










Services on Demand
Journal
Article
 text in
text in  Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.30 no.2 Bogotá May/Aug. 2010
Evaluating a tobacco leaf humidification system involving nebulisation1
Néstor Enrique Cerquera Peña1, Fernanda Carvajal Solórzano2 and Eduardo Pastrana Bonilla3
1 Agricultural Engineering, Universidad Surcolombiana, Colombia. Specialist in Food Science and Technology, Universidad Nacional de Colombia, Bogotá,Colombia. M.Sc., in Agricultural Engineering, Universidad Nacional de Colombia, Bogotá, Colombia. M.Sc., Sc. in Education Management, Universidad de los Andes, Bogotá, Colombia. Associate Professor, School of engineering,Universidad Surcolombiana, Neiva, Colombia. cerquera@usco.edu.co 2 Ingeniera Agrícola. Auxiliar de investigación, Universidad Surcolombiana, Neiva, Colombia. fercha1566@hotmail.com 3 Agricultural Engineering, Universidad Surcolombiana, Neiva, Colombia. M.Sc., in Food Science and Enology, California state university, California, Estados Unidos. Ph.D., in Food science and technology, University of Giorga, Atenas. Professor, School of engineering, Universidad Surcolombiana, Neiva, Colombia. a pastrana@usco.edu.co
Abstract
A tobacco leaf humidifying system involving nebulisation was designed, implemented and evaluated; it had a system for monitoring and recording environmental conditions thereby producing an environment having more homogeneous relative humidity, ensuring better water use, better control of relative humidity and better control in managing cured tobacco leaf moisture content, thereby leading to a consequent improvement in final product quality. 55% to 75% relative humidity and 4 to 6 hour working ranges were obtained to ensure leaf humidification reached 16% humidity on a wet basis. Two new designs are proposed for the conditioning stage regarding this conditioning chamber's operational management, based on the results and field observations, which would allow better leaf management, thereby avoiding the risk of losses due to manipulation and over-humidification. This work strengthens research in the field of tobacco postharvest technology, complementing other research projects which have been carried out in Colombia.
Key words: Tobacco barn, conditioning, humidification, tobacco post-harvest, fogger/nebuliser, Virginia tobacco.
Received: jan 30th 2009
Accepted: march 03th 2010
Introduction
Tobacco leaf post-harvest is of great importance due to the product acquiring added value; however, there have been many problems during harvesting, curing, storing, packaging and classification stages thereby reducing final product quality and leading to economic losses.
The Colombian National Learning Service (SENA, 2005) has stated that adding water to cured leaves moisturises them for easier handling during classification. Moistening hot-air cured tobacco should be done in a barn provided with double bins and a central corridor for locating the racks and humidifier. The humidifier produces micro droplets of water which are distributed and circulated within the room by a fan. Such recommendation reflects current practice in Colombia in terms of traditional cured leaf practice. Flue-cured and bulk tobacco automated systems are little used in Colombia; this stage is not usual at an additional site because the leaf is humidified and prepared for the next step (i.e. classification) in the same place where curing is performed, just as happens in the modular oven for bulk curing tobacco process designed and evaluated by Protabaco SA (2005) and in tobacco leaf curing by forced convection oven (USCO-MADR). The latter has a humidification system located off the forced air duct because the fan air distributes the moisture provided by nozzles as a cloud inside the curing oven (Cerquera, et al., 2007). Deficiencies arise in managing retention time and the level of leaf humidification during the tobacco leaf conditioning phase (herein called tobacco barn) which should not exceed 16% on a wet basis (wb) because, when such percentage is greater, fungal growth, discolouration (spots) and losses caused by decomposition usually occur. On the contrary, when the leaves leave the barn having very low humidity they are brittle and unwieldy for the classifier, also leading to increased loss by physical damage. A study entitled, "Evaluating drying in traditional curing tobacco leaf ovens" (Cerquera et al., 2006) found that leaf humidification was inadequate, mainly because the barn had only one humidifier providing a limited coverage area, thereby leading to lack of uniform relative humidity causing high humidification of the product located in its vicinity and having virtually no effect on product located away from the device. A humidification system involving nebulisation (fogger) was thus designed, implemented and evaluated to provide better management during this crucial stage during the traditional tobacco curing system.
Methodology
Project location: The Villa Diamante farm's tobacco barn was selected for carrying out this project; it is located five kilometres from the city of Garzon on the way to El Agrado in the Huila department.
Calculating the humidification system:The tobacco leaf nebulisation humidification system was designed and calculated following the methodology proposed by Cifuentes (2001).
Humidification system installation: There following steps were performed:
−ling the pipes. The main line consisted of 1" RDE 26 PVC pipe and 16 mm PR 35 was used for the lateral hoses;
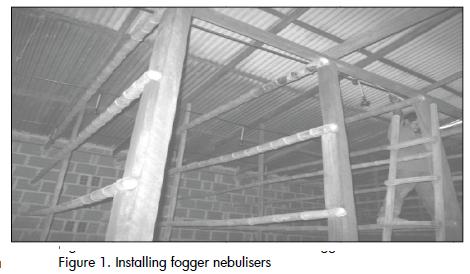
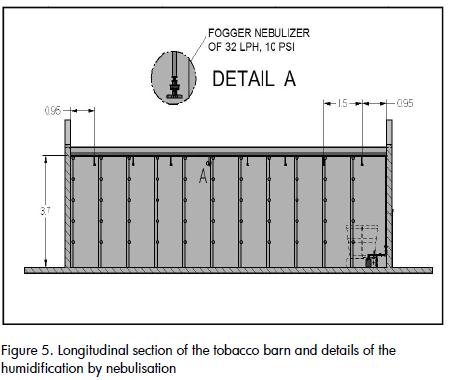
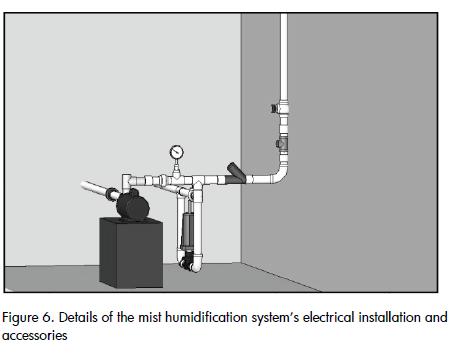
− Installing nebulisation units. 48 blue-base fogger/nebulisers were installed at 1.5 m distance from each other (Figure 1). These nozzles worked at 40 PSI, 32 litres per hour (LPH) discharge rate and were fitted with an anti-drip valve (Figure 2);
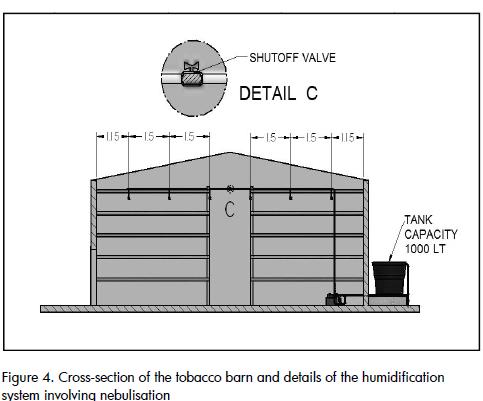
− Installing the pumping system. A 1 HP centrifugal pump was installed having 1¼" suction diameter and 1" discharge. A 1,000 litre supply tank was installed (with its accessories) outside the barn; and
−Automation. An automatic control system was also installed; it was designed by Gomez et al., (2006), turning the electric pump on or off depending on relative humidity.
Hydraulic evaluation of the humidification system: The system adapted for the tobacco barn was evaluated in terms of the following two variables. The coefficient of uniformity was determined following the methodology proposed by Christiansen (Perea et al., 1998); this is a statistical representation of uniformity used in spray systems and is the most widely used parameter for uniformity (Perea et al., 1998). Discharge flow was measured at different pressures.
Evaluating environmental conditions in the tobacco barn: Relative humidity and the temperature in the tobacco barn was monitored 24 hours per day using two digital thermo hygrometers (Extech USA, model 42 270) which recorded readings every five minutes. The first was located 3.5 m above the floor, this being above the nebuliser line (meter A2) and the second (B2 meter) 2 m above floor level, located below the nebuliser line and protected from direct impact by water when the system was in operation.
Evaluating tobacco leaf moisture conditions: Tobacco leaf moisture content was evaluated by taking four samples throughout the day and bringing the samples to the stove, following the official AOAC gravimetric method (No. 966.02/1998). A total of 24 samples were evaluated because leaves from six stoves entered the tobacco barn and all were monitored. Samples were taken in the tobacco leaf classification area to determine leaf moisture content and leaf characteristics in terms of ease of handling.

Results
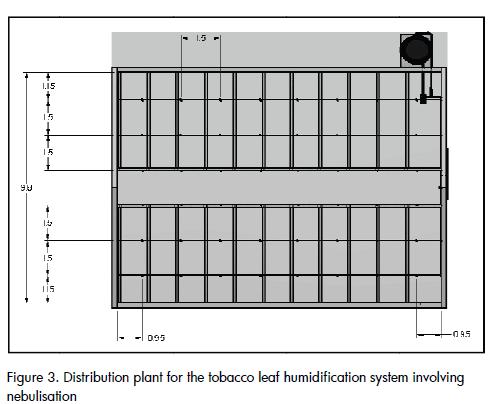
Figures 3-6 show the details of the design and the layout for the installations built for evaluating the tobacco leaf humidification/nebulisation system.
Hydraulic assessment dealt with: Flow rat
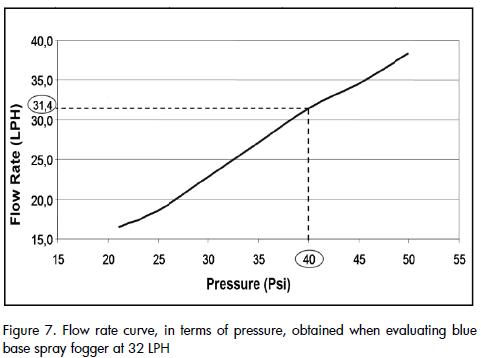
Flow rate and pressure. According to information provided by the manufacturer, the blue base fogger nebulizer works at 40 PSI with a 32 LPH (litres per hour) discharge rate. Figure 7 shows that the flow obtained when evaluating the nebulisers installed in the network at a pressure of 40 PSI had a 2% margin compared to the theoretical flow. This difference was not significant if it is considered that there were pressure losses in the conduction system and the accessories, thereby providing a high degree of confidence in the design made to the given technical specifications.
Coefficient of uniformity. 32 observations were taken over a 30 minute period, yielding an average 0.0028 mm water depth. The coefficient of uniformity (CU) calculated for the nebulising system was 76.6%. Keller et al., (1990) recommend Christiansen uniformity coefficient (CU) values of at least 85% in the case of horticultural crops, 75% to 83% in the case of more developed root crops and 70% in the case of woody crops. As the nebuliser system was evaluated in the barn, it should be noted that the coefficient of uniformity was affected by the bamboo and wood structure installed within it for placing the poles or racks to support the tobacco leaves to become moistened. Water evaporated and became suspended in the air in this nebulised system, thereby achieving the object of increasing relative humidity. This ratio was thus considered acceptable and indicated that the nebuliser system operated within the allowable range and that there was suitable lateral spacing between nebulisers.
Tobacco leaf moisture content pattern: Figure 8 shows the moisture content pattern on a wet basis for sample 4 from oven 1. This trial was the longest. Variation in moisture content during retention time for the sample is shown in the Figure.
Such variation was due to fluctuations in temperature and relative humidity inside the barn.
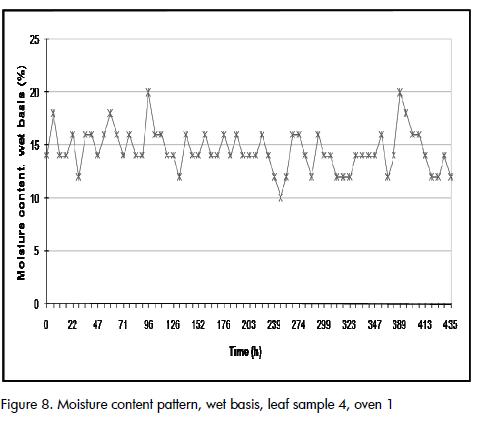
There was 14% wb moisture content for tobacco leaf entering the barn, following pre-moistening in the curing oven; the leaf reached 18% wb humidity after four hours in the barn allowing easier manipulation in the classification area. However, the leaves remained in storage for eighteen days, with continuous variations in moisture content, this being grossly inadequate for the product and the process.
Figure 9 shows the temperature and relative humidity registered with meter A2 (located above the nebuliser line). It shows the variation in these conditions during the test (26% to 92% relative humidity and 19.5ºC to 49.9ºC). These records were taken as reference for observing the pattern for the barn's indoor environment where there was no direct nebuliser effect. Figure 10 shows the pattern of environmental conditions recorded with meter B2 located below the nebuliser line, this being taken as reference for these variables' pattern when powering the humidification system.
The control system was programmed with a 70% to 75% relative humidity range (referenced to meter B2) during preliminary testing, corresponding to the information obtained from the Virginia Tobacco equilibrium moisture content curve (North Carolina State University, 2007). This schedule caused the leaves below the nebuliser line to become over-moistened. This effect became substantially reduced when the system was reprogrammed to have 54% to 58% relative humidity (referenced to meter B2).
Figure 11 presents the pattern of environmental conditions in the tobacco barn for a given day, at five minute intervals. Environmental conditions exhibited a stable pattern during the morning (0 am to noon) and night (from 7 pm to 12 pm) and large variation from noon until 7 at night. Greater variation in environmental conditions recorded by the measuring equipment was easy to note during the hours close to noon, having 47°C maximum temperature and 31.6% minimum relative humidity above the nebuliser line. Below the nebuliser line there was 29.7°C maximum temperature and at least 52.9% relative humidity. Moisture peaks in the relative humidity curve for meter B2 readings indicated the moment when the system was turned on or off automatically. It was clear that relative humidity was more stable in the humidification area (meter B2) and came within a range allowing tobacco leaf moisturising in the conditions needed for classification while relative humidity was very low in the upper part of the barn where there was no humidification (meter A2). The pattern found in the remaining trials was similar to that reported for test 4 for oven 1 and the pertinent details can be found in an article by Cerquera et al., (2007).
Tobacco leaf retention time in the barn: Table 4 shows the variation in retention time (as established by the tobacco producers) for each of the tests performed, the longest being test 4 for oven 1 (18 days) and the shortest trial 1 for oven 1 which lasted two days in the barn.
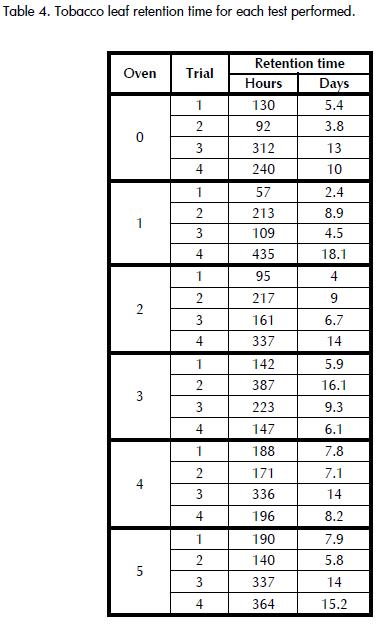
Tobacco leaf becomes conditioned within 12-24 hours when a traditional system is installed in the barn (after that it must be classified), however, this is not usually considered in traditional management as the tobacco barn is used for two purposes: moisturising the tobacco leaf and as a prolonged storage area. It was determined that 55% to 75% relative humidity could be reached within 4-6 hours, according to leaf moisture content, with the nebulising system in operation, this being the moisture content required for classification and subsequent sale.
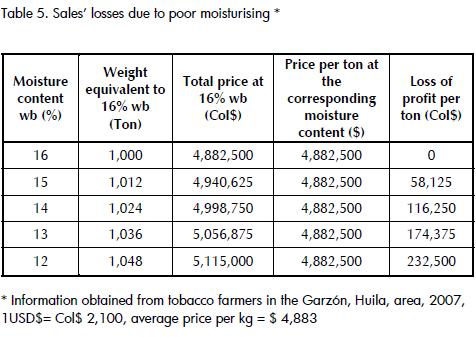
Economic analysis of the effect of moisture content in the tobacco barn. Tobacco leaf commercial moisture level must be reached and maintained during classification to ensure that the right price is obtained at the time of sale. If leaves are sold below 16% wb then they receive the same price regardless of moisture content; if they have higher moisture content, then leaves are rejected and returned to the producer for excess moisture to be withdrawn. Table 5 shows the economic losses from selling cured leaves having less than 16% wb moisture content. On average, the price per ton of leaf having 16% bh moisture content is $ 4,882,500; the producer looses $ 58,125 for each point of moisture below 16%, due to product weight loss.
Proposed redesign for improving the tobacco barn nebulising humidification system. Based on the experience gained when evaluating the system, two new designs called, "USCO-MARD tobacco leaf humidification and conditioning barn" were drawn up.
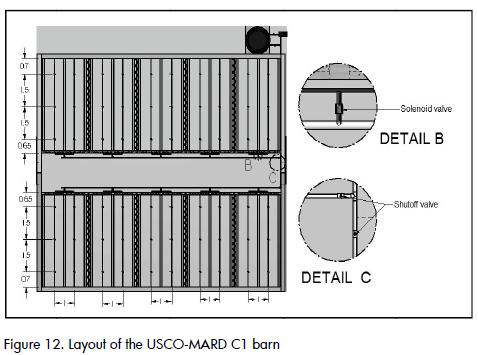
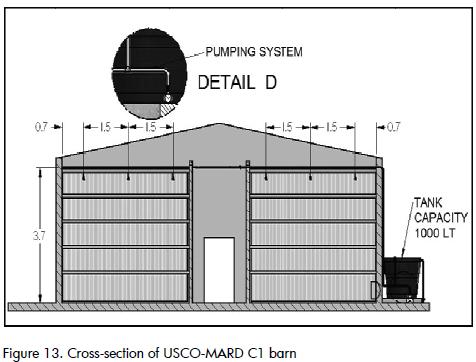
Proposal 1: "Chamber of humidification and conditioning of tobacco leaf USCO - MARD, C1". C1 consisted of dividing the barn into sectors, each corresponding to two bins which could be isolated from the rest of the barn by plastic curtains, thereby creating separate enclosures within the barn. Selective operation means that humidifying an area does not affect the rest of the leaves from such stock being kept in the barn. The system can operate independently and unattended for humidifying tobacco leaves in each sector with the help of valves and controls. Figures 12 and 13 give design details of the USCO-MARD C1 tobacco leaf humidification and conditioning barn.
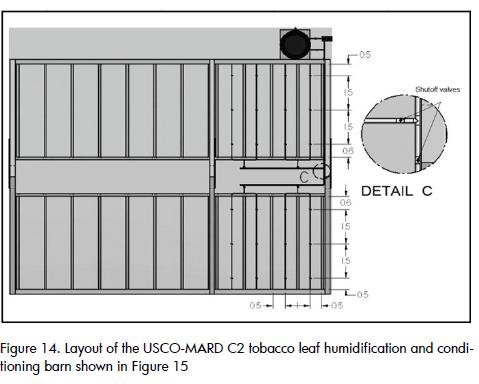
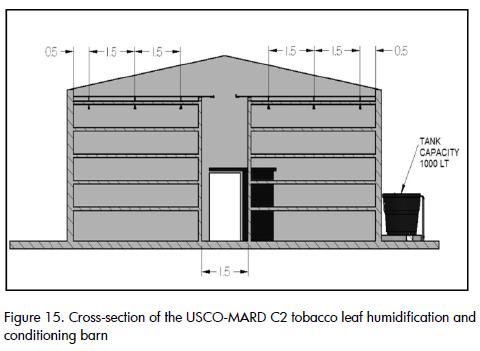
Proposal 2: USCO-MARD C2 tobacco leaf humidification and conditioning barn. Tobacco leaf storage and packaging areas are clearly identified and physically separated, one of them exclusively for storing cured leaf and the other for tobacco leaf humidification. The latter is where the automatically operated mist humidification system was installed. Only leaves which will be humidified are moved to this area (to be taken to the classification area later on). Figures 14 and 15 give details of the USCO-MARD C2 tobacco leaf humidification and conditioning barn design.
Conclusions
The enclosure used for humidifying tobacco leaf, known traditionally as "tobacco barn", has many disadvantages because it is conceived as being a facility serving two simultaneous purposes: leaf storage and leaf moisture conditioning. Storing tobacco leaves in the barn for a long period of time increases the loss of quality and becomes a bottleneck for tobacco leaf post-harvesting.
Conditioning tobacco leaf moisture must be considered as being a transitional step for leaves coming to the classification area; this operation can be performed directly in the oven or in a facility exclusively designed for such purpose.
Relatively constant relative humidity could be maintained once the humidification by nebulisation system had been installed in the barn; this led to reaching the leaf moisture content required for handling in the classification area. The time taken to reach 16% (wb) tobacco leaf moisture content was 4-6 hours, with 55% to 75% environmental relative humidity.
The humidification system worked properly according to the coefficient of uniformity, thereby ensuring a homogeneous distribution of mist in the environment.
Cerquera, N. E., Ruiz, Y. L., Carvajal, F., Evaluación del secado en los hornos tradicionales de curado de tabaco., Neiva, Marzo, 2006, pp. 87. [ Links ]
Cerquera, N. E., Ruiz, Y. L., Adecuación y evaluación del horno tradicional de curado de tabaco utilizando un intercambiador de calor que emplea como combustible carbón mineral o cisco de café., Neiva, 2007, pp. 136. [ Links ]
Cerquera, N. E., Carvajal, F., Diseño, implementación y evaluación de un sistema de humidificación por nebulización en la fosa de tabaco., Neiva, 2007, pp. 134. [ Links ]
Cifuentes, M., Metodología para el diseño de sistemas de riego a presión., BSc Irrigation Engineering thesis, Engineering Faculty, Universidad Surcolombiana, Neiva, 2001, pp. 165. [ Links ]
Gómez C., Pérez C., Diseño e implementación de un sistema telemétrico de medición y control para los riegos en un vivero., BSc Electronic Engineering thesis, Engineering Faculty, Universidad Surcolombiana, Neiva, 2006, pp. 80. [ Links ]
Keller, J., Bliesner, R. D., Sprinkle and Trickle Irrigation., AVI Book, Van Nostrand Reinhold, New York,1990. [ Links ]
North Carolina State University., Flue-cured postharvest and system efficiency guidelines [Online]., North Carolina: Philip Morris USA Leaf Department, Consulted 20th February 2007 in: http://www.bae.ncsu.edu/programs/extension/postharv/grant/P&SE%206-23%20fix.pdf [ Links ]
Official Methods of Analysis of Official Analytical Chemists., (A.O.A.C.), 11th ed, Washington D.C., v.1, 1998, pp. 28. [ Links ]
Perea, J., Salinas, F., Torrente, A., Guía práctica de parámetros de riego por aspersión., Universidad Surcolombiana, Neiva. 1998, pp. 52. [ Links ]
Protabaco S.A., Ministerio de Agricultura y Desarrollo Rural., Diseño de hornos modulares para el curado de tabaco Virginia y construcción de un prototipo para realizar pruebas de eficiencia., Convenio 058-04, November 15, 2005, pp. 3-4. [ Links ]
Servicio Nacional de Aprendizaje SENA, regional Santander., Proceso productivo del tabaco rubio y/o negro para la fabricación de cigarrillos [CD ROM]., Modulo 4: Proceso de curado, 2005. [ Links ]

