










Serviços Personalizados
Journal
Artigo
 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkIngeniería e Investigación
versão impressa ISSN 0120-5609
Ing. Investig. v.32 n.1 Bogotá jan./abr. 2012
The effects of moisture content, particle size and binding agent content on oil palm shell pellet quality parameters
Efectos del contenido de humedad, tamaño de partícula y contenido de aglutinante sobre los parámetros de calidad en pellets del cuesco de palma de aceite
Nelson Arzola1, Alexander Gómez2, and Sonia Rincón3
1 Mechanical Engineer, Universidad de Cienfuegos, Cuba. MSc. In Applied Mathematics, Universidad de Cienfuegos, Cuba. PhD in Technical Sciences. Universidad Central de las Villas, Cuba. Mechanical Engineering Department â OPTIMUN and BIOT Research Groups, Universidad Nacional de Colombia, Bogotá, Colombia. narzola@unal.edu.co.
2 Mechanical Engineer, Universidad Nacional de Colombia, Bogotá, Colombia. PhD in Engineering, Universitaet Kassel, Germany. Mechanical Engineering Department â OPTIMUN and BIOT Research Groups, Universidad Nacional de Colombia, Bogotá, Colombia. agomezm@unal.edu.co.
3 Mechanical Engineer, Universidad Nacional de Colombia, Bogotá, Colombia. PhD in Engineering, Universitaet Kassel, Germany. Mechanical Engineering Department â OPTIMUN and BIOT Research Groups, Universidad Nacional de Colombia, Bogotá, Colombia. slrinconp@unal.edu.co.
Received: December 1st 2011; Accepted: January 27th 2012
RESUMEN
El uso de residuos en la producción de energía es un reto para la industria de la palma de aceite en todo el mundo. La producción de biopellets es una alternativa para agregar valor a la biomasa residual de la palma de aceite. Mediante el proceso de densificación de la biomasa se obtiene un producto con mayor densidad energética, mayor estabilidad mecánica y mejor desempeño durante el proceso de combustión. En este artículo se presenta un estudio sobre el proceso de peletizado del cuesco de palma de aceite. En los experimentos se emplea una biomasa residual a la cual se le adiciona agente aglutinante hasta el 25% en masa, manteniendo el tamaño promedio de partícula por debajo de 1 mm y el contenido de humedad hasta el 18,7% (b.s.). Se lleva a cabo un diseño factorial experimental que emplea como factores experimentales el contenido de agente aglutinante, tamaño de partícula del cuesco molido y el contenido de humedad. Como resultado se muestran las superficies de respuesta para la densidad y el índice de durabilidad de los pellets. También, se estudia el desempeño de los pellets durante la transformación termoquímica por medio de un ensayo de termogravimetría. Los resultados obtenidos en este estudio permiten la evaluación técnica del proceso de fabricación de pellets del cuesco de palma de aceite a escala de producción industrial.
Palabras clave: pellets de biomasa, recuperación de energía, cuesco de palma de aceite, agente aglutinante, propiedades mecánicas de la biomasa.
ABSTRACT
Waste-to-energy represents a challenge for the oil palm industry worldwide. Bio-pellet production is an alternative way of adding value to oil palm biomass. This would mean that a product having major energy density becomes more mechanically stable and achieves better performance during combustion. This paper deals with oil palm shell pelleting; using binding agents having up to 25% mass keeping average particle size less than 1mm and moisture content up to 18.7% (d.b.) were evaluated. An experimental factorial design used binding agent mass percentage, milled shell particle size and moisture content as factors. Pellet density response surfaces and durability index were obtained. Pellet performance during thermal-chemical transformation was also evaluated by using thermogravimetry equipment. The results led to technical evaluation of scale-up at industrial production level.
Keywords: Biomass pellet, biomass energy recovery, oil palm shell, binding agent, biomass mechanical properties.
Introduction
Biomass densification has drawn attention due to its advantages over raw biomass, expressed in better physical and combustion properties (Obernberger and Thek, 2004). Densification has encouraged significant interest around the world as a technique for using agro and forest residues as energy sources (Bhattacharya, 2002) and pellet/briquette production has grown rapidly in Europe, Northern America and China during the last few years. Mechanical densification of biomass into fuel pellets/briquettes has been shown to significantly reduce storage and transportation costs (Mani, Sokhansanj and Turhollow, 2006). Detailed studies describing pelletising, its variables and factors and the binding forces involved in pellet formation have been published (Nielsen et al., 2009; Holm et al., 2007). Wolfgang et al., (2011) have studied the resistance and integrity of pellets made from biomass (beech, silver fir and straw) and their relationship with interparticulate adhesive mechanisms. The fracture surface was analysed to determine the type and quality of links in the resulting pellets. They determined that pellets made at 100°C had greater mechanical resistance than those made at 20°C. Wolfgang (Wolfgang et al., 2011a) has studied the effect of compressive pressure on the pellets' final density, showing that greater than 250 MPa pressure had little influence on raising pellet density. However, the pellets' mechanical integrity was better regarding 5%-15% moisture content (w.b.), while it was impossible to obtain mechanically stable pellets having greater than 20% moisture content (w.b.).
Razuan (Razuan et al., 2011) reported that palm kernel cake can be pelletised resulting in relatively high density and tensile strength at high temperature and pressure. The best conditions for producing these pellets were found to be 7.9% moisture content, 64.38 MPa pressure and 80°C-100°C; pellets made in these conditions had 1,184-1,226 kg m-3 density and 930-1,007 kPa tensile strength. Biomass moisture content strongly affected pellet quality; increasing moisture content from 7.9% 'as received' level caused pellets to weaken whilst reducing moisture content led to the formation of fragile cracked pellets.
The palm oil industry produces abundant waste and can help to meet primary energy demands (Razuan et al., 2010). The palm oil industry in Colombia produces large amounts of biomass such as oil palm shells, fibres and empty bunches which can be used for generating power and thermal energy. Processing oil palm shells into a densified fuel by pelletising represents an economically-attractive option for this by-product. However, research currently carried out regarding using oil palm shells for bio-pellet production is very limited. This work was thus aimed at assessing pelletising suitability for oil palm shells. Extensive pelletising tests were carried out to evaluate the physical and thermal properties of pellets produced from this material. The variables explored included pelletising pressure, binding agent content, oil palm shell particle size and moisture content. Durability and density are both important properties describing pellets' physical quality (Temmerman et al., 2006) and thus surface responses for these properties were obtained and the best pelletising conditions were found. Thermo-gravimetric analysis (TGA) was carried out regarding pellets' thermal degradation and characterising fuel quality.
Experimental methods
Oil palm shells
The oil palm shells were supplied by an oil palm mill located in eastern Colombia. They were carefully collected so as not to contaminate the samples with any other process material. These shells came from middle-age plantations using standard Colombian crop management practice.
Raw material preparation
The raw material had 780 kg m-3 bulk density prior to pelletisation. The sample was finely crushed until average particle sizes were 160, 365 and 570 µm. These samples were completely dehydrated in a muffle at 80ºC for 12 hours. Samples were weighed at regular intervals during such drying to verify suitable drying. Once the samples had been completely dried they were weighed and hydrated (10.7%, 14.7% and 18.7% dry basis moisture). Molasses were then added as binding agent at 15%, 20% and 25% (these percentages refer to ready to be tested samples' final mass) and the samples were left in a sealed recipient for four days. Mechanical mixing was simultaneously carried out at regular intervals to guarantee the even distribution of water and binding agent. The samples were prepared for factorial design taking three factors into consideration (moisture content, particle size and binding agent percentage) at three different levels and using three main replicas. Twenty-seven experimental treatments, arranged in three blocks, were obtained. The mass of the material used for each experiment was 60 ± 0.1 g.
Compression tests
Compression tests were conducted with a pelletiser unit designed and manufactured for this research (Figure 1). It consisted of a tool steel cylindrical pelletisation chamber (155 mm high, 43 mm internal diameter) and a ram. The pelletiser unit produced 6 mm diameter pellets. A known amount (60 g) of biomass sample was compacted in the pelletiser unit. The biomass and die were heated to facilitate compacting and glass transition. It was noted that temperatures higher than 90ºC caused rapid evaporation of moisture in the raw material which led to obtaining cracked and fragile pellets; it was decided to set the heating temperature at 75ºC to 85ºC.
Several preliminary pelleting tests were carried out to study the effects of compression pressure on pellet density and durability index. Pressure levels were set at 40 MPa to 100 MPa for this preliminary study. Maximum pressure was reached rapidly once the material had been compressed and began to pass through the extruder die. Pressure was maintained for 5 seconds and then the piston was raised. It was concluded that it was preferable to fix compression pressure at its highest achievable experimental value to get better quality pellets. The compression pressure for all experimental runs was then fixed at 100 MPa (pelletiser unit maximum value).
Quality index
An evaluation system based on the visual inspection of pellet quality was designed; seven quality criteria were considered in such evaluation. An importance level was assigned to each one based on expert criteria. The considered evaluation criteria and their relative importance (weighting) were as follows: general appearance (9.5%), the presence of cracks (19.0%), oily surface (4.8%), surface roughness (9.5%), consistency to the touch (23.8%), quality of the first section of the pellet (4.8%) and apparent particle detachment (28.6%). This evaluation was quantitative and used a numerical scale where one was the worst condition and three the best one.
Pellet density
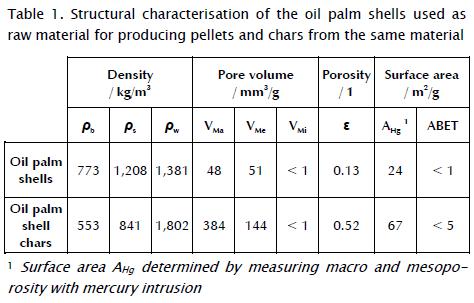
The effects of binding agent content, moisture content and screen size on oil palm shell pellet density were analysed using statistical analysis software. The bulk density ρb of oil palm shells used as raw material was determined in line with ASTM D2854. Apparent density ρs was measured with Carlo Erba equipment (Pascal 140) through mercury intrusion in line with DIN 66133. Helium was used for determining real density ρw and analysis followed DIN 51913; the results of such characterisation are presented in Table 1.
Pellet durability
Pellets which easily disintegrate produce high ash emissions, block boiler feeding systems and increase fire and explosion risk during the pellets' manipulation, transport and storage (Temmerman et al., 2006). Durability represents a pellet's resistance to impact and wear during handling, transport and feeding. Durability was measured in this study for 14 pellets (for each treatment) using a rotating drum (165 mm diameter x 75 mm width) with 10 mm high baffle across the sidewall. After 5 min rotation at 45 rpm, the mass of the pieces keeping their circular shape was weighed and compared to their initial mass. This test was based on the standard method for pellets presented by CEN/TC. The durability index was defined as:

where:
DI: durability index (%)
Mo: initial mass of pellets used in the test (g)
Mf: remaining mass of pellets used in the test (g)
Thermogravimetric test
The termogravimetric test (TGA) is one of the most commonly used techniques for the thermal characterisation of solid fuels during combustion, gasification and pyrolysis (Arenillas et al., 1999). An available thermogravimetric facility was used in this study for thermal analysis during the produced pellets' pyrolysis. A standard k = 10 K min-1 heating rate for this type of analysis was used; biomass pyrolysis ended around 550ºC. This experiment gave a preliminary evaluation of pellet quality, durability and morphological changes during thermo-chemical processing.
Results and Discussion
Moisture content
The produced pellets' quality was evaluated using three criteria: quality index, pellet density and durability index. Moisture content's marked influence on these three criteria was determined during initial exploration of experimental results; they revealed really low pellet quality for some treatments where major moisture content was used.
Figure 2 shows the quality index pattern for the three moisture content values studied and all combinations of average particle sizes (160 µm, 365 µm and 570 µm) and binding agent content (15%, 20% and 25%) used. A marked decrease in pellet quality was evident with increased moisture content in visual inspection.
Figure 3 shows pellet density pattern for the three moisture content values studied and all the combinations of particle sizes and binding agent content used. Average pellet density had an interesting pattern related to moisture content. For treatments (particle size and mass binding agent percentage combinations) where moisture content was low (Wt=10.7%), average density was 1.17 g cm-3; for treatments were medium moisture content was used (Wt=14.7%), average density increased slightly to 1.25 g cm-3. Average density decreased to 0.98 g cm-3 for treatments where a higher moisture value was used (Wt=18.7%).
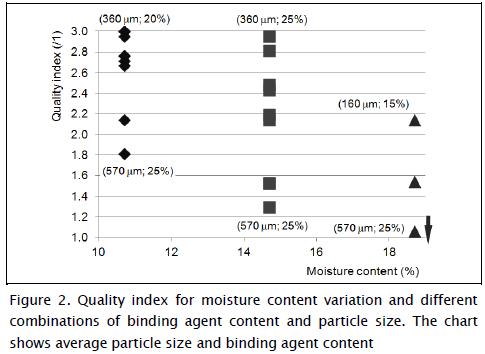
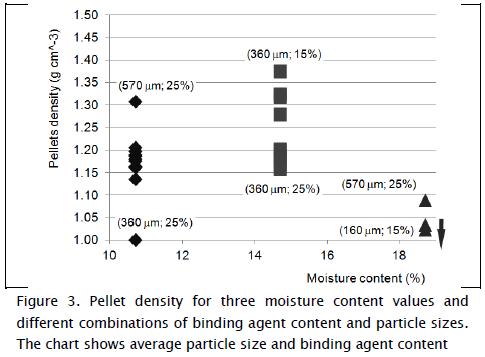
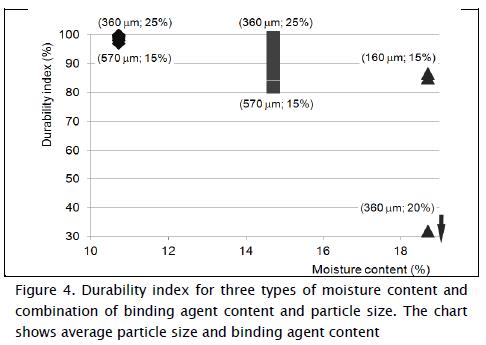
Figure 4 shows the results obtained in pellet durability tests; these results were plotted taking moisture content into account. A marked tendency for pellet durability index to decrease when moisture content was increased was clearly identified. Average durability index was 98.91% for the first group of treatments (Wt=10.7% moisture content). Some durability index values greater than 99% were obtained in the second group of treatments (Wt=14.7% moisture content) but this group's average durability index was 91.02%. Durability index results were very low for the third group of treatments (several values were below 40% and 67.81% average value; Wt=18.7% moisture content).
Moisture content thus seemed to be harmful for pellet quality. It was decided to make a detailed analysis of particle size and mass binding agent percentages' influence only on those treatments where moisture content value was low (Wt=10.7%). This moisture content came within the usual moisture content range for processed oil palm shells and thus no further drying or humidifying was needed to achieve such moisture condition, thereby presenting a practical and economic advantage.
Pellet density
Statistical analysis software was used for the results of the complete factorial experimental design. It was shown that binding agent content, average particle size and their interactions were statistically significant for the density achieved in the pellets (95% probability). Table 2 shows the coefficients' degree of significance for the factors and their interaction. The model's expression for pellet density pattern regarding average particle size and binding agent content was:

where:
: pellet density (g cm-3)
BA: binding agent mass percentage (%)
µt: average particle size (µm)
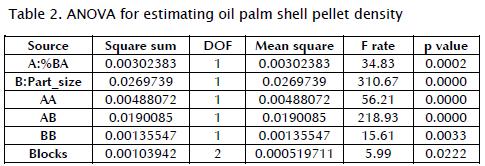
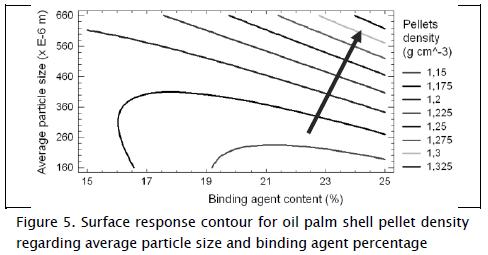
Figure 5 shows surface response contour for the pellet density so obtained. The arrow included in this Figure indicates the direction of the fastest increase in pellet density with variation in particle size and mass content of the binding agent used.
It can be concluded that particle size had a greater influence on pellet density than mass binding agent content. Bigger particle size guaranteed major pellet density. An initial decrease in pellet density followed by its upsurge was observed for the mass binding agent percentage range used.
Pellet durability
Statistical analysis software was used for the complete factorial experimental design. It was found that mass binding agent content, particle size and their interactions were statistically significant regarding the durability achieved in the pellets (95% probability). Table 3 shows the coefficients' degree of significance for the factors and their interaction. The model's expression for pellet durability index pattern regarding average particle size and mass percentage for the binding agent used was:

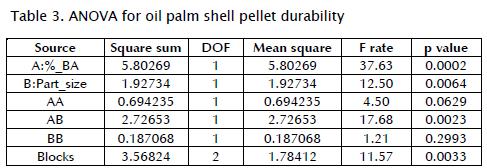
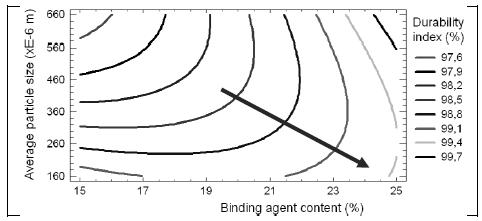
Figure 6 shows the surface response contour for the durability obtained in the pellets. The arrow in the Figure indicates the direction of the fastest increase in durability according to particle size variation and the mass content of the binding agent used.
It was concluded that the mass binding agent percentage had the greatest influence on the pellets' durability index. The greater the binding agent content, the greater the pellets' durability index. The effects of particle size on durability index were also statistically significant and contrary to the effect of binding agent content. The bigger the average particle size led to a decreased durability index.

Thermogravimetric analysis
A thermogravimetric analysis was used for characterising the pellets' thermal behaviour during thermal degradation or pyrolysis. This experiment took place in an available facility capable of processing up to 5 g of biomass (Gómez, Klose and Rincón, 2008). Sample 6 was selected as being representative of this analysis. Figure 7 shows the pellets' mass variation regarding sample time and temperature; average heating rate for pyrolysis was = 3 K min-1.
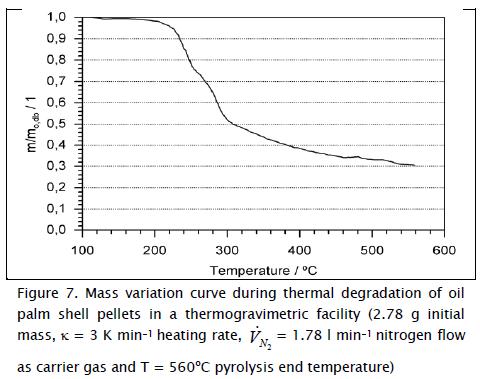
The mass curve had a similar pattern to that for oil palm shells in their original condition (without pelletising). The pellets underwent volumetric contraction, as is normal for thermal degradation of biomass. It should be noted that some longitudinal cracks ap-peared in the carbonised pellets even though these remained as such after being processed and maintained similar durability and quality conditions as those of the original ones. Further studies should be conducted for more detailed thermal and combustion characterisation of these pellets.
Conclusions
The tests with different compression pressures showed that pellet quality indicators (quality, density and durability indexes) became better with increased pressure. Better quality pellets were obtained using higher work pressure in the pelletiser used here (100 MPa in this study). This pressure was used for the rest of the experimental series in this study.
Attempts at pelletising palm oil shells prepared without adding a binder agent were not successful. Only when binder agent content was equal to or greater than 12% did mechanically-stable pellets begin to be obtained. The price of oil palm shells in Colombia is $30-$40 USD/mt while the price of molasses is around $90 USD/mt. Using molasses as binder agent is reasonable as their cost is only slightly higher than that for oil palm shells, they have excellent performance as binding agent and high energy density provided by densified biomass. It should be stated that palm oil was tested as binding agent but that the results were poorer than those obtained with molasses.
The value of the moisture content present in the raw material notably influenced the pellets' quality, density and durability indexes. Average 1.17 g cm-3 density was obtained for 10.7% moisture content (the latter value came within normal moisture content for the raw material ''as received''); an average 0.98 g cm-3 density was obtained for 18.7% moisture content. The durability index was remarkably affected; a 98.91% average durability index value was obtained for 10.7% moisture content. It should be mentioned that this value decreased to 67.81% for 18.7% moisture content; the durability index did not even surpass 40% for some treatments where the latter moisture content was used. These results indicated that high moisture content hindered oil palm shell particle extrusion and linking.
The study of the pellets' density pattern (depending on average particle size and binding agent content) led to concluding that average particle size had the most influence. Increased average particle size led to increased pellet density value; such values ranged from 1.00 to 1.31 g cm-3 for 10.7% moisture content, 160 - 570 µm average particle size and 15%-25% mass binding agent.
Pellet durability index pattern (depending on average particle size and binding agent content) led to concluding that binding agent percentage exerted the greatest influence. If the binding agent percentage were increased, then durability index increased as well. The latter was due to the binding agent's effect on particles, as greater energy and friction intensity had to be used to detach them whilst average particle size has had a contrary effect on durability index pattern. As particle size was increased it became more difficult for particles on pellet surface to remain linked together as the adhesion area decreased and roughness and friction became increased. The durability index values obtained ranged from 97.03%-99.99% for 10.7% moisture content, 160-570 µm average particle size and 15%-25% binding agent.
The pellets so produced complied with quality and durability criteria after being carbonised by thermogravimetric analysis and the mass variation curve resembled that of oil palm shells having less than 3 mm particle size. The pellets' volumetric contraction took place during pyrolysis and some cracks appeared on the surface of the solids. Ongoing work is going into greater detail regarding this behaviour.
Acknowledgments
This work was financed by the Universidad Nacional de Colombia's Bogotá Research Division ( DIB-12204 and DIB-14217 research projects). The experimental work was carried out at the Universidad Nacional de Colombia's Mechanical and Mechatronics Engineering Department's Thermodynamics and Heat Transfer Laboratory where the support of the students involved in the project is gratefully acknowledged.
References
Arenillas, A., Rubiera, F., Pis, J. J., Jones, J. M., Williams, A., The effect of the textural properties of bituminous coal chars on NO emissions., Fuel, 78, 1999, pp. 1779- 1785. [ Links ]
Bhattacharya, S. C., Biomass energy use and densification in developing countries., Paper presented at the ''Pellets 2002: The First World Conference on Pellets'', Stockholm, Sweden, 2-4 September, 2002. [ Links ]
Gómez, A., Klose, W., Rincón, S., Pirólisis de biomasa: Cuesco de palma. Kassel University Press, 2008, pp. 1-133. [ Links ]
Holm, J. K., Henriksen, U. B., Wand, K., Hustad, J. E., Posselt, D., Experimental verification of novel pellet model using a single pelleter unit. Energy Fuels 21:2446e9, 2007. [ Links ]
Mani, S., Sokhansanj, S., Bi, X., Turhollow, A., Economics of producing fuel pellets from biomass. Appl Eng Agric; 22: 421e6, 2006. [ Links ]
Nielsen, N. P. K., Gardner, D. J., Poulsen, T., Felby, C., Importance of temperature, moisture content, and species for the conversion process of wood into fuel pellets. Wood Fiber Sci; 41:414e25, 2009. [ Links ]
Obernberger, I., Thek, G., Physical characteristic and chemical composition of densified biomass fuels with regard to their combustion behavior. Biomass and Bioenergy 27, 2004, pp. 653-669. [ Links ]
Razuan, R., Chen, Q., Zhang, X., Sharifi, V., Swithenbank, J., Pyrolysis and combustion of oil palm stone and palm kernel cake in fixed-bed reactors, Bioresource Technology 101, 2010, pp. 4622-4629. [ Links ]
Razuan, R., Finney, K. N., Chen, Q., Sharifi, V. N., Swithenbank, J., Pelletised fuel production from palm kernel cake. Fuel Processing Technology, 92, 2011, pp. 609-615. [ Links ]
Temmerman, M., Rabier, F., Jensen, P. D., Hartmann, H., Bohm, T., Comparative study of durability test methods for pellets and briquettes. Biomass and Bioenergy; 30, 2006, pp. 964-972. [ Links ]
Wolfgang, S., Jens K. H., Anand, R. S., Soren, B., Jesper, A., Ulrik, B. H., A study of bonding and failure mechanisms in fuel pellets from different biomass resources. Biomass and Bioenergy 5; 910e91 8, 2011. [ Links ]
Wolfgang, S., Jens, K. H., Anand, R. S., Soren, B., Jesper, A., Ulrik, B. H., Fuel pellets from biomass: The importance of the pelletiz-ing pressure and its dependency on the processing conditions. Fuel; doi:10.1016/j.fuel.2011.05.011, 2011a. [ Links ]

