











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkI. INTRODUCTION
The relationships among entropy, exergy and anergy (irreversibility) are immersed in the information and organization of dynamic cycles in finite industrial production. The process concept refers to a thermodynamic system, which interacts with its environment and depends on its limits or boundaries, the aggregation level of production (resources, components and relations), and its information, to measure the efficiency of the system and the productivity of the processes.
Exergy is applied to the analysis of industrial processes in steady state. The process generates functional products, residues, and unwanted products. Exergy is the criterion to determine the efficiency through the exergy destroyed in each stage, generated by irreversibilities (residues), which correspond to the process inefficiency [1]. Exergy provides criteria for developing theories, models and approximations based on thermodynamics, which can increase predictive and analytical power in basic and environmental sciences, and in ecology and industrial ecology [2].
The Gouy-Stodola Substitution Theorem explains that the destroyed exergy is proportional to the generated entropy, and that the irreversibilities generate entropy and, therefore, destroy exergy. A minimum generation of entropy indicates high efficiency. The destroyed exergy is quantified within the limits of a complex system, and it is not possible to obtain the dissipated out of the process. When no exergy is destroyed, the process is internally reversible, but not necessarily totally reversible [1]. The rational exergetic efficiency, which allows evaluating the performance of the system, is the relation between the used exergy flow with respect to the input, and can be obtained by applying the lowering principle of the incoming exergy.
The Doctoral Dissertation "Measurement of productivity in processes that integrate cold chain, based on assessments of exergoeconomics and eco-efficiency", developed in the slaughter plant TIF 333 of León-Guanajuato State (Mexico), determined the incidence of exergy and anergy in the rational efficiency of the cold chain in processes of agro-industrial transformation. In this dissertation, the exergetic losses of the processes were divided into two parts: one internal due to the destruction of exergy caused by the irreversibility of the system, and one external due to the degradation of the low entropy resources (fossil fuel or materials), to turn them into "resources" of high entropy that are discarded as residues.
II. LITERATURE REVIEW
A. Thermodynamic background
The concept of exergy was proposed in 1956 by Zorant Rant, and was developed between 1964 and 1967 by Rabek, Szargut & Petela, Baehr, Brodyanski, Fratscher, Elsner, Nitsch, Bergmann & Schmidt. Since the formalization of the exergy concept, the development of exergy analysis can be differentiated into three periods [2]. During the first period (1971-1984), which corresponds to "exergy in chemical processes", the calculation of exergetic efficiency was introduced to the process technical efficiency; the second period (1989-1995) was "economic optimization and thermodynamic methods"; and in the third period (1996-2016), "exergy of society", the equilibrium thermodynamics and exergy extended to form an interdisciplinary approach to wastewater treatment, biofuels production, and second generation biodiesel, which are important approximations to the economic, environmental and ecological dimensions, along with the framework of sustainable business development.
B. Exergoeconomic evolution
From the technical efficiency and productivity standpoint, the exergetic analysis measures the system's capacity to bring about a productive change, because it allows the reassignment of resources, costs and performance. The interdisciplinary relationship between exergy and economics was developed at the University of Zaragoza [3]. In the last twenty years, exergoeconomics has gone through different methodologies: Average Cost (AVCO), Exergy Cost Calculation (EXCO), Specific Exergy Cost (SPECO), Functional Analysis (TFA), and Functional Analysis Engineering (EPT) [4].
In [5], four sustainability elements were articulated to the industrial debate: social, economic, environmental, and technological. The most important relationship of flows reported in the literature specifies the schematic representation of the exergy flowing between the society and the environment [6]. Furthermore, Suresh et al. [7] identified that hidden costs imply impacts of the industrial production on the environment and society, which in monetary terms form the core of research projects, with the methodology called "4E". In a more integrating context, Khoshgoftar et al. [8] applied the new discipline exergoeconomic as a specific fusion between the exergy analysis and its endogenous economic valuation, developed through indicators.
III. EXERGOECONOMIC RELATIONAL FRAMEWORK
The second principle of thermodynamics states that the incoming exergy in a system that performs a natural process will always be greater than the resulting exergy, fulfilling that (incoming exergy) -(outgoing exergy) = Irreversibility (I) > 0. In industrial processes, the purpose is to transform Resources (F) into Products (P), without losing energy, although you always lose quality. The real processes are irreversible and they follow (F) - (P) = I > 0, which explains that the exergy needed to obtain a product will always be greater than or equal to the exergy it contains.
A. Conceptual bases of measurement in a thermal system
A system is a complex entity formed by a set of elements (a machine, living beings or an economic system) that are its basic components, and by the relationships between them and their environment. The aggregation level provides a breakup of the process' total irreversibility into its components, while the efficiency (η) indicates the exergetic performance of the equipment where the irreversibilities are located.
The physical structure of a system, plus the definition of the productive purpose of each equipment constitute the productive structure of a thermal system, which is vital for the exergoeconomic analysis and supports the integrated measurement of rational efficiency. In the exergoeconomic conceptual framework, the cost of the product includes the cost of both the internal and the external (residues) irreversibilities.
B. Residues formation process
According to their nature, three types of unwanted products are considered: derivative by-products (D), losses (L) and residues (R). The productive structure of a process has n components (plus the component 0 that corresponds to the environment M) interconnected by flows that characterize its exergy. An exergy flow from component I to component J is represented by  . When it comes to specific exergy (J/kg), it is noted with
. When it comes to specific exergy (J/kg), it is noted with  . Each component consumes resources from others or from M, to produce (P) effects on other products or on M. Consequently,
. Each component consumes resources from others or from M, to produce (P) effects on other products or on M. Consequently,

The product (P) has two different destinies according to (3): a flow (PA) that could be a resource for another product, and another flow (PR) that is not used by any other component, or is part of the final product, so it is a residue (Fig. 1).

It builds the thermodynamic function that enables the evaluation of hidden costs, in terms of the resources exergy that the system requires [3].
The exergetic cost of a flow is E*; the exergetic unit cost of flow E is denoted as k*; consequently, the exergetic cost of a flow (component) is

On the other hand, the exergetic costs of resources, products and residues are denoted as follows: F* = k* F; p* = k* p; R* = k* R. In case of specific exergy,

Three propositions are considered to measure rational efficiency: 1) the exergetic cost of all flows depends on the costs of input resources, thus, the cost of input flows to the system will be equal to its exergy, its unitary exergetic cost is one; 2) all costs generated in the production process must be included in the final cost of the products, and the cost of the loss flows is null, that is, F* = SP*; and 3) if several products leave the same equipment, the training process will be the same and will have the same exergetic unitary cost.
The allocation of the exergetic cost is proportional to the exergy the flows contain, and the exergetic cost of the residue is added to the equipment where it originates. The exergoeconomic cost Π ($/kg) is the product of the unit cost C ($/J), multiplied by the flow of specific exergy  in (J/kg). Therefore,
in (J/kg). Therefore,
C. Quantifying the cost of residues
The exergetic cost of residues (R*) can be produced both in the equipment in which the flow is produced and along a chain of flows and equipment of the production process. The exergoeconomic rule states that the cost of the resources is allocated to the useful product.
Combining equations (1) and (7) result in equation (8):

Denominating R* as the cost of the resources that have been used to generate the flow of the residual PR, the equation (7) becomes equation (9):

Thus, the total cost of producing the generic component (P) is given by (10).

Figure 2 shows the residue formation chain. The mitigation/compensation (R) resource flow is the resource 0 described in equations (3-8), increasing the cost structure.

The cost of the exergetic operation of the equipment (CEX) is the product of the resource exergetic unit cost and the flow of the irreversibilities, explained by (11).

The cost of the equipment operation (CO) is the product of the unit cost of the resource by the flow of the irreversibilities (12).

D. Mechanical compression refrigeration circuit
The conceptual operation of the refrigeration thermal machine is a thermal cycle of Heating, Ventilating, and Air Conditioning-Refrigeration (HVAC-R) (Fig. 3). The real cycle develops four ideal thermodynamic stages: two isothermal and two isentropic in León-GT. These stages result from the interaction of the four devices and the refrigerant fluid that extracts heat from the box (cooling chamber). In the ideal cycle, exergy is not destroyed [9].
The exergy balance must be described in a set of equations and balances exergetics to calculate performance; this will allow to quantify the exergy destroyed in each device and the discharge line of the HVAC-R refrigeration cycle. The HVAC-R refrigeration cycle is added as a fictitious equipment to the exergy balance, because the greater anergy and irreversibility contribution are located in the compressor, due to the discharge level (AP/L) and the heat dissipation  [10]. The balance sheets are as follows:
[10]. The balance sheets are as follows:
- Balance in compressor: between points 3 and 4 (Fig. 3).

Where Tw, comp is the temperature at the compression wall limit, and corresponds to the average obtained through the thermometer-infrared sensor (without contact).
- Balance in the condenser: between points 4' and 5

Where QH = Q7 is the heat expelled to the environment, and TH is the temperature T4'. The heat balance in the condenser is Q4' = Q5 + Q7.
- Balance in the discharge line of compressor: between points 4 and 4' (Fig. 3).

Where Tw,ld corresponds to the pipe wall. This equipment (unreal) is added to the system to better estimate the exergy destroyed in the cycle.
- Balance in the valve system: between points 5 and 6 (Fig.3).

- Balance in the evaporator: between points 6 and 3 (Fig. 3).
The destruction of exergy is

Where QL = Q8 is the heat flux extracted from the chamber and transferred to the refrigerant, and TL corresponds to the temperature T8. The heat balance in the evaporator is Q3 = Q6 + Q8
The sum of the destructions in equations (13-17) result in the total destruction.

The exergetic efficiency of the refrigeration cycle is

The destruction rate  is the exergy consumption, due to the irreversibilities within the device or the difference between inputs and outputs in steady state.
is the exergy consumption, due to the irreversibilities within the device or the difference between inputs and outputs in steady state.
The index of the process exergetic improvement (potential of improvement) is

IV. METHODOLOGY
This study used a mixed methodological approach of descriptive type, particularly the analysis-synthesis, based on the analysis of exergetic and exergoeconomics. The evaluation of thermal inefficiencies (irreversibilities), accessory equipment, motors, fans, condensers, and evaporators is conducted through sensitivity, fault and defect (leakage) analyses [11,12].
We applied five methodological steps: (a) determination of variables, limits and aggregation levels; (b) thermodynamic analysis of parameters and engineering operation; (c) data analysis (response functions); (d) construction of Grassman diagrams for exergetic efficiencies; and (e) calculation of rational efficiency, in equipment, currents and residues.
The environmental conditions (dead state) of the slaughter plant were the following: temperature 27 °C, relative humidity 27 %, elevation 1815 meters above sea level, and pressure 810 hPa. The refrigeration system is the production of cold by steam compression, with refrigerant R404A. The physicochemical data (temperature, pressure, and humidity) were captured with data-logger (MSR), hygrometers, infrared temperature sensor, and vacuum thermometers (bourdon type) coupled to the condenser.
V. RESULTS
A. Analysis of the agro-industrial process
The agro-industrial process in the slaughter plant of "Rastro de León" consists of self-propelled, hoisting, bleeding, flagellation, washing in a chiller, carcass processing (eviscerated, boned and quarting), classification, packing, and thermal conservation. The animal in rigor mortis was initially cooled off in a liquid cooler with chiller worm screw liquid that operates from 6-8 °C. The capacity of the trail for conservation consists of four transitional chambers of 130 m3 for internal irrigation; the load entered at 25 °C and then was thermally collided with sprinkler water (6-9 °C) to reach an average of 15 °C. The final product was frozen in a superflex camera, with a capacity of 900 m3; each camera can store up to 400-500 pigs of 150 kg or 150-200 cattle of 400 kg. The residence time in the chamber was 24 hours for pigs and 36 hours for cattle.
The refrigerant fluid used for the compression cycle was R404A. There were three ultra-freezing chambers, of 360 m3, 150 m3, 100 m3 and 50 m3. The thermal power given by the manufacturer was 15 kW, 11 kW, and 7.5 kW. The freezing temperature was -25 °C.
B. Productive structure
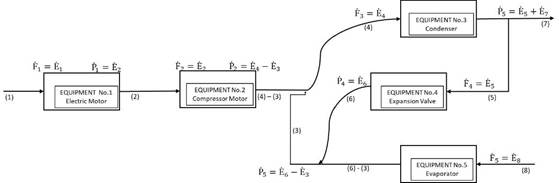
The productive structure was built by generating energy balances around the five equipment and the eight currents of the HVCA-R process in the cold chain (Fig. 4).
C. Parameters obtained
We measured the changes in temperature in the freezing chambers for 12 continuous hours, and obtained average operating temperatures (TL) for the superflex camera (-4 °C), chamber freezing (-16 °C), and ultra-freezing (-25 °C) (Fig. 5).
D. Rational efficient calculus
Based on Table 4 and equations (11-12), we calculated the amount of resources, products, residues, irreversibilities, exergetic efficiencies, operating exergetic costs, and operating exergoeconomic costs for each equipment and current (flow) of the refrigeration system determined in the production structure. In addition, we obtained the exergetic efficiency of each equipment and current by applying the balance equations (13-19) and the 2nd law.
E. Inefficiency analysis (anergy)
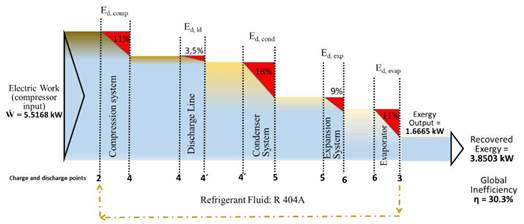
The results of exergetic efficiency indicate that the highest rate of exergy destruction was located in the condenser equipment (Table 1). Consequentially, the partial inefficiencies of the five components were 11 %, 3.5 %, 18 %, 9 % and 11 %, respectively. The Grassman Engineering Diagram (Fig. 6) integrates the inefficiency analysis of each component and system, describing that the output variable, the exergy recovered or used, whose general efficiency is 69.7 % or a high total inefficiency of 30.3 %. Comparing thermal irreversibilities, the condenser presented the greatest irreversibility i or rate of exergy destruction (Fig. 7).
F. Cost analysis
Table 2 shows a complementary tool to calculate exergetic by evaluating the exergetic operating costs and the exergoeconomic operating costs for equipment and currents (flows) of the refrigeration system. For the external electric motor, it is fulfilled that  for the compressor, that
for the compressor, that  for the condenser, that
for the condenser, that  for the expansion valve, that
for the expansion valve, that  and for the evaporator, that
and for the evaporator, that  The exergoeconomics costs (Table 2) correspond to the tariffs of electric power in México (April 2017) that was $1.7724 mx/kW-h, and the cost allocation of the exergetics costs.
The exergoeconomics costs (Table 2) correspond to the tariffs of electric power in México (April 2017) that was $1.7724 mx/kW-h, and the cost allocation of the exergetics costs.

Tables 3 shows the costs obtained for currents, and Table 4 shows the operating costs, where exergetic and exergoeconomics costs are 
The measurement of exergoeconomic costs from the productive structure validates the calculations of rational efficiency. The highest operating costs are located in the condensation and expansion equipment, in points 4, 5 and 6 of the thermal process.
VI. CONCLUSIONS
In the productive structure of the studied slaughtering plant, the lowest exergetic efficiency was observed in the condenser (82 %), due to the lack of units coupled as ice banks, which is known to improve it. The high exergetic efficiency of the evaporator (89 %) shows a good performance in the restoration of exergy from steam. The inefficiency by exergetic work is greater, because to extract heat of the camera is a process of heat transfer by convection, against the dead state.
The rates of exergy destruction in the studied agro-industrial cold chain were higher during condensation, followed by compression, evaporation and expansion valve. These rates exceed by more than 15 % those reported by the manufacturers of the equipment and components; furthermore, they differ from those reported in the literature because the parameters that affected the exergy were, in order, evaporation temperature, condensation temperature, sub-cooling temperature, and compressor pressure [13]. Kizilkan [14] analyzed the exergy in a refrigeration system designed with different freezing rates and R404A refrigerant, and found that the highest inefficiency rates were in the compressor, condenser, evaporator, and expansion valve.
Currently, the calculation of rational efficiency in agro-industrial processes with cold chain is based on information from the literature (thermotechnical) or from the manufacturer, and are based on energy calculations, which fail revealing hidden losses and costs in the process. Despite operating with technological levels above obsolescence, a considerable rational inefficiency was evidenced, since the average irreversibilities in the cold chain were estimated through exergetic balances in 17 %. However, manufacturers and camera assemblers report a safety factor, which only recognizes losses between 8-10 %. This imbalance implies that the manufacturer or designer oversized, in almost the double, the rational efficiency, when estimated by coefficients and parameters instead of exergetic evaluation of the system.
We validated the measurement using comparative methods of exergoeconomic efficiencies, thermodynamic diagrams, and revealing hidden costs that affect productivity. In conclusion, a real way to increase the productivity of a process is to intervene technically in the identification and reduction of inefficiencies.

