) que buscaba optimizar los recursos físicos y minimizar el lead time de los procesos productivos de una planta industrial a través de un nuevo layout. Dicha metodología surge dada la necesidad de integrar el proceso de formación de las celdas de manufactura con la definición del layout de éstas, lo cual se logró mediante la implementación del método ROC (Rank order clustering) (Singh,1996) para la formación de las celdas y el método SLCA (Single-linkage cluster analysis) (Singh,1996), utilizando el recíproco de los coeficientes de similitud que éste arroja en la construcción de los círculos de parentesco que definen la posición relativa de las máquinas dentro de las celdas. La implementación de esa metodología y el despliegue de tecnología de grupos permitió obtener un layout que representó reducciones del orden del 51% en las distancias promedio recorridas por las piezas durante su procesamiento y un recorte del 67% en promedio de los tiempos de fabricación —lead times— de los diversos procesos.
Palabras clave: rutas de fabricación, formación de layout, tecnología de grupos, celdas de manufactura, círculos de parentesco.
ABSTRACT
This document describes a graphic group technology-based methodology for defining a new layout for an industrial production plant. This methodology (technological kinship circles) sought to optimise an industrial plants physical resources and minimise its production lead time through a new layout (i.e. an improvement and standardisation system) (Lara, 2007). The technological kinship circles methodology arose from the need for integrating manufacturing cells with defining their layout; this was achieved by implementing the rank order clustering (ROC) method (Singh,1996) for forming such cells and the single-linkage cluster analysis (SLCA) method (Singh,1996) using the reciprocal of the coefficient of similarity for constructing the kinship circles defining the relative position of machines within the cells. Implementing this methodology and using group technology led to obtaining a new layout representing a 51% reduction in the average distances travelled by pieces during their processing and a 67% reduction in average lead times for the production plants processes.
Keywords: production routes, layout formation, group technology, manufacturing cells, kinship circles.
Recibido: abril 29 de 2009
Aceptado: abril 5 de 2010
Introducción
Los layout o distribuciones de planta, en términos generales, pueden tener una vida útil no mayor a 5 años (Shahrukh, 1999), esto es debido al aumento o disminución en la demanda de ciertos productos, los cambios en los diseños, la tecnología, los estándares, los procesos y demás variables asociadas a una organización (Shahrukh, 1999). Este escenario obliga a diseñar un nuevo layout que integre de forma sistemática, las características de los productos, los volúmenes de producción y los procesos productivos necesarios (Cordoba, 2007). En este contexto se generó un nuevo layout para una planta industrial de producción (Lara, 2007) y en este documento se expone la metodología empleada en ese proceso.
Existen cuatro tipos generales de layout para un planta industrial; por producto (flow shop), Por proceso (jop shop), fijo, o con celdas de manufactura (Singh,1996; Companys, 1998). Las distribuciones de planta por proceso (jop shop) se distinguen por agrupar las actividades y máquinas similares de acuerdo al proceso funcional tecnológico que realizan. Las distribuciones de planta por producto (flow shop) disponen los equipos o procesos de forma lineal, organizandolos para la elaboración de un producto o una línea de productos de forma continua. Las distribuciones de planta fijas se emplean en la fabricación de productos que por su tamaño no es posible movilizarlos fácilmente, como los barcos y aviones. Por último, tenemos las celdas de manufactura (tipo empleado en este caso) un concepto que se fundamenta en la filosofía de tecnología de grupos (Singh,1996) que es una expresión tecnológica de la manufactura esbelta, la cual agrupa las partes en familias y las máquinas en celdas a partir de las similitudes tecnológicas de manufactura entre éstas, generando al interior de la planta pequeñas minifábricas o celdas de manufactura donde se producen las piezas.
Este tipo de configuración es el apropiado para sistemas de manufactura con diversidad de productos y volúmenes de producción variables. En términos generales la implementación de ellas genera ventajas (Lara, 2007; Muther, 2002; Nyman, 1992) importantes como reducciones de tiempos de proceso (lead time) (20-88%), tiempos de alistamiento (2-95%), inventarios en proceso (8-80%), manipulación de materiales (10-83%), mobiliario (10-85%), espacio requerido (1-85%) y adicionalmente incrementan la satisfacción en el trabajo (15-50%) y la calidad (5-90%).
La definición de un layout es un problema de asignación de posiciones dentro de un espacio determinado, buscando aquella que sea la más óptima posible. Para lograrlo existen diversas técnicas o metodologías; entre la primeras se encuentran la desarrollada por Richard Muther en 1961, SLP (Systematic layout planning) (Tompkins, 2006), el CRAFT (Computer rotativa allocation of facilities techniques) (Companys, 1998), creada por Buffa en 1963, Corelap (Computerized Relation Layout Planning) (Companys, 1998) y Aldep (Automated Layout Design Program) (Companys, 1998), implementada en 1967 por Seehof y Evans. En una segúnda etapa encontramos la propuesta de Kusiak & Heragu (Kusiak, 1990), donde este problema es modelado como de asignación cuadrática QAP; posteriormente, Kusiak (Kusiak, 1990) planteó una solución empleando un algoritmo de función de penalidad (The penalty function algorithm). Las propuestas más recientes utilizan técnicas de búsqueda y optimización como la de Lou Y. Liang (Lou Y, 2008), basada en la técnica TS (Tabu search) para la determinación óptima del layout de un hospital. Adicionalmente al problema general de asignación del layout en este caso era necesario formar las celdas de manufactura, para lo cual existe una gran variedad de metodologías y algoritmos, como lo describe Hassam (Hassam, 1998); entre éstos, los que emplean coeficientes de similitud como los expuestos y clasificados por Yong Yin (Yong Yin, 2006). Los trabajos más recientes para solucionar el problema de formación de las celdas están basados en inteligencia artificial, algoritmos genéticos y otras técnicas de optimización como las planteada por Sudhakara Pandian (Sudhakara et al, 2008)—quien emplea redes neuronales a-plicando ART 1 (Adaptive resonance theory)— y Arshia Ahí (Arshia, 2008) (con la aplicación de los métodos SAW (Simple additive weithting) y Topsis (Technique for Order Preference by Similarity to Ideal Solu-tion). Y en el propuesto por Adnan Tariq (Adnan, 2009) su algoritmo híbrido útiliza LSH (Local search heuristic) y GA (Genetic Algorithm) para la formación de celdas de manufactura.
La metodología planteada en este documento integra la formación de las celdas de manufactura y la definición del layout de éstas exponiendo paso a paso el trabajo realizado y los conceptos asociados a cada etapa en la construcción de las celdas de manufactura, haciendo énfasis en el método gráfico desarrollado con el fin de determinar la posición relativa de las máquinas dentro de las celdas; nombrada círculos tecnológicos de parentesco por el dominio geométrico, y la cual construida a partir de los coeficientes de similitud entre máquinas producto del parentesco entre ellas. Por último, se exponen las conclusiones y recomendaciones a las cuales se llegó luego de la implementación en planta industrial.
Metodología empleada
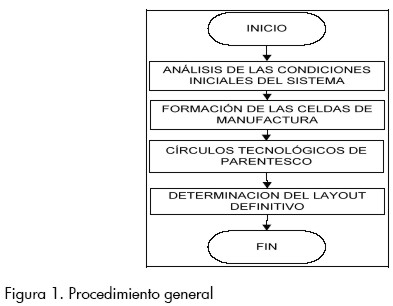
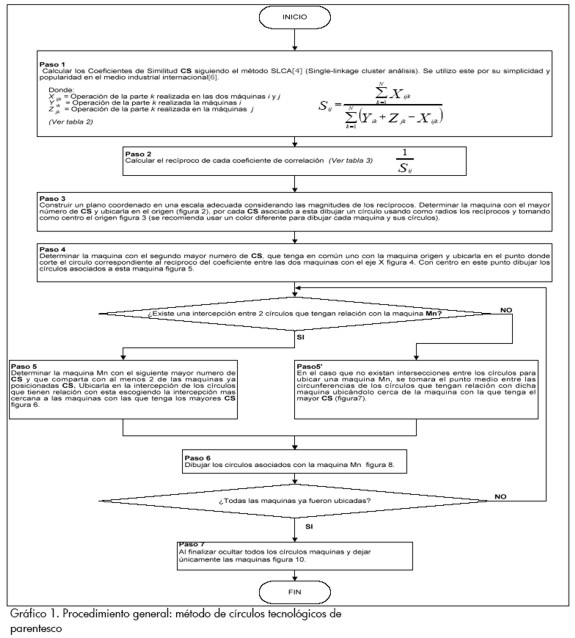
El procedimiento general empleado (Figura 1) contempla el análisis de las condiciones iniciales del sistema, la formación de las celdas de manufactura, la implementación de los círculos tecnológicos de parentesco y la determinación del layout definitivo. Cada una de las etapas se expone a continuación.
Análisis de las condiciones iniciales del sistema
Esta etapa contempla la generación de las rutas de proceso y el análisis del flujo de materiales en planta, los volúmenes de producción y las características de las máquinas o equipos necesarios para la fabricación de los productos más representativos, con el objetivo de determinar las condiciones iniciales del sistema y definir el tipo de layout que se emplearía.
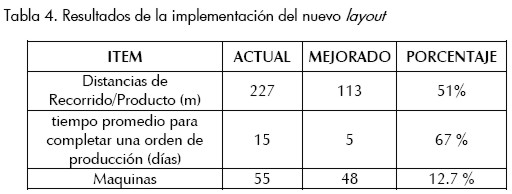
La información recolectada demostró la obsolescencia del layout. La ubicación de las máquinas generan transporte, almacenamiento y manipulación excesiva de los productos en proceso, como también contraflujos; esto se ve reflejado en los 227 metros de distancia promedio que recorría una pieza durante su producción; considerando que el espacio disponible es de 60 x 40 metros, cada pieza recorría al menos dos veces la planta; adicionalmente, el tiempo promedio para completar una orden de producción era de 15 días calendario, período que en su composición estaba relacionado principalmente a esperas y transportes entre los 55 equipos necesarios para los diversos procesos. Otro rasgo importante está asociado a las diferentes geometrías de las piezas procesadas, las cuales se producen por lotes en cantidades variables, de acuerdo a la demanda del mercado. Estas condiciones corresponden a un escenario adecuado para el uso de tecnología de grupos en el diseño del nuevo layout, razón por la cual se implementarán estos conceptos aprovechando sus ventajas con el fin de solucionar los anteriores problemas y brindar mayor flexibilidad al sistema productivo.
Formación de las celdas de manufactura
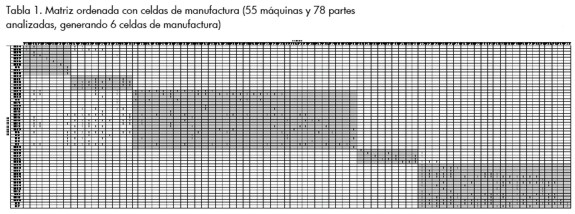
La formación de celdas de manufactura tiene tres etapas principales (Hassam, 1998); 1) identificación de las familias de partes, 2) identificación de las celdas de manufactura, 3) asignación de las familias a las celdas, o viceversa. Estas etapas se cumplen independientemente del método elegido; en este trabajo se aplicó el método ROC (Singh,1996) (Rank order clustering, desarrollado por King en 1980) porque permite de forma simultánea (Hassam, 1998) obtener las celdas y las familias de partes. La formación de las celdas de manufactura surge de la construcción de la matriz de incidencia máquinas-partes (Tabla 1) a partir de las rutas de proceso; a esta matriz se aplica de forma sistemática el procedimiento que se describe a continuación:
Método ROC [0]
Paso 1: Asignar el peso binario y calcular un peso decimal para cada fila y columna usando las siguientes fórmulas:
Peso decimal para la fila
Peso decimal para la columna
Donde:
b = valor binario en la matriz "máquina-componente"
p = factor creciente desde 1 hasta (m o n)
m = Valor n-ésimo de la fila
n = Valor n-ésimo de la columna
i = Número de fila
j = Número de columna
Paso 2. Ordenar las filas en orden decreciente de acuerdo a los valores de peso decimales.
Paso 3. Ordenar las columnas en orden decreciente de acuerdo a los valores de peso decimales.
Paso 4. Continuar los pasos precedentes hasta que ya no se presente ningún cambio en la posición de cada elemento en cada fila y columna.
Finalizado el anterior procedimiento, y evaluadas las posibles configuraciones, se definieron las celdas de manufactura y la familias de partes que se pueden extraer de la matriz ordenada de la tabla 1.
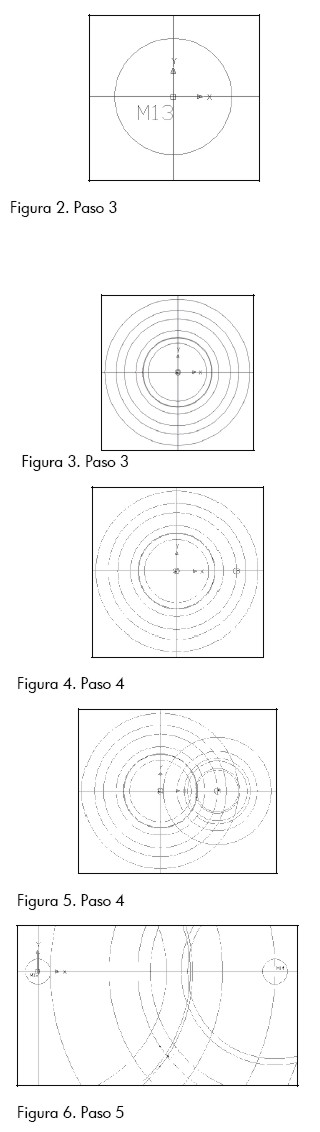
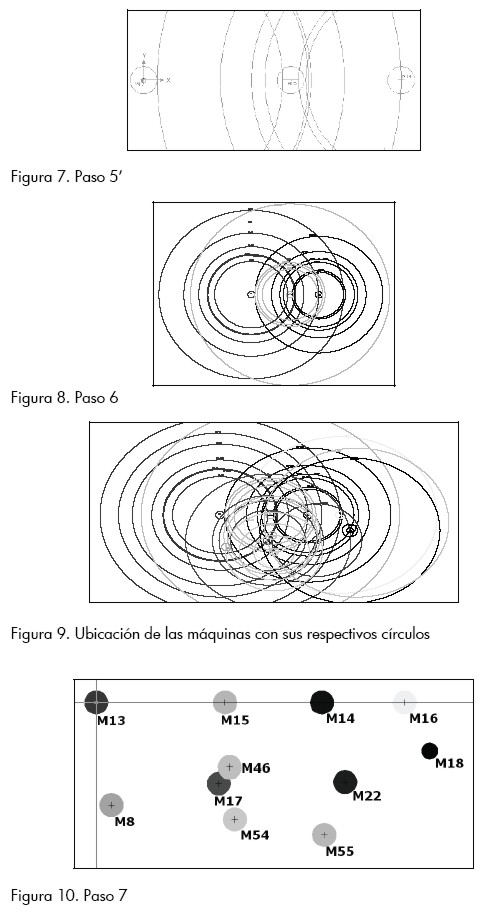
Círculos tecnológicos de parentesco
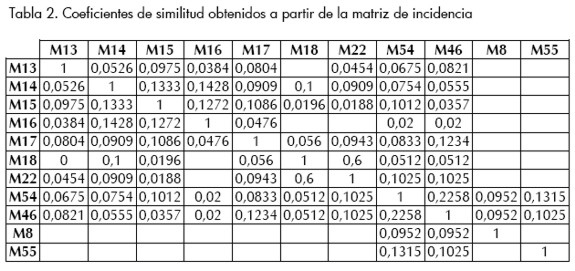
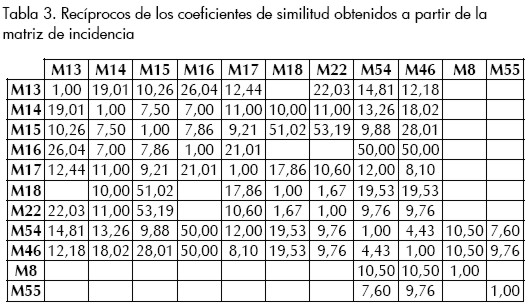
Luego de establecidas las familias de partes y las celdas de manufactura se genera la necesidad de ubicar en cada celda las máquinas para que los procesos ahí realizados se desarrollen de forma fluida, optimizando los recursos y aprovechando al máximo el espacio disponible. En este punto, y considerando las relaciones existentes entre las máquinas, con el uso de los coeficientes de similitud CS se emplea el método SLCA (Singh,1996) (Single-linkage cluster analysis, desarrollado por McAuley en 1982). Se aplica esta forma gráfica debido al grado de parentesco entre máquinas manifestado en la relación inversa entre los coeficientes y las posibles distancias tecnológicas que existan en la realidad entre ellas. De forma general, si el coeficiente de similitud entre dos máquinas es alto implica que espacialmente la distancia entre éstas debe ser pequeña, por tal razón trabajamos con los recíprocos de los coeficientes de similitud que actúan como radios de los círculos tecnológicos. El procedimiento empleado se describe a continuación (los datos e imágenes corresponden a solo una de las celdas trabajadas, ver Tabla 2 y Gráfico 1).
De esta manera se obtiene un esquema claro donde visualizar la ubicación relativa de las máquinas dentro de la celda.
Determinación del arreglo o layout definitivo
El esquema anterior se complementó con los requerimientos de cada puesto de trabajo en cuanto a máquinas, herramientas, dispositivos, materiales, usuarios y normas de seguridad industrial. Adicionalmente, sobre este arreglo se simularon las rutas de fabricación, revisando las secuencias de operaciones, minimizando los transportes de materia prima y optimizando el uso del espacio. Por último, se cruzo esta información con las necesidades de la organización hasta obtener una alternativa viable, la cual fue implementada.
Resultados de la implementación industrial del nuevo layout
Los resultados generales logrados con el nuevo layout se exponen en la tabla 4, donde se aprecia un 51% de disminución en los recorridos. La reducción del tiempo promedio para completar una orden de producción está asociada a la eliminación de las esperas entre procesos consecutivos, logrando que éstos se realicen de forma secuencial, disminuyendo los transportes y almacenamientos de materiales; por último, se optimizó el uso de las máquinas al redefinir los procesos saturando más estos equipos.
Conclusiones
Este documento expuso una experiencia práctica en el diseño de un nuevo layout cuando existe un número significativo de máquinas por ubicar, logrando mejoras en los problemas manifestados en la etapa de análisis y estableciendo un procedimiento que de forma didáctica guía el posicionamiento de las máquinas o equipos dentro de la celda de manufactura, disminuyendo el esfuerzo de análisis asociado con esta tarea.
La ubicación de máquinas o equipos en un layout puede requerir un trabajo considerable por la cantidad de información que es necesario recolectar y procesar, lo cual hace indispensable obtener esquemas lógicos que puedan ser evaluados contemplando las diversas variables involucradas para lograr soluciones viables, esa es la principal ventaja que trae este procedimiento. Además, el empleo de una metodología gráfica facilita la comprensión espacial de las relaciones tecnológicas entre las máquinas, siendo importante anotar que se evaluó el concepto de "esferas tecnológicas", lo cual implica una ubicación tridimensional de cada máquina a través de la solución de los sistemas de ecuaciones correspondientes a las esferas asociadas a cada una, con lo que se obtendría la coordenada requerida; dado que cada máquina posee una cantidad de relaciones mayor a tres y que éstas en muchos casos son mutuamente excluyentes no es posible satisfacerlas a todas, no siendo viable encontrar soluciones únicas sin el empleo de un modelo de optimización, el cual es el posible escenario para futuras investigaciones sobre este tema.
La formación de la celdas de manufactura puede realizarse con el uso de diversas técnicas, en este caso se usó el método ROC por permitir de forma simultánea la formación de las familias de partes y las celdas de manufactura; sin embargo, queda al criterio del lector el uso de otro método que desarrolle esta tarea. Sin embargo, independientemente del procedimiento empleado, éste debe con tar con la evaluación de eficiencia de las posibles configuraciones de las celdas para lograr un resultado óptimo.
De igual forma, es posible emplear otros coeficientes de similitud que pueden involucrar los volúmenes de producción, la secuencia de operaciones y otras variables que modificarían los resultados de los esquemas obtenidos, logrando que éstos contemplen primordialmente un aspecto determinado que dependería de los objetivos buscados.
Los resultados demostraron cómo un layout inadecuado genera considerables pérdidas al sistema de manufactura manifestadas en transportes, esperas y almacenamientos innecesarios que incrementan el lead time de los procesos
Bibliografía
Adnan, T., A hybrid genetic algorithm for machine-part grouping., Computers & Engineering 56, 2009, pp. 347-356. [ Links ]
Arshia, A., A novel approach to determine cell formation, intracellular machine layout and cell layout in the CMS problem based on TOPSIS method., Computers & Operations Research., 2008. [ Links ]
Companys, R., Corominas, A., Organización de la producción l., Ediciones UPC, 1998. [ Links ]
Cordoba, E., La flexibilidad de la manufactura., 2da Revista de investigación Interdisciplinaria DIMA-UN., 2007, pp. 91-104. [ Links ]
Hassam, M. S., Cell formation in group technology: review, evaluation and directions for future research., Computer ind. Engng., Vol. 34, No. 1, 1998, pp 3-20. [ Links ]
Kusiak, A., Intelligent manufacturing systems., Prentice-Hall International., Inc. 1990. [ Links ]
Lara., D. F., Diseño e implementación de un sistema de mejoramiento y estandarización de procesos en Tecnialambre S.A., Tesis presentada en la Universidad Tecnológica y Pedagógica de Colombia., Sogamoso., Para optar al titulo de ingeniero industrial, 2007. [ Links ]
Lou, Y. L., The strategies of tabu search technique for facility layout optimization., Automation in Construction 17, 2008, pp. 657-669. [ Links ]
Muther, R., Planning manufacturing cells., Publicado por SME, 2002. [ Links ]
Nyman, L. R., Making manufacturing cells work., Publicado por SME., 1992. [ Links ]
Productivity Development Team., Cellular manufacturing, Onepiece flow for workteams., CRC Press, 1999. [ Links ]
Shahrukh, A. I., Handbook of cellular manufacturing systems., John Wiley & Sons., Inc. 1999. [ Links ]
Singh, N., Systems approach to computer - integrated design and manufacturing., New York, John Wiley, 1996, pp. 643. [ Links ]
Sudhakara, P., Mahapatra, S. S., Manufacturing cell formation with production data using neural networks., Computers & Industrial Engineering, 2008. [ Links ]
Tompkins J., Planeación de instalaciones, 3ra Edición., Editorial Thomson., 2006. [ Links ]
Yong, Y., Similarity coefficient methods applied to cell formation problem: a taxonomy and review., International Journal of Production Economics 101, 2006, pp 329-352. [ Links ]