











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkI. INTRODUCTION
Traditional manual gemstone jewelry fabrication processes involve the embedding of gems, using frames with protrusions, channels, or sharp ends, in order to firmly assemble the stone. This technique is known as pre-setting and it requires highly specialized and accurate processing, given the fact that the gems can be as small as 1-2 mm, and therefore, they can easily become dislodged, scratched or broken if not properly handled. Investment in casting of pre-set gems has emerged as an alternative to overcome the difficulties associated with the traditional gemstone jewelry fabrication processes. In this approach, the stone is directly embedded into the piece of jewel during the metal casting 1, a technique that not only reduces the need for specialized labor, but also allows the gem to attach strongly, while minimizing the stone fracturing risk, relative to manual fabrication processes 2.
In conventional investment casting of pre-set gems, the heat treatment of the refractory mold is one of the most critical stages, since the commercial refractory mold mix is subjected to temperatures as high as 650 °C 12, in order to provide thermo-mechanical resistance and dimensional stability to the mold. Commercial refractory molds are essentially composed of plaster and silica (25 % and 75 %, respectively), a mixture in which plaster acts as the conglomerating agent, whereas silica confers refractory properties to the mold. Silica is present in its alpha quartz (30 %) and cristobalite (45 %) forms, phases that undergo polymorphic transformations at 550 °C and 225 °C, respectively 2. Such transformations determine mold stability, and must withstand the precious metal casting temperatures (around 1,000 °C). Therefore, in order to prevent fracture from thermal shock, the mold is held at nearly 550 °C during the metal casting step 1.
Since investment casting of pre-set gems requires the stone to be placed in the wax tree from the beginning of the process, the gem must be able to withstand the thermal treatment of the refractory mold. Therefore, the investment casting approach has only been limited to the high thermal stability of the used gems, such as diamond, sapphire, tanzanite, and ruby 1 In the case of natural emerald jewelry, the casting method implementation has been unsuccessfully studied for years 3, primarily due to the fact that heat treatment above 350 °C damage the gem 4,5.
Emeralds are a variety of beryl (Be and Al cyclosilicates), whose characteristic green color is due to the presence of impurities, mainly Cr and V 6. Previous characterizations of emeralds have demonstrated that their sensitivity to high temperatures is associated with the presence of water molecules within the channels that are formed by the piling of the rings of its hexagonal structure 4,7,8,9. Therefore, when emeralds are subjected to high temperatures, the liquid inclusions inside such channels exhibit two different responses: i) disintegration of the inclusions between 200-500 °C, with a maximum water elimination rate above 400 °C, due to the fractioning of water in a non-bound state of gaseous molecules, which are confined to empty channels 10, and ii) opening of the channels and releasing most of the water between 600-1100 °C, with a maximum water elimination rate around 900 °C 11. From a macroscopic viewpoint, the first changes in the gem color (darkening and opaqueness), as well as cracking, can be observed between 350400 °C, due to irreversible water elimination from the structural channels 4, which in turn evidences that emeralds cannot be exposed to temperatures above 350 °C.
In the face of these facts, the New Materials Technology and Development Research Group (GIMAT), at Universidad Industrial de Santander, is currently making an effort to overcome the limitations that prevent investment in the emerald jewelry fabrication by the pre-set gems casting method. Toward this objective, two different approaches have been investigated: i) the development of a precious alloy with low melting point, and ii) the fabrication of a refractory mold that acquires the physical and thermo-mechanical properties needed for microcasting upon heat treatment at low temperatures (below or equal to 350 °C).
Thus, the present work describes the development of a ceramic mold, based on plaster as the conglomerating agent, and chamotte as the refractory component. Chamotte is a synthetic ceramic material, which is obtained from a mixture of crude clay and calcined silico-aluminous residues that is subsequently exposed to temperatures above working conditions, which facilitates the completion of all reactions and phase transformations in the material.
Therefore, the molds fabricated from chamotte undergo minimal sintering, and display dimensional stability during their use at high temperatures 12,13,14. This remarkable thermal stability motivated the selection of chamotte as the substitute for silica in the fabrication of the refractory mold developed here, whose stability can be achieved when the plaster matrix is stabilized, which takes place at temperatures that do not compromise the pre-set emerald integrity.
II. MATERIALS AND METHODS
A. Preparation and characterization of raw materials (chamotte and plaster)
Chamotte was obtained from silico-aluminous refractory bricks, which were crushed until a maximum particle size of 1 cm was achieved, followed by grinding in a ball mill during 3 h. Then, the ground material was classified into two granulometric fractions (100 % No.140 and 100 % No. 200 sieves) in order to evaluate the effect of particle size on the mold properties. The selection of such fractions was performed, taking into account the granulometry of the commercial mixture known as Diamante Kerr®, which corresponds to 100 % No. 140 sieve (105 µm) and 90 % No. 200 sieve (74 µm) 15. Particle sizes above 105 µm could potentially result in the loss of mold copying resolution, whereas extremely fine particles could significantly impact its permeability, and therefore, the metal casting process would not be adequately conducted 16. The granulometric distributions of the selected fractions were obtained according to ASTM-C136 17. Moreover, commercial orthopedic plaster (alpha type) was chosen as the conglomerating element of the refractory mold.
The raw materials described above were subjected to chemical and mineralogical characterization, using X ray fluorescence (FRX) and X ray diffraction (XRD). FRX was performed on a BRUKER S8 TIGER spectrometer, using a 4 KW dispersive wave length, whereas XRD was conducted on a BRUKER D8 ADVANCE powder diffractometer with DaVinci geomtetry. Quantitative analyses of crystalline and amorphous phases were performed, using RIQAS® 4.0 specialized software, through refinement of the observed profiles using the Rietveld method, and 20 % of an internal standard in the sample (corundum, Al2O3-a). Additionally, the refractory material thermal behavior characterization was performed using thermogravimetric analysis (TG), differential scanning calorimetry (DSC), and dilatometry (DT) on a SETARAM SETSYS Evo, thermal analyzer at a constant heating rate of 3 °C/min.
B. Development of the mixture for the refractory mold fabrication
1) Preparation of chamotte/plaster/water barbotines: Based on the composition of the commercial mixture (75 % silica and 25 % plaster), the following chamotte/ plaster mixtures were prepared (% w): 65/35, 70/30, 75/25, 80/20, and 85/15. After this, barbotines were prepared using different percentages of water, relative to the total amount of solids, taking into account that for the commercial mixture, it is recommended to use 38-42 mL of water per 100 g of powder mixture. However, the working range for the water/solids ratio depended on the composition of the chamotte/ plaster mixture, since fluidity of the barbotine had to be ensured.
Barbotines were prepared by agitation at 647 rpm for 30 s, using an industrial mixer (Mixmaster, OSTER), conditions that allowed obtaining homogeneous pastes, without the introduction of excess of air that could compromise the surface quality of the resulting molds.
2) Determination of barbotine pouring and setting times: The pouring time is defined as the time during which the barbotine has enough fluidity to be transferred from one container to another. To evaluate this, the chamotte/plaster powders were homogenously mixed with water, and then the resulting barbotine was transferred to a new container every 15 s until the mixture could no longer flow, due to its high viscosity. The last time point at which the barbotine could be transferred was recorded as the pouring time for such sample 18,19. Due to processing requirements, mixtures with pouring times lower than 5.5 min or higher than 10 min were discarded.
On the other hand, setting times were assessed according to ASTM C472-99 20 via the Vicat test, which basically measures the time the refractory mixture takes to harden, so that the Vicat needle cannot penetrate beyond 1 mm 20. From a technical standpoint, setting times outside the range 15 min to 4 h were not considered, since time values below 15 min indicate low fluidity and inadequate casting of the barbotine, and setting times higher than 4 h would result in a significant decrease in production rates at an industrial level.
3) Characterization of chamotte/plaster samples: Ceramic samples were fabricated by casting of the barbotines in stainless steel cylindrical molds (2 in height x 2 in internal diameter), which were rectified using a 2° dismoulding slope. These dimensions correspond to those used by the American Foundry Society (AFS) standards for estimating permeability and compression resistance of sand samples 21. After setting at room temperature, the samples were heat treated in an oven, using temperatures up to 350 °C, as detailed below.
4) Heat treatment of chamotte/plaster samples: In order to determine a suitable heat treatment for the refractory mold stabilization, a group of chamotte/ plaster samples was characterized through TG, DSC and DT, and based on this information, a two-stage heat treatment was selected. In the first stage, samples were heated at 3 °C/min from 25 °C to 150 °C, followed by a 3-hour isotherm to ensure full dehydration of the plaster. During the second stage, samples were subsequently heated at the same rate up to 350 °C, followed by a 4-hour isotherm.
5) Sample characterization after heat treatment:
Based on the fact that refractory molds used in micro-casting must be not only permeable to facilitate gas release and metal casting, but also mechanically resistant to withstand the thermal and mechanic stresses generated during metal casting and cooling, the fabricated samples were characterized by compression, permeability, and thermal shock resistance tests. Samples fabricated from the commercial silica/plaster mixture were used as a reference.
Permeability was measured using a Dietert Detroit (Ref. 338) electric permeameter, which directly reports permeability as an AFS number. Compression strength was measured on a Harry W. Dietert (33624 series) universal AFS testing machine, using the AFS norm for casting sand molds 21. Thermal shock resistance was measured according to ASTM C1171-05 22. In brief, samples were subjected to 5 consecutive heating (700 °C) and cooling (room temperature) cycles, 13 min each, and the effect of the cracking generated in the material was measured by compression strength tests. Moreover, microstructural characterization was performed through scanning electron microscopy (SEM) on a FEI QUANTA FEG 650. For SEM analysis, samples were polished using SiC paper (No.1200 grit) and ethanol as lubricant to prevent sample hydration. Prior to microscopic evaluation, samples were metalized using graphite.
C. Micro-casting with pre-set emeralds
Investment casting with pre-set emeralds was performed to fabricate rings, using refractory molds prepared from the chamotte/plaster mixture that exhibited the most suitable set of properties. Moreover, a precious alloy (18 karats) with low melting point (398 °C) was developed 23 and used for micro-casting in a Galloni Pressovac Dual induction oven. The quality of the jewel was qualitatively evaluated, based on its superficial characteristics, the color of the gem, and the accuracy of the emerald location on the ring model.
Prior to the experimental tests, simulations of the investment casting process were performed using Solidcast® and Flowcast® software, in order to gain insight into the temperature profile that would be achieved inside the refractory mold, especially in the area near the pre-set gemstone. Given that these simulations required the mold thermal conductivity to be known, this property was determined using the hot-wire method. In brief, cylindrical samples (3 cm diameter, 6 cm height) with two orifices (1.3 mm diameter, 3 cm height, and 6 mm apart) were fabricated and tested on a Decagon Devices KD2 Pro, equipped with a sensor for porous solids. Posteriorly, direct thermal conductivity measures were performed at room temperature, and the refractory mold thermal conductivity at 350 °C was estimated based on thermal conductivity regressions, as a temperature function for porous ceramic materials 24.
III. RESULTS
A. Chamotte characterization
Chamotte was selected as the refractory component of the fabricated molds because of its high thermal stability and lack of polymorphic transformations in the target temperature range. Chamotte was prepared from ground silico-aluminous refractory bricks. Due to the fact that the developed molds were not exposed to temperatures beyond 350 °C, the effect of the granulometric distribution of chamotte on the permeability of the resulting mold was evaluated, since this property would determine the castability of the liquid metal inside the mold 16. Therefore, two granulometric fractions were chosen: 100 % No. 140 and 100 % No. 200 sieves, which had average particle sizes of 66 and 52 µm, respectively.
1) Chemical and mineralogical composition: The silico-aluminous composition of the refractory material was about 90 %, and the major impurities were K2O, Fe2O3 and TiO2 (Table 1). The AhO3 content (32 %) corresponds to a brick fabricated from refractory clay, whose softening temperature hovers around 1600 °C 25.
Table 1 Frx analysis of the chamotte used for the present studies
| Oxide | Concentration (% w) |
|---|---|
| SiO2 | 57.61 |
| Al2O3 | 31.76 |
| K2O | 2.72 |
| Fe2O3 | 2.57 |
| TiO2 | 2.20 |
| MgO | 0.69 |
| Na2O | 0.65 |
| CaO | 0.62 |
| P2O5 | 0.12 |
| Other | 1.06 |
Moreover, by means of the Rietveld method, the mineralogical composition of the refractory material was obtained. Free crystalline silica constituted 26 % of the material, being alpha quartz the most abundant phase (Table 2). The remaining silica was associated with mullite and other amorphous phases, which constituted about 56.1 % of the chamotte used in this work (Table 2).
Table 2 Xrd analysis of the chamotte used for the present studies
| Phase | Name | Quantitative (stdev)* | |
|---|---|---|---|
| Crystalline | SiO2 | Quartz | 20.1% (0.2) |
| SiO2 | Cristobalite | 4.5% (0.1) | |
| SiO2 | Tridymite | 1.3% (0.1) | |
| Al(Al1.212Si0.728O4.964) | Mullite | 17.1% (0.3) | |
| TiO2 | Rutile | < 1% | |
| Fe2O3 | Hematite | N.C. | |
| Total crystalline phases | 43.9% | ||
| Amorphous | 56.1% | ||
* stdev: Standard deviation
2) Thermal analysis: Figure 1a shows the TG and DSC analyses for the used chamotte. As expected, there were no phase transformations or thermal decomposition below 1000 °C. The registered mass loss (0.6 %) could be attributed to humidity absorbed from the environment prior to the analyses, as well as the elimination of volatile material. On the other hand, dilatometry characterization revealed a slight expansion at 575 °C (Fig. 1b), which corresponds to the quartz present in the material 26. From 650 °C to 1000 °C the sample contracted about 1 %, a result that evidences the thermal stability of chamotte at the target temperature range selected for the present study.

B. Preparation of refractory mixtures
Due to the lack of technical information and literature on optimal properties for micro-casting refractory molds (permeability, mechanical, and thermal shock resistance), the properties of the commercial refractory mixture known as Diamante Kerr ® were used as a reference for the fabrication of the chamotte/ plaster molds. The results from the preparation and characterization processes that allowed the selection of refractory mixtures, and that could be used in investment casting of pre-set emeralds are described below.
1) Pouring and setting times: As previously mentioned, the chamotte/plaster ratios studied were 80/20, 75/25 and 70/30 (% w/w). Additionally, the selected proportions of water relative to the amount of dry mixture were 50 %, 55 %, 60 % and 65 % for fine granulometry (No. 200 sieve), and 45 %, 50 %, 55 % and 60 % for higher granulometry (No. 140 sieve). The analysis of the pouring times for the different chamotte/plaster/water barbotines showed that water and plaster content have opposite effects: the fluidity of the barbotine increased with increasing water content, which results in higher pouring times; whereas higher plaster contents led to higher water adsorption, and therefore, lower fluidity and pouring times (Fig. 2). On the other hand, particle size did not appear to have a significant effect on pouring times, which indicates that the differences between the two selected granulometries were not large enough to affect the fluidity of the suspensions. Mixtures with 65 % water content were discarded for further studies, due to the phase separation observed during pouring time measurements.
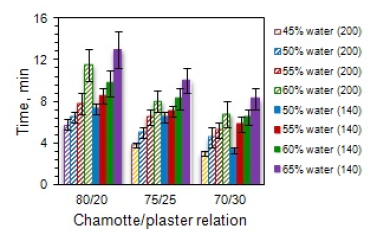
Additionally, refractory mixtures with setting times below 7 min were discarded, as they were considered highly constraining for the mold fabrication steps prior to mixture setting. As seen in figure 3, increasing the amount of water in the mixture led to increasing setting times, due to the excess of water that delays the agglomeration of calcium dehydrate sulphate particles, as described in Equation (1) 27, and therefore, the barbotine can maintain its fluidity for longer times.


It can also be observed that higher plaster contents led to shorter setting times, which can be explained by the fact that an increase in the amount of plaster nuclei promoted water adsorption, and therefore, resulted in higher rates of mixture hardening 28. Moreover, it appears that fine particle size (No. 200 sieve) accelerated the setting process, since it provided a higher surface area available for water adsorption 29.
Nonetheless, for the No. 200 sieve group, the 80/20 and 75/25 mixtures with 60 % water were discarded for further studies, since they showed phase separation during setting, which suggested that the amount of plaster in such mixtures were not enough to adsorb the water present in the barbotine 30. This result could indicate a synergistic effect between the higher setting rates observed for this granulometry (No. 200 sieve), and a plaster deficit for the mixtures mentioned above, given that phase separation was prevented when the plaster concentration increased to 30 %.
2) Thermal analysis of the chamotte/plaster mixtures: TG and DSC analyses for three of the chamotte/plaster mixtures after setting are shown in figure 4a. In all cases, a single endothermic peak and a mass loss region between 95 °C and 140 °C can be observed, which are associated with elimination of water from the plaster 31. The differences in mass loss across samples were due to higher water contents in the mixtures with increased plaster concentration, which resulted in more eliminated water upon heating.
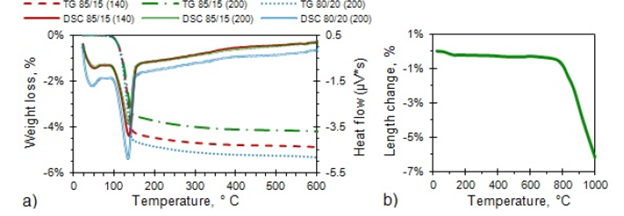
Moreover, dilatometry measurements indicated that the fabricated molds exhibited high dimensional stability upon heating up to 800 °C, temperature at which a slight contraction (~ 0.5 %) is observed (Fig. 4b), due to dehydration of the plaster phase, a process that starts at 95 °C 31. Between 800 and 1000 °C, the material contracts about 6.34 % due to sintering and subsequent densification 32. However, these dimensional changes occur beyond the working temperature range that is intended for the refractory molds developed in this study (up to 350 °C), and therefore, it is concluded that the chamotte/plaster molds are highly stable for investment micro-casting of pre-set emeralds. Based on these results, the heat treatment previously described in section 2.2.4 was selected for the fabrication of chamotte/plaster refractory molds. The isotherm at 150 °C ensured complete water removal from the plaster, whereas the isotherm at 350 ° C allowed the mold thermal stabilization.
3) Permeability and compression resistance: Tests on the mixtures compression resistance showed an increase in plaster content that resulted in mold resistance increase, which is expected since plaster functions as the conglomerating agent that maintains the refractory particles together 33. Furthermore, for all mixtures, increased water content led to a decrease in the resistance of the resulting refractory mold, due to pore generation during the plaster dehydration process 34. There also seems to be a slight decrease in the resistance of the mold as the particle size increases, which could be explained by the use of larger particle sizes that results in lower compaction levels of the material due to the formation of larger pores 35.
Moreover, the permeability results shown in figure 5b evidence that as the plaster content in the mold increases, the permeability of the material decreases, because mold compaction increases. On the other hand, increasing water concentration favored permeability, due to the generation of pores from water elimination during heat treatment 34. As it was previously mentioned, the commercial mixture known as Diamante Kerr®, whose compression resistance is 35 psi 15, was used as a reference, and all the chamotte/ plaster mixtures with compression resistance values below this reference were discarded. In other words, the 80/20 mixtures prepared with large particle size (No. 140 sieve) and high water content (50 and 60 %) were not considered for further experiments.
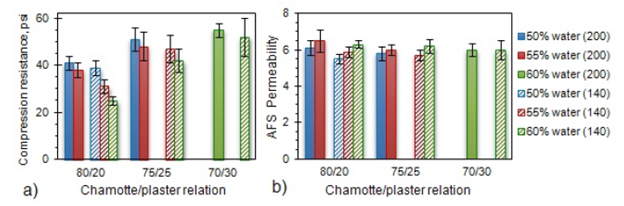
Fig. 5 Compression resistance (a) and permeability (b) measurements for the chamotte/plaster refractory molds.
4) Thermal shock resistance: No evident cracking of the refractory molds was observed after five heating and cooling cycles. This result agrees with the slight reduction in the compression resistance values for the tested samples (Fig. 6). However, the mixtures whose values fell near the lower reference limit (35 psi) were removed from the study. Therefore, the following formulations were discarded based on this criterion: i) 80/20 for both types of particle size and 50 % water, and ii) 75/25 with large particle size and 55 % water.
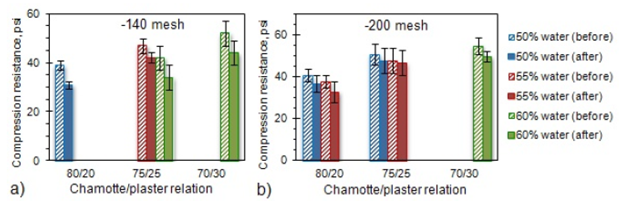
Fig. 6 Effect of thermal shock on the compression resistance of the selected chamotte/plaster mixtures.
The high resistance to thermal shock exhibited by the fabricated molds can be explained by their remarkable dimensional stability upon heating below 800 °C (Fig. 4b) 36. This property is crucial during the metal casting stage, since the presence of cracks in the mold would result in inadequate containment of the molten metal, and therefore, the shape and superficial characteristics of the final piece of jewelry would be far from desirable 37.
5) Microstructural characterization of the refractory molds: Figure 7 shows SEM images of four chamotte/ plaster refractory molds: a) 75/25, 55 % water and No. 200 sieve; b) 75/25, 50 % water and No. 200 sieve; c) 80/20, 50 % water and No. 200 sieve; and d) 75/25, 50 % water and No. 140 sieve. For the 75/25 and No. 200 sieve group, the addition of water not only generated macropores in the plaster matrix due to water vaporization during the dehydration step 34 (Fig. 7a), but also resulted in lower material compaction, relative to the 50 % water samples (Fig. 7 b). This result is in agreement with the reduction in compression resistance that was observed as water content in the mixture increased.
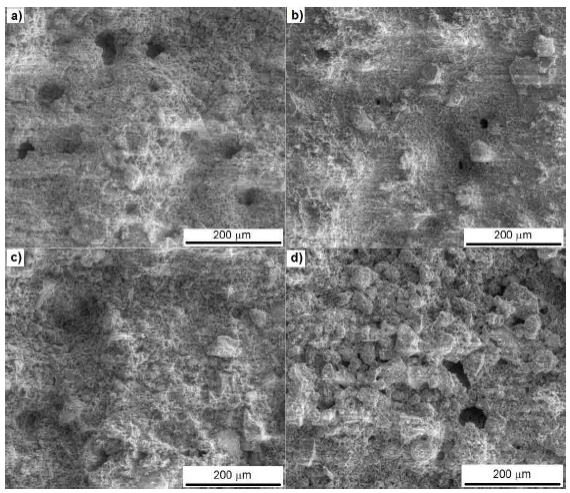
Fig 7. Sem images (500X) of the following refractory molds: a) 75/25, 55 % water and No. 200 sieve; b) 75/25, 50 % water and No. 200 sieve; c) 80/20, 50 % water and No. 200 sieve; and d) 75/25, 50 % water and No. 140 sieve.
Moreover, for given conditions of particle size and water content, a reduction in the amount of plaster in the mixture led to lower compaction levels of the matrix, which could also explain the decrease in mold resistance when the concentration of the conglomerating agent (plaster) was reduced (Fig. 7b and 7c). Finally, for a larger particle size (No. 140 sieve), the surface rugosity of the resulting refractory mold increased, whereas its compaction decreased (Fig. 7d). This affects not only the mechanical resistance of the mold, but also its ability to accurately copy details to the cast metal 35. Cumulatively, the results presented in this section allowed to conclude that the refractory mold that displayed the most adequate properties for use in investment casting of pre-set emeralds was the 75/25 chamotte/plaste mixture, with fine granulometry (sieve No. 200) and 50 % water content.
C. Implementation of the selected refractory mold to investment micro-casting of pre-set emeralds
Investment micro-casting of pre-set emeralds was performed using the refractory mold previously selected, and a precious alloy (18 karats) of low melting point. Prior to micro-casting, simulation tests of this process were performed using SOLIDCAST® software, in order to gain insight into the temperature profile inside the mold.
As indicated in the Materials and Methods section, the thermal conductivity of the refractory mold was estimated by the hot-wire approach 24, which provided the following relationship between temperature, T (°C), and thermal conductivity, l (W/mK), Equation (2):

The information required for the simulation on SOLIDCAST® is shown in Tables 3 and 4. Table 3 indicates the mold parameters, whereas Table 4 presents the properties of the metal alloy, which were obtained from previous work 23.
Table 3 Refractory mold properties used for simulating the micro-casting process Chamotte/plaster Refractory Mold
| Apparent Density (kg/m3) | Thermal Conductivity (W/mK) | Initial Temperature (K) |
| 1180 | 0.167 | 623 |
Table 4 Thermal properties of the alloy used for the micro-casting process
| Thermal | Specific | Initial | Solidification | ||||
| Density (kg/ | Conductivity | Heat | Temperature | Temperature | |||
| Precious Alloy | m3) | ||||||
| (W/mK) | (J/kgK) | (K) | (K) | ||||
| 13044 | 308.3 | 544.28 | 721 | 671 | |||
Figures 8 and 9 present the results from the simulations performed using a low melting point alloy. The dimensions of the simulated piece of jewelry were 13 mm internal diameter, 1.5 mm thick below, 2 mm thick above, and an orifice for gem presetting of 1.5 mm diameter. Additionally, to simulate the metal filling process in the mold, it was necessary to include a feeding channel, which consisted of a cone (15 mm long, 2-4 mm diameter) followed by a cylinder with a 30° inclination (15 mm long and 1.5 mm diameter).
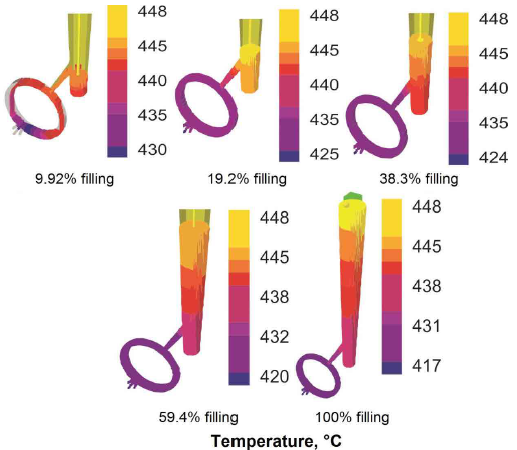
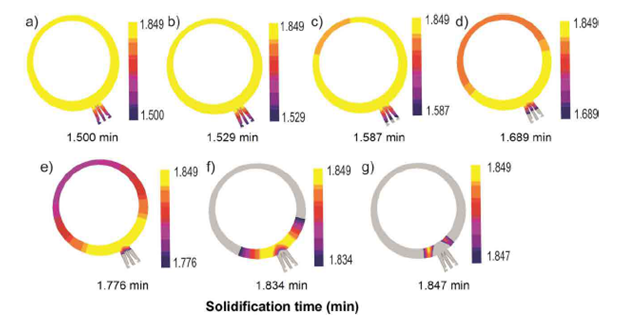
Fig 9. Simulation of the alloy solidification process in the chamotte/plaster refractory mold, using Solidcast software.
The simulation results using Flowcast software are shown in Figure 8. The color variations represent the temperature profile of the liquid metal, which indicate a range between 398 °C (melting) and 448 °C (casting). It can be observed that the precious alloy of low melting point achieved adequate fluidity, since 100 % filling of the mold was attained. Moreover, the temperature profiles for the different filling percentages indicated that in the gem presetting area the temperature of the molten metal was below 435 °C, a value near the upper thermal resistance limit for emeralds (350 °C). Furthermore, the 4-claw pre-setting design provided minimal contact between the liquid metal and the gem. Similar simulation tests were performed using the commercial refractory mold (Diamante Kerr®), which indicated that temperature around the gem pre-setting zone was below 425 °C, 10 °C lower than the observed for the chamotte/plaster molds 15. This result can be explained by the fact that the commercial mold has higher thermal conductivity (0.203 W/mK) relative to the mold developed here (0.203 W/mK), which favors heat transfer from the liquid metal to the mold during filling 38.
Results from the simulated metal solidification process inside the chamotte/plaster mold are shown in figure 9. The color scale represents the time required for each part of the piece of jewelry to achieve a solid state (indicated in gray). It can be noticed that the first area that solidifies is the edge of the gem pre-setting zone after 1.5 min (Fig. 9a), and about 25 % of this area completely solidifies after 1.587 min (Fig. 9c). The subsequent images in figure 9 show the advancement of the solidification process, which is completed after 1.849 min (Fig. 9g).
Based on these results, it can be estimated that the metal-gem contact area would require 1.5 min to decrease its temperature from 435 °C (liquid metal) to 398 °C (solid metal), which corresponds to a cooling rate of 25 °C/min, a much lower value than that reported (712 ° C/min) for traditional jewelry micro-casting processes using gold alloys (14 karats) of high melting point 39. The low solidification rate observed with our system favors the thermal shock resistance and the integrity of the emerald.
The experimental results were in agreement with the information obtained from the simulation tests. Investment micro-casting of pre-set emeralds was conducted using the refractory mold previously developed, and the jewelry final piece images are shown in Figure 10. It is evident that complete filling of the mold was achieved, along with correct geometry copying, and proper gem placement. No damages such as loss in color/brightness, or micro-cracking were observed, which validated the low temperature values found in the metal-gem zone during the simulation tests.
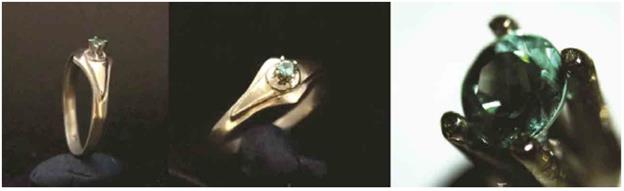
Fig. 10 Photographs of a ring fabricated using investment micro-casting of pre-set emeralds in the chamotte/plaster refractory mold developed in the present study.
Cumulatively, the results from our study reveal that it is possible to fabricate jewelry through investment micro-casting of pre-set natural emeralds, if the commercial refractory mold is replaced by one that displays thermal stability at low temperatures (350 °C), such as the chamotte/plaster molds developed here, and a precious alloy of low melting point is used. In this way, exposure of the emerald to high temperatures can be prevented at every step of the jewel fabrication process.
IV. CONCLUSIONS
The most favorable conditions for the fabrication of chamotte/plaster refractory molds are 75/25 chamotte/ plaster ratio, fine granulometry (100 % No. 200 sieve), and 50 % water addition to the dry mixture. Coarse granulometry, lower plaster content, or larger water amounts resulted in low material compaction, formation of macropores, reduction in mechanical resistance, and high rugosity that can affect the surface quality of the final piece of jewelry.
Finally, we demonstrated that is possible to apply the investment micro-casting process to pre-set natural emeralds. This can be achieved by utilizing the chamotte/plaster refractory mold developed here, whose heat treatment does not exceed 350 °C, as well as a precious alloy of low melting point. In this way, the integrity of the emerald would be ensured throughout the entire jewel fabrication process.

