










Services on Demand
Journal
Article
 text in
text in  Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería e Investigación
Print version ISSN 0120-5609
Ing. Investig. vol.31 no.1 Bogotá Jan./Apr. 2011
Designing, constructing and evaluating a dynamic prototype dryer for obtaining rolled dehydrated fruit pulp
Pedro Vanegas Mahecha1, Alfonso Parra-Coronado2
1 Chemist Engineer. M.Sc. Agricultural Engineering. Assistant Professor, Department of Engineering, Faculty of Engineering and Management, Universidad Nacional de Colombia, Palmira. pvanegasm@palmira.unal.edu.co
2 Agricultural Engineering. M.Sc., Professor, Department of Civil and Agricultural Engineering, Universidad Nacional de Colombia, Bogotá. aparrac@unal.edu.co
ABSTRACT
This paper describes how a functional prototype for a dynamic dryer was designed, along with its basic parts: drying tunnel, mechanical transport system for material inside the equipment and selecting and designing a system for supplying hot air. A simple transport mechanism was implemented which allowed combining two flow dispositions: parallel and countercurrent flow. Mango (Mangifera indica L) pulp was dehydrated using three dryer air temperatures (50°C, 60°C and 70°C) and three drying air speeds inside the dryer (1.6, 2.2, 3.4 m s-1) for evaluating the prototype. Propane gas was used as fuel for heating the air. The prototype design led to dehydrating fruit pulp having 4.26 bs smooth initial humidity content up to a 0.11 db final humidity content, with 8-hour drying time (70°C and 3.4 m s-1 air speed), assuming 4.5± 0.5 mm pulp thickness, in 300 x 180 mm and 15 mm height rectangular trays. 1.5 0.5 mm thickness rolled dehydrated pulps were obtained in these conditions The final product had 0.60a (aw) water activity providing for a stable product, having low water content and very similar characteristics to those of the fresh product (shown by Weende analysis).
Keywords: drying, dehydration, fruit pulp, dynamic dryer.
Received: October 29th 2009. Accepted: Feuary 3th 2011
Introduction
Fruit dehydration is an agro-industry which has not been explored in Colombia because of the constant supply of fresh fruit (84.4% import rate according to the Colombian Agrochain Observatory report, 2003). It requires static equipment whose main feature is prolonged processing time (more than 14 h). The need for a change in technology arises from looking for a more economic and efficient process, also innovation regarding final product presentation, as in the case of rolled dehydrated fruit. Only Cerquera’s research (2006) is known as background; he determined drying variables for obtaining specific rolled banana and passion fruit (maracuya) pulp. Rolled products can be obtained by using drum driers with pressurised steam, accompanied by the implication of being a not-recommend treatment for heat-sensitive products, like fruit (Brenan, 1998).
The first step in this work was aimed at establishing the scope and conceptual model, defining design parameters and studying some fruits´ physical-chemical properties. The second step consisted of designing the prototype and its subsequent construction, performing the functionality test by dehydrating mango and drawing the corresponding drying curves.
Material and methods
Designing, constructing and evaluating the dryer prototype
Designing covered two phases; the first phase consisted of defining the scope and conceptual process in the prototype´s design using the methodology proposed by Dym and Little (2002); the second phase took the prototype´s calculations, preliminary design and construction and functional evaluation into account.
Phase 1: Project scope and conceptual process in designing prototypes
Designing a low-power, short-scale prototype involving a set of dehydration, low cost, versatile, appropriate operating conditions (50°C-70°C drying temperature) for the industrialisation of pulp dried in sheet form (5 mm thin layers).
Phase 2: Calculations, design, construction and functional evaluation of the prototype
Taking user requirements, restrictions and the criteria used for dryer design into account, the continuous type was selected which involves direct circulation using low dryer air speed through a drying chamber. Dryer length was then calculated (Perry, 1992; Toro and Park, 2001; Treybal, 1988).
Some physical pulp properties were established, such as initial humidity content, specific heat, density, temperature. Environmental air conditions were set at 19°C dry bulb temperature and 65% relative humidity (RH). A 50°C to 70°C dryer air temperature was established and other thermal properties were determined according to methodology described by Parra & Hernandez (2005).
Calculations: dryer length
A 8,478 kg h-1 m2 (G) mass and speed density was obtained for air having a 3.0 m s-1 speed and 0.785 kg m-3mass.
The film coefficient was calculated in the constant speed zone, by using the following equation by Perry (1992) and Geankoplis (2005):
 | (1) |
hc de 28,3 W m-2K-1 was ontained for G = 8.478 kg h-1m-2
Drying speed was calculated in the constant speed phase by using the following equation by Geankoplis (2005):
 | (2) |
For latent heat vaporization to wet bulb temperature (λtbh ),this gave 2,433.8 kJ kg-1, 343 K air temperature at dryer inlet (Taes) and 299.4 K wet bulb temperature (Tbh ), Rc=1.8 kg water h-1 m-2.
Total water evaporation speed RcTOTAL was calculated by using the following equation by Geankoplis ( 2005):
 | (3) |
For 0.054 m2 dry surface (Ss) and RC=1.8 kg of water h-1m-2, RcTOTAL =2.6 x 10-5 kg s-1 was obtained.
Prototype length was obtained by using the element transmission method (ETM) and transmission unit length (TUL). The thermal profile of air and pulp during drying was considered for calculating ETM. The following equation was applied in direct dryer circulation (Ocon & Tojo, 1980; Treybal 1988):
 | (4) |
A 19.95 K logarithmic mean temperature difference (ΔTm) between air and solids throughout the dryer air temperature range at the dryer entrance (Taes ) of 343 K and 313 K solid temperature at the dryer exit (Tass) yielded 1,002 ETM.
TUL and dryer length were found from the following expressions (Geankoplis, 2005, Ocon & Tojo, 1980)
 | (5) |
 | (6) |
For specific heat (Cp) 1.0 kJ kg-1K-1, 0.054 m2m-3 contact area
(a), G= 8,478 kg h-1m-2 and hc=28,3 W m-2 K, 1,553 m TUL was obtained.
ETM=1,002 and TUL=1,553 m led to obtaining a Ls=1,556.1m dryer length.
Construction
The dryer´s theoretical length was not feasible in practice, so a short-length prototype was built where the material to be dehydrated came continuously into contact with the dryer air in short distances to produce a product having the desired moisture content. It consisted of two cold rolled sheet tunnels, a 3,500 rpm fan and a system for heating the air (burning propane). The hydrated material made contact with the dryer air during drying (the material and air had relative motion), in both parallel and countercurrent flow (Saastamoinen, 2005; Lijuan, 2005). The equipment had several instruments such as thermocouples, thermometers and an electrical control box to facilitate experimental work by functionality test regarding a semi-continuous process.
The prototype consisted of a transport system for trays containing the product to be dehydrated and a heat exchanger consisting of a finned pipe allowing heating air at 3,500 rpm and a fan equipped with a gate at the inlet to vary the air flow.
Dryer air speed values ontained by the desing (1.5, 2.0 and 3.0 m s-1) were close to values obtained by pilot pipe measurements (1.6, 2.2 and 3.4 m s-1 respectively). Critical Reynolds number (Nre) obtained for the different speeds (20,313.16, 27,930.6 and 43,165.5 respectively) were in the laminar regime region (Nrecritical less than 3.2x105), according to Costa Novella (1984).
Functional evaluation of the prototype
The prototype was evaluated in the Universidad Nacional de Colombia´s Engineering Faculty´s Unit Operations Laboratory in Palmira, located 1,000 meters above sea level. Dehydrated man go (Mangifera indica L) pulp was used for evaluating the prototype.
Preparing raw material
Fruit pulp was liquefied to purée. The following determinations were established: humidity content in humid base by using a vacuum oven (AOAC 934.06-37.1.10 Method), total soluble solids (°Brix), were measured by direct reading on a PDX digital refractometer VEE GEE with 0 to 95 °Brix scale, titrable acidity was determined by titration according to the methodology proposed by AOAC 942.15(37.1.37), pH was measured by using a caliated 744 Metrohm pH meter and pulp density was determined by using INEN 391 established by Alvarado (2001). The measurements were performed in triplicate.
Fresh mango (Mangifera indica L) pulp characterisation was as follows: 17.6% Brix, 1.06 titratable acidity (% citric acid), 3.66 pH and 1,008.6 kg m-3 density.
Experimental development: functional test
A factorial experimental design was chosen for the prototype functional test. A tray containing 200 g mango puree was taken as experimental unit. The dependent variable was moisture content in a dry basis (Chdb), dryer air speed as factor A (1.6, 2.2 and 3.4 m s-1) and dryer air temperature as factor B (50, 60 and 70°C). The functional test had 9 treatments and 3 replicas, giving 27 experiments. The FVANL experimental design package (Olivares1990) was used for statistical analysis. Dehydrating data (Chdb vs. t) was obtained every hour by weighing the control tray on an Ohaus scale (600 g capacity, 0.1 g accuracy). All tests were performed for a total drying time of 9 h. Humidity during pulp dehydration process was calculated using the following equation:
where:
 | (7) |
Pph, wet fruit pulp weight in (g)
ms, dry matter (g)
Results and discussion of the functionality test
Table 1 gives information (average values) regarding changes in humidity obtained during mango pulp dehydration in tests per formed with three repetitions.
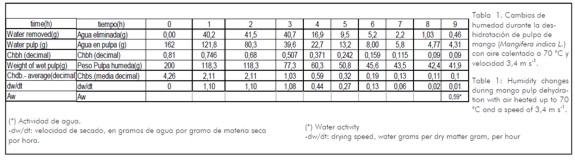
Figure 2 shows mean drying speed obtained during functionality tests of the prototype for the three different air speeds. A reduction in speed occurred during the decreasing phase which coincided with typical performance for agricultural products during drying (Parra-Coronado et al., 2008). The final product was obtained with 0.11 mean CHdb.
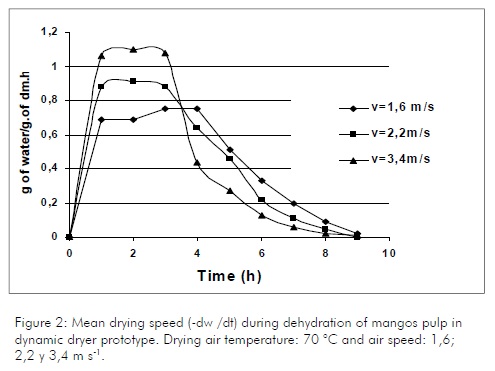
Table 2 shows the experimental results that were obtained for the three levels of Factor A and the three levels of Factor B.
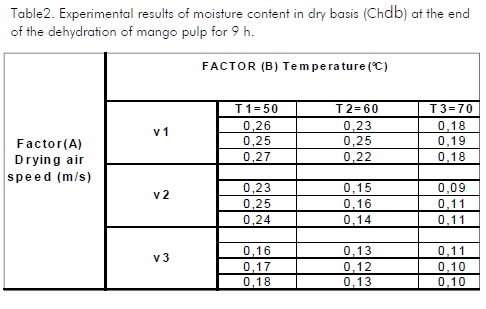
Table 3 shows the analysis of variance (ANOVA) indicating that both factors have meaning differences.

Table 4 shows the average values of moisture content in a dry basis (CHdb) for the three levels. If the operation is performed with air heated to 70 ° C and speed of 3,4 m s-1, we‘ll obtain a dried material with low moisture content and water activity (wa) of 0,60. It is a stable product, which agrees with the observations of Larragaña (1998).
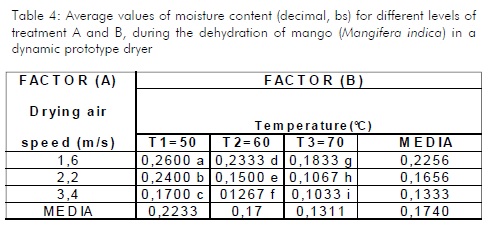
Figure 3 shows the dried mango foils obtained in the dryer prototype dynamic.
Conclusions
The achieved prototype allows us to scale a semi-continuous industrial dryer of combined flow tunnel type of short length (4 m), for production of dried fruits pulp into foils. The movement system tray developed (gears, chain), is simple and practical, allowing teams to innovate drying of agricultural materials. A speed condition of 3,4 m s-1 allows us to have a model of contact of laminar flow between the air and the pulp surface. This produces a non aggressive handling and minimizes the changes that a drying operation can produce to the fruits that undergo to dehydration.
Although the functional tests were mainly done with mango (Mangifera indica L) pulp, the designed prototype can be used to scale dehydrating equipment for other raw material (vegetables, herbs) and obtain other final products with another presentation for the final consumer.
Future researches can deal with the development of a transfer system that allow us to obtain a dehydrated sheet product in a continuous way and even do the modeling of the system when flows are combined in countercurrent and parallel.
Acknowledgements
Thanks to the company INGESEC Ltd and Carlos Mahecha for their support and interest in this project.
References
Alvarado; J de D., Métodos para medir propiedades físicas en industrias de alimentos., Zaragoza, Editorial Acribia S.A. 2001, pp.11-22. [ Links ]
Brenan, J.G, Butters, J.R, Cowell, N.D, Lilly, E.V., Las operaciones de la Ingeniería de los alimentos., 2da.edición,Editorial Acribia, España, 1980, pp. 318-365. [ Links ]
Cerquera, N.E., Determinación de variables de secado y diseño de un prototipo para deshidratación de de pulpa de fruta en lámina., Tesis presentada a la Universidad Nacional de Colombia Sede Bogotá, para optar al titulo de Magister en Ingeniería Agrícola, 2006. [ Links ]
Costa Novella, E., Ingeniería Química. Fenómenos de Transporte., Editorial Alhambra S.A, Madrid,1984,pp. 330-341. [ Links ]
Dym, C, y Little, P., El proceso de diseño en ingeniería. Cómo desarrollar soluciones efectivas., Editorial Limusa Wiley,México, 2002, pp. 25-62. [ Links ]
Geankoplis, C. J., Procesos de transporte y operaciones unitarias., Editorial Continental, S.A, México, 2005, pp.579-630. [ Links ]
Larragaña, I., Control e higiene de los alimentos., Editorial McGraw-Hil.1998, España, pp. 201-206. [ Links ]
Lijuan, Z., Jianguo, L., Yongkag, P., Thermal Dehydration Methods for Fruits and Vegetables., Drying Technology, Vol. 23, 2005, pp. 2249-2260. [ Links ]
McCabe, W. L., Operaciones Unitarias en ingeniería química., México, Editorial McGraw Hill S.A, 2004, pp. 835-875. [ Links ]
Ocon, J., Tojo G., Problemas de Ingeniería Química. Operaciones básicas., Tomo II, España: Ediciones Aguilar S.A. 1980,pp. 241-311. [ Links ]
Official Methods of Analysis of Aoac International., 16th Edition, Gaithersburg, Maryland, USA, 1998. [ Links ]
Olivares, S.E., Paquete de diseños experimentales FVANL., Facultad de Agronomía Universidad de León, 1990. [ Links ]
Parra, C.A., Hernandez, H.J.E., Sicrometría Aplicada., Facultad de Ingeniería, Universidad Nacional de Colombia, Bogotá, Publicaciones Ingeniería, 2005, 65 p. [ Links ]
Parra-Coronado, A., Roa-Mejía, G., Oliveros-Tascón, C.E., SECAFÉ Parte I: Modelamiento y simulación matemática en el secado mecánico de café pergamino., Revista Brasileira de Engenharia Agrícola e Ambiental, Vol. 12, No. 4, 2008, pp. 415-427 [ Links ]
Perry, R., Manual del ingeniero químico., Volumen V., México D.F, Editorial MacGraw-Hill, 1992, pp.20-1. [ Links ]
Saastamoinen, J., Comparison of Moving Bed Dryers of Solids Operating in Parallel and counter low modes., Drying Technology, Vol. 23, 2005, pp.1003-1025. [ Links ]
Treybal, R.E., Operaciones de Transferencia de Masa., México D.F, Editorial McGraw-Hill., 1988, pp. 723-738. [ Links ]

