











 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
Permalink
I. Introduction
Materials science and technology have made significant achievements with the development of biocomposites [1], which are developed by combining natural fiber and non-biodegradable petroleum-derived plastic. The use of these fibers as a reinforcement of composite materials is an alternative to extend their service life and improve waste management. Among its advantages is that they are light; lower cost; low density; are not toxic or abrasive to the product involved; non-irritating; reduce energy consumption; facilitate the processing and absorption of CO2 during its growth, renovability, recyclability and biodegradability [2]. One of the most important features is that they can be easily eliminated at the end of their life cycle by composting or recovering their calorific value. However, natural fibers also exhibit some undesirable features such as high moisture absorption, low thermal resistance and highly anisotropic properties [3].
The incorporation of plastics in this type of materials contributes to solve an environmental problem caused by its uncontrolled production and irresponsible final disposition, making its stable nature and difficulty entering the degradation cycles of the biosphere become a huge disadvantage in its post-consumer phase [4]. One of the most problematic plastics is expanded polystyrene (EPS). Unlike others, this is not usually recycled due to its zero profitability because 98% of its composition is air and only the remaining 2% is polystyrene that can be recovered [5,6,7]. Looking for a suitable dissolvent for EPS, it was found in a study [8] that d-limonene has good solubility and can be obtained from different sources, including essential oils of some citrus fruits. Undoubtedly, the combination of agriculture, the polymer industry and the science and engineering of materials to develop new products with good cost-benefit performance is essential to find massive and efficient outlets.
Agribusiness is also one of the sectors that produces large amounts of waste. In Colombia there are more than 120000 ha of African oil palm plantations, belonging to the species Elaeis guineensis and the family Palmacea. Its production is not totally efficient and the unstoppable expansion of its cultivation generates huge amounts of plant remains that cause environmental and public health problems, making it necessary to look for a way out for all by-products of the oil extraction process, where 25% of rachis or oil palm empty fruit bunch (OPEFB) is produced. Its fibers are composed mainly of cellulose and in lesser quantity by lignin and hemicelulose [9]. Polymeric compounds from lignocellulosic materials attract attention for their low cost and the diversity of their applications. As for its properties with respect to its inorganic counterparts, it highlights a lower density, higher deformability, lower abrasiveness, high rigidity, reduction of dermal and respiratory allergies, good thermal properties, lower cost, among others [10,11,12,13,14,15,16,17,18,19].
In general, composites are made up of two or more materials of different nature that, combined, have a synergistic effect. The matrix and reinforcement are its main constituents [20]. Some studies demonstrate the possibility of formulating an ecological emulsion of EPS as a binder [21,22,23,24], being, by definition, a system consisting of two immiscible liquid phases, where one of them is dispersed through the other in the form of very small droplets, the structure of which is stabilized by a surfactant [25]. The type of emulsifier applied depends on the mixing method and the desired stability duration [26]. In the case of W/O emulsions, if the film has a greater affinity for water than oil, the surface tension will be lower on the more polar side. The film will tend to curve, looking for a reduction of this strength in the system. By reducing it on the outer side and increasing it inward, it forms lower polarity cells dispersed in an aqueous phase. For O/W emulsions, the opposite phenomenon will occur.
This research project is planned to develop a composite material that integrates post-consumer EPS into a polymer matrix using Citrus sinensis to form an emulsion that aglodes the fibers of palm rachis and offer an ecological alternative to extend the life of these wastes.
II. Methodology
A. Preparation of the Material
The plant material was provided by Palmas del Cesar and Bucarelia. It was washed with water to remove fungi and dust. It was dried at room temperature for four months and ground using a hammer mill (core of 4 sharp hammers with 5 HP motor). The fibers were heated to 105oC for 4 hours to remove moisture and sifted (Portable Sieve Shaker Model RX-24) for different granulometries (Mallas No.30, No.40, No.50, No.60 and No.70). Each fraction was stored in a sealable bag.
B. Emulsion Formulation
For the choice of EPS solvent, its ecological character, low toxicity, low vapour pressure to facilitate its removal in the agglomerate, economical, wide availability and high solubility studied for extruded polystyrene (XPS) (Table1) [8]. When reviewing the data sheet all of them, the first five of the table were discarded for their toxicity and danger to the environment. The solvent chosen was the d-limonene found naturally in citrus essential oils and is easier to obtain commercially than p-cimeno.
Table 1 Solubility of the XPS at 25oC in different solvents
| Solvent | XPS solubility |
| Benzene | 0.68 |
| Toluene | 0.60 |
| Xylene | 0.40 |
| Tetrahydrofuran | 0.96 |
| Chloroform | 1.28 |
| d-limonene | 0.26 |
| p-cimeno | 0.30 |
A volume of Citrus sinensis distilled by steam drag was obtained and 1 L of Citrus reticulata (tangerine essential oil) was purchased, whose gas chromatography analysis coupled to mass spectrometry(GC/MS) shows a d-limonene concentration of 99.3% and 98.2%, respectively. For its profitability and availability, widely studied by Dr. Stashenko and her team [ 27], Citrus sinensis was used from which the ecological emulsion composed of 50% m/m of water was formulated, starting with a solution with 1:2 ratio of EPS and solvent. For its characterization, two commercial dyes of different polarity were used to elucidate the type of emulsion according to its phases under the optical microscopy technique (Hirox KH 7700) which also allowed it to be classified according to the size of the micelles.
C. Fabrication of Agglomerates
The specimens for all tests were tripled by mixing the fibers and emulsion in a 1:3 ratios with a weight of 30 g in total. The mold is cylindrical internally dimensions 2 inches high and 1 inch in diameter that conform to ASTM D695. A pressure of 20 MPa was applied with a hydraulic press before heating and inside the mold the plunger was pressed to the 2-inch measurement. Subsequently, each tripling was taken to heating in a Memmert 110 oven which was preheated before entering the specimens for 4 hours at 160°C and flushed at room temperature before unmolding.
The pressure and temperature remained constant in all samples and it was taken as variable the fiber size parameter.
III. Results
The characterization of the optical microscopy emulsion led that the dying of the continuous phase of the emulsion and the hydrophilic dye inside the micelles (Figure 1).
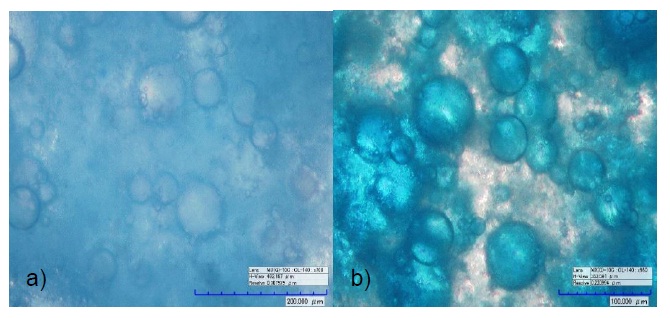
Fig. 1. at 980X of the emulsion using dyes of different polar nature. a) Emulsion with hydrophobic dye. b) Emulsion with hydrophilic dye.
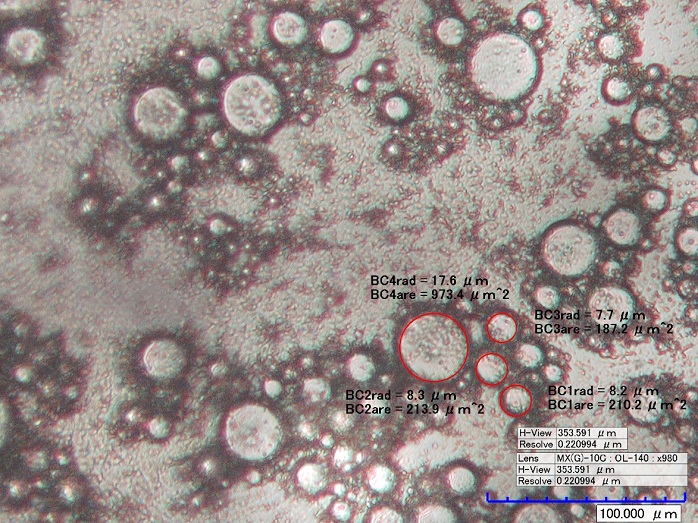
To classify the emulsion according to its particle size, micrographs are taken at five different points of ten samples and the diameter of some micelles is measured (Figure2). Micrographic markings record a range between 0.2 and 50 μm radius.
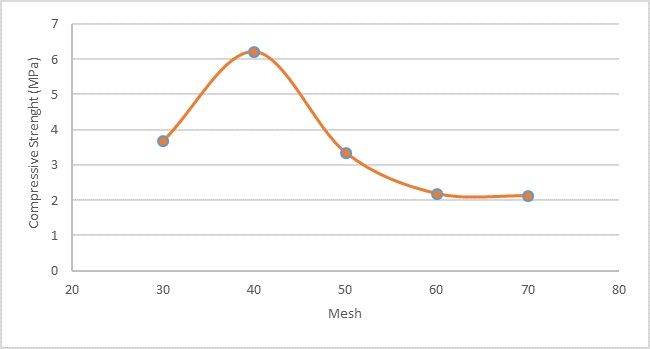
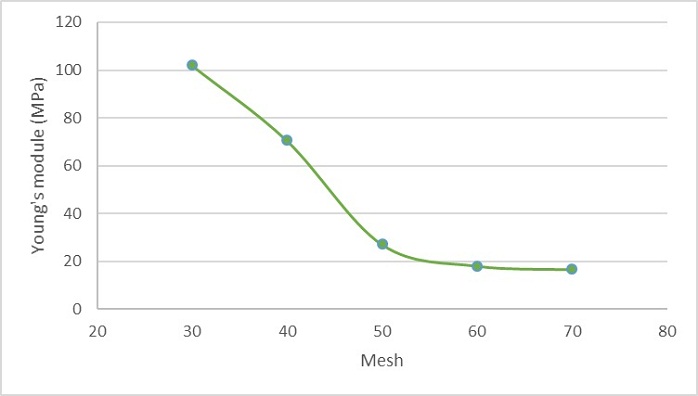
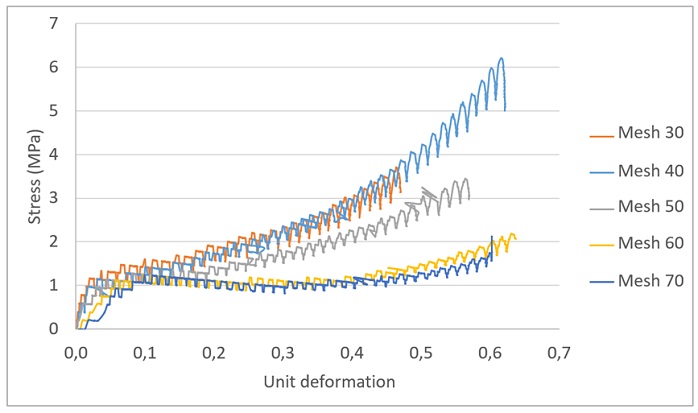
The compression resistance test (Figure 3) yielded an effort-deformation curve, from which it was possible to calculate the Young Module (Figure 4) for each of the sample by triplicate.
Each specimen deforms to breakage with a hydraulic press that prints a compression force that gradually increases. Plastic behavior of the specimens is observed, i.e. the material does not return to its original form.
The elasticity module of a material, defined as the largest or least capacity to deform under stresses. It can be interpreted as rigidity, that is, its resistance to elastic deformation, so that the greater its value, the stiffer the material and there is a better distribution of stresses. It was obtained by expanding the initial area of the stress-deformation curve and extracting its slope.
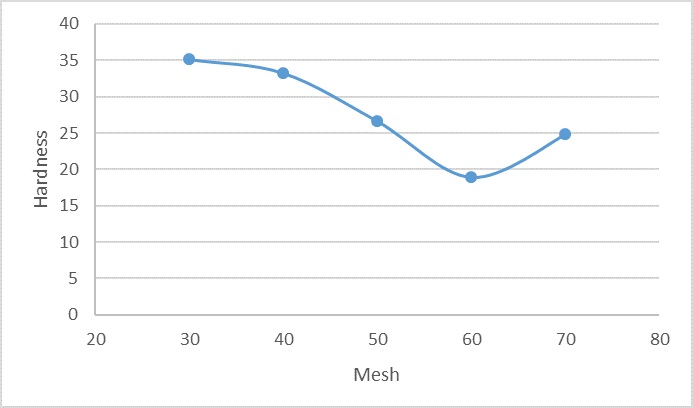
A Shore type D hardness test was also performed under the norm ASTM 2240 with which a curve was obtained in relation to the granulometry of the fibers (Figure 5).
IV. Discussion and Conclusions
To classify the emulsion according to its size, was obtained the radius measurement was performed and a range between 0.2 and 50 μm that matches with macroemulsions, which typically present cloudy and viscous appearance, because the wavelength of the light is lower than that of the droplets. The characterization of the emulsion according to its phases using dyes and analyzed under the microscope allows to elucidate that the lower polarity dye tints the continuous phase of the emulsion and that of hydrophilic type does so mainly with the inside of the micelles (Figure 1). This confirms that it is a W/O type emulsion where the dispersed phase is water. Formulating an emulsion with 50% water saves costs related to obtaining the solvent and facilitates the incorporation of the material into the industry.
For the test of compressive strength of the probes, we start from three hypotheses: 1) All fibers have the same resistance. 2) Elastic-linear behavior is given until both the fiber and the matrix break. 3) The fibers and matrix suffer the same deformation. Figure 6 shows that in each of the curves there is a range in which the stress is proportional to the deformation. After this range, a certain curvature begins to be noticed that indicates the beginning of a plastic deformation, which increases more rapidly as the load increases until finally the rupture of the specimen occurs.
The properties of the composites depend on the matrix, the fibers and their interfacial union. The adhesion between the two (Figure 7) plays an important role, since the transfer of tension between the matrix and the fibers determines the efficiency of the reinforcement [3]. This depends on several factors that include the nature of its components, including its polarity. OPEFB fiber is strongly polar due to hydroxyl groups and C-O-C bonds in its structure. This makes it more compatible with polar polymers. On the other hand, the degree of interfacial interaction determines the stress transfer capacity of a fibrous compound. Hydroxyl groups may be involved in hydrogen bonding within cellulose molecules, thus reducing activity towards the matrix [28]. Therefore, for an EPS-OPEFB compound without chemical treatment of its fibers, added to the low polarity of the polymer, it is predictable to find a regular interaction.

Fig. 7. Two views of a specimen made of granulometry fibers No.40 where its adhesion and interbreeding are observed.
It was established that the lower the mesh number of the fibers, the lower the hardness, the lower the compressive strength and the lower Young's modulus. The specimens made with fibers of mesh size No. 40 have the maximum compressive strength with a measurement of 6.21 MPa and the minimum at 2.12 MPa for mesh No.70. The low values in both tests demonstrate that there is a low interfacial interaction between the OPEFB-EPS system, so it is suggested to perform a previous chemical treatment that modifies the surface of the spine to improve the compatibility and strength of the interfacial bond [3]. Various studies [29,30,31,32,33] confirm that poor interfacial interaction leads to internal stresses, porosity, environmental degradation, moisture absorption, poor mechanical properties of composite parts and disunity over time.
With respect to the size of the fiber, it is known that by making the diameters as small as possible, the fibers have less surface area and, consequently, fewer defects that could propagate during the process or under load [34]. The ends of a fiber withstand less load than the rest, making the fewer exist, the greater the capacity to absorb the fibers. The configurations of long fibers, or even continuous and unidirectional, produce anisotropic properties, with a particularly good strength and stiffness parallel to the fibers.
The matrix supports the fibers and keeps them in position, transfers the load to the strong fibers, protects the fibers against damage during manufacture and use, and prevents the propagation of cracks in the fibers to the entire compound. The anisotropic properties of the fiber in the specimen make the compressive strength low, as well as the weak hydrogen bonds and Van der Waals forces that cause local relaxation and fraying. As the joint is weak, the fibers at the ends left the matrix during loading, reducing the strength and fracture resistance of the specimen. Similarly, incorporating mixtures of material retained in different meshes can bring improvements in the mechanical resistance measured to compression.
The improvement of properties in composite materials is a complex problem that continues to be a source of interest and that promotes intense research to optimize its performance by integrating natural fibers or developing them from them. The search for alternatives for wood with similar or superior characteristics is a challenge and this research helps to advance a bit in the direction of a society that adapts to the demands of a world framed in an unprecedented environmental crisis that will eventually force to reduce to the minimum the deforestation and the production of plastics.

