










Services on Demand
Journal
Article
 text in
text in  Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.30 no.3 Bogotá Sept./Dec. 2010
Martin Darío Arango Serna1 , Conrado Augusto Serna2 y Giovanni Pérez Ortega3
1 Ingeniero Industrial, Unaula. Especialista en finanzas, formulación y evaluación de proyectos, Universidad de Antioquia, Medellín, Colombia. Especialista en docencia universitaria, Universidad Politécnica de Valencia, España. M.Sc., en ingeniería de sistemas, Universidad Nacional de Colombia. Ph.D., en Ingeniería Industrial, Politécnica de Valencia, España. Escuela Ingeniería de la Organización, Facultad de minas, Universidad Nacional de Colombia, Medellín, Colombia. mdarango@unal.edu.co
2 Ingeniero Industrial, Universidad Nacional de Colombia. M.Sc., en Ingeniería administrativa, Universidad Nacional de Colombia, Medellín, Colombia. Instituto Tecnológico Metropolitano. casernau@unal.edu.co
3 Ingeniero administrativo, Universidad Nacional de Colombia. Especialista en Docencia universitaria, Universidad Industrial de Santander, Santander, Colombia. M.Sc., en Desarrollo, Universidad Pontificia Bolivariana. Escuela Ingeniería de la Organización, Facultad de minas, Universidad Nacional de Colombia, Medellín, Colombia. gperezo@unal.edu.co
RESUMEN
El uso de la teoría de los conjuntos difusos como una metodología para el modelado y análisis de sistemas de decisión es de particular interés para investigadores en ingeniería industrial debido a la capacidad para permitir un análisis cualitativo y cuantitativo de los problemas que implican vaguedad e imprecisión. Es así como, en un esfuerzo por obtener una mejor comprensión sobre el uso de la lógica difusa en la ingeniería industrial y más específicamente en el campo de la planificación de la producción, se proporciona en el presente artículo un problema de planeación de requerimiento de materiales (MRP) bajo condiciones de incertidumbre aplicado a la industria automotriz, el cual es solucionado a través de programación lineal paramétrica difusa.
Palabras claves: programación matemática difusa, programación lineal paramétrica, plan de requerimiento de materiales (MRP), análisis de decisiones.
ABSTRACT
Using fuzzy set theory as a methodology for modelling and analysing decision systems is particularly interesting for researchers in industrial engineering because it allows qualitative and quantitative analysis of problems involving uncertainty and imprecision. Thus, in an effort to gain a better understanding of the use of fuzzy logic in industrial engineering, more specifically in the field of production planning, this article was aimed at providing a materials requirement planning (MRP) problem with uncertainty in the automotive industry; this was solved using fuzzy parametric linear programming.
Keywords: Fuzzy mathematical programming, parametric linear programming, materials requirement planning (MRP), decision analysis.
Recibido: agosto 3 de 2009
Aceptado: noviembre 15 de 2010
Introducción
La toma de decisiones es posiblemente uno de los aspectos más importantes de aplicación de la matemática en diversas esferas de la actividad humana; esto si consideramos que el primer paso para intentar resolver un problema de toma de decisiones consiste en formular un modelo matemático de un sistema o una situación a analizar. Sin embargo, en condiciones reales la toma de decisiones es imprecisa debido, al menos en parte, a la incertidumbre que rodea a tales situaciones. Es así como, si tenemos la intención de hacer modelos matemáticos razonablemente adecuados al mundo real, se debe ser capaz de introducir la incertidumbre en dichos modelos y sugerir medios para el procesamiento de la información imprecisa (Pandian et al., 2002). En la industria, por ejemplo, la imprecisión y la incertidumbre están presentes en la información referida a los tiempos de flujo, la mano de obra, el rendimiento de los materiales, los tiempos de suministro, y así sucesivamente; estos datos, fáciles de definir e involucrar en un modelo como medidas absolutas, son siempre imprecisos debido en parte a información incompleta y a la incertidumbre que pueden generar factores internos y externos. Por lo tanto, se hace atractivo resolver este tipo de problemas mediante la aplicación de la teoría de conjuntos difusos. A continuación se hace un RESUMEN de algunos de los trabajos que usan los modelos difusos para la solución de problemas en el campo industrial:
En 1981 Dan B. Rinks empleó reglas lingüísticas del tipo if- then en modelos de planificación agregada; esta técnica fue complementada y mejorada con los trabajos de I. Burhan Turksen (Mula, 2004). Reynoso et al. (2002) presentaron un primer enfoque sobre un MRP II basado en la lógica difusa y la teoría de la posibilidad para el tratamiento de la incertidumbre y la imprecisión de la demanda. Ben-Arieh et al. (2004) exhibieron un modelo de redes Petri que combina las capacidades de modelación, planeación y evaluación de desempeño para las operaciones de ensamble. Esta herramienta de modelamiento puede representar los aspectos relacionados con el grado de dificultad asociado a la secuencia de ensambles. Hop (2006) abordó un modelo de balanceo de línea con tiempo de procesamiento difuso y formuló un método de programación lineal binaria difusa para su solución. Mula (2006) proporcionó un nuevo modelo de programación lineal, denominado MRPDet, para la planificación de la producción a mediano plazo en un entorno de fabricación MRP con restricciones de capacidad, multiproducto, multinivel y multiperíodo. Niu y Dartnall (2008) analizaron el modelo Fuzzy-MRP-II, el cual reúne toda la información que permite considerar el conjunto de posibilidades que pueden tener lugar en la realización de los pedidos. Lan et al. (2008) consideraron una nueva clase de problema de planeación de la producción multiperíodo con niveles de servicio, donde un fabricante tiene un número de plantas y subcontratistas para satisfacer la demanda de sus productos de acuerdo al nivel de servicio exigido por sus clientes. Arango et al. (2009) reunieron seis modelos de programación matemática difusa aplicados a la planificación de la producción con limitaciones de capacidad; en estos modelos la incertidumbre se considera tanto en la función objetivo como en los parámetros de las restricciones.
Programación lineal difusa
En los problemas de programación lineal en escenarios deterministas el objetivo es minimizar o maximizar una función objetivo lineal considerando restricciones lineales. Sin embargo, en la práctica el tomador de decisiones puede no estar en posición para especificar el objetivo o las funciones de restricción con precisión, pero sí puede definirlas en términos imprecisos. En tales situaciones es preferible usar programación lineal difusa para obtener mejores resultados de los modelos a través de la flexibilización de la toma de decisiones (Pandian et al., 2002).
En la Tabla 1 se muestra un problema de programación lineal típico y su equivalente difuso.
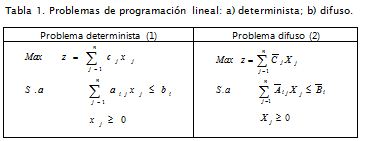
En el modelo (2), A‾ij, B‾i, C‾j son números difusos, Xi son variables difusas, y las operaciones de suma y multiplicación son operaciones aritméticas difusas; además el símbolo <= denota una desigualdad difusa. Este modelo supone que tanto la función objetivo como las restricciones pueden incluir números y variables difusas.
Un modelo de toma de decisiones difuso se caracteriza por tener un conjunto X de posibles alternativas y un conjunto de metas Zi (i = 1, 2, ., p), junto con un conjunto de restricciones Bj (j = 1, 2, , n), cada uno de los cuales es expresado por un conjunto difuso en X. Para este tipo de modelos de tomas de decisión, Zadeh (1975) en sus trabajos pioneros propone que una decisión difusa es determinada por un adecuado complemento entre los conjuntos difusos Bj (j = 1, 2, , n) y Zi (i = 1, 2, ., p). Por lo tanto, un conjunto difuso D podría ser definido como sigue: D = (Z1 ∩ Z2 ∩ . . . ∩ Zp) ∩ (B1 ∩ B2 ∩ . . . ∩ Bn), o lo que es igual, µD : X → [0, 1], donde µD(x) = mín. µZi (x), µBj (x), lo que en la teoría de conjuntos difusos se conoce como operador mín. Una vez la decisión difusa D es conocida, se puede definir x* Є X para ser una solución óptima si µD(x*) = máx. µD(x).
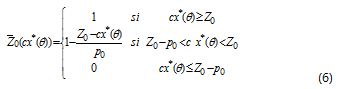
Una de las consideraciones que puede hacerse es tomar un modelo con objetivo difuso donde la función de pertenencia sea la siguiente :
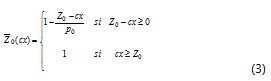
donde Z0 es el nivel de aspiración para el valor de la función objetivo y p0 es la máxima violación aceptable del nivel Z0. De manera similar, las funciones de pertenencia para las restricciones pueden ser definidas como sigue:
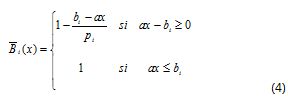
donde pi es el máximo valor de violación a la restricción i.
Chanas (1983) argumenta que dado el poco grado de conocimiento sobre la región factible difusa, no es fácil establecer el nivel de aspiración Z0 y su tolerancia p0; de modo que sugiere resolver primero el modelo anterior sin considerar la función objetivo como difusa. Con esta aproximación el problema es transformado en uno de programación lineal paramétrica definido por:
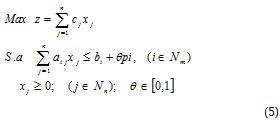
donde θ (0<=θ<=1) es un parámetro que se interpreta como el grado de violación de la restricción, y pi (p1, p2, , pm) es el vector de tolerancia para cada una de las m restricciones, el cual puede ser definido por el tomador de decisiones. Α = 1- θ es el nivel de satisfacción del decisor. Para todo valor de θ es posible obtener una solución óptima x*(θ) con el respectivo valor óptimo Z*(θ), donde la condición B‾i(x*(θ))≥ 1-θ = α es válida. Además, para todas las soluciones no nulas existe al menos un i tal que B‾i(x*(θ))= 1-θ . Por lo tanto, el grado común de satisfacción para las restricciones es el mínimo de B‾i(x*(θ)), definido como B‾c(x*(θ))=miniB‾i(x*(θ))= 1-θ.
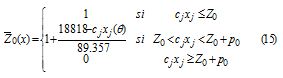
Al resolver el modelo (5) por técnicas de programación paramétrica (Hillier, 2002) se obtiene el conjunto de soluciones que maximizan la función objetivo dependiendo del parámetro θ (Safi et al., 2007). Esto es, para todo valor de θ se obtiene una solución óptima x*(θ) con el respectivo valor óptimo Z*(θ) que satisfaga conjuntamente las restricciones en el grado 1- θ. Esta solución óptima es presentada al tomador de decisiones, quien elige Z0 y el correspondiente valor de p0. Con esta información es posible construir la función de pertenencia para la función objetivo:
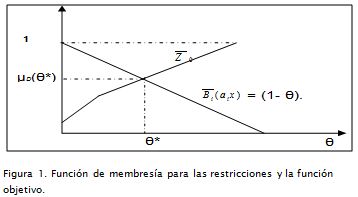
Por lo tanto, la solución óptima, siguiendo esta metodología, se obtiene tomando x*(θ*) con el valor óptimo z*(θ*), donde θ* es elegido tal que μD(θ*) = máx. θ μD(θ) = máx. θ (mín. (Z0(θ), Bc(θ), el cual es el operador mín. (Figura 1).
Para este fin Jiménez et al. (2007) usan la t-norma del producto algebraico entre Z0(θ) y Bc(θ) para hallar el valor de θ*. En el siguiente ejemplo práctico se describe más en detalle este proceso.
Formulación del modelo MRP con incertidumbre
El principal objetivo del plan de producción es satisfacer la demanda al menor costo posible. Sin embargo, las previsiones de la demanda no son siempre precisas, lo que en definitiva afecta el funcionamiento de todo el sistema de producción. Así por ejemplo, al subestimarse la demanda pueden generarse roturas de stock que conllevan pérdidas de ventas, retrasos y, en definitiva, un mal servicio; por otro lado, sobreestimar la demanda puede llevar a tener una gran cantidad de materias primas o productos terminados en inventario. Es así como se acude a los stocks de seguridad y ajustes de previsiones de la demanda de manera interdisciplinaria; sin embargo, los métodos usados para este fin son en muchas ocasiones subjetivos, por lo que es pertinente usar modelos difusos para la planificación de la producción (Arango et al., 2008).
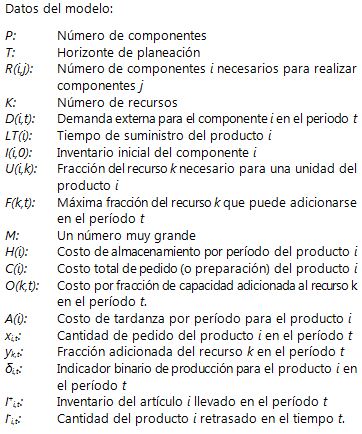
El modelo de programación lineal paramétrica que se propone a continuación tiene como objetivo minimizar los costos totales de un plan de requerimiento de materiales (MRP) con restricciones de capacidad, multinivel y multiperíodo. Los costos a ser considerados en el modelo son los de tardanza, almacenamiento, pedido y capacidad adicionada; es necesario aclarar que, para este modelo, sólo se hará uso de los costos marginales, es decir, sólo se incluirán aquellos que pueden cambiar como resultado de las decisiones tomadas; el costo de las materias primas, por ejemplo, no se incluirá, dado que los gastos en este aspecto se hacen con independencia del plan elegido. Igualmente, en la mayoría de las situaciones pueden excluirse los costos del tiempo regular de trabajo. Además, al menos en el corto plazo, la planificación de la mano de obra, en cuanto a contrataciones y despidos, tiene poca incidencia en los costos del plan, por lo que puede ser separada del modelo.
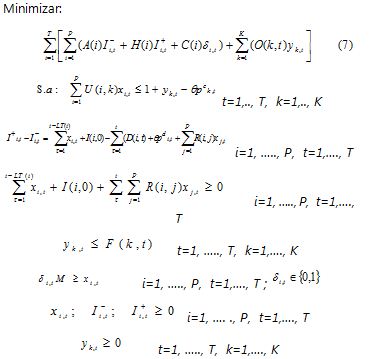
La incertidumbre en este caso está referida a las restricciones de balance de inventario y la capacidad disponible, por lo que θ (0≤θ≤1) representa el nivel con que se violan las restricciones de inventario y de capacidad. Adicional a esta nueva variable, se ha tenido en cuenta cierto nivel de tolerancia p, definido por pd y pc, los cuales representan, respectivamente, el nivel máximo que puede alcanzar la demanda y la mayor proporción en el que el recurso k puede estar no disponible. Uno de los conjuntos de restricciones más importantes en el modelo es el grupo de restricciones de los requerimientos de materiales, las cuales están definidas de la siguiente manera:

Tal conjunto de restricciones requiere que la suma del inventario inicial y la producción para cada período debe ser mayor o igual al total de la demanda externa y la demanda para los subensambles usados en los artículos. La demanda requiere ser satisfecha con lo producido en períodos iguales o anteriores a t - LT(i) para cada período, dado que el trabajo ha de iniciarse LT períodos antes de que pueda ser usado para satisfacer la demanda. El producto R(i, j)*xj,t anticipa la demanda para el artículo i que resulta cuando es componente de un artículo j; este producto es cero en la mayoría de los casos. Para permitir pedidos retrasados la restricción anterior también puede tomar valores negativos. Para este fin se define a Ii,t, como el inventario (negativo o positivo) del producto i en el período t, el cual está determinado por

Partiendo de esta definición, el conjunto de restricciones de balance de los requerimientos de materiales y demanda es reevaluado para permitir que existan retrasos en los pedidos. Por lo tanto, en vez de usar la expresión

se emplea la restricción
la cual permite una posición negativa del inventario. Al reemplazar Ii,t, por la expresión que lo define, la restricción requerimiento de materiales y demanda se reduce a:

Si adicional a esto se ha definido a I+i,t como la cantidad de producto i en inventario y I-i,t la cantidad de producto i retrasado en el periodo t, la siguiente restricción debe ser cumplida:

El siguiente grupo de restricciones en importancia, son las de capacidad:

De acuerdo al lado derecho de la ecuación, la capacidad del recurso k puede ser excedida, con el costo que esto conlleva, y de acuerdo a las limitaciones que se tengan la fracción extra del recurso k en el período t es representada como yk,t.
Para analizar la solución de este modelo a través de técnicas de programación lineal difusa a continuación se describe un proceso industrial con la información necesaria para resolver el modelo MRP propuesto.
Descripción del proceso industrial seleccionado
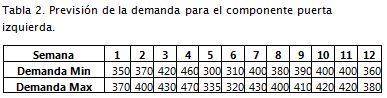
El proceso de ensamble de vehículos consiste generalmente en tres procesos: armado, pintura y montaje, los cuales se subdividen en varios subprocesos y actividades. Dentro de estos subprocesos destacamos el proceso de montaje de puertas, que si bien no es el más complejo de todos sí puede llegar a ser representativo dada su importancia en el ensamble final del vehículo. En la Tabla 2 se muestran las demandas mínima y máxima que se espera obtener en el transcurso de doce semanas del componente de la puerta izquierda.
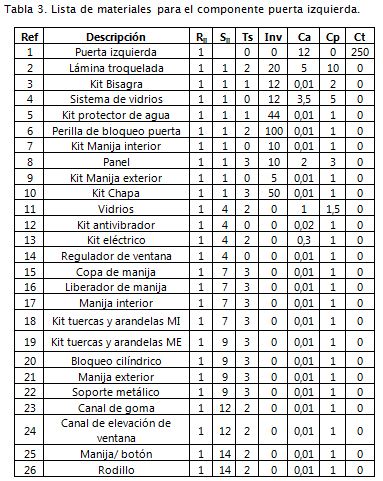
La explosión de producto y el análisis posterior se realiza sólo para la puerta izquierda, considerando que la puerta derecha posee componentes similares. En la Tabla 3 se da la lista de materiales correspondiente, donde Sij especifica el padre i, del cual hace parte el componente j (S4,11 entonces vidrios -referencia 11-, es componente de sistema de vidrios -referencia 4-), y Rij representa la cantidad del producto hijo i necesario para hacer el producto padre j; también se especifican los plazos de entrega (ts) en semanas, el inventario inicial (Inv), costos de almacenamiento (Ca) del componente i por semana, costo de pedidos (Cp) y costo por tardanza del componente i (Ct).
Las restricciones de capacidad sólo estarán referidas a la línea de ensamble a la cual pertenece el vehículo seleccionado. Para el proceso de montaje de puertas esta capacidad se estima en el 15% del total de la capacidad de la línea. Es así como, si la empresa cuenta con un turno laboral de ocho horas, cinco días a la semana, se tiene un total de 40 horas semanales en la línea de producción, de las cuales 6 estarán destinadas al montaje de las puertas. Si se considera además que la capacidad promedio de producción de la línea es de 9 vehículos/ hora, el tiempo de ensamble de una puerta es de 1 minuto, o 0.01666 horas/puerta.
La empresa puede usar horas extras para incrementar la capacidad disponible. El costo de adicionar una hora extra es de $3.800. Para efectos prácticos, la capacidad de la línea sólo puede ser aumentada un 10% a través de las horas extras. Por otra parte, definirá a pc como el porcentaje en el que la sección de montaje puede no estar disponible, para efectos prácticos pc = 0,01, mientras que pd está definido por la diferencia entre la demanda máxima y la demanda mínima (Tabla 2).
Solución del modelo
Este modelo se resuelve en dos pasos:
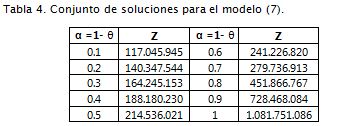
Primer paso: se soluciona el modelo (5) a través de programación lineal paramétrica y se fijan los valores de Z0 y P0. Para esto el tomador de decisiones puede estar interesado en tener un nivel de satisfacción en el conjunto de restricciones superior a α= 0.4, por lo que se define a Z0 = 18818.023 y p0 = 89.357 (Tabla 4).
Segundo paso: una vez fijados Z0 y p0 se elabora la función membresía para la función objetivo, de donde se obtiene que:
La representación gráfica de este modelo se enseña en la Figura 2.
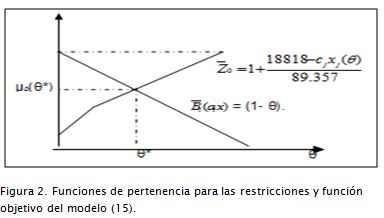
Para encontrar una solución óptima, con un nivel de aspiración que satisfaga tanto las funciones de membresía de las restricciones como la de la función objetivo, se debe calcular el índice de compatibilidad de cada solución con los niveles de aspiración del decisor (Jiménez et al., 2007).

Para encontrar la solución óptima correspondiente debe elegirse θ* tal que μD(θ*) = máx. θ μD(θ) = máx. θ (mín. (Z0(θ), Bc(θ)). Para este fin Jiménez et al. (2007) usan la t-norma del producto algebraico entre Z0(θ) y Bc(θ) para hallar el valor de θ*, de la siguiente manera:
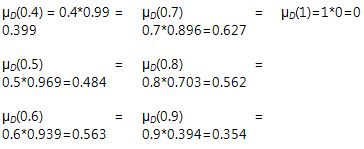
De acuerdo a estos resultados, se observa que con θ*= 0.7 se obtiene el mayor nivel de satisfacción (0.6272) con respecto a la función objetivo:
Z = 28098.990; Nivel de satisfacción = 0.6272
Análisis de resultados
Si bien el costo en el que se incurre en la solución obtenida con esta metodología es alto en relación con la meta trazada para el plan, al considerar la capacidad y la demanda como valores inciertos los costos pueden ser aún mucho mayores, por lo que el costo del plan Z = 28098.990 es una solución intermedia que equilibra los criterios pesimistas y optimistas del tomador de decisiones, además de significar un nivel de satisfacción cercano al 63% con respecto al menor costo que se podría obtener en condiciones ideales y deterministas.
En la Figura 3 se enseña el conjunto de soluciones para μD(θ) y se muestra el nivel máximo de satisfacción al que podría aspirarse con una solución difusa.

Debe anotarse que, en la medida en que la información con la cual cuenta el decisor sea más precisa, su nivel de satisfacción será mayor. Por lo tanto, la utilidad de las metodologías aquí mostradas redunda en la admisión de niveles de incertidumbre asociados en la formulación de los coeficientes y metas implicados en las funciones objetivo, así como en las restricciones y recursos del problema.
Conclusiones
Un nivel de satisfacción de 0.62 puede no ser muy atractivo en la planificación industrial; sin embargo, al considerar los factores de incertidumbre inherentes al proceso productivo esta cifra cobra un mayor significado, debido en parte a la simplicidad de su cálculo y a su fácil interpretación.
La metodología aquí presentada es sólo un ejemplo de las diferentes aplicaciones que pueden tener los conjuntos difusos y la lógica difusa para facilitar la toma de decisiones en los procesos de producción. El paso a seguir es el de llevar estas técnicas a la práctica y validarlas con los resultados que se pueden obtener a través de métodos convencionales con el fin de establecer la forma más apropiada de decidir en entornos inciertos.
Una de las bondades de la metodología expuesta es que la complejidad de un modelo MRP con restricciones de capacidad no se afecta al considerar la vaguedad e imprecisión de alguno de sus parámetros, por lo tanto la programación paramétrica difusa puede llegar a constituirse en una efectiva herramienta de planeación industrial.
Si bien la lógica difusa no es la respuesta a todos los problemas que surgen en los sistemas de producción, sí constituye una herramienta fácilmente entendible y manejable que puede ser usada en la mayoría de los programas de optimización. Por otro lado, al considerarse funciones de pertenencia más que funciones de probabilidad, se está más acorde con la realidad que presentan las plantas de producción, donde la imprecisión está presente en la mayoría de los procesos de toma de decisiones.
Bibliografía
Arango, D., Serna, C., Álvarez, K., Modelos Difusos Aplicados a la Planeación de la Producción., Centro de publicaciones Universidad Nacional de Colombia, Medellín, 2009. [ Links ]
Arango, D., Serna, C., Pérez, G., Aplicaciones de Lógica Difusa a las Cadenas de Suministro., Avance en Sistemas e Informática, Vol. 5, No. 3, Dic. 2008, pp. 17-23. [ Links ]
Ben-Arieh, D., Kumar R., Tiwari, M., Analysis of Assembly Operations' Difficulty Using Enhanced Expert high-level Colored Fuzzy Petri net model., Robotics and Computer-Integrated Manufacturing, Vol. 20, No. 5, 2004, pp. 385-403, [ Links ]
Chanas, S., The Use of Parametric Programming in Fuzzy Linear Programming., Fuzzy Sets and Systems, Vol. 11, 1983, pp. 243-251. [ Links ]
Hillier, F., Lieberman, G., Introduction to Operations Research., Seventh edition, Mcgraw-Hill. New York, 2001. [ Links ]
Jiménez, M., Arenas, M., Bilbao, A., Rodriguez, M. Linear Programming with Fuzzy Parameters: An Interactive Method Resolution., European Journal of Operational Research, Vol. 177, 2007, pp. 1599-1609. [ Links ]
Hop, N. V., A Heuristic Solution for Fuzzy Mixed-Model Line Balancing Problem., European Journal of Operational Research, Vol. 168, No. 3, 2006, pp. 798-810. [ Links ]
Mula, J., Aplicaciones de la Teoría de los Conjuntos Difusos en la Planificación de la Producción: Un Estudio de la Literatura., Memorias VIII Congreso de Ingeniería de Organización, Leganés, septiembre, 2004, pp. 101-110. [ Links ]
Mula, J., Poler, R., Garcia, J., Models for Production Planning Under Uncertainty: A review., International Journal of Production Economics, 103, 2006, pp. 271-285. [ Links ]
Niu, J., Dartnall, J., Application of Fuzzy-MRP-II in Fast Moving Consumer Goods Manufacturing Industry., Proceedings of the 2008 Winter Simulation Conference, 2008. [ Links ]
Pandian, M., Nagarajan, R., Sazali, Y., Fuzzy Linear Programming: a Modern Tool for Decision Making., Journal Technology, Vol. 37, 2002, pp. 31-44. [ Links ]
Reynoso, G., Grabot, B., Geneste, L., Verot, S., Integration of Uncertain and Imprecise Orders in MRPII. Ninth International Multi-Conference on Advanced Computer Systems., Conference on Production System Design, Supply Chain Managem, 2002. [ Links ]
Safi, M., Maleki, H., Zaeimazad, E., A Note On the Zimmermann Method for Solving Fuzzy Linear Programming Problems., Iranian Journal of Fuzzy Systems, Vol. 4, No. 2, 2007, pp. 31-45. [ Links ]
Lan, Y., Liu, Y., Sun, G., Modeling Fuzzy Multi-Period Production Planning and Sourcing Problem with Credibility Service Levels., Journal of Computational and Applied Mathematics, 2008. [ Links ]
Zadeh, L., Fuzzy Sets and Their Applications to Cognitive and Decision Processes., Academic Press Inc. London. 1975. [ Links ]

