










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkRevista de Ingeniería
versão impressa ISSN 0121-4993
rev.ing. n.30 Bogotá jul./dez. 2009
Efecto del tratamiento térmico de desestabilización en el desgaste de hierros blancos de alto cromo
Influence of Post Heat Treatment on the Microstructure and Abrasion Resistance of a High Chromium White Cast Iron
Iván Morales
Ingeniero Mecánico. Estudiante de Maestría en Ingeniería Mecánica, GIE, Universidad de los Andes. Bogotá D.C., Colombia.
iv-moral@uniandes.edu.co
Wilson Hormaza
Ph.D, Profesor Asistente, GIE, Universidad de los Andes. Bogotá D.C., Colombia.
whormanza@uniandes.edu.co
Luis Méndez
MSc., Profesor Asistente, Universidad Nacional de Colombia. Bogotá D.C., Colombia.
lmmendezm@unal.edu.co
Recibido 18 de marzo de 2009, modificado 3 de septiembre de 2009, aprobado 9 de octubre de 2009.
PALABRAS CLAVES
Desgaste, hierro blanco, metalurgia, tratamiento térmico.
RESUMEN
La resistencia a la abrasión de hierros fundidos de alto cromo puede ser mejorada mediante la aplicación de tratamientos térmicos específicos que favorezcan tanto la transformación de austenita en martensita, como la precipitación de carburos secundarios. En esta investigación se estudió, mediante microscopia óptica, el efecto de la temperatura de desestabilización entre 900oC y 1050oC de una aleación 26Cr2.5C2Mo de hierro blanco. La resistencia a la abrasión fue medida en términos de la pérdida de masa durante un ensayo de desgaste abrasivo según la norma ASTM G65. La resistencia a la abrasión de las muestras mejoró al ser tratada térmicamente mediante un proceso de desestabilización a una temperatura determinada, para lo cual se optimizó el tamaño de los carburos secundarios y la dureza superficial.
KEY WORDS
Heat treatment, high chromium, wear, white iron.
ABSTRACT
The heat treatments used to improve abrasion resistance of High-Chromium white casted irons (WCI) tend to ease the retained austenite/martensite transformation temperature and favor carbide precipitation within the metallic matrix. In this paper, the effect of four different destabilization heat treatment temperatures was examined for a 26Cr2.5C2Mo WCI under means of optical microscopy. The specimens were obtained under two different casting process, regular sand-casting and permanent molding. The abrasion resistance was measured as mass loss in a dry sand/rubber wheel abrasion test according to ASTM G65. The results show that the solidification speed has a direct effect on the abrasion resistance; manly due to both the eutectic carbide size and its distribution. As predicted, the abrasion resistance of both samples was maximized under certain destabilization temperature, for which carbide size and hardness was optimized.
INTRODUCCIÓN
El tratamiento térmico de desestabilización hace referencia a la permanencia del material a temperaturas alrededor de los 1000ºC, de modo que permita la precipitación de carburos en la matriz austenítica y se reduzca el contenido de aleantes en la misma. Esta austenita desestabilizada se transforma más fácilmente en martensita al momento del enfriamiento, lo que, a su vez, mejora las propiedades mecánicas de la matriz. Bajo ciertas condiciones termodinámicas, la transformación de la austenita se ve retrasada y se presentan regiones de austenita retenida a temperatura ambiente [1]. Los tratamientos térmicos a temperaturas subcríticas permiten que tanto la austenita metaestable como la austenita retenida en la matriz se transformen en microestructuras con mejores propiedades mecánicas, como la martensita [2]. Partiendo de esta premisa, se buscó estudiar la resistencia al desgaste de una aleación de hierro blanco con alto contenido de cromo. Se caracterizó el efecto de la temperatura de desestabilización sobre la microestructura en una serie de muestras de hierro blanco. La resistencia al desgaste de cada una de las muestras se evaluó mediante un ensayo de desgaste abrasivo de acuerdo a la norma ASTM G65.
MATERIALES Y MÉTODOS
La aleación estudiada en esta investigación fue obtenida mediante un proceso de fundición; se tomó como base un acero de bajo carbono y se le adicionó a dicho material ferro aleaciones de Cromo, Molibdeno, Níquel y Manganeso. Dicha aleación fue obtenida en un horno de inducción de frecuencia variable y se utilizó un crisol de Carburo de Silicio. El material obtenido es una aleación del tipo 26Cr2.5Mo y las muestras fueron coladas en moldes de arena y moldes permanentes de grafito (MA y MG,). La composición química del material se puede verse en la Tabla 1. La temperatura de colada fue aproximadamente de 1450°C. Las probetas obtenidas fueron rectificadas y posteriormente tratadas; se desestabilizaron térmicamente a temperaturas de 900°C, 950°C, 1000°C y 1050°C respectivamente, durante un periodo de una hora. Por último, se dejaron enfriar al aire hasta la temperatura ambiente. Para la caracterización tanto del material base como de las muestras tratadas térmicamente, se realizaron ensayos de dureza Rockwell C (HRC 150kg, norma ASTM E18-07) y microdureza Vickers (HV 50gr, ASTM E384-06). La caracterización microestructural se hizo por medio de microscopía óptica. Las muestras se prepararon de acuerdo con la norma ASTM E3-01(2007) para superficies metalográficas y, para efectos de esta investigación, se realizaron sobre el área representativa de desgaste.
Los ensayos de desgaste se hicieron de acuerdo con la norma ASTM G65-04. El agente abrasivo utilizado fue arena de sílice seca (AFS 50/70), la cual, por acción de una rueda giratoria, es presionada contra la superficie del material. El equipo se trabajó a 200 revoluciones por minuto y se mantuvo un estricto control sobre las revoluciones y la carga a la cual cada probeta estaba sometida. La duración de cada ensayo fue de 2000 revoluciones y se utilizó una carga de 130N sobre cada probeta. Para el desgaste, se pesaron las probetas antes y después de cada ensayo con una balanza analítica de precisión (0.1mg). La resistencia al desgaste de las muestras fue evaluada utilizando el promedio de 4 ensayos. Para efectos de comparación, los resultados se normalizaron al utilizar el resultado de la resistencia al desgaste de una muestra de acero AISI/SAE 4340 (65.13 ± 0.94 mm3).

Tabla 1. Composición química de la aleación de hierro blanco de Alto Cromo (Peso%). Fuente: Análisis químico realizado por Industrias Magma S.A.
RESULTADOS Y DISCUSIÓN
CONDICIÓN DEL MATERIAL COLADO EN MOLDES DE ARENA (MA)
En la Figura 1(a) se observa una matriz de austenita estable y carburos proeutécticos interdendríticos (ID). La composición de carbono equivalente en esta aleació n (3.55% de acuerdo con [3]) indica que se trata de un hierro hipoeutéctico y, por tanto, los carburos primarios son escasos y corresponden únicamente a efectos de segregación de carbono durante la solidificación de los granos de austenita [4]. También se evidenciaron carburos interdendríticos con una tendencia a formar aristas a 120o, lo cual indica que posiblemente se trate de carburos del tipo M7C3, más específicamente Cr7C3 [5]. De igual modo se observó martensita a lo largo de todos los bordes de grano de las fases presentes. Las durezas de las muestras así como sus respectivas microdurezas se aprecian en la Tabla 2.
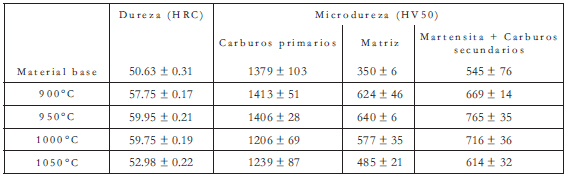
Tabla 2. Resultados ensayos de dureza y microdureza (MA)
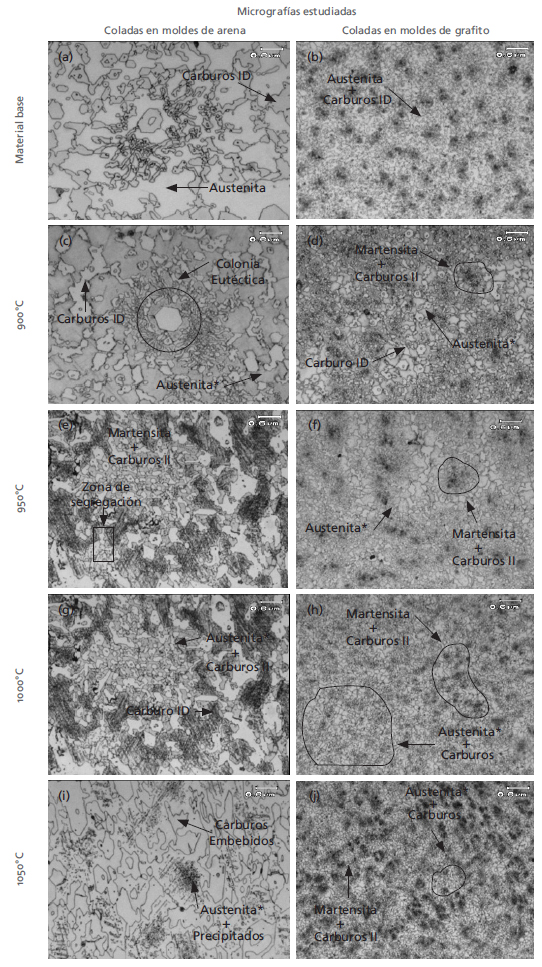
Figura 1. Micrografías ópticas a 1000 aumentos del material base y de las muestras desestabilizadas (MG). Reactivo de vilella por 15s.
MICROESTRUCTURA DESPUÉS DE LA DESESTABILIZACIÓN (MA)
El tratamiento de desestabilización de las cuatro temperaturas estudiadas presentó un efecto de endurecimiento en comparación al material base (Tabla 2). Se distinguieron básicamente dos modos de endurecimiento, uno por precipitación de carburos y el otro por transformación martensítica. En la Figura 2 se muestra el efecto del tratamiento térmico realizado sobre la dureza; se aprecia que, en el rango de temperaturas entre 950°C y 1000°C, las durezas de las fases presentes se optimizan y, como se mostrará posteriormente, dicho intervalo concuerda con la mejor resistencia al desgaste del material. Otro factor que debe tenerse en cuenta es la migración del carbono de la austenita hacia los carburos interdendríticos. La pérdida de carbono de la austenita no implica una disminución en la dureza del material ni de la misma fase, como lo demuestran los resultados de la Tabla 2. El carbono segregado termina siendo depositado en los bordes de grano, lo cual, durante el enfriamiento, transforma las zonas cercanas a los borde de grano en martensita. Al perder carbono, la temperatura de la transformación de martensita aumenta y la nariz de inicio de transformación perlítica se desplaza a la derecha, lo que facilita la transformación martensítica [1].
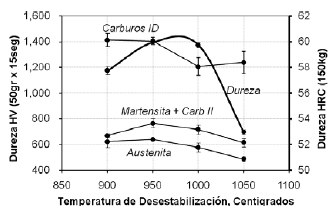
Figura 2. Efecto del tratamiento de desestabilización sobre las durezas (MA).
La muestra tratada a 900°C tiene una estructura de austenita estable y carburos del tipo M7C3 en los espacios interdendríticos. Las regiones oscuras de martensita que se encuentran en el material base aumentaron en tamaño y dureza (pasando de 545HV a 669HV), debido a una mayor densidad de carburos precipitados al interior de la misma (Figura 1(c)). También se observó una precipitación no identificada dentro de los carburos, la cual es atribuida a una posible segregación de trazas de Si, Cu o Ni por parte de los carburos [5].
El tratamiento de desestabilización a 950°C indicó una leve transformación en la matriz austenítica, al pasar de una coloración clara a una gris oscura; esto se reflejó en un endurecimiento (pasando de 350HV a 640HV). La elevada temperatura y el prolongado tiempo de permanencia en la mufla de calentamiento permitió que los átomos de Cromo y Carbono disueltos en la austenita, migraran hacia los carburos interdendríticos o simplemente se precipitaran en la matriz, lo cual aumentó la concentración de Cromo de los mismos. Esto se refleja en una coloración más clara de las fases (Figura 1(e)). Dicha segregación de cromo y carbono no afectó la dureza de los carburos interdendríticos, pero sí aumentó la dureza de la matriz (Tabla 2).
La desestabilización indujo una modificación parcial en las fases y morfologías de la muestra. Igualmente, se observó la presencia de martensita (765HV), tanto dentro de las colonias eutécticas como de algunos granos de austenita. También pueden verse en la periferia de los granos de austenita ligeras zonas de segregación de carbono y de cromo. Se estima que dichas segregaciones son carburos del tipo M3C, los cuales se caracterizan por formarse en la periferia, al envolver al núcleo del carburo interdendrítico (Figura 1(e)).
Por otro lado, y a diferencia de lo registrado a la temperatura de 900°C, aquí se presenta una gran cantidad de carburos precipitados dentro de las zonas de martensita. La matriz registra un endurecimiento por precipitación y por transformación martensítica. Por tanto, las zonas de austenita no transformada ostentan una dureza promedio de 640HV, mientras que las zonas de Martensita con carburos precipitados tienen una dureza de 765HV. Dichos valores corresponden al endurecimiento máximo obtenido durante los tratamientos térmicos estudiados.
Las muestras desestabilizadas a 1000°C revelan una microestructura compuesta por granos de austenita retenida, rodeados por zonas de martensita estable. Los carburos están presentes tanto en los espacios interdendríticos como dentro de los granos de austenita retenida, principalmente en la forma de precipitados de gran tamaño. También se observan carburos precipitados del tipo M7C3 en los contornos de grano de la austenita (Figura 1(g)). Algunos de los carburos interdendríticos tienen en su periferia morfologías típicas de carburos M3C (formas redondeadas) así como evidencias de elementos de segregación. Aun cuando el endurecimiento obtenido a esta temperatura es alto, puede verse que para temperaturas mayores la dureza decae hasta un valor mínimo (Figura 2). La microestructura resultante después de la desestabilización a 1050°C resulta ser muy similar a la obtenida con el material sin tratamiento térmico. Se observa una matriz primordialmente austenítica (485HV) con algunos carburos interdendríticos con signos de segregación (1239HV). También se evidencian regiones martensíticas con precipitación de carburos secundarios (614HV). La diferencia entre el material recién colado y el desestabilizado a 1050°C radica en la presencia de dos tipos de precipitados al interior de los granos de austenita. Por un lado, se distinguen precipitados en forma alargada similares a los obtenidos con temperaturas de 950°C y 1000°C, pero al mismo tiempo, precipitados en forma de puntos los cuales se presentan en mayor cantidad y tienden a aglomerarse en el núcleo de la austenita. Dadas las características morfológicas de dicho precipitado y dada la elevada resistencia de estas muestras que serán atacadas por el reactivo de Vilella (HCl + Acido Pícrico), se especula que se trata de carburos de molibdeno del tipo Mo2C [6].
CONDICIÓN DEL MATERIAL COLADO EN MOLDES DE GRAFITO (MG)
Las muestras coladas en moldes de grafito presentan una matriz austenítica acompañada de carburos secundarios interdendríticos. A diferencia de lo visto en las muestras coladas en arena, se evidencia que las fases presentes son de un tamaño considerablemente menor debido a la elevada conductividad térmica del grafito. La rápida extracción de calor por parte del molde retrasa, durante la solidificación, la asociación termodinámica de las fases nucleantes, lo cual fuerza a obtenerse una microestructura de tamaño pequeño. Al igual que en las muestras MA, se encontró martensita en presencia de carburos precipitados (Figura 1(b)).
Debido al pequeño tamaño de las microestructuras obtenidas a partir de moldes de grafito, no fue posible realizar mediciones de microdureza a cada una de las fases presentes en las muestras. A manera de comprobación, se hicieron indentaciones (HV1000 por 15seg) para medir la dureza del conjunto de fases presentes y se obtuvo resultados alrededor de los 730HV, los cuales son consistentes con la dureza obtenida en los ensayos de dureza Rockwell C. La dureza de la muestra fue de 56.20±1.77HRC, comparando esto con lo conseguido en los moldes de arena de las muestras recién coladas, se observa un incremento del 12.3%.
MICROESTRUCTURA DESPUÉS DE LA DESESTABILIZACIÓN (MG)
Por efecto del tratamiento de desestabilización entre 900°C y 1050°C se evidenció un ligero incremento en el tamaño de las fases presentes, el cual es atribuido a procesos difusivos durante la desestabilización. El incremento en el tamaño de las fases permitió observar distintos patrones de solidificación (con microestructuras de mayor tamaño) en toda el área metalográfica. Este fenómeno se dio únicamente sobre las muestras MG y es atribuido a que dentro de estas regiones (que en realidad son una fracción del volumen del material) la velocidad de solidificación es ligeramente menor. La microestructura, tanto de las zonas de alta y media velocidad de solidificación, están compuestas por granos de austenita inestable rodeados de carburos interdendríticos proeutécticos.
Al examinar la microestructura obtenida después de la desestabilización a 950°C se reconoció el mismo fenómeno mencionado anteriormente; sin embargo, el tamaño de las fases no fue significativamente mayor. La microestructura está compuesta principalmente por una matriz de austenita inestable y regiones martensíticas; se encontró también, carburos precipitados. Los espacios interdendríticos están compuestos principalmente por carburos hexagonales (Cr7C3) y carburos interdendríticos de morfologías variables. Estos últimos son producto de la segregación del Cromo y del Carbono, durante la solidificación y enfriamiento de la austenita [5].
A partir de la desestabilización a 1000°C, se observa un crecimiento del grano austenítico, el cual, a temperatura ambiente, se refleja en la desaparición de muchos de los bordes de grano y en una nueva disposición de la mayoría de los carburos. Estos últimos hacen parte activa de la matriz y ocupan espacios bien definidos entre los granos de austenita; además, se manifiestan como un tipo de precipitado. Adicionalmente, la morfología de estos carburos sufrió un cambio: se aprecian bordes redondeados y una tendencia a subdividirse en carburos de menor tamaño. La martensita tiende a distribuirse homogéneamente en toda la matriz y al mismo tiempo los granos de austenita ya no se encuentran delimitados por carburos interdendríticos. Estos últimos ocupan las regiones que no tienen una estructura Martensítica. A diferencia de lo obtenido con moldes de arena, la temperatura de desestabilización no tuvo un efecto drástico sobre la dureza del material. Comparando los resultados y los intervalos de las temperaturas estudiadas para las muestras MA, se puede apreciar que el nivel máximo de dureza se alcanza al desestabilizar las muestras a 1000°C; se obtiene para las muestras MA un valor de 63.13±0.19HRC, mientras que para las muestras MG se obtiene una dureza de 60.58±0.33HRC. Las microestructuras correspondientes son prácticamente las mismas, siendo su tamaño la única diferencia apreciable.
ENSAYOS DE DESGASTE
Los resultados de los ensayos de desgaste se muestran en la Tabla 3. Los valores resaltados muestran un desgaste más elevado en relación al material base (ya sea un acero AISI/SAE 4340 o el mismo material sin tratamiento térmico).
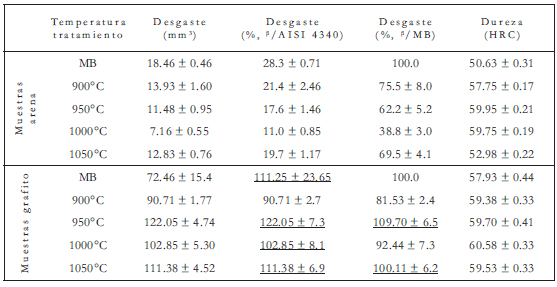
Tabla 3. Resultados de los ensayos de desgaste según la norma ASTM G65.
El desgaste logrado con el material base de las muestras coladas en moldes de grafito, es casi tres veces mayor al conseguido con tiempos de solidificación más lentos (muestras MA) siendo que la dureza de las muestras MG es mayor. La diferencia en el desempeño de estas dos muestras radica tanto en la dureza de las microestructuras como en su tamaño y morfología. Por un lado la microestructura de las muestras MG se caracteriza por ser fina, homogénea y con una dureza relativamente alta 720HV. Para las muestras MA se observa una microestructura más grosera, compuesta tanto de una fase dúctil y tenaz (austenita) como una fase dura y resistente al desgaste (carburos M7C3). Ahora bien, durante el ensayo de desgaste y por acción rotatoria de la rueda de caucho, los granos de arena de Sílice (con una dureza de 1430 HV [7]) se incrustan en la superficie del material y recorren una distancia determinada a lo largo del área de contacto con la rueda; de este modo, van removiendo, desplazando o microfatigando la superficie del material [6]. El modo por el cual el material se desgasta depende de tantas variables como se quiera, pero la forma en que la superficie del material resiste el desgaste depende únicamente de cómo su microestructura se opone a dicha acción.
La mayor resistencia al desgaste de las muestras MA está ligada a que hipotéticamente un grano de arena tiene que desgastar el volumen comprendido por los carburos y los granos de austenita. Para el caso de las muestras MA, son los carburos interdendríticos los que mayor resistencia presentan cuando los granos de arena son presionados sobre la superficie. En general, estos carburos tienen una dureza promedio de 1400HV, que al compararse con la dureza promedio de los granos de arena, es ligeramente inferior. Cuando las probetas MG se someten a la misma acción abrasiva, la microestructura es tan pequeña que no solamente los carburos interdendríticos se oponen al desgaste, sino todo el conjunto de las fases, las cuales en promedio tienen una dureza de 720HV. Al comparar los resultados del ensayo de desgaste se observa que las muestras coladas en grafito presentan desgastes equivalentes a los aceros martensìticos con durezas similares, lo cual concuerda con lo reportado por [3] y [4]. Los resultados de desgaste obtenidos tanto para las muestras MG como para las MA son similares y consistentes con los obtenidos por otros autores en pruebas similares [3, 6].
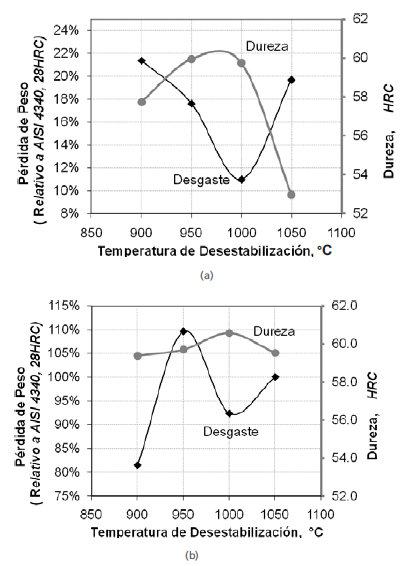
Figura 3. Efecto de la temperatura de desestabilización sobre el desgaste y la dureza. (a) Ensayos de desgaste relativas y dureza a las muestras (MA) (b) Ensayos de desgaste y dureza relativas a las muestras (MG) (a) (b)
CONCLUSIONES
La desestabilización de la austenita del material base propició un endurecimiento general del material. Dicho endurecimiento se atribuye a la precipitación de carburos secundarios de Cromo, así como a un endurecimiento por transformación martensítica. Para el caso de las muestras coladas en moldes de arena, se encontró que existe un intervalo de temperaturas de desestabilización entre 950°C y 1000°C, donde el material tiene unas microestructuras más resistentes al desgaste abrasivo por acción de la arena de cuarzo seca. Para las muestras coladas en moldes permanentes de grafito se encontró que mediante un tratamiento de desestabilización a 900°C se puede llegar a mejorar la resistencia al desgaste inicial. Lo anterior no implica que dicho tratamiento térmico sea el más apropiado para mejorar la resistencia al desgaste de dichas muestras, ya que sólo mejora un 18.5% respecto al material inicial. Es importante resaltar que las muestras denominadas como MA presentan un mejor comportamiento bajo el tipo de desgaste estudiado.
REFERENCIAS BIBLIOGRAFICAS
[1] Ö. N. Dogan, J. A. Hawk and G. Laird II. Solidification structure and abrasion resistance of high chromium white irons. Metallurgical and materials transactions. A, Physical metallurg y and materials science. 1997, Vol. 28, No. 6, pp. 1315-1328. [ Links ]
[2] S.D. Carpenter, D. Carpenter and J.T.H. Pearce. XRD and electron microscope study of a heat treated 26.6%chromium white iron microstructure. Materials Chemistry and Physics. Vol. 101, No. 1, 15 January 2007, pp. 49-55. [ Links ]
[3] Y. Matsubara, K. Ogi and K. Matsuda. Eutectic solidification of high chromium cast ironeutectic structures and their quantitative analysis. Trans. AFS. Vol. 89, 1981, pp. 183-196. [ Links ]
[4] E. V. Shobolov, L. Ya. Kozlov, L. M. Romanov, V. Rozhkova, O. M. Romanov and S. A. Yurasovb. Predicting the Properties of chromium cast Irons on the Basis of the carbon equivalent. Metal Science and Heat Treatment. Vol. 26, No. 7, 1984, pp. 497-499. [ Links ]
[5] G. Laird, R. Gundlach and K. Röhrig. Abrasion-resistant cast iron handbook. American Foundry Society, 2000. [ Links ]
[6] J.D. Gates, G.J. Gore, M.J-P. Hermand, M.J-P. Guerineau, P.B. Martin and J. Saad. The meaning of high stress abrasion and its application in white cast irons. Wear. Vol. 263, No. 1-6, 10 September 2007, pp. 6-35. [ Links ]
[7] W. Pairhurst and K. Röhrig. Abrasion-Resistant High-Chromium White Cast Irons. Foundry Trade Journal. Vol.136, No. 2999, 1974, pp. 685-98. [ Links ]
[8] V. Randle and G. Laird II. A microstructure study of eutectic carbides in white cast irons using electron back-scatter diffraction. Journal of Materials Science. Vol. 28 No.15, January 1993, pp. 4245-4249. [ Links ]
[9] I. Fernández and F.J. Belzunce. Wear and oxidation behaviour of high-chromium white cast irons. Materials Characterization. Vol. 59, No.6, June 2008, pp. 669-674. [ Links ]

