











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
PermalinkIntroduction
Certainly, the largest input of energy needed for the operation of poultry slaughterhouses is obtained from electric power, mainly for the maintenance of the refrigeration system, lighting, air conditioning and other mechanical drives (Jekainfa, 2007; Ashrafi, Bédard, Bakhtiari, and Poulin, 2015; Ferrarez, Oliveira, Lacerda, Costa, and Aparisi, 2016).
However, other inputs are also important, such as the hot water needed for sanitation in the whole environment of the industrial production process. According to Yordanov (2010), the average water consumption in slaughterhouses is around of 26,5 L/bird. Much of the hot water needed for sanitation can be generated by heat recovery from the plant itself. An example of this is the energy recovered in the process of desuperheating of the refrigerant after the discharge of the refrigeration compressors, and in the cooling of the lubricating oil of compressed air compressors. The hot water used to clean equipment and floor is conducted to the effluent treatment plant to be reused. Poultry wastewater contains proteins, fats, meat, blood, skin, feather carbohydrates (Seswoya, Daud, Ali, Basri, and Yunus, 2006; Yordanov 2010). These authors and others have proposed different processes for water reuse in the plant. These include filtration, ultrafiltration with selective membranes (Mittal, 2006; Bustillo-Lecompte and Mehrvar, 2015; Coskun, et al., 2016), and other state-of-the-art processes, such as ceramic microfiltration (Grant, 2017); and graphene nanofiltration as a technology of tomorrow (Chen et al., 2018).
The sludge produced at the effluent stations has been characterized, and different thermal conversion processes have been proposed to use it (Marculescu and Stan, 2011; Marculescu, 2012; Muñuzuri, Grosso, Cortés, and Guadix, 2012; Xia, Massé, McAllister, Beaulieu, and Ungerfeld, 2012; Valta et al., 2015; Coskun et al., 2016; Ferrarez et al., 2016; Lorhi, Diener, Zabaleta, Mertenat, and Zurbrugg, 2017; Oh, and Yoon, 2017; Califano, Mongiell, and Freda, 2017; Di Maria and Micale, 2017).
In addition to the aforementioned researchers, others have shown applications that value biogas production and its characteristics, such as fuel with a good energetic potential (González, Daza, and Urueña, 2007; Cacua, Amell, and Olmos, 2011), and more recent authors that identify the biomethane potential, given its high CH4 content (Jiménez and Lozano, 2019). These renewable fuels cause little impact on the environment, being extremely useful in replacing firewood in steam and/or hot water generation and electricity within slaughterhouse activities.
Particularly, steam is used in the refrigeration industry as the dominant means of obtaining hot water for a wide range of purposes. However, there is very little study to limit its use, or even substitute it for more economical and efficient alternatives. This study introduces alternative concepts for the use of saturated steam in poultry slaughterhouses, which not only represents economic gain, but also a reduction of the environmental impact generated by the production of this raw material.
The use of industrial waste for reuse in the productive process itself is very advantageous from the economic point of view, but not limited to it. In particular, the sludge produced at the effluent treatment plant of poultry slaughterhouses is a very expensive input, due to its disposal in the environment. Therefore, using this input as part of the fuel to generate hot water for sanitation in a heater becomes an interesting option on the valorization of this by-product. This study shows that sludge can no longer be treated as waste, but as something a good quality fuel to be used in energy production.
Materials and methods
The main purpose of this work is to quantify the consumption of hot water in the refrigeration plant in order to find alternatives to obtain energy efficiency. For this purpose, adequate measuring equipment was used in each case requiring precision and applicability.
In order to determine the consumption of hot water in each application, three types of apparatus were used: in one of the points of consumption, a magnetic-inductive flow meter, mounted on the pipeline, directly measuring the flow. In cases where there was no specific meter, an ultrasonic fluid velocity meter, an ultrasound thickness gauge, and a digital caliper were used to obtain the flow value through the fluid velocity and area of the pipe cross-section. Figure 1 shows the equipment used.

According to Spirax Sarco (2010), steam consumption can be estimated through direct steam injection, considering the total volume of cold water in the tank, the time required for heating, and the total mass of the fluid in the tank according to equation (1):

where ṁ s is the average steam consumption [kg/s], mf is the total mass of water in the tank [kg], c p,w is the specific heat of the water [kJ/kg K], T f is the final temperature of the water [°C], T i is the initial temperature of the water [°C], h g is the enthalpy of saturated steam [kJ/kg], and t is the time required for the initial heating [min].
In processes with direct steam injection, taking the constant renewal of water into consideration, steam consumption can be calculated through equation (2):

where ṁ ren is the average renewal water consumption [kg/s].
According to Spirax Sarco (2010), it is possible to estimate the consumption of steam in a heat exchanger, provided that the flow of hot water is consumed, by using equation (3):

where h fg is the specific enthalpy of vaporization [kJ/kg], and ṁ hw is the consumption of hot water [kg/s].
Results and discussion
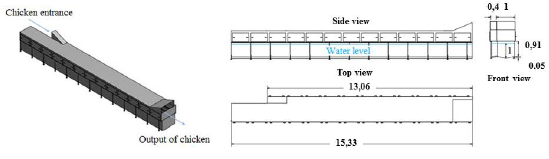
At the analyzed poultry slaughterhouse, the pieces of equipment with the highest consumption of hot water are the chicken scalding tank, the chiller for foot scalding tank, the defeathering machine and the hot water tanks for sanitation. The volume of the scalding tank is 18,8 m3, and it requires a process temperature of 58 °C (T f ), an initial water temperature of 16 °C (T ¡ ), a specific water heat of 4,186 kJ/kg K, and heating time of 60 min. Figure 2 shows the scalding tank and its dimensions in meters.
At the boiler outlet, the saturated steam conditions are: pressure of 0,8 MPa, corresponding to a saturation temperature of 170,41 °C; saturated steam enthalpy of 2 768,3 kJ/kg [18]; and, according to equation (1), initial steam consumption for heating of 1 194 kg/h.
Once the scalding process starts, steam injection remains only in order to maintain the temperature inside the tank, considering that each chicken passes through the equipment after that. Besides that, it takes heat from the water dragging with it a small amount of liquid, which means that there will be steam injection and continuous replenishment of water.
The replacement flow rate was directly obtained by a hydrometer installed at the entrance of the equipment, amounting to 2,05 m3/h. The calculated steam consumption, according to equation (2) for the process of water renewal in the scalding tank, is 127 kg/h.
In the chiller for foot scalding tank, the required temperature is 61 °C, and it is obtained by direct injection of steam into the equipment, in the same way as in the scalding tank. The two devices have the same operating hours, as they are in the same sector. Thus, the start time for preheating is also 60 min.
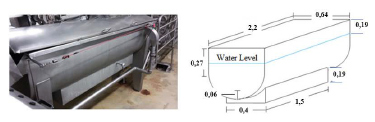
Figure 3 shows the chiller installed in the analyzed process and its main measurements in meters for the calculation of the volume of used water, which is 0,55 m3. From equation (1), considering the same data used for the scalding tank, varying only the required temperature, and the total mass of water, the steam consumption value for the chiller is 37,6 kg/h.
Once the process is started, the steam injection remains to maintain the temperature in the tank, considering that there is a great loss of water in the discharge of chicken feet after the scalding process.
The water inlet flow without the chiller was obtained indirectly, using the ultrasonic velocity meter on the fluid in the inlet pipe. An average value of 1,8 m/s in a pipe with a 21,4 mm outside diameter and 4,65 mm wall thickness was obtained. The calculated renewed water flow was therefore 0,74 m3/h. With these data, and using equation (2), the required steam flow for heating renewed water was 50,7 kg/h.
Unlike the two previously presented pieces of equipment, in the machines which remove feathers, hot water comes directly from a heat exchanger. The water temperature required for this process is 70 °C.
The flow of hot water during the defeathering process was obtained by measuring the velocity of the fluid within the inlet piping of the installed equipment, which has a 33,53 mm external diameter and 4,02 mm wall thickness. The average velocity measured was 1,19 m/s, and the calculated water flow value was 2,18 m3/h. Therefore, the estimated steam consumption for this process, according to equation (3), is 240,7 kg/h.
To calculate the steam consumption during cleaning, the total volume of the tank (33 m3) was considered, as well as a time of 60 minutes -which is the time interval between cleanings-to reach the temperature of 48 °C. Steam consumption was obtained from equation (1) for the initial water heating before each sanitation period, which amounted to 1 596,8 kg/h.
In the first sanitized area, 36,9 m3/h of hot water are consumed. With these data, and from equation (2), the steam consumption during the process was calculated, whose value was 1 785,5 kg/h. In the second area, the pumping rate is 61,5 m3/h, and the calculated steam consumption was 2 975,9 kg/h.
Energy recovery (initial phase of the project)
In the studied poultry slaughterhouse, water flow reaches 66,5 m3/h during the cleaning period. For this water flow, efficient heating that abides by the required parameters is a huge and risky challenge, since it can compromise the continuity of the process. For the purpose of this work, which was the whole elimination of steam in this type of industry - the main method of heating water up to this date -heat recovery was first explored in some existing equipment, fundamental for reaching the final goal.
Energy recovery in the generation of compressed air
Table 1 shows the amount of energy recovered by the system, considering the equipment data given by the manufacturer, and the fundamental calorimetric equation (4):

Table 1 Characteristics associated with the air compressors installed in the slaughterhouse
| Equipment | Water flow (m3/h) | Temperature difference (°C) | q (kW) |
|---|---|---|---|
| GA30 | 0,27 | 74 | 22,3 |
| GA37VSD | 0,33 | 74 | 27,2 |
| GA37 + + | 0,33 | 74 | 27,2 |
| GA45 | 0,4 | 74 | 33,2 |
| Total | 1,33 | 110 |
Source: Adapted from Atlas Copeo (2016)
where q is the heat recovery by the system [kW], pw is the specific mass of water [kg/m3],
 w is the water volumetric flow rate [m3/s], and ΔT
w
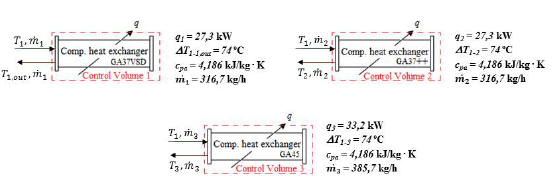
is the water temperature variation [K]. With the data of table 1 and equation (4), it is possible, through mass and energy balance in the heat exchangers, to check the available temperatures and flows, which are identified in Figure 4.
w is the water volumetric flow rate [m3/s], and ΔT
w
is the water temperature variation [K]. With the data of table 1 and equation (4), it is possible, through mass and energy balance in the heat exchangers, to check the available temperatures and flows, which are identified in Figure 4.
Energy recovery in ammonia compressors
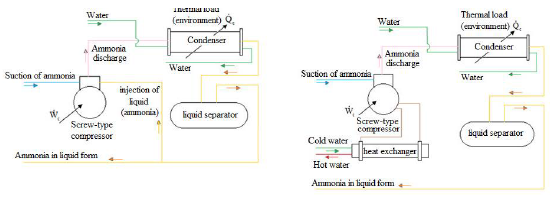
In the analyzed compressors, the principle of cooling is achieved by liquid injection, namely the direct injection of refrigerant in the low-pressure region within the compression chamber. The system consists of the injection of ammonia (NH3) to refrigerate the lubricant oil, and the removed heat is transported to the condensers and released into the environment. The energy recovery system uses water as a cooling agent (instead of ammonia) and the heat exchanger operates within an open circuit. It means that the installation dispenses water cooling towers, since the compressor oil heat was used in the water of the production process. These two systems are shown in Figure 5.
The consumption of hot water is not continuous; it is sometimes zero during some periods of the productive process. Since the machine room operates twenty-four hours a day, six days a week, there is always a need for compressor cooling.
To circumvent this situation, a hot water "lung" was created, which comprises a water reservoir that will be used as a water tank for sanitation purposes. This prevents interruption in water flow, which can damage the lubricant oil cooling in case of low consumption during the process, besides ensuring the water feed to the production process.
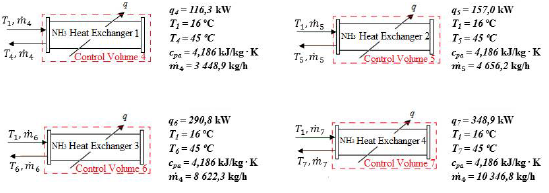
According to the manufacturer's handbook, it is possible to identify the thermal load required to perform the lubricant oil cooling of all compressors, with variations due to the capacity of each equipment, as it can be seen in Table 2. Through mass and energy balance in the heat exchangers, it is possible to check the available temperatures and flows, and the thermal load of the oil must be transferred in its entirely to water.
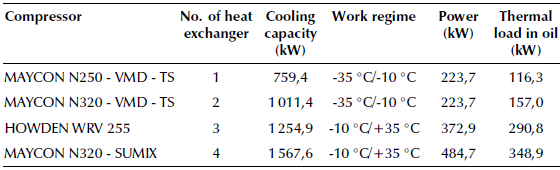
The system was studied to provide a water temperature of 45 °C, and flow variations may occur according to the initial water temperature and thermal oil load of the compressors. Thus, according to the data in Table 2, and using equation (4), the available water mass flow rate is obtained from the outlet of the exchangers, as can be seen in Figure 6.
Desuperheating
Desuperheating occurs in the energy recovery of the ammonia compressor discharge, i.e., before it is conducted to the condensers. The mass flow rate of ammonia depends directly on the operating regime of the machine room, in other words, the number of compressors and evaporators used during the process. Due to the climatic variations throughout the year, cold generation has seasonal operation, given that the outdoor temperature influences the condensation pressure.
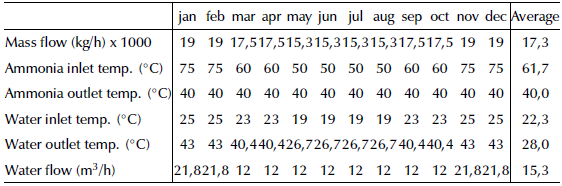
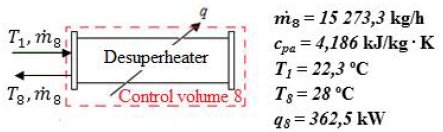
A survey of the desuperheater was performed, which installed in the industrial plant during the year 2015. The values are reported in Table 3, noting the average water consumption of 1 7 226,7 kg/h at a mean temperature of 62 °C. Under these conditions, at an inlet water temperature of around 22 °C, hot water was obtained at 28 °C. Figure 7 shows the data for the calculation of recovered thermal energy according to equation (4).
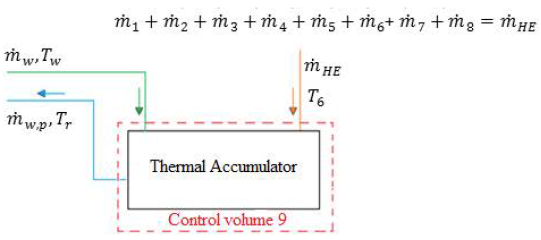
Analysis of the thermal accumulator
It is in the thermal accumulator that the water inlet of all the heat exchangers occurs, disregarding the heat losses in the piping. Heat losses have been observed, especially in periods where there is no immediate consumption of hot water. Due to this fact, based on the performed measurements, the temperature of 38 °C was considered to be the water outlet temperature of the heater. This is shown in the nine control volumes with their involved variables in Figure 8. After analyzing the heat exchangers individually, it was possible to verify the total hot water mass flow rate (ṁ t,W ) that was available to the process. Furthermore, the initial and final temperatures considered for water were 16 °C and 38 °C, respectively.

The thermal accumulator has the function of providing temperature stabilization, as well as storing of hot fluid in moments during the processes where there is no water consumption. In addition to the hot water inlet, a pipe was added for room temperature water influx, because the consumption of the processes is, in some periods, greater than the amount of available hot water.
Since there is a need to replace it with unheated water, it was necessary to determine the mass flow required for the process. The water pressure in the supply network at ambient temperature is 0,3 MPa, and the water density under these conditions is 997,7 kg/m3. With this data the flow rate required by equation (5) can be determined.

where ṁ
w
,
p
is the water mass flow rate to supply the productive process [kg/h], pw is the specific mass of the water [kg/m3], and
 w p is the water volumetric flow rate that is destined for the process [m3/h], then:
w p is the water volumetric flow rate that is destined for the process [m3/h], then:

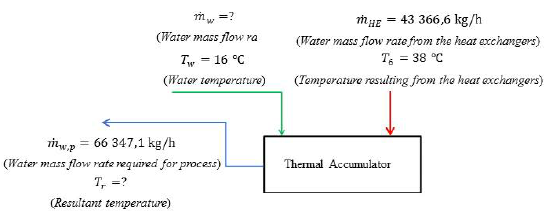
Since there is a mixture of hot and room-temperature water, it is necessary to perform the mass and energy balance to identify what the resulting temperature will be. Figure 9 reports the data to obtain the required result.
From the mass conservation principle for a control volume at steady state (Cengel and Boles, 2006), equation (6) indicates:

i.e.,

where ṁ HE is water mass flow rate from the heat exchangers [kg/h], mw is the water mass flow rate [kg/h], and ṁ w,p is the water mass flow rate for the process [kg/h]. Hence,

From the energy conservation principle for a control volume at steady state, neglecting power, heat transfer rate, and kinetic and potential energy effects (Cengel and Boles, 2006), equation (7) prescribes:

i.e.,
From the values of the specific enthalpies of water, namely 159,2 kJ/kg (water from the heat exchangers at 38 °C), of 67.3 kJ/kg (water at 16 °C); and from the values of the mass flow rates, we have:

whose enthalpy value corresponds to a water temperature of about 30,4 °C.
Analysis of the use in the process
Analysis was performed on the consumption of hot water with its respective temperatures in the equipment, where the steam consumption analysis had already been done. In the conventional system, the processes receive water at room temperature (16 °C) and the heating is carried out, up to the desired temperature, by direct or indirect injection of steam.
A comparative reduction of steam consumption is made by replacing this water at room temperature with that from the water heater (recovery system), whose outlet temperature is 30.4 °C. The use of steam is only for temperature correction in the equipment, which requires a higher temperature than the available one. Table 4 shows the consumption of steam in the equipment in the conventional system, and in the system with energy recovery.
Table 4 Steam consumption and economy generated with the energy recovery system
| Equipment | Without | With | Generated |
|---|---|---|---|
| recovery (kg/h) | recovery (kg/h) | economy | |
| Scalding tank (start) | 1 194.0 | 785,5 | 34,20% |
| scalding tank (replacement) | 127,0 | 83,6 | |
| Foot Chiller (start) | 37,6 | 25,6 | 31,90% |
| Foot Chiller (replacement) | 50,7 | 34,5 | |
| Machines to remove feathers | 240,7 | 176,6 | 26,6% |
| Cleaning process (heating) | 1 596,8 | 879,7 | 44,90 % |
| Cleaning process (1st area) | 1 785,5 | 983,7 | |
| Cleaning process (2nd area) | 2 975,9 | 1 639,5 |
Source: Authors
Economy generated and financial analysis of the first phase
In the conventional system, the daily consumption of steam was 38 123,5 kg, whereas, with the heat recovery system, consumption decreased to 23 205 kg of steam per day, saving 14 918,5 kg (39,1%). According to Spirax Sarco (2010), the steam consumption can be determined from the heat transfer rate and vice versa, according to equation (8):

where q is the heat transfer rate [kW], m s is the steam consumption [kg/s], and h fg is the specific enthalpy of vaporization [kJ/kg]. Considering only the saved portion (14918,5 kg/day), and using equation (8), a reduction of 350,7 kWh/day, i.e., a reduction of 8 416,9 kW is obtained.
Given that the price of a m3 of firewood in the analyzed industrial plant is around US$ 17,00, and the analysis of the fuel consumption history showed that the boiler is spending on average 1,66 m3 of wood per ton of steam produced, steam savings generated a fuel consumption of less than 24,8 m3/day, which is equivalent to US$ 426,00/day, US$ 10 650,30 per month, and US$ 127 803,70/year.
The financial analysis was performed based on the value of the installed equipment, using the modified internal rate of return (MIRR) as a parameter, which should be at least 18% per year in the case of energy efficiency projects. Table 5 shows the values that were collected and presented for project analysis, and Table 6 shows the cash flow of the investment for ten years. Considering a financing rate of 14% per year and a reinvestment rate of 11% per year, there is a calculated MIRR of 30% per year, a value above the acceptable for approval of the investment. The discounted payback calculated for this investment was 1 year and 4 months (Blank and Tarquin, 2018).

Installation of the water heater (second phase of the project)
After the first phase, where a reduction in steam consumption of 39,1% was obtained, the second stage of this work consisted of implementing a heating system that completely suppressed the thermal energy produced by the steam boiler. The highest steam consumption of 3 394,2 kg/h at the beginning of the work decreased to 1 934,2 kg/h, which according to equation (8) demands 1 100 kW of thermal energy from the boiler, which is precisely the starting point for the dimensioning of the heater, which must fully supply this energy.
The new water heating system receives water from the thermal accumulators and, when necessary, replenishes water at ambient temperature, and it increases the heat until reaching the desired temperature. The maximum temperature required for the process is 70 °C in the defeathering machines. However, as a safety measure, since it is a new heating method, in order not to compromise the continuity of the process, a value of 90 °C was adopted as the final temperature of the water at the outlet of the heater. The maximum flow rate required in the process is 66,5 m3/h.
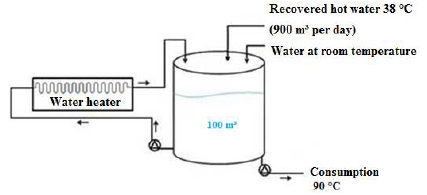
The system operates six days a week without interruption, remaining with no operation from Saturday afternoon until Sunday afternoon, a period in which there is no production in the plant. Hot water is stored in a 100 m3 tank, but at the beginning of the productive week, i.e. Sunday afternoon, the system starts with only 20% of its capacity.
The time for the system to reach the desired temperature is two hours, which is the system's thermal inertia. At the moment when the plant starts to operate, hot water is generated by the heat recovery systems, once they come into operation with the refrigeration system and with the compressed air system. There is more than 900 m3/day of recovered hot water entering the system at 38 °C.
With the plant in full operation, the storage tank starts to operate at its maximum 100 m3 capacity. Figure 10 shows the working condition of the heating system from the time the plant begins operating at full capacity, having already surpassed even the thermal inertia time of two hours.
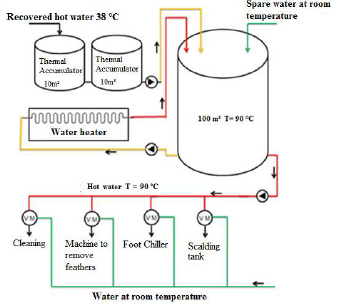
The distribution of hot water for consumption points is made through valves, mixing water at 90 °C, and water at room temperature to what is required for each application service. A diagram of the entire hot water supply system for the industry is shown in Figure 11.
Water heater
Based on the described assumptions, the water heater was conceived to meet the hot water demands of the plant. The heater is a mixed construction (water tube boiler in the furnace and fire tube boiler on the other passages) with a heating capacity of 2 500 kg/h, having fuel in the form of wood chip as biomass.
Savings and financial analysis generated by the use of wood chips
At the end of the first phase, the consumption of steam for heating water was 23 205,8 kg/day, and for each ton of steam produced, an average of 1,66 m3 of firewood was spent at a cost of US$ 17,00/m3. Considering a production of 25 days a month, the annual expenditure of firewood is around US$ 198 516,30.
The new water heating system was conceived to operate with eucalyptus wood chip, which has a density of 447,3 kg/m3 (Ceragioli, 2013). The fuel consumption of the heater, according to the manufacturer's data, is 1 000 kg/h. The value of the wood chip used in another unit of the same company is US$ 8,80/m3, so, considering the density of the chip and the consumption of the equipment, the amount spent per hour is US$ 19,70. For a production of 24 hours a day and 25 days a month, the annual expense is US$ 141 823,60. The use of wood chips instead of firewood generates an annual saving of US$ 56 692,60. Table 7 presents the budget of the equipment that makes up the second phase of the project.
Table 7 Budget of the equipment used in the second phase of the project
| Component | Value |
|---|---|
| Water heater | US$ 165 268,40 |
| Storage tank 100 m3 | US$ 29 141,10 |
| Mixing valves | US$ 40 085,58 |
| Pipes and pumps | US$ 15 337,42 |
| Concrete base for tank | US$ 15 337,42 |
| Total | US$ 265 169,94 |
Source: Authors
As in the first phase, the financial analysis is done from the MIRR. Table 8 shows the cash flow from the second phase investment within ten years. Considering a financing rate of 14% and a reinvestment rate of 11%, there is a calculated MIRR of 14% per year, below the acceptable value for approval of the investment. The discounted payback calculated was 6 years and 11 months.

Source: Authors
Use of mixed fuel (effluent sludge)
The financial analysis showed that the transition to chip wood was insufficient to allow the use of the water heater, and that to leverage the new project would require more gains beyond those obtained by the sole exchange of fuel. In this way, other inputs that could be used as fuel, at a lower cost, or even without it, were sought among some byproducts of the industrial process.
In the search for alternative fuels, the sludge from the effluent treatment station was presented as a good alternative to be used in the heater. The studied slaughterhouse produces 728 tons per month of this byproduct. It has a disposal and processing cost, and it is treated outside of the factory park. Sludge is obtained after the flotation process in the treatment of effluents, where liquids and solids are separated from the residual fluids of the production process. The damp solid is removed by centrifugation, forming the sludge itself. According to measurements made in a specialized laboratory from sludge and wood chip samples, elemental composition (%wt) and higher heating value (HHV), both in dry basis are shown in Table 9.
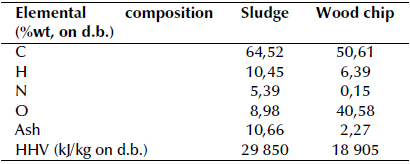
It is observed that the HHV of the sludge is almost 58% higher than that of wood chip. The moisture content of the samples was 79,13% for the sludge and 47,8% for the wood chip. In the work of Oh and Yoon (2017), the elemental composition (%wt) on dry basis of the sludge cake used before of the hydrothermal carbonization was C61,9%; H7,2%; N6,5%; O5,3%; Ash19,1%; and HHV of 27 700 kJ/kg. Particularly, Stan, and Badea (2017) characterize the thermo-physicochemical properties of poultry feathers as waste from the poultry slaughterhouse, reaching a calorific value of almost 25 MJ per kg of dried feathers.
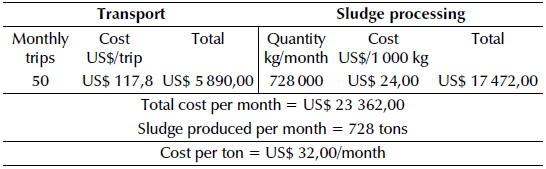
The correct disposal of sludge from the treatment of effluents is a very costly environmental liability for the slaughterhouse. In the case of the industrial unit analyzed, the sludge is processed (composting) in an outsourced company, located 90 km away, which aggravates the company's expense, since the responsibility for the sludge lies within the producing unit until the product reaches its destination.
There are 50 trips per month at a cost of US$ 117,80/trip. Hence, the sludge disposal process costs are US$ 24,00/ton. Table 10 summarizes the costs, indicating the monthly cost of sludge processing.
Burning the sludge in the heater
Due to the combustion properties of the sludge, it is possible to mix it with the wood chip to form a mixed fuel for the heater. However, even with its higher calorific value (29 850 kJ/kg dry basis), its high moisture content (79,13%) limited the use of sludge to 10% of the total fuel demanded by the heater manufacturer (1 000 kg/h • 0,1 = 100 kg/h). In addition, the total amount of water presented by the fuel mixture is approximately 510 kg/h (900 kg/h • 0,478 + 100 kg/h • 0,791), corresponding to a total moisture content of 53%, lower than what is allowed by the water heater manufacturer (55%). It is important to note that considering the elemental analysis of the wood chip and sludge on a wet basis, the estimated lower heating value of the fuel mixture is 8 641 kJ/kg, still higher than that considered by the heater manufacturer which was 7 326 kJ/kg.
Savings and financial analysis generated due to sludge burning
The percentage of sludge added to the wood chip yields a reduction in the same proportion, i.e., 10%. The consumption of chip in the heater, which was designed for 1 000 kg/h, becomes 900 kg/h. The amount spent per hour will be US$ 17,70 instead of US$ 19,70. For a production of 24 hours a day and 25 days a month, spending with chip, previously of US$ 141 823,60, becomes US$ 127 641,10.
Regarding the addition of sludge to the wood chip, the economy is due to the decrease in the volume of this byproduct that is destined for external processing. The expense per ton is US$ 32,00. The use of 100 kg/h of sludge generates an annual consumption of 720 tons (100 kg • 24 h • 25 days • 12 months), thus saving US$ 23 040,00/year (720 tons • US$ 32,00/ton).The generated savings were US$ 94 360,00/year (a result of the difference between the expenditure on firewood at the end of the first phase, US$ 198 950,00, and the expenditure on wood chips, US$ 127 641,10, plus the gain obtained with the use of sludge, US$ 23 040,00).
Fuel consumption in the mixed fuel system was 10% lower than in the heater system that only used wood chips (US$ 141 823,60 - US$ 127641,10), and 35,7% lower than the wood burning boiler (US$ 198516,30 - US$ 127641,10). As the heater was kept the same, the component budget did not change, following the same items and values cited in Table 6. Table 11 shows the new cash flow considering the gains obtained with the use of sludge as fuel for ten years. Considering a financing rate of 14% and a reinvestment rate of 11% per year. The calculated MIRR value was 20% per year. The discounted payback calculated was 3 years and 7 months.

Conclusions
The study hereby presented dealt with applied research, in which the already known theory of thermodynamics was implemented to solve a real problem in a company of the poultry slaughterhouse segment. The main purpose of the work arose from the need to eliminate the use of steam for hot water generation, which is employed in the production process and to clean the facilities. To quantify heat recovery, all thermodynamic calculations were demonstrated.
In the first phase of the study, the energy recovery systems reduced steam consumption in 14 918,5 kg/day, i.e., a reduction of (39,1%). In this sense, the financial analysis of the first phase, with MIRR of 30% per year, leveraged the studies for the next step, which was, as already mentioned, to eliminate the use of steam in the slaughterhouse.
The water heater, operating in co-combustion mode with a mixture of wood chip and effluent sludge, despite low calorific value due to their high moisture content, provided the total supply of hot water without the use of steam. In this phase of the study, the MIRR of 20% per year and discounted payback of 3 years and 7 months validated the project by the company's financial management.
The study was successful from energetic, economic and environmental points of view. From the energetic point of view, the use of the water heater will guarantee the production of hot water without the use of steam, as is the purpose of this work. From the economic point of view, the study showed that the production of hot water can be carried out at a lower cost.
From the environmental point of view, the study showed a lower consumption of biomass, that is, 48,3 m3/day of wood chips, against 63,28 m3/day of firewood (a 23,7% reduction). In addition, the use of sludge from the treatment of effluents as part of the fuel provided the internal allocation of 8,2% of this byproduct (60 000 kg/month), and a gain for the industrial unit of US$ 23 040,00/year (US$ 32,00 • 720 ton).
The results found explain the presented case. However, they will be able to support new research and, thus, present similar solutions to new problems related to energy recovery. For future study, the use of effluent sludge should be taken into account as an alternative in energy production, since it is produced in large quantities at slaughterhouses and has good combustion properties, as it was shown in this work. Finally, it is also important to highlight that improving the fuel quality of the sludge from, for example, the torrefaction or hydrothermal carbonization process, will certainly enable the use of a greater amount of this waste within the co-combustion with biomass.

