










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkRevista Facultad de Ingeniería
versão impressa ISSN 0121-1129
Rev. Fac. ing. vol.25 no.43 Tunja set./dez. 2016
Producción de elementos constructivos a partir de residuos de ladrillo activados alcalinamente
Production of building elements based on alkali-activated red clay brick waste
Produção de elementos construtivos a partir de resíduos de tijolo ativados alcalinamente
Rafael Andres Robayo-Salazar*, Ruby Mejía de Gutiérrez**, Alexandra Jimena Mulford-Carvajal***
* Universidad del Valle (Cali – Valle del Cauca, Colombia). rafael.robayo@correounivalle.edu.co.
** Ph.D. Universidad del Valle (Cali – Valle del Cauca, Colombia). ruby.mejia@correounivalle.edu.co.
*** Universidad del Valle (Cali – Valle del Cauca, Colombia).
Fecha de recepción: 10 de octubre de 2015 Fecha de aprobación: 20 de mayo de 2016
Resumen
Se analiza la viabilidad de utilizar los residuos de ladrillo de arcilla roja (RL) para producir elementos constructivos, tipo bloque, adoquín y teja, mediante la técnica de activación alcalina. La producción de los elementos constructivos se basó en el desarrollo de un mortero híbrido de 48.61 MPa de resistencia a la compresión a los 28 días de curado a temperatura ambiente (25 °C). Para la síntesis del mortero híbrido se utilizó un porcentaje de adición de cemento portland (OPC) del 10% en peso con respecto al RL. Como activadores alcalinos se usaron hidróxido de sodio (NaOH) grado industrial y silicato sódico comercial (Na2SiO3). Los elementos constructivos fueron caracterizados tanto física como mecánicamente de acuerdo con las normas técnicas colombianas (NTC). Se plantea este proceso como una alternativa de utilización de los RL y un aporte a la sostenibilidad ambiental.
Palabras clave: activación alcalina; elementos constructivos; mortero geopolimérico; residuos de ladrillo.
Abstract
This paper analyzes the feasibility of reusing a red clay brick waste (RCBW) in order to produce building elements such as blocks, pavers and tiles, by using the technique of alkaline activation. The production of these building elements was based on the design of a hybrid mortar with 48.61 MPa of compressive strength, at 28 curing days at room temperature (25 °C). The hybrid mortar was synthesized by adding 10% by weight of Portland cement (OPC) to the RCBW, Red Clay Brick Waste. As alkaline activators were used commercial industrial grade sodium hydroxide (NaOH) and sodium silicate (Na2SiO3). Building elements were physically and mechanically characterized, according to Colombian Technical Standards (NTC). This technology process is presented as an alternative for the reuse of RCBW and its contribution to the environmental sustainability.
Keywords: alkaline activation; building elements; geopolymer mortars; Red Clay Brick Waste (RCBW).
Resumo
Analisa-se a viabilidade de utilizar os resíduos de tijolo de argila vermelha (RL) para produzir elementos construtivos, tipo bloco, paralelepípedo e telha, mediante a técnica de ativação alcalina. A produção dos elementos construtivos baseou-se no desenvolvimento de um morteiro híbrido de 48.61 MPa de resistência à compressão aos 28 dias de curado, a temperatura ambiente (25 °C). Para a síntese do morteiro híbrido utilizou-se uma porcentagem de adição de cimento portland (OPC) de 10% em peso com respeito ao RL. Como ativadores alcalinos usaram-se hidróxido de sódio (NaOH) de grau industrial e silicato sódico comercial (Na2SiO3). Os elementos construtivos foram caracterizados tanto física como mecanicamente de acordo com as normas técnicas colombianas (NTC). Planteou-se este processo como uma alternativa de utilização dos RL e um aporte à sustentabilidade ambiental.
Palavras chave: ativação alcalina; elementos construtivos; morteiro geopolimérico; resíduos de tijolo.
I. Introducción
La producción mundial de ladrillos de arcilla roja cocida es de alrededor de 1500 billones de unidades al año, y de estos, el 87% corresponde a lo producido en países asiáticos. Un alto porcentaje de esta producción corresponde a ladrillos fabricados a mano; así, por ejemplo, en China, con una producción total del orden de 1000 billones de unidades, apenas el 12.5% se fabrican en procesos automatizados y controlados [1-2]. Este volumen de producción y el tipo de procesos no-controlados adecuadamente trae como consecuencia la generación de altos volúmenes de residuos que se suman a los derivados de las actividades de construcción y demolición.
En Europa, donde la producción, en general, es más industrializada y de gran tradición cerámica, se estima que cerca del 3-7% de la producción de la industria cerámica (blanca y roja) es descartada, lo cual lleva a altos costos de disposición, y aunque en algunos casos se reincorpora al proceso como material de relleno, esta práctica de aprovechamiento no iguala la generación del desecho [3]. Así mismo, se estima que los residuos de ladrillo (RL) representan el 54% en peso de los residuos de construcción y demolición (RCD) en España [4]. En general, los mayores generadores de RCD a nivel mundial son China, Estados Unidos de América y algunos países que conforman la Comunidad Económica Europea, sumando cerca de 605.5 millones de toneladas al año, aunque esta cifra puede ser superior debido a los desastres naturales y conflictos bélicos de los últimos años [5-7]. En algunos países, como Alemania, Dinamarca y Países Bajos, la reutilización de RCD alcanza un 80%, pero en el resto no supera, en promedio, un 30% [8].
En Latinoamérica, países como Brasil y México han implementado, parcialmente, procesos de aprovechamiento específicamente orientados a la producción de agregados reciclados [9]. En Colombia, aunque no existe un estudio estadístico nacional, se reporta que en algunas ciudades con mayor crecimiento demográfico, como Bogotá, se generan hasta 15 millones de toneladas de RCD al año, y no están siendo actualmente aprovechadas; de estos igualmente, se afirma que aproximadamente un 54% corresponde a material cerámico (ladrillos, azulejos, tejas y otros) y un 12%, a concreto [10-12].
En general, estos altos volúmenes de residuos cerámicos, tanto los procedentes de industria como los propios de las actividades de construcción y demolición, han motivado la búsqueda de alternativas que permitan mayor aprovechamiento y valorización de ellos, entre las cuales se destaca la tecnología de activación alcalina, que ha demostrado ser altamente viable para convertir desechos y subproductos industriales, con características apropiadas, en materiales útiles a la sociedad. En este sentido, en la referencia [13] Puertas et al. (2006) evaluaron la posibilidad de activar alcalinamente residuos de baldosas cerámicas, producidas con arcillas rojas y blancas, utilizando NaOH y waterglass (Na2O∙nSiO2∙mH2O), y reportan en pastas, a edad de 8 días, resistencias a compresión y flexotracción de 13 y 4 MPa, respectivamente. En la referencia [14] Allahverdi y Kani (2009) obtuvieron una pasta con 40 MPa de resistencia a la compresión, a los 28 días de curado, a partir de un residuo tomado en una planta de producción de ladrillos (RL), el cual fue activado alcalinamente con NaOH en proporción del 8% de Na2O con respecto al precursor. En un estudio posterior, reportan resistencias de hasta 50 MPa utilizando como precursor la mezcla de 60% de residuos de concreto y 40% de RL activados con una solución de NaOH y Na2SiO3 (Módulo de solución: 1.4 y proporción del 8% de Na2O respecto al precursor); donde se resalta la importancia de contrarrestar los fenómenos de eflorescencias en el producto final [15]. En la referencia [4] Reig et al. (2013) activaron un RL con NaOH 7 M y relación SiO2/Na2O de 1.6, reportando una resistencia de 30 MPa para morteros luego de 7 días de curado a 65 °C.
Por otro lado, en la referencia [16] se presenta la producción de un cementante a partir de la activación alcalina de un desecho cerámico utilizando como activadores silicato de sodio e hidróxido de potasio. El material reportó, a 28 días de curado, una resistencia a compresión de 71 MPa luego de un curado térmico a 60 °C; cuando el material se expone a 100 °C, la resistencia cae drásticamente (22 MPa), sin embargo, se incrementa gradualmente con la temperatura, hasta alcanzar un valor similar a su resistencia inicial a 1000 °C, lo cual es atribuido a la formación de fases cristalinas tipo zeolíticas y a la formación de silicatos sódico cálcicos. Recientemente, en la referencia [17] se estudia el potencial de geopolimerización de diferentes residuos de construcción, ladrillos, tejas y concreto, reportando resistencias a la compresión de hasta 49.5 y 57.8 MPa con los RL y los procedentes de tejas respectivamente; sin embargo, para los residuos de concreto reportaron tan solo 13 MPa al emplear NaOH (14 M) y un tratamiento de curado a 90 °C por 7 días.
En este contexto, el Grupo de Investigación "Materiales Compuestos", de la Universidad del Valle, ha acumulado una experiencia considerable (2001-2015) en el tema de activación alcalina, con enfoques que permiten el aprovechamiento sostenible de residuos industriales y urbanos [18]. Este trabajo de investigación se enfoca en la producción de elementos constructivos a partir de un mortero híbrido obtenido mediante la activación alcalina de un residuo de ladrillo cocido (RL) procedente de la industria y la adición de un 10% en peso de cemento Portland (OPC) con respecto al RL.
Los grandes volúmenes de RL que se producen en el mundo y la alta demanda de elementos constructivos son buenos argumentos para discutir en torno a la competitividad del residuo cerámico como material base en la fabricación de bloques, adoquines y tejas, que puedan ser clasificados como materiales ambientalmente amigables al no hacer uso de recursos naturales, aprovechar un residuo industrial y no requerir temperatura de curado o sinterización.
II. Materiales y Métodos
A. Materiales
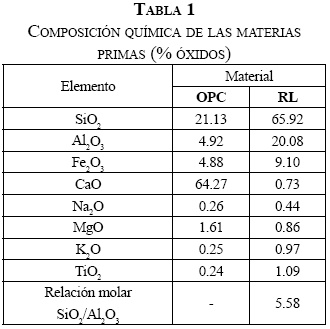
Como materias primas para la producción de los elementos constructivos se utilizó un residuo de ladrillo (RL) y cemento Portland (OPC). El RL fue seleccionado de una muestra de material rechazado, o "chamote", procedente de una industria ladrillera de la región (Cali, Colombia) (Figura 1). Para la conminución del RL fue necesario el uso de un molino de bolas. La composición química de estos materiales, presentada en la Tabla 1, se determinó por medio de Fluorescencia de rayos X, empleando un espectrómetro MagiX-Pro PW–2440 Phillips equipado con un tubo de Rodio y con una potencia máxima de 4 kW. El RL presentó una relación molar SiO2/Al2O3 de 5.58. El análisis de tamaño de partícula se realizó por medio de granulometría láser en un equipo Mastersizer-2000 de Malvern Instruments acoplado con una unidad de dispersión Hydro2000MU, utilizando como medio dispersante agua destilada. El tamaño medio de partícula D(4;3) para el RL y el OPC fue de 24.25 y 21.65 µm, respectivamente.
B. Producción del mortero base y elementos constructivos
El mortero híbrido, utilizado como material base para la producción de los elementos constructivos, se obtuvo con una relación precursor:arena de 1:1. La arena utilizada como agregado es de origen natural, extraída de un río de la región (Cali, Colombia) y presentó un módulo de finura de 1.85. El OPC fue incorporado en un 10% en peso con respecto al RL; la presencia del OPC en la mezcla evita el requerimiento de curado térmico. Como activadores alcalinos se usó una mezcla de hidróxido de sodio (NaOH) y silicato sódico comercial (SiO2=32.09%, Na2O=11.92%, H2O=55.99%). La relación líquido/sólido (L/S) utilizada fue de 0.25. El mortero fue obtenido en una mezcladora horizontal CreteAngle con un tiempo de mezclado de 5 minutos.
Adicional a los especímenes conformados por cubos de 50.8 mm de lado, se produjeron elementos constructivos tales como bloques, adoquines y tejas. Los bloques y adoquines fueron moldeados en una prensa manual Cinva Ram y una vibro-compactadora, respectivamente. Por su parte, la teja fue moldeada manualmente, garantizando un espesor promedio de 10 mm. Los elementos constructivos fueron curados a temperatura ambiente (25±3 °C), durante 28 días, garantizando una humedad relativa superior al 80%; transcurrido este tiempo fueron caracterizados, tanto física como mecánicamente, de acuerdo con las normas técnicas colombianas NTC 2017, NTC 2086, NTC 4024 y NTC 4026 [19-22], utilizando en cada caso un mínimo de tres especímenes.
III. Resultados y discusión
A. Obtención del mortero base
El mortero híbrido apto para la fabricación de los elementos constructivos se obtuvo mediante la mezcla de RL y OPC, utilizando relaciones L/S y cementante:arena de 0.25 y 1:1, respectivamente; donde el cementante está constituido por la mezcla del RL (90%) y el OPC (10%). Las relaciones molares SiO2/Al2O3 y Na2O/SiO2 óptimas necesarias para la obtención del mortero híbrido fueron 6.78 y 0.13, respectivamente, lo cual se logró mediante el ajuste de las proporciones de Na2O y SiO2 aportadas por el activador alcalino (NaOH+Na2SiO3). Se produjeron especímenes cúbicos de 50.8 mm de lado para evaluar la resistencia a la compresión según la norma NTC 220 [23], tal como se puede observar en la Figura 2.

La Tabla 2 presenta los resultados de la resistencia a la compresión obtenidos a los 7 y 28 días, con un promedio de 27.3 y 48.6 MPa, respectivamente. Es evidente el incremento de la resistencia con base en la edad de ensayo, el cual representa una ganancia cercana al 78%, siendo un indicativo de la buena calidad del RL utilizado como material precursor. Como ensayo complementario se determinó el tiempo de fraguado del conglomerante activado alcalinamente (RL) con base en la norma NTC 118 [24], arrojando como resultado un tiempo de fraguado inicial y final de 160 y 290 minutos, respectivamente.
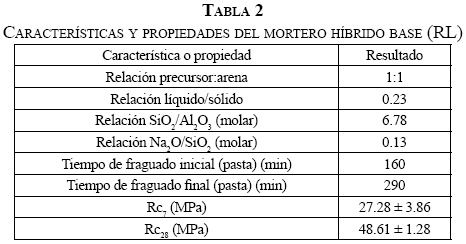
B. Fabricación del bloque estructural
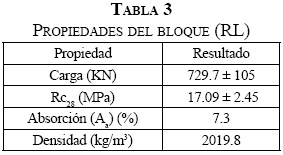
Para fabricar el bloque se usó una prensa manual Cinva Ram, por medio de la cual se obtienen bloques de perforación vertical (Figura 3a) con dimensiones de 300x150x100 mm de lado, ancho y alto, respectivamente. Las áreas transversal bruta (Ab) y neta (An) del bloque (RL) obtenido, calculadas mediante la norma NTC 4024 [21], fueron de 450 y 427 cm2, respectivamente, para una relación Ab/An de 1.05. La Figura 3b muestra el ensayo mecánico a compresión realizado a los bloques en una prensa hidráulica ELE International de 3000 KN de capacidad, obteniendo, a los 28 días (Rc28), una resistencia a compresión de 17.09 MPa, en promedio, con una desviación estándar de 2.45.
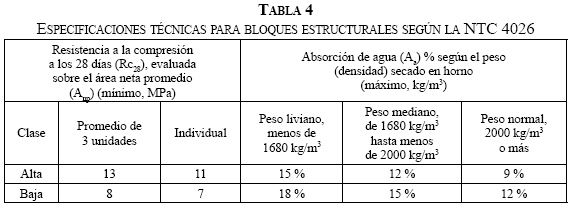
La Tabla 3 muestra los resultados de absorción de agua de absorción de agua promedio 18.8% inferior al y densidad, los cuales fueron calculados mediante establecido por la norma NTC 4026 (9%). el procedimiento descrito en la norma NTC 4024. Comparando los resultados obtenidos con los rangos establecidos en la norma NTC 4026 [22] (Tabla 4), los bloques desarrollados pueden considerarse como de peso normal (2000 kg/m3 o más), y con base en las especificaciones de resistencia a la compresión mínima y absorción de agua, establecidas en la norma, se pueden clasificar como "bloques estructurales de clase alta", con valores de resistencia superiores hasta en un 31.5% respecto a la resistencia mínima requerida para dicha clasificación (13 MPa) y un valor de absorción de agua promedio 18.8 % inferior al establecido por la norma NTC 4026 (9 %).
C. Fabricación del adoquín
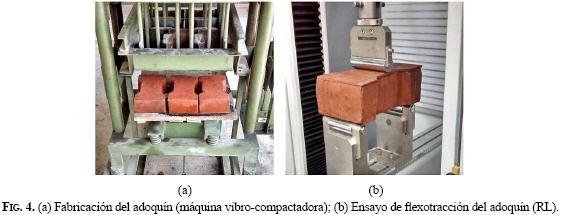
La fabricación del adoquín se realizó mediante el uso de una máquina vibro-compactadora de operación manual con vibrador eléctrico, apta para producir bloques y adoquines de concreto (Figura 4a). Los adoquines obtenidos se clasifican según la norma NTC 2017 [19] como "tipo 2", con forma de "I", y tienen un rectángulo inscrito de 200x90 mm (relación longitud nominal/ancho nominal de 2,2) y una altura de 80 mm (relación longitud nominal y espesor estándar de 2,5). La Figura 4b muestra el ensayo de flexotracción a tres puntos realizados a los adoquines en una máquina de ensayos universales Instron 3366 de 50 KN de capacidad a una velocidad de ensayo de 1 mm/min. La resistencia a la flexión o módulo de ruptura (Mr) fue calculada según el procedimiento descrito en la norma NTC 2017.
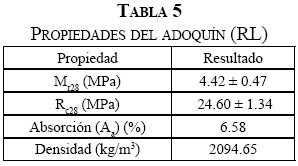
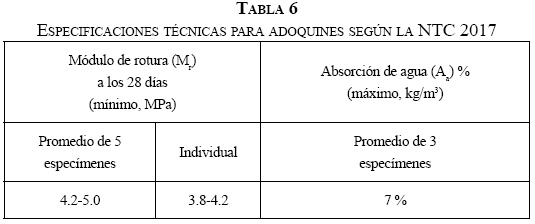
Acorde con los resultados obtenidos (Tabla 5), los adoquines producidos cumplen con las especificaciones técnicas definidas en la norma NTC 2017 (Tabla 6), al tener un Mr28 de 4.42 MPa y una absorción de 6.58%. En concordancia con la densidad del bloque estructural, los adoquines elaborados mediante esta técnica de vibro-compactación presentaron una densidad de 2094.65 kg/m3. Cabe anotar que la resistencia a la compresión de los adoquines fue de 24.60 MPa, determinada mediante la extracción de cubos prismáticos del rectángulo inscrito. Adicionalmente, se destaca que los adoquines así producidos no presentaron fenómenos de eflorescencias.
D. Fabricación de la teja
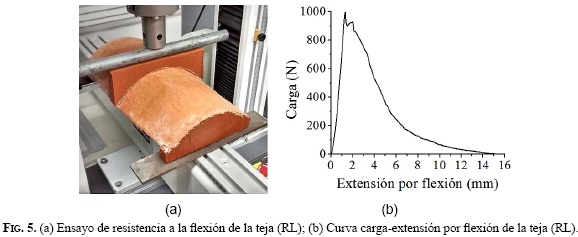
Para fabricar la teja fue necesario incorporar fibras de polipropileno de 20 mm de longitud en una cantidad del 0.5% con relación al peso del mortero híbrido base (RL). Las fibras de polipropileno evitaron la propagación de fisuras por fenómenos de retracción por secado en las tejas. El proceso de producción fue manual y se garantizó un espesor final promedio de 10 mm. Las tejas fabricadas se clasifican como tejas de alto perfil (tipo I), al presentar una proporción altura:ancho mayor a 1:5. La carga de rotura por flexión fue obtenida mediante un montaje que se ajusta al perfil de la teja, el cual se describe en la norma NTC 2086 [20] (Figura 5a). Este ensayo arrojó como resultado una carga de rotura de 995 N, valor que no supera el mínimo establecido por la norma NTC 2086, que es de 1100 N (Tabla 7). Se destaca que la teja obtenida presenta una tenacidad en flexión de 4111 N.mm, como respuesta al comportamiento de absorción de energía posfractura promovido por el arrancamiento progresivo de las fibras por fenómenos de pull-out, tal y como se puede observar en la Figura 5b. Cabe anotar que este valor de tenacidad fue determinado como el área bajo la curva esfuerzo-extensión por flexión hasta punto de rotura.
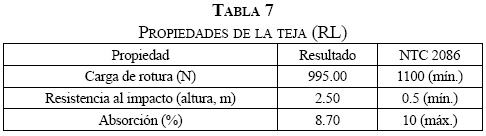
La resistencia de las tejas al impacto se determinó de acuerdo con la norma NTC 2086 sobre un lecho de arena (Figura 6). El ensayo se realizó con una esfera de acero de 109.7 g de peso y se dejó caer desde una altura inicial de 500 mm, valor que se incrementó en 100 mm cada vez hasta observar la rotura o fisuración de la teja. La altura final que soportó la teja antes de su falla fue de 2500 mm, valor 5 veces superior al mínimo establecido por la norma NTC 2086 (500 mm), y en concordancia con el valor de tenacidad que refleja su capacidad de absorber energía. El porcentaje de absorción de agua de la teja (RL) fue inferior al 10%, cumpliendo el requisito establecido en la norma NTC 2086 (Tabla 7). Igualmente, en este caso tampoco se observaron eflorescencias.

Acorde con las especificaciones de la norma NTC 2086, el único requisito que no cumplen las tejas es el de la carga de rotura por flexión, la cual fue un 10% inferior a la especificada; sin embargo, este valor podría obtenerse o superarse mediante el uso de un fibrorreforzamiento mayor o el aumento del espesor.
Complementario a lo anterior y de acuerdo con la ganancia de resistencia a través del tiempo que mostró el mortero geopolimérico base, es posible que este requisito se cumpla a una edad de curado superior a la especificada por la norma.
IV. Conclusiones
Los resultados obtenidos muestran la viabilidad de utilizar el residuo de ladrillo (RL) como precursor primario de un mortero activado alcalinamente de tipo híbrido apto para fabricar elementos constructivos, tipo bloque, adoquín y teja, con propiedades incluso superiores a las mínimas establecidas en las normas técnicas colombianas (NTC), destacando la incorporación de tan solo un 10% en peso de cemento Portland (OPC) y la utilización de procesos de conformado manual.
De acuerdo con la norma NTC 4026, los bloques de RL obtenidos se pudieron clasificar como "bloques estructurales de clase alta", al tener una resistencia a la compresión de 17.09 MPa y una capacidad de absorción de agua del 7.3%, es decir, un 31.5% más resistentes y un 18.8% menos absorbentes que los requerimientos establecidos en la norma NTC 4026.
Los adoquines de RL producidos cumplen con los requisitos mínimos establecidos en la norma NTC 2017, al tener un módulo de ruptura de 4.42 MPa y una absorción de 6.58%, permitiendo que sean clasificados como adoquines "tipo 2" con forma de "I", aptos para elaborar pavimentos, vías y andenes.
Las tejas producidas, clasificadas como tejas de alto perfil (tipo I), presentaron un módulo de rotura por flexión, a los 28 días, de 995 N, valor inferior en un 10% al establecido por la norma NTC 2086; sin embargo, se destaca que la incorporación de la fibra de polipropileno a la teja obtenida promovió la obtención de una tenacidad posfractura de 4111 N.mm, con lo cual, la resistencia al impacto fue 5 veces superior al mínimo establecido por la norma NTC 2086. Así mismo, el porcentaje de absorción de agua de la teja fue del 8.70%, que es inferior al máximo (10%) permitido por la norma NTC 2086.
Agradecimientos
Los autores, miembros del Grupo de Materiales Compuestos (GMC), perteneciente al Centro de Excelencia en Nuevos Materiales (CENM), agradecen a la Universidad del Valle (Cali, Colombia) y al Departamento Administrativo de Ciencia, Tecnología e Innovación (Colciencias), por el apoyo recibido en el marco del proyecto "HYBRICEMENT", contrato No. 0638 – 2013.
Referencias
[1] Habla Zig-Zag Kilns, "Brick Market", 2015, Disponible en: http://www.hablakilns.com/pages/industry/brick-market. [ Links ]
[2] F. Pacheco-Torgal et al., Eco-efficient Masonry Bricks and Blocks, Design, Properties and Durability, Cap 1. "Introduction to eco-efficient masonry bricks and blocks", pp. 1-10, 2014. [ Links ]
[3] F. Pacheco-Torgal and S. Jalali, "Reusing ceramics waste in concrete," Construct. Build. Mater., vol. 24 (5), pp. 832-838, May. 2010. DOI: http://dx.doi.org/10.1016/j.conbuildmat.2009.10.023. [ Links ]
[4] L. Reig et al., "Properties and microstructure of alkali-activated red clay brick waste," Construct. Build. Mater., vol. 43, pp. 98-106, Jun. 2013. DOI: http://dx.doi.org/10.1016/j.conbuildmat.2013.01.031. [ Links ]
[5] J. Xiao et al., "An overview of study on recycled aggregate concrete in China (1996-2011)," Construct. Build. Mater., vol. 31, pp. 364-383, Jun. 2012. DOI: http://dx.doi.org/10.1016/j.conbuildmat.2011.12.074. [ Links ]
[6] H. Yuan et al., "A dynamic model for assessing the effects of management strategies on the reduction of construction and demolition waste," Waste Management, vol. 32 (3), pp. 521-531, Mar. 2012. DOI: http://dx.doi.org/10.1016/j.wasman.2011.11.006. [ Links ]
[7] European Commission, "Resource Efficient Use of Mixed Wastes; Environment, Waste, Studies," 2015. Disponible en: http://ec.europa.eu/environment/waste/studies/mixed_waste.htm. [ Links ]
[8] M. Bravo et al., "Mechanical performance of concrete made with aggregates from construction and demolition waste recycling plants," J. Clean. Prod., vol. 99, pp. 5974, 2015. DOI: http://dx.doi.org/10.1016/j.jclepro.2015.03.012. [ Links ]
[9] A. Chávez, N. Guarín, and M. C. Cortés, "Determinación de propiedades físico-químicas de los materiales agregados en muestra de escombros en la ciudad de Bogotá," Revista Ingenierías Universidad de Medellín, vol. 12 (22), pp. 45-58, 2013. [ Links ]
[10] N. L. Guarín et al., "Estudio comparativo en la gestión de residuos de construcción y demolición en Brasil y Colombia," Revista Gestión Integral en Ingeniería Neogranadina, vol. 3 (2), pp. 14, 2011. [ Links ]
[11] J. Castaño et al., "Gestión de residuos de construcción y demolición (RCD) en Bogotá: Perspectivas y limitantes," Revista Tecnura, vol. 38 (17), pp. 121-129, 2013. [ Links ]
[12] R. Robayo et al., "Los residuos de la construcción y demolición en la ciudad de Cali: un análisis hacia su gestión, manejo y aprovechamiento," Revista Tecnura, vol 19 (44), pp. 157-170, 2015. [ Links ]
[13] F. Puertas et al., "Residuos cerámicos para su posible uso como materia prima en la fabricación de Clinker de cemento portland: Caracterización y activación alcalina," Mater. Construcc., vol. 56 (281), pp. 7-84, 2006. [ Links ]
[14] A. Allahverdi and E. N. Kani, "Construction waste as raw materials for geopolymer binders," Int. J. Civ. Struct. Eng., vol. 7 (3), pp. 154-160, 2009. [ Links ]
[15] A. Allahverdi and E. N. Kani, "Use of construction and demolition waste (CDW) for alkali-activated or geopolymer cements," Handbook of recycled concrete and demolition waste. Woodhead Publishing Series in Civil and Structural Engineering, Capítulo 18, pp. 439-475, 2013. DOI: http://dx.doi.org/10.1533/9780857096906.3.439. [ Links ]
[16] Z. Sun et al., "Synthesis and thermal behavior of geopolymer-type material from waste ceramic," Construct. Build. Mater., vol. 49, pp. 281-287, Dec. 2013. DOI: http://dx.doi.org/10.1016/j.conbuildmat.2013.08.063. [ Links ]
[17] K. Komnitsas et al., "Effect of synthesis parameters on the quality of construction and demolition wastes (CDW) geopolymers," Adv. Powder Technol., vol. 26 (2), pp. 368-376, Mar. 2015. DOI: http://dx.doi.org/10.1016/j.apt.2014.11.012. [ Links ]
[18] Grupo Materiales Compuestos (GMC). Universidad del Valle, Cali-Colombia. Disponible en: http://investigaciongmc.univalle.edu.co/index.html. [ Links ]
[19] Norma técnica colombiana (NTC 2017), "Adoquines de concreto para pavimentos," Bogotá, Icontec, 2004. [ Links ]
[20] Norma técnica colombiana (NTC 2086), "Tejas de arcilla," Bogotá, Icontec, 1996. [ Links ]
[21] Norma técnica colombiana (NTC 4024), "Muestreo y ensayo de prefabricados de concreto reforzados y vibrocompactados," Bogotá, Icontec, 2001. [ Links ]
[22] Norma técnica colombiana (NTC 4026), "Unidades de concreto (bloques y ladrillos), para mampostería estructural," Bogotá, Icontec, 1997. [ Links ]
[23] Norma técnica colombiana (NTC 220), "Determinación de la resistencia de morteros de cemento hidráulico usando cubos de 50 mm o 50,8 mm de lado," Bogotá, Icontec, 2004. [ Links ]
[24] Norma técnica colombiana (NTC 118), "Método de ensayo para determinar el tiempo de fraguado del cemento hidráulico mediante el aparato de Vicat," Bogotá, Icontec, 2004. [ Links ]

