










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.30 no.1 Bogotá Apr. 2010
Aplicación de un modelo de programación lineal en la optimización de un sistema de planeación de requerimientos de materiales (MRP) de dos escalones con restricciones de capacidad
Optimising a two-echelon capacity-constrained material requirement manufacturing system using a linear programming model
Liliana Delgado Hidalgo1 y Héctor Hernán Toro Díaz2
1 Ingeniera Industrial, Universidad del Valle, Colombia. Asistente de Docencia, Escuela de Ingeniería Industrial y Estadística, Facultad de Ingeniería, Universidad del Valle, Colombia. lidehi@gmail.com
2 Ingeniero industrial, Especialista en Logística y M.Sc., en Ingeniería, Universidad del Valle, Colombia. Profesor Asistente, Departamento de Ciencias de la Ingeniería y la Producción, Pontificia Universidad Javeriana, Colombia. htoro@javerianacali.edu.co
RESUMEN
Se implementa un modelo de programación lineal entera mixta que representa un sistema de manufactura de dos escalones, con la intención de determinar decisiones óptimas de aprovisionamiento de materias primas o componentes. El modelo se programa usando software de modelación algebraica y se integra a una herramienta computacional desde la cual se administra el ingreso de los parámetros y la obtención de resultados. El modelo es validado en un ambiente real de manufactura, observando que además de representar fielmente el sistema se obtienen decisiones de aprovisionamiento que minimizan el costo total, objetivo del modelo, y a las cuales no se llegaría usando el esquema de cálculo propuesto por el MRP.
Palabras clave: planeación de requerimientos de materiales (MRP), lanzamiento de órdenes de producción/compra, manufactura de dos escalones.
ABSTRACT
A mixed integer linear programming model representing a two-echelon manufacturing system was implemented. Optimal decisions could be made about raw material/component provisioning by using the model. The model was programmed by using an algebraic modeller which was then integrated into a computational tool from which defining parameters could be managed as well as consulting the results once the model had been executed. The model was validated on a real manufacturing system; besides providing good representation of the system, optimal provisioning decisions were also reached. The article emphasises that such decisions cannot be made by using usual MRP reasoning.
Keywords: material requirement planning (MRP), production/procurement lot sizing, two-echelon manufacturing system.
Recibido: febrero 16 de 2009
Aceptado: marzo 1 de 2010
Introducción
La planeación de requerimientos de materiales (MRP por las siglas de Materials Requirement Planning), fue formalizada en el trabajo pionero de Orlicky (1975). Segerstedt (1996) presentó una formulación algebraica de las operaciones subyacentes en el cálculo de un MRP. Varios trabajos han sugerido la combinación de las ideas del MRP con técnicas de optimización, de modo que no se obténgan simplemente planes de producción factibles sino también económicamente atractivos. Se pueden citar los trabajos de Billington et ál. (1983), Chu (1995), Rota (1997), Clark (2003) y Yenisey (1998, 2005), en tal dirección. Mula et ál. (2006) y Escudero y Kamesam (1993) estudiaron la optimización de un MRP en un panorama de incertidumbre, los primeros usando una aproximación Fuzzy, en tanto que Escudero y Kamesan usaron la generación de escenarios.
Para un sistema productivo en el cual el tamaño de orden es una constante, Golhar y Sarker (1992) probaron un modelo generalizado de control de inventarios, en el cual el tiempo de producción y los tiempos de alistamiento son múltiplos enteros del intervalo entre envíos. La función de costo total es convexa, aunque con intervalos lineales, y se muestra que, bajo ciertas condiciones el costo total se reduce en conjunto con la disminución del tamaño de envío. Jamal y Sarker (1993) investigaron un sistema justo a tiempo (JIT) en el cual las políticas de ordenamiento de las materias primas y el tamaño de lote de ellas fueron incluidas en un modelo. Sarker y Parija (1994, 1996) extendieron el trabajo de Golhar y Sarker (1992), introduciendo el cálculo de políticas de aprovisionamiento de materias primas para un ambiente de múltiples órdenes de producción activas, en un ambiente de manufactura de dos escalones. Se estudió el efecto de los costos fijos y la solución final propuesta es la aproximación de la versión entera del problema. Chu (1995) desarrolló un modelo de programación lineal sujeto a restricciones de suministro, demanda total y disponibilidad de recursos, representativo de una situación en donde se deben secuenciar las operaciones finales de un proceso de producción. El modelo optimizó la función de utilidad e hizo énfasis en una estrategia de optimalidad agregada del sistema, en contraste con la optimización local. Nori y Sarker (1996) adaptaron el modelo de Sarker y Parija (1996), analizando el caso de costo fijo de alistamiento y el caso en el cual este costo fijo varía a lo largo del tiempo.
Segerstedt (1996) presentó las fórmulas que subyacen en los cálculos de un MRP; sin embargo, la formulación suministrada no propone optimización, al contrario del modelo desarrollado por Chu (1995). Yenisey (1998) brindó un primer estudio de la red de optimización del MRP, pero el estudio tiene algunas deficiencias para expresar todos los aspectos de un sistema MRP, por lo cual, en su nueva investigación (2005) se desarrolla un modelo de optimización mejorado. Dicho modelo se basa en el enfoque de red de flujo, con características de optimización. El modelo se construye de modo que exprese la estructura de árbol de producto (BOM - Bill of Materials) como algunas restricciones. Incluye los tiempos de suministro de componentes y de materia prima. Yenisey considera que el MRP tiene una falla referente a tamaños de lote fijos, el modelo discutido en sus investigaciones trata dicha falla aplicando la política lote a lote. Clark (2003) propone tres modelos de programación entera mixta para un sistema de manufactura, y demuestra que los modelos de red de flujo se pueden solucionar más rápido y eficientemente que los desarrollados en forma lineal.
El presente trabajo reporta la implementación de un modelo de programación lineal que representa un ambiente real de manufactura de dos escalones. El modelo incluye restricciones de capacidad y decisiones de acumulación de inventario. La implementación se hace desarrollando una herramienta computacional para usuarios finales. Un ambiente de manufactura de dos escalones ha de entenderse como un sistema en el cual los árboles de producto (lista de materiales) se componen únicamente de dos niveles: un primer nivel para el producto final propiamente dicho, y un segúndo nivel en el cual están todas las materias primas/componentes requeridos en ciertas proporciones para la elaboración de una unidad de producto final. En tal sentido, este sistema puede ser aplicado de manera que la entrada sean materias primas y la salida componentes, o que la entrada sean componentes y materias primas y la salida los productos terminados. La característica de dos escalones no resta generalidad, pues como se menciona e ilustra en el trabajo de Billington et ál. (1983), es posible reducir los árboles de producto para hacer que los modelos sean más tratables computacionalmente, sin que ello signifique pérdida de representatividad.
El modelo de programación lineal se implementa en un lenguaje de alto nivel para modelación algebraica (ILOG OPL® 3.7), y se desarrolla una herramienta computacional a partir de software de diseño de bases de datos donde se crea interfaz de usuario final mediante formularios de ingreso y acceso a datos, así como a los resultados obtenidos. Cabe resaltar la importancia de la conexión hecha entre la base de datos desarrollada en Microsoft® Access® 2003 y el modelo matemático, pues mediante módulos del software ha sido posible crear una interfaz gráfica que simplifica el ingreso de parámetros, ejecución y visualización de resultados. La idea es mostrar que mediante el uso de tecnologías de computación que cada vez son más fáciles de encontrar en el mercado empresarial, es posible automatizar tareas y apoyar el proceso de toma de decisiones, en el mejor de los casos, terminando con decisiones óptimas.
A continuación se aborda la formulación del modelo matemático y la programación e integración de éste en la herramienta de base de datos. Posteriormente se presentan los resultados del modelo aplicado a un caso de estudio y se discute acerca de ellos. Al final se ofrecen las conclusiones y perspectivas futuras de investigación.
Desarrollo del modelo matemático
Se asume conocer el valor de requerimiento de productos finales, como resultado de un plan maestro de producción (PMP); el costo de mantenimiento de inventario (CMIc ) empleado en los parámetros del modelo es el producto entre el factor costo del valor unitario del ítem Cc ($/unidad) y el costo de llevar el inventario expresado en %/año o en $/($*año); el modelo es multiproducto; se permite el almacenamiento de inventario de componentes/materia prima y se asumen costos fijos en el tiempo, tanto de adquisición como de ordenar; el lead time, bien sea de producción o de suministro, se da por conocido con certeza y que además corresponde a un número entero de periodos de planeación considerados en el modelo.
Función objetivo
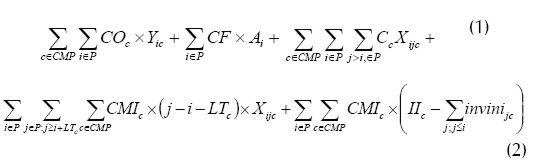
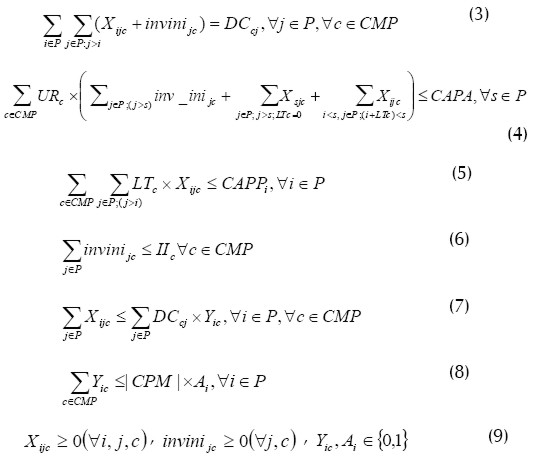
Restricciones impuestas al modelo
Donde P se refiere al conjunto de periodos, usando los índices i, j, s; PDT es el conjunto de productos, y usa el índice p; y CMP es el conjunto de componentes, con índice c.
Definición de parámetros
LTc = Valor esperado del tiempo de producción/entrega del componente c [días]
Cc = Costo de producción/compra del componente c [$ / componente]
CMIc = Costo de mantenimiento de inventario del componente c [$ / componente * día]
COc = Costo de ordenar el componente c [$ / orden]
URc = Volumen ocupado por el componente c [unidad de volumen / componente]
CAPA = Capacidad de almacenamiento de la bodega [unidad de volumen]
CAPPi = Capacidad de producción en el periodo i [horas]
CF = Costo fijo de ordenar [$]
UCPcp = Unidades requeridas del componente c para fabricación del producto p [unidades de componente / unidad de producto]
Dpj = Demanda de producto p para el periodo j [unidades de producto p]
DCcj = Es un parámetro indirecto, pues el usuario ingresa la demanda del producto final y la lista de materiales y con base en esta última la herramienta calcula la demanda de componente c en el periodo j usada en el modelo [unidades de componente]
IIc = inventario inicial del componente c en el periodo de inicio del horizonte de planeación [unidades de componente]
Variables de decisión
Xijc = cantidad del componente c a producir/comprar en el periodo i para abastecer la demanda del periodo j [unidades de componente]
Yic = variable binaria asociada a ordenar el componente c en el periodo i, igual a 1 si se realiza la orden de dicho componente en dicho periodo e igual a 0 (cero) en caso contrario.
Ai = variable binaria asociada a ordenar en el periodo i, igual a 1 si se efectúa una orden en dicho periodo e igual a 0 (cero) en caso contrario.
invinijc = cantidad del inventario inicial del componente tipo c que será usado para satisfacer la demanda del periodo j.
La ecuación (1) representa los costos fijos asociados a ordenar y costos variables de producción/compra. El primer término hace referencia al costo marginal de una orden por incluir componentes tipo c, mientras que el segundo considera el costo fijo por el solo hecho de ejercer la acción de ordenar independientemente del tipo de componente. El tercer término hace referencia al costo de producir/comprar todo tipo de componentes en cualquier periodo para ser usado en cualquier otro periodo posterior. En vista de que el modelo considera la opción de comprar o producir componentes en periodos anteriores a aquellos en que se requiere, estos componentes se almacenarían como inventario, por lo cual existe un costo asociado a ello, considerado en la ecuación (2), que resulta de la multiplicación del costo de los componentes a ordenar por el costo de mantener dicho inventario durante un periodo, multiplicado por el número de periodos que estaría almacenado, es decir, la diferencia de tiempo entre el periodo en que se usará y el periodo en que se ordenó. La segunda parte de esta ecuación hace referencia al costo del almacenamiento de las unidades del inventario inicial que van quedando luego del uso que se le haya dado a éste en periodos anteriores.
La restricción (3) asegura que la demanda de un componente c para un periodo j debe ser satisfecha a partir de la cantidad del componente ordenado en periodos anteriores, en conjunto con la cantidad de componentes del inventario inicial que se haya destinado para usar en dicho periodo j. Nótese que en la anterior ecuación no se ha formulado el retraso de la demanda de componentes con respecto al LT, pues como se explicará más adelante el parámetro Dccj se retrasa un periodo igual al LT mediante la herramienta computacional. La restricción (4) implica que la capacidad de almacenamiento en un periodo dado debe ser mayor o igual a lo ocupado por los componentes que estén en almacenamiento en ese momento.
La restricción (5) establece que la capacidad de producción (o capacidad de suministro, si fuera el caso de compra) en unidades de tiempo en un periodo dado i, debe ser mayor o igual al tiempo usado en la producción de componentes en dicho periodo. Esta restricción ha de entenderse como la limitante de la capacidad de producción o de la capacidad del proveedor. La restricción (6) garantiza la concordancia de la distribución que se realiza del inventario inicial para satisfacer la demanda de los diferentes periodos.
En la restricción lógica (ecuación 7) nótese que si el modelo determina que no se debe ordenar el componente tipo c en el periodo i, la variable binaria Yic tomará el valor cero, lo cual implica que la cantidad a ordenar del componente c en el periodo i para satisfacer cualquier periodo también debe ser igual a cero. De otro modo, si la variable binaria Yic toma el valor 1, la restricción implica que la cantidad máxima a ordenar en un periodo dado i será la suficiente para abastecer la totalidad de la demanda en el horizonte de planeación futuro.
La restricción (8) es del mismo tipo que la restricción (7), y controla la posibilidad o no de ordenar (cualquier componente) en un periodo dado i. El máximo valor que tomará la sumatoria de binarias será el total de número de componentes, por lo cual se usa la cardinalidad del conjunto de componentes. Por último, se encuentran las restricciones de dominio sobre las variables de decisión (restricción 9).
Herramienta de gestión del modelo
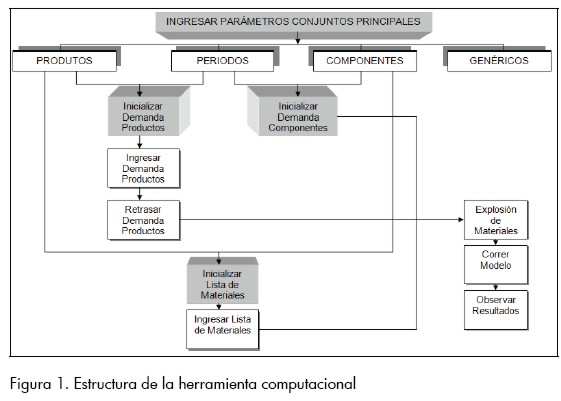
Se ha diseñado en Microsoft Access 2003 tanto la base de datos que administra los parámetros y resultados del modelo, como la interfaz gráfica de usuario. En ella pueden encontrarse: 1) formularios que permiten el ingreso de parámetros que pertenecen a unúnico conjunto; 2) el procedimiento que retrasa la demanda del producto final ingresada por el usuario con respecto al tiempo de suministro; 3) el procedimiento que realiza la explosión de materiales calculando la demanda de componentes en cada periodo, originado a partir de la demanda (retrasada con el tiempo de suministro) de los productos y de la lista de materiales; 4) el procedimiento que ejecuta el modelo programado en OPL desde la base de datos de Access; 5) una consulta que permite la adición de nuevos elementos a los conjuntos principales; y, por último, 6) formularios que reportan los resultados de las variables principales del modelo. El siguiente diagrama de flujo ilustra el esquema de funcionamiento de la herramienta.
Análisis de resultados del caso de estudio
Se trabaja con la adaptación de un caso de estudio reportado en la tesis de maestría de Gutiérrez (2006). El contexto de este caso es el de una empresa del sector de alimentos de consumo masivo, dedicada a la producción y distribución de productos alimenticios a base de maíz, plátano y arroz. El caso de estudio cuenta con un conjunto de 20 productos y 21 componentes, y se modela un horizonte de planeación de 30 días. El modelo resultante para este caso de estudio consta de 20.211 variables de decisión de naturaleza continua, 660 variables binarias y 1.392 restricciones.
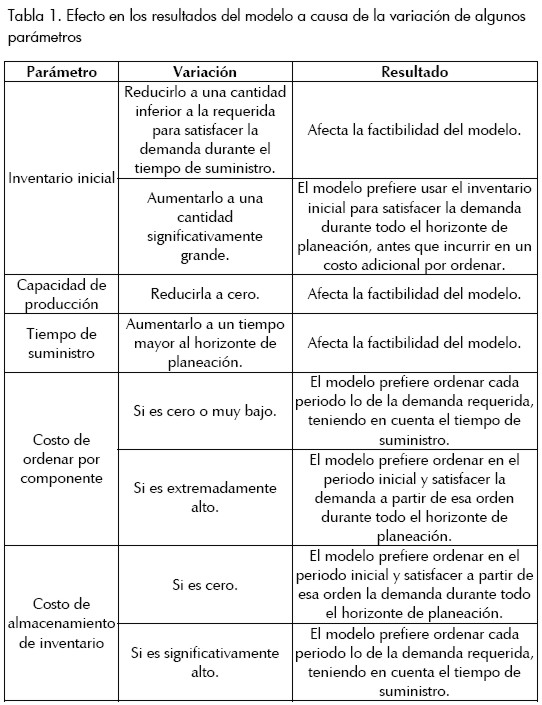
Se realiza la validación del modelo y la herramienta haciendo variaciones en algunos de los parámetros con el fin de conocer su respuesta ante tales cambios. La tabla 1 muestra los cambios con su respectiva incidencia en el valor de la función objetivo y en la estructura de la solución.
Igualmente, se realiza la conciliación de los parámetros de demanda de componentes durante su tiempo de suministro y el inventario inicial de cada componente con el fin de evaluar la factibilidad del modelo, pues durante el tiempo de suministro la única forma que se tendría para responder a la demanda es por medio del inventario. Como resultado de esta conciliación puede observase que para la mayoría de componentes (excepto MP15) es necesario ordenar en el periodo 1, ya que el excedente en inventario no es suficiente para satisfacer la demanda del periodo LT + 1 (Tabla 2). Debido a lo anterior, el modelo está obligado a incurrir en el costo de ordenar en el primer periodo para satisfacer la demanda del periodo LT + 1, y de hecho se ordena la diferencia entre lo requerido por la demanda y el excedente del inventario inicial (reflejado en la variable X) , y complementar la demanda de este periodo haciendo uso de la cantidad en excedente de inventario (reflejado en la variable invini) con el fin de evitar incurrir en un costo adicional por motivo del almacenamiento de dichas unidades.
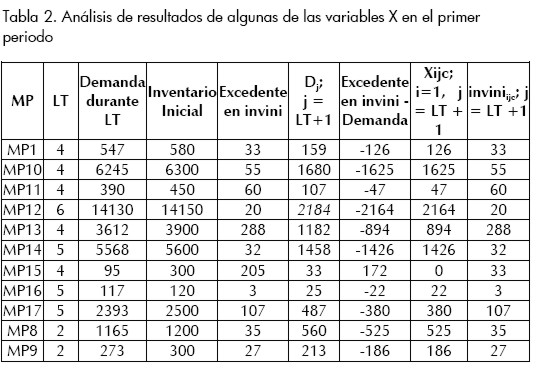
Para el caso particular de la materia prima MP15 era de esperarse que la variable a ordenar en el primer periodo fuera igual a cero, ya que el excedente en inventario inicial (205 unidades) es superior a la demanda del periodo LT + 1; de hecho este excedente alcanza a cubrir la demanda de los ocho periodos siguientes al tiempo de suministro (periodos 5 al 12).
En un MRP tradicional, bajo la técnica de lote a lote, la decisión sobre cuánto ordenar sería la cantidad exacta requerida con base en la explosión de materiales, teniendo en cuenta el nivel de inventario; y cuándo ordenar sería la diferencia entre el momento en el cual se requieran los componentes y su tiempo de suministro. Como puede observarse, este esquema no considera el almacenamiento de componentes como una posible alternativa para reducir costos, al hacer uso de las ventajas que traen consigo las economías de escala. Es cierto que con otras técnicas de tamaño de lote se da la posibilidad de almacenamiento; sin embargo estas técnicas no optimizan costos, pues no se analiza el sistema como un todo sino que se debe realizar la técnica por cada componente, lo cual, además de no minimizar costos, también aumenta la complejidad del proceso.
En contraposición a lo anterior, tal como lo muestran los resultados de las variables a ordenar para los componentes MP13, MP18 y MP3 (la solución de la MP3 se muestra en la tabla 3), el uso del modelo y la herramienta permite el aprovisionamiento de componentes/ materia prima en periodos anteriores a los requeridos (con base tan sólo en el tiempo de suministro), con el fin de optimizar el costo asociado a este proceso, analizando todas las posibles opciones y combinaciones de orden y almacenamiento en los diferentes periodos. Es precisamente esa característica la que hace de esta herramienta una mejor opción en el proceso de determinación de órdenes de compra/producción de materia prima/componentes, en contraste con el MRP tradicional. La solución propuesta disminuye de hecho el costo total relevante.
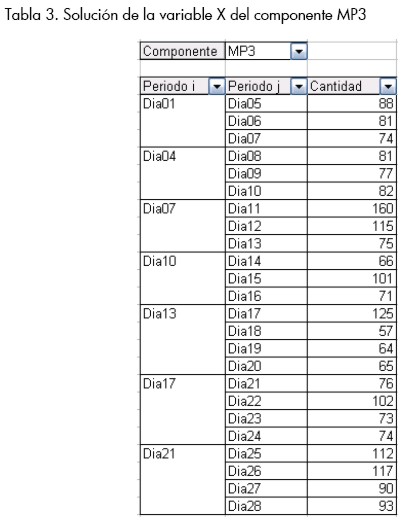
En el caso específico, el motivo por el cual el modelo prefiere ordenar previamente y hacer uso de la opción de almacenamiento de los componentes MP13, MP18 y MP3, es porque para éstos existe un costo por orden adicional que depende del componente en particular, por lo cual si son ordenados en diversas ocasiones el costo total asociado a este proceso se verá incrementado significativamente, pues supera el costo asociado a su almacenamiento. Este costo de ordenar por componente particular se interpreta como un alistamiento más complicado que para el resto de los componentes (es la situación del caso real en estudio) o como un costo fijo derivado de una relación contractual con un proveedor. Este último caso se presenta cuando los proveedores de dicho material son muy pocos.
Otra posibilidad que podría ocurrir en ambientes del mundo real consiste en que los costos, tanto de adquisición como de ordenar, varíen a lo largo del tiempo, por razones como tasa de cambio, o en el caso de que las materias primas se compren en mercados subastados, donde de un día a otro la cotización puede cambiar, y aunque la herramienta trabaja bajo el supuesto de costos fijos en el tiempo, las modificaciones al modelo serían mínimas para representar tal escenario. Con mayor razón, en un ambiente de costos variables, cabría esperarse que la característica de optimización identifique los mejores periodos de lanzamiento de órdenes, balanceando un bajo costo de adquisición/producción, contra los costos fijos y de almacenamiento.
Conclusiones
El presente trabajo se suma a otros esfuerzos académicos y prácticos que han abordado la modelación de sistemas de manufactura en los que el MRP es una herramienta de planeación usual de producción. Se logra representar un sistema real de manufactura de dos escalones mediante un modelo matemático sujeto a las restricciones de capacidad del entorno de fabricación y las condiciones propias del tipo de producto o empresa. Además, se logran derivar soluciones de producción/compra que minimizan el costo de satisfacción de la demanda, en contraste con las soluciones que actualmente se implementan, las cuales se ocupan sólo de la factibilidad de los planes de producción.
La herramienta computacional de gestión también permite avanzar en el panorama en que la programación automatizada de la producción pueda ser desarrollada sin necesidad de que el personal encargado tenga conocimiento en modelación matemática, pues en ello se desarrolla una interfaz de usuario para lograr un acercamiento a la herramienta y uso del modelo matemático, con facilidad en el manejo y recolección de datos. Es decir, para efectos prácticos los planeadores de producción seguirían usando su misma interfaz actual de MRP.
Este proyecto puede ser ampliado al uso de algunas características estocásticas, por ejemplo, la inclusión de una función de costo que dependa de variables aleatorias. Otra área de investigación para este estudio sería el uso de otras técnicas de tamaño de lote. En este caso se ha utilizado el acercamiento de tipo lote a lote (L x L); sin embargo, diversas técnicas podrían probarse desde el punto de vista de la eficacia económica agregada.
El enfoque de optimización usado para el desarrollo de la herramienta permite sacar provecho a oportunidades que bajo un esquema de MRP clásico, con técnica lote a lote, no se tienen en cuenta, ya que con este último la respuesta a cuándo ordenar estaría dada simplemente por un desplazamiento hacia atrás en el tiempo, teniendo en cuenta el periodo de suministro, buscando coincidir con el momento en que se requieren los componentes. Esta acción cumple con el plan de satisfacción de demanda pero no tiene en cuenta un potencial ahorro marginal en los costos debido al aprovisionamiento de materias primas o componentes más allá del retardo del tiempo de reposición o de producción. Con la característica adicional de optimización se logra tener en cuenta este ahorro, ya que la agrupación de unidades de varios periodos logra la disminución de los costos de mantener y ordenar, reduciendo con ello el costo total.
Bibliografía
Billington, P. J., McClain, J. O., Thomas, L. J., Mathematical Programming Aprroaches to Capacity Constrained MRP Systems: Review, Formulation and Problem Reduction., Management Sciences, Vol. 29, No. 10, Oct., 1983, pp. 1126-1141. [ Links ]
Clark, A. R., Optimization approximations for capacity constrained material requirements planning., International Production Economics, No. 84, 2003, pp. 115-131. [ Links ]
Chu, S. C. K., A mathematical programming approach towards optimized master production scheduling., International Journal of Production Economics, No. 38, 1995, pp. 269-279. [ Links ]
Delgado, L., Restrepo, E., Desarrollo de una Herramienta computacional para la determinación de órdenes de Compra de Materia Prima y/o órdenes de Producción de Componente en un Ambiente de Manufactura de dos Escalones., Trabajo de Grado de Ingeniería Industrial, Universidad del Valle, Cali, 2008, 81 pp. [ Links ]
Escudero, L..F., Kamesam, P. V., MRP Modelling Via Scenarios., En: T.A. Ciriani and R.C. Leachman (eds.), Optimization in Industry, John Wiley and Sons, 1993, pp. 101-111. [ Links ]
Golhar, D. Y., Sarker, B. R., Economic manufacturing quantity in a just-in-time delivery system., Journal of Production Research., Vol. 30, No. 5, 1992, pp. 961-972. [ Links ] [ Links ]
Jamal, A. M. M., Sarker, B. R., An optimal batch size for a production system operating under a just-in-time delivery system., International Journal of Production Economics, Vol. 32, No.2, 1993, pp. 255-260. [ Links ]
Mula, J., Poler, R., Garcia, J. P., MRP with flexible constraints., Fuzzy Sets and Systems, 157, 2006, pp. 74-97. [ Links ]
Nori, V. S., Sarker, B. R., Cyclic scheduling for a multi-product, single facility production system operating under just-in-time delivery policy., Journal of the Operational Research Society, Vol. 45. No. 8, 1996, pp. 891-900. [ Links ]
Orlicky, J., Material Requirements Planning., McGraw Hill, London, UK, 1975. [ Links ]
Rota, K., Thierry, C., Bel, G., Capacity-constrained MRP system: a mathematical programming model integrating firm orders, forecasts and suppliers., Université Toulouse II Le Mirail, Départament d´Automatique, 1997. [ Links ]
Sarker, B. R., Parija, G. R., An optimal batch size for a production system operating under a fixed quantity, periodic delivery policy., Journal of the operations Research Society, Vol. 45, No. 8, 1994, pp. 891-900. [ Links ]
Sarker, B. R., Parija, G. R., Optimal batch size and raw material ordering policy for a production system with a fixed-interval, lumpy demand delivery system., European Journal of the operational Research, Vol. 89, No. 3, 1996, pp. 593-608. [ Links ]
Segerstedt, A., Formulas of MRP., International Journal of Production Economics, Vol. 46-47, 1996, pp. 127-136. [ Links ]
Yenisey, M. M., Flow-network approach to materials requirement planning., Proceedings of the second International Symposium on Intelligent Manufacturing Systems, Sakarya-TURKEY, Vol.1, August 6 and 7, 1998, pp. 529-533. [ Links ]
Yenisey, M., A flow-network approach for equilibrium of material requirements planning., [Base de datos en línea] Estambul, Turquía, Department of Industrial Engineering, Istanbul Technical University, 2005, pp. 317-332. [ Links ]