










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkRevista de Ingeniería
Print version ISSN 0121-4993
rev.ing. no.24 Bogotá Jan./June 2006
Transesterificación del aceite de palma con metanol por medio de una catálisis heterogénea empleando un catalizador ácido
Transesterification of crude palm oil with methanol by a heterogeneous catalyst and using an acid catalyst
Lina Marcela Riveros Santamaría
Ingeniero Químico. Departamento de Ingeniería Química, Universidad de los Andes. Bogotá D.C., Colombia.
li-river@uniandes.edu.co
Miguel Ángel Molano
Ingeniero Químico e Ingeniero Mecánico, Msc. Ing. Mecánica. Instructor, Departamento de Ingeniería Química, Universidad de los Andes. Bogotá D.C., Colombia.
m-molano@uniandes.edu.co
Recibido 13 de marzo de 2005, aprobado 5 de mayo de 2006.
PALABRAS CLAVE
Esteres metílicos, transesterificación, catálisis heterogénea.
RESUMEN
La transesterificación del aceite de palma crudo con metanol se llevó a cabo en un reactor Batch bajo un rango de temperatura de 129-140°C y una presión manométrica de 6.4-9.4 bares, en presencia de Oxido de Zinc. Los factores estudiados fueron la cantidad de catalizador y la relación molar aceite:metanol alimentadas a la reacción La producción de esteres metílicos se incrementó al aumentar la cantidad de Óxido de Zinc, mientras que la relación aceite:metanol óptima fue de 1:30. El mayor rendimiento de esteres alcanzado fue de 38.75%. Los valores de Densidad, Viscosidad y Punto de nube determinados más cercanos a los estándar para Biodiesel fueron 0.871 gr/ml, 3.77 cSt y 12°C respectivamente.
KEYWORDS
Methyl esters, transesterification, heterogeneous catalyst.
ABSTRACT
Transesterification of crude palm oil with methanol was carried out using a Batch reactor under a range of temperature from 129 to 140°C, and a manometric pressure of 6.4-9.4 bars, in the presence of Zinc Oxide. The studied factors were the amount of catalyst and the molar relation of oil:methanol in the reaction. The production of methyl esters was increased with the amount of Zinc Oxide, while the optimal molar relation oil:methanol was 1:30. The greatest yield of methyl esters achieved was 38.75%. The closest Density, Viscosity and Cloud point values to Biodiesel standard values were 0.871 gr/ml, 3.77 cSt y 12°C respectively.
INTRODUCCIÓN
El sector palmero en Colombia se ha desarrollado rápidamente hasta el punto de ser reconocido como un gran competidor en la producción de aceite de palma africana a nivel mundial [1]. Sin embargo, de esta materia prima vegetal se pueden obtener diversos productos químicos, los cuales poseen un mercado más amplio y generan una mayor rentabilidad, como es el caso del biodiesel. En estas condiciones, se vuelve fundamental fomentar el desarrollo de la oleoquímica para dar un valor agregado más alto al aceite de palma.
La producción de un biocombustible en el país, como es el caso del Biodiesel producto de la esterificación o transesterificación de aceite de palma, genera grandes beneficios, fomentando un desarrollo sostenible, debido a que es un combustible renovable, de baja toxicidad; es decir, amigable con el ambiente y adecuado para reemplazar el diesel, proveniente de combustibles fósiles no renovables como lo es el petróleo [2]. Con base en lo anterior, se puede decir que el biodiesel es una de las alternativas más acertadas de sustitución energética, como respuesta a la crisis energética mundial y a la necesidad de proteger el medio ambiente, cumpliendo con las políticas nacionales e internacionales establecidas según el protocolo de Kyoto.
En esta investigación, se estudió la transesterificación del aceite de palma por medio de una catálisis heterogénea, ya que esta tecnología, en teoría, permite una mayor pureza y menos procesos de separación de los productos de reacción, lo cual a nivel industrial podría traer algunas ventajas económicas.
ANTECEDENTES
El Biodiesel se define como esteres de mono alquilo, constituidos por cadenas largas de ácidos grasos derivados de los aceites vegetales o animales como resultado de su transesterificación, o por esterificación directa de los ácidos grasos, por medio de una gran variedad de alcoholes mono o polihídricos.
La transesterificación o alcoholisis es el resultado de tres reacciones reversibles consecutivas, en las cuales el triglicérido es convertido en diglicérido, luego en monodiglicérido y finalmente en glicerina, produciendo un mol de ester en cada una de estas reacciones como se muestra en la Figura 1.
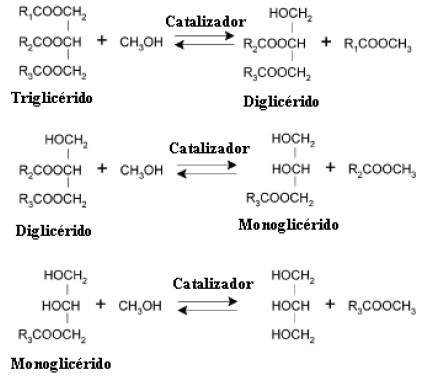
Figura 1. Esquema de la transesterificación de triglicérido con metanol [3]
Industrialmente, el NaOH y KOH son los catalizadores homogéneos alcalinos más usados, debido a que alcanzan altas conversiones (98%) [4] en una hora de reacción; además, presentan un bajo costo y disponibilidad en el mercado. Sin embargo, cuando se usa aceites con un alto porcentaje de ácidos grasos y humedad, como lo son los aceites usados, el uso de una catálisis ácida es más acertado, aunque presenta una velocidad de reacción más lenta. Entre los catalizadores homogéneos ácidos más utilizados, se encuentran el ácido sulfúrico concentrado y el ácido sulfónico. En general, el uso de una catálisis homogénea, ya sea básica o ácida, requiere varios procesos de separación del catalizador, ya que éste es soluble en el medio de reacción y como resultado se presenta la formación de una sola fase.
Como respuesta a este hecho, la transesterificación de aceites vegetales usando catalizadores heterogéneos se ha estudiado y desarrollado en países productores de Biodiesel como Francia y Alemania, con el objetivo de facilitar y simplificar el proceso de separación del catalizador, alcanzándose una mayor pureza de los productos y beneficios económicos que podrían llegar a ser atractivos. No obstante, este tipo de catálisis presenta mayores tiempos de reacción y condiciones de reacción mucho más altas (temperatura y presión) que las requeridas en una catálisis homogénea.
EXPERIMENTACIÓN
MATERIALES Y EQUIPOS
Se utilizó Óxido de Zinc (100 gr.) en polvo MERCK grado analítico. El Metanol (6 Litros) usado fue anhidro (99%). El aceite crudo de palma (5 Litros) fue suministrado por la empresa Oleaginosas San Marcos Ltda. Se empleó un reactor Batch de 1.7 Litros disponible en el laboratorio de Ingeniería Química (CITEC)1, un Sortómetro Autosorb 313, disponible en el laboratorio de Ingeniería Química de la Universidad Nacional, y un difractor Rigaku modelo Miniflex, equipado con una lámpara de cobre alfa y un detector RX, disponible en el laboratorio de Química de la Universidad de los Andes.
METODOLOGÍA EXPERIMENTAL
La experimentación de este proyecto se realizó en tres etapas principales.
Caracterización del aceite crudo de palma
Esta caracterización se realizó mediante pruebas bajo las normas NTC (Normas técnicas Colombianas) y ASTM (American Standard for Testing Materials) específicas para cada propiedad como se muestra en la tabla 1.
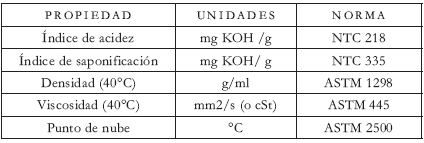
Tabla 1. Normas para caracterizar el aceite de palma
Selección y caracterización del catalizador
La selección del catalizador se realizó teniendo en cuenta las conversiones reportadas por Hillion [5] [6], Siegfried [7], Karmee [8], Lotero [3], Suppes [9], Matsuhashi [10], Vicente [11], Kaita [12] y Hofmann [13], su disponibilidad y el costo de adquisión en el país. Con base en lo anterior, se eligió Óxido de Zinc. La caracterización de este catalizador se realizó mediante una operación de tamizado, además de pruebas analíticas, como Difracción de Rayos X, para verificar la composición del Óxido de Zinc en el reactivo adquirido. El área superficial, volumen de poro y distribución de poros, se realizó por medio de la adsorción de Nitrógeno gaseoso a 77 K, utilizando la correlación de BET, con el fin de establecer si el triglicérido puede entrar en los sitios activos del Óxido o ser adsorbido para dar paso a la transesterificación.
Evaluación del catalizador en la transesterificación
Se realizó un diseño experimental factorial de tipo 32 centrado en las caras, en donde el número de factores es dos cada uno con tres niveles, con el fin de encontrar las condiciones más favorables en la producción de esteres metílicos. La variable de respuesta del diseño fue el rendimiento de esteres metílicos. En la tabla 2, se muestra los factores variables y los niveles empleados en la experimentación.
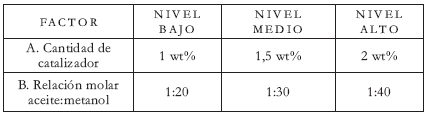
Tabla 2. Definición de los factores variables del diseño experimental
Aunque existen muchas variables que influyen en el proceso de transesterificación, como lo son el tipo de alcohol, el porcentaje de ácidos grasos libres, humedad, temperatura, presión e intensidad de mezclado, se estudió la cantidad de catalizador (wt% con respecto al aceite de palma alimentado) y la relación molar aceite:metanol, debido a que son variables que no tienen un valor establecido en este tipo de catálisis y, además, porque generan una enorme influencia en el rendimiento de esteres metílicos. Los valores de los factores fijos utilizados en esta investigación se muestran en la tabla 3. El número total de experimentos fueron 12; de los cuales, 9 experimentos hacían parte del diseño factorial y tres experimentos fueron réplicas del punto central con el fin de generar los grados de libertad del error experimental.
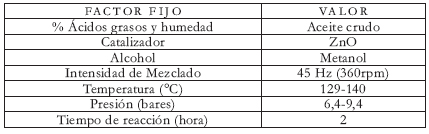
Tabla 3. Definición de los factores fijos del diseño experimental
La caracterización de los esteres metílicos producidos como respuesta al diseño experimental, se realizó para determinar la viabilidad de su producción y calidad. De esta manera, se halló la densidad, viscosidad y punto de nube de cada muestra del diseño experimental bajo las normas ASTM D1298, D445 y D2500, respectivamente, y se estableció cuáles puntos presentaron valores más cercanos a los establecidos o estándar para biodiesel.
RESULTADOS Y DISCUSIÓN
CARACTERIZACIÓN DEL ACEITE
En la tabla 4, se muestra las propiedades determinadas para el aceite de palma crudo. Los valores obtenidos de índice de acidez, saponificación y densidad se encuentran dentro de los rangos estándar para aceite de palma crudo dados por las normas NTC. La humedad presente en el aceite fue baja, por lo tanto era muy probable que no se llevara a cabo el proceso de saponificación y se favoreciera en mayor parte la transesterificación del triglicérido. Los valores de viscosidad y punto de nube se obtuvieron con el fin de realizar una comparación con los determinados en los esteres metílicos producidos.
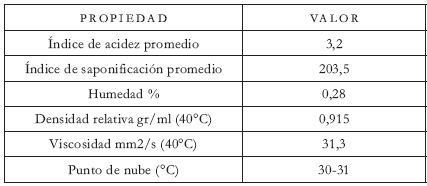
Tabla 4. Resultados de la caracterización del aceite crudo de palma
CARACTERIZACIÓN DEL CATALIZADOR
Tamizado
Para una muestra de 55.5 gr. de Oxido de Zinc, la cantidad retenida en cada uno de los tamices se muestra en la tabla 5. De esta forma, el tamaño de partícula del catalizador que se utilizó fue de 150 micras o menor.

Tabla 5. Distribución del tamaño de partícula del ZnO
Área superficial y distribución de tamaño de poro
A partir de la linealización de las isotermas de adsorción, el área superficial para el Óxido de Zinc usando el método de BET fue 5.74 m2/gr. Según Hillion [6], el área superficial recomendada para la transesterificación es entre 10-200 m2/g. Como consecuencia se puede afirmar que el área obtenida podría no ser la más apropiada para esta catálisis. Esto se debería a la falta de un número mayor de sitios activos en donde se da la reacción. En la figura 2, se muestra el histograma de volumen y distribución de tamaño de poro generado en esta prueba. Un mayor volumen de macroporos de tamaño entre 30-50 Å se presentó en el compuesto. El tamaño molecular del triglicérido se estimó teniendo en cuenta la geometría de una triestearina. El valor obtenido fue 27.11 Å, así que, es factible que se favorezca la reacción de transesterificación. La importancia de este análisis radica en que es necesario verificar que el tamaño de poro del catalizador sea mayor al tamaño molecular del triglicérido para que éste pueda ser adsorbido en los sitios activos del catalizador.
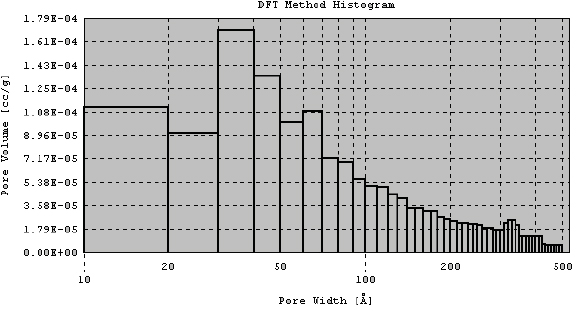
Figura 2. Histograma de la distribución de tamaño de poro para el ZnO
Difracción de Rayos X
El difractograma obtenido, que es presentado en la figura 3, muestra los ángulos de difracción más significativos y característicos del Oxido de Zinc adquirido. Los ángulos de difracción reportados en la literatura para este compuesto [14] fueron señalados en el difractograma y coinciden con los ángulos generados para la muestra analizada. De esta forma, se verificó que el reactivo adquirido era efectivamente Óxido de Zinc.
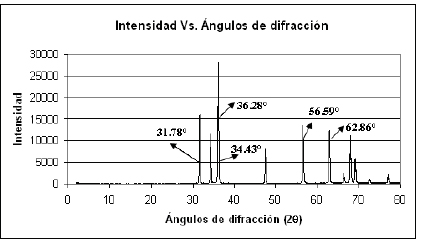
Figura 3. Difractograma para el ZnO
RESULTADOS DEL DISEÑO EXPERIMENTAL
Los porcentajes de los rendimientos de esteres metílicos calculados en cada punto del diseño experimental se muestran en la tabla 6. El rendimiento de la reacción se cuantificó midiendo la masa de la fase de esteres metílicos resultante de la reacción de transesterificación.
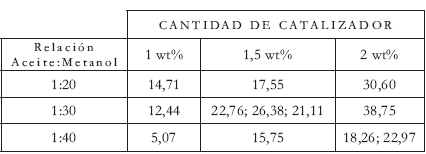
Tabla 6. Rendimiento de esteres metílicos (%)
La gráfica de superficie, Figura 4, permite visualizar e identificar el comportamiento de cada factor en la respuesta del diseño experimental; es decir, el rendimiento de esteres metílicos. De esta forma, se observa que al aumentar la cantidad de catalizador, aumenta de manera casi lineal la cantidad de esteres metílicos producidos. Contrario al efecto que presentó la relación aceite:metanol, en donde se observa una curvatura, la cual permite inferir que la relación más favorable para producir los esteres es cerca de 1:30. A partir de los resultados del diseño, se concluyó que la combinación de niveles que genera una mayor producción de esteres metílicos es 2 wt% cantidad de catalizador y 1.30 relación aceite:metanol.
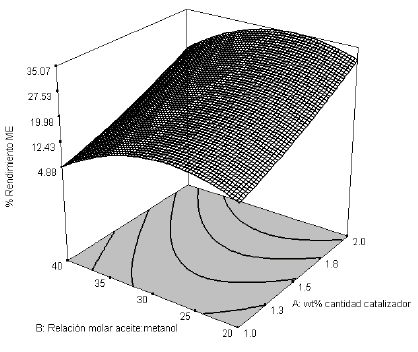
Figura 4. Superficie de respuesta del diseño experimental
Los resultados obtenidos se analizan por medio de una ANOVA con una significancia del 95% (α = 0.05) usando el programa DESING EXPERT®. Este análisis se hizo teniendo en cuenta el efecto de cada factor independiente y su interacción. El resultado se muestra en la tabla 7, en donde A es el factor cantidad de catalizador y B es la relación molar aceite:metanol. El método seleccionado para analizar los datos fue cuadrático. Con base en los valores generados por el programa, se puede afirmar que los factores estudiados tienen un efecto significativo sobre la variable de respuesta del diseño experimental que, en este caso, es el rendimiento de esteres metílicos. Sin embargo, la interacción entre los factores AB y el término A2 del modelo no lo fueron.
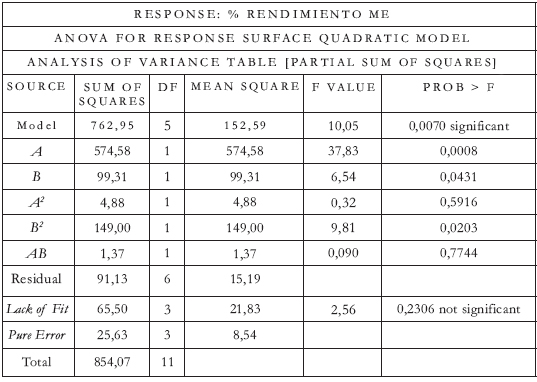
Tabla 7. Resultados estadística ANOVA
En las figuras 5 y 6, se presentan los valores de viscosidad cinemática cSt (mm2/s) y densidad (gr/ml) determinados a 40°C para cada muestra de biodiesel generada en cada punto del diseño experimental. Según estos resultados, los menores valores tanto de densidad como viscosidad se obtuvieron al utilizar una relación aceite:metanol de 1:30. Propiedades similares se presentaron variando la cantidad de catalizador. La densidad y viscosidad estándar para Biodiesel según las normas ASTM mencionadas anteriormente, deben estar entre 0.85-0.87 gr/ml y entre 1.9-6.0 cSt a 40°C. Por lo tanto, cabe resaltar que el producto de esteres metílicos obtenido presentó valores admisibles, excepto el generado utilizando una relación molar de 1:40. Este comportamiento se presenta, porque existe una mayor parte de glicéridos que no reaccionan y hacen que estas propiedades aumenten. Al comparar los resultados para la relación molar 1:40 con los estimados para el aceite de palma crudo, tabla 4, se observa que el valor de la densidad de estas muestras se acerca más al del aceite crudo (0.92 gr/ml).
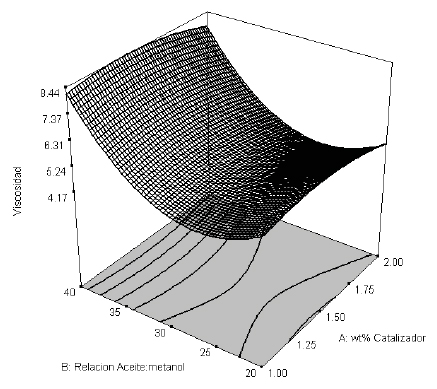
Figura 5. Comportamiento de la Viscosidad
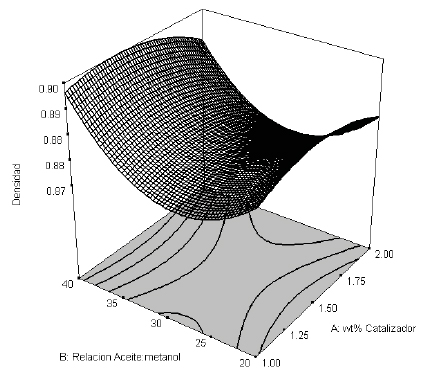
Figura 6. Comportamiento de la Densidad
El punto de nube se encontró entre 12-13°C, para las muestras que se realizaron con una relación molar de 1:20 y 1:30. La temperatura a la cual aparece la nube para aquellas muestras que se obtienen en una relación de 1:40 es de 16-17°C.
CONCLUSIONES
En el rango estudiado, el rendimiento de esteres metílicos producidos es proporcional de manera casi lineal al incremento de la cantidad de catalizador en la reacción. La cantidad alimentada de Oxido de Zinc que produce un mayor porcentaje de esteres metílicos en todos los experimentos es de 2 %wt.
El mayor rendimiento de esteres metílicos se encontró para la relación molar aceite:metanol 1:30. A mayores excesos de metanol se evidencia un efecto negativo en la transesterificación.
Por medio de las densidades y viscosidades calculadas, se puede afirmar que utilizando una combinación de 2% wt (cantidad de catalizador) y una relación molar 1:30, se obtiene esteres metílicos de mejor calidad, generando valores más cercanos a los establecidos por la ASTM D1298 y D445 para biodiesel. Este resultado fue coherente con el diseño experimental realizado en donde el mayor rendimiento de esteres metílicos alcanzado fue de 38.75% empleando estas alimentaciones.
Se recomienda estudiar métodos para incrementar el área superficial del catalizador, ya que el utilizado en este estudio, 5.74 m2/gr., es bajo.
NOTAS AL PIE
1. Centro de investigación y desarrollo tecnológico CITEC.
REFERENCIAS
[1] F. Bernal Niño. El cultivo de la palma de aceite y su beneficio. Guía general para el nuevo palmicultor. Publicación de la Federación Nacional de Cultivadores de Palma de Aceite, 2001, pp. 9-37. [ Links ]
[2] A. Infante Villareal. Estudio sobre la prefactibilidad técnica y económica de la producción en Colombia de los derivados del aceite crudo de palma como carburantes para motores de ciclo diesel. pp. 8, 11, 34. 2004. [ Links ]
[3] E. Lotero, Y. Liu, D. López. "Synthesis of Biodiesel via Acid Catalysis". Revista Engineering Chem. Res. 2005, pp. 5353-5363. 2005. [ Links ]
[4] M. Mittelbach, C. Remschimdt. Biodiesel the comprehensive handbook. Primera edición. Editorial Fedepalma, 2004, p. 8. [ Links ]
[5] T. Lacome, G. Hillion, B. Delfort. Process for the transesterification of plant and anumal oils using heterogeneous catalyst based on Titanium, zirconium, or antimony withn aluminium. Patente número: EP1505048. Fecha de publicación: 09-02-2005. Aplicante: INSTITUT FRANCAIS DU PETROL. Disponible en: www.espacenet.com [ Links ]
[6] R. Stern, G. Hillion, J. Rouxel. Process for the production of esters from vegetable oils or animal oils alcohols. Patente número: US5908946. Fecha de publicación: 1-06-1999. Aplicante: INSTITUT FRANCAIS DU PETROL. Disponible en: www.uspto.gov [ Links ]
[7] P. Siegfried, W. Ekhard. Process for the transesterification of fat and/or oil by jeans of alcoholysis. Patente número: US6933398. Fecha de publicación: 23-08-2005. Disponible en: www.uspto.gov [ Links ]
[8] S, Karmee, A. Chadha. "Preparation of biodiesel from crude oil of Pongamia pinnata". Bioresource Techonology 96 (2005) 1425-1429. Disponible en: www.sciencedirect.com [ Links ]
[9] G. Suppes, M. Dasari, E. Doskocil. "Transesterification of soybean oil with zeolite and metal catalysts". Catalyst. Fecha de publicación 28-07-2003. Disponible en: www.sciencedirect.com [ Links ]
[10] S. Furuta, H. Matsuhashi, K. Arata. "Biodiesel fuel production with solid supeacid catalysis in fixed bed reactor hender atmospheric pressure". Catalysis communications 5 (2004) pp.721-723. Disponible en: www.sciencedirect.com [ Links ]
[11] A. Coteron, M. Martinez. "Application of the factorial design of experiments and response surface methodology to optimize biodiesel production". Industrial crops and products 8 (1998). pp. 29-35. Disponible en: www.sciencedirect.com [ Links ]
[12] J. Kaita, T. Mimura, N. Fukuoka. Catalyst for transesterification. Patente número: US6407269. Fecha de publicación: 18-06-2002. www.uspto.gov [ Links ]
[13] P. Hofmann. Process for the preparation of alkul esters of carboxylic acids, in particular of alkyl esters of fatty acids. Patente número: EP0198243. Fecha de aplicación: 22-10-1986. Disponible en: www.spacenet.com [ Links ]
[14] OSHA. Occupational Safety & Health Administration U.S. Departament of Labor. Disponible en: www.osha.gov/dts/sltc/methods/inorganic/id143/id143.html. Recuperado el día 15 de Diciembre de 2005. [ Links ]
[15] A.E. Bailey. Aceites y grasas industriales. Barcelona: Editorial Reverté, 1984, Capítulos 1 y 2. [ Links ]
[16] Y. Basaron. "Regreso a las cosas básicas: producción sostenible de alto rendimiento en palma de aceite". Revista Palmas. Vol.25, No.1, 2004, pp. 83. [ Links ]
[17] FEDEPALMA. Visión y estrategias de la Palmicultura Colombiana: 2000-2020. Lineamientos para la formulación de un plan indicativo para el desarrollo de la palma de aceite. 2000, pp.172. [ Links ]

