










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkRevista de Ingeniería
versão impressa ISSN 0121-4993
rev.ing. no.37 Bogotá jul./dez. 2012
Influencia de la transferencia en la resistencia y dureza de las uniones soldadas obtenidas por el proceso de soldadura GMAW
Influence of the Transfer on the Strength and Hardness of Welding Unions Obtained by GMAW Process
Sandra Patricia Romero Nieto(1), Jhon Jairo Olaya Flórez(2),
(1) Magíster en Ingeniería, Materiales y Procesos. Departamento de Ingeniería Mecánica. Universidad Nacional de Colombia, Bogotá, D.C spromeron@unal.edu.co
(2) Ph.D. Profesor Asociado, Universidad Nacional de Colombia, sede Bogotá. Departamento de Ingeniería Mecánica y Mecatrónica. Bogotá D.C., Colombia.jjolayaf@unal.edu.co
Recibido 4 de octubre de 2011, aprobado 21 de diciembre de 2012.
PALABRAS CLAVES
Alambre compuesto, mezclas de gases de protección, transferencia en arco pulsado.
RESUMEN
Este trabajo describe el comportamiento del proceso de soldadura GMAW con alambre compuesto de núcleo metálico, en uniones soldadas de acero ASTM A131, grado AH 32, utilizando dos composiciones de gas de protección y las transferencias de arco pulsado y corto circuito. Las propiedades mecánicas y la microestructura se evaluaron y los resultados indican que se logra mayor resistencia a la tensión y un perfil de dureza más homogéneo utilizando la transferencia de arco pulsado. Asimismo, se establece que la porosidad en el pie de soldadura de las uniones en T con depósito en filete se relaciona con la longitud de arco.
KEY WORDS
Metal cored wire, transfer in pulsed arc, shielding gas mixtures.
ABSTRACT
This paper describes the behavior of GMAW welding process with metal cored wire, in welding unions of ASTM A131 grade AH 32 steel using two shielding gas compositions and methods of transfer in short circuit and pulsed arc. The mechanical properties and microstructure were evaluated and the results indicate that is obtained greater tensile strength and a more uniform hardness profile using the pulsed arc transfer mode. Likewise, the porosity in the foot of welding of joint in T with deposit in fillet are related by arc length.
INTRODUCCIÓN
A mediados de la década de los sesenta inventaron la técnica del proceso de soldadura por arco metálico con gas denominado Gas Metal Arc Welding (GMAW) con transferencia en arco pulsado que supera los inconvenientes del sistema de transferencia globular (charco con alta tensión superficial y limitado a posición plana y horizontal) y logra los beneficios de la transferencia en spray (buena penetración y charco de soldadura más fluido y ancho). Este modo de transferencia se caracteriza por una pulsación de la corriente entre una corriente base y una pico, de tal manera que el valor de la corriente media está siempre por debajo del umbral de la transferencia en spray [1]. El propósito de la corriente base es mantener el arco estable, mientras la corriente pico, forma y desprende las gotas fundidas, dando buena penetración al cordón de soldadura [2,1]. Esto permite que la energía del arco se utilice eficientemente, limitando las pérdidas de calor por conducción en el material base que ocurre utilizando la corriente constante, o la transferencia en corto circuito [2]. El hecho de que con la transferencia en arco pulsado, la energía calorífica necesaria para fundir el material base se suministre sólo durante pulsos de corriente pico a intervalos breves de tiempo, logra que el calor se disipe en el material base obteniendo una ZAC más estrecha [3].
Para lograr la transferencia en arco pulsado es necesario soldar con un equipo semiautomático y se debe operar con una mezcla de gas de protección rica en Argón. Éste proporciona la transferencia en spray y, por tanto, es la base de las mezclas de gases utilizadas en arco pulsado [4] debido a que al aumentar el contenido de CO2 en la mezcla de gas de protección se disminuye la región de transferencia en spray en la columna de arco [5].
Este trabajo tiene como objeto evaluar las propiedades mecánicas y la microestructura de uniones soldadas de acero ASTM A 131 grado AH 32 mediante el proceso GMAW con alambre compuesto de núcleo metálico, utilizando los modos de transferencia del metal fundido: corto circuito y arco pulsado y las mezclas de gases de protección (92% Ar/ 8% CO2 y 75% Ar /25% CO2).
PROCEDIMIENTO
MATERIALES Y MÉTODOS
Se obtuvieron uniones soldadas utilizando el proceso de soldadura GMAW en posiciones 1G y 3F. Para esto se utilizó un equipo de soldadura semiautomático de marca Fronius, el metal base fue acero ASTM A131 grado AH 32. Este acero es utilizado en la industria naval para la fabricación de buques. Sus propiedades mecánicas y composición química se muestran en las tablas 1 y 2, respectivamente.
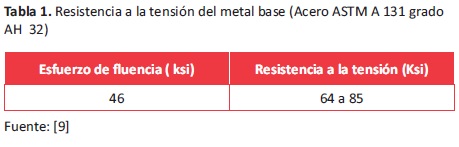
Tabla 2. Composición química del acero ASTM A 131 AH 32
Se emplearon los tipos de transferencia en corto circuito, arco pulsado y las mezclas de gases de protección se componían de 92 % Ar 8 % CO2 y 75 % Ar 25 % CO2. El metal de aporte fue alambre compuesto de núcleo metálico E 70 C-6M-H16 (70 indica que la carga de rotura mínima del metal depositado es de 70 ksi, C se refere a que el alambre es compuesto, 6M que este electrodo es recomendado para utilizarse en el proceso con una mezcla de gas de protección que contenga entre 75-80%Ar y H16 significa que tiene una difusibilidad en hidrógeno menor de 0,16 ml/100g ) el diámetro del metal de aporte fue de 1.2 mm.
Aunque el 6M en el metal de aporte especifica que la mezcla de gas para este tipo de electrodo debe contener entre 75% Ar a 80% Ar, una de las mezclas de gas de protección utilizadas en este trabajo, tenía un contenido de Ar del 92% y fue seleccionada porque, de acuerdo a la revisión de investigaciones [4,5], la transferencia de arco pulsado se obtiene con mezclas de gas ricas en Argón, ya que se necesita que durante el tiempo que tiene lugar la corriente pico, haya una transferencia en spray que se logra con esta condición.
Los parámetros de soldadura utilizados para la obtenciónde las uniones soldadas se muestran en la tabla 3. Éstos se obtuvieron de acuerdo a la ficha técnica del material de aporte, ajustándose hasta que las uniones soldadas fueran aceptables por inspección visual, tintas penetrantes y partículas magnéticas, según los criterios de aceptación de ISO 5017. El ensayo de tintas penetrantes se realizó a las uniones a tope¸ de acuerdo con la ISO 3059, con el tipo 2 "penetrante de contraste de color", método C "solvente líquido", revelador no acuoso. El ensayo de partículas magnéticas se realizó a las uniones soldadas en flete de acuerdo con la ASTM E 709 utilizando la técnica de magnetización longitudinal con yoply, el modo de aplicación fue por vía húmeda y el tipo de iluminación ultravioleta.
Tabla 3. Parámetros de soldadura
Se evaluó el comportamiento mecánico en las uniones soldadas mediante el ensayo de tensión con una máquina universal de ensayos marca SHIMATSU UH 50 a una velocidad de carga de 5mm/ min, este ensayo se realizó por duplicado.
Las mediciones complementarias de micro dureza se realizaron con un durómetro GNEHM HORGEB utilizando un indentador vickers y una carga de 10 kilogramos. Este ensayo se realizó en la sección transversal de las uniones soldadas en sus tres zonas: Soldadura, zona afectada por el calor y metal base (se realizaron tres réplicas por cada zona).
Las uniones soldadas en flete fueron sometidas al ensayo de fractura para evaluar cualitativamente el tipo de fractura y las discontinuidades presentes.
La microestructura se caracterizó utilizando un microscopio óptico LECO 500, en la sección transversal de las tres regiones de las uniones soldadas. El ataque de las probetas se realizó con Nital al 2 % por 30 segundos y el macro ataque con la misma solución durante 60 segundos.
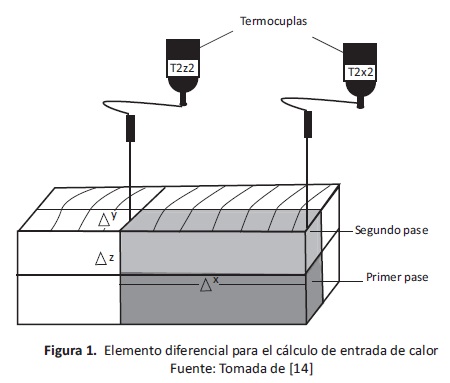
La entrada de calor en las uniones soldadas se determinó realizando un balance de calor, utilizando un elemento diferencial como el mostrado en la figura 1. Se registraron las distancias y las temperaturas correspondientes a los ejes x, y, z y el tiempo de soldadura en cada uno de los pases.
La temperatura inicial de soldadura, es decir, la de fusión, se determinó utilizando la ecuación 1 y su resultado se reemplazó en relación de potencia de soldadura con temperatura de fusión [6].
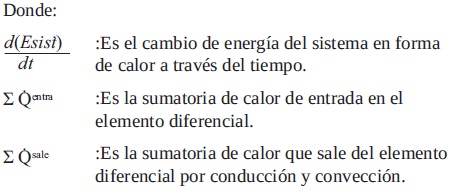
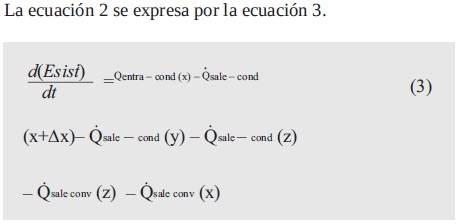
Potencia de soldadura= Corriente*voltaje (Ec 1). El balance de calor considerándose en estado transitorio, se muestra en la ecuación 2.


Se tomaron datos experimentales de los cambios de temperatura en el tiempo de soldadura a determinadas distancias, y de esta manera, las diferenciales se expresan como cambios en la ecuación 5.
RESULTADOS Y DISCUSIÓN
RESULTADOS DEL CÁLCULO DE ENTRADA DE CALOR
La figuras 2a y 2b muestran los datos de entrada de calor, obtenidos de la ecuación 5 y los correspondientes al área afectada por este (ZAC). En estas figuras se observa que la entrada de calor es directamente proporcional al área de la ZAC. La transferencia de arco pulsado en las uniones soldadas, presenta menor entrada de calor y una ZAC más pequeña que la experimentada con el modo de transferencia en corto circuito, esto se logra debido a que en el modo de transferencia de arco pulsado durante el tiempo que tiene lugar la corriente base, el calor por conducción se disipa durante periodos cortos de tiempo [3].
Figura 2. Entrada de calor y área de la ona afectada por el calor
RESULTADOS DEL ENSAYO DE TENSIÓN
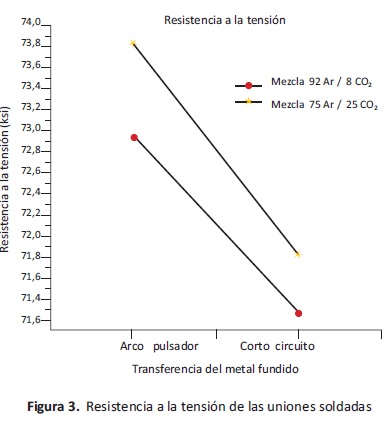
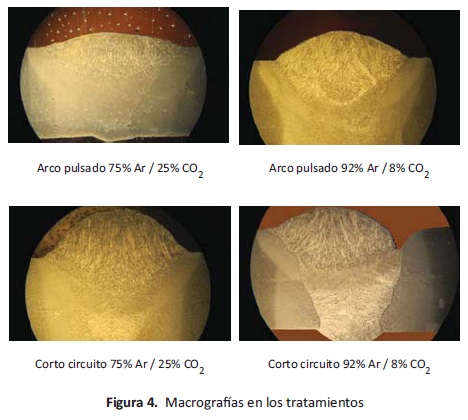
Los resultados de las pruebas de tensión se pueden observar en la figura 3. La mayor resistencia a la tensión de las uniones soladas se obtuvieron con el modo de transferencia de arco pulsado y en especial, empleando la mezcla de gas de protección 75%Ar/25%CO2. Esto puede ser atribuido a una mayor área de grano fino [8] en la región del primer pase de las uniones soldadas con transferencia de arco pulsado, lo cual se observa en las macrografías y microestructuras de las figuras 4 y 5, respectivamente. Esto se debe a la combinación de alta temperatura de fusión experimentada en el momento en que tiene lugar la corriente pico (transferencia en spray) complementado por el mayor contenido de CO2 en la que mezcla de gas de protección, seguido de una disminución de la temperatura durante el tiempo que permanece la corriente base. Luego, al iniciar el otro pulso, se repite el ciclo progresivamente y como consecuencia se consigue un atemperado uniforme sucesivo de las regiones de soldadura, donde tuvo lugar el pulso anterior. Ahora bien, al comparar la resistencia a la tensión utilizando el mismo tipo de transferencia, las uniones soldadas con la mezcla de gas de protección 75% Ar / 25% CO2 presentan un mayor valor comparado al correspondiente a 92%Ar/8% CO2. Estos resultados están de acuerdo con las investigaciones de Palani y sus colaboradores [11], quienes argumentaron que, en uniones soldadas con un espesor mayor a 6 mm, los contenidos de CO2 mayores al 5 % son preferidos para reducir el riesgo de defectos de fusión (esto se debe al calor que adiciona el CO2).
RESULTADOS DE DUREZA
La figura 5 muestra los perfles de dureza de las uniones soldadas tomadas en los pases de raíz y presentación. En el primer pase de soldadura, el perfl de dureza en las uniones soldadas con la transferencia de arco pulsado, presenta valores menores que en corto circuito debido al sobre calentamiento recibido por la temperatura adicional, proveniente de la fusión del segundo pase, seguido de un enfriamiento más lento que en la transferencia de corto circuito. Este fenómeno concuerda con la investigación realizada por Arabaci et al [13], porque en el transcurso de tiempo en que ocurre la corriente base, se disipa calor, mientras que en el corto circuito, la corriente es constante y el enfriamiento es menos controlado. Esto explica un alivio de tensiones internas y una disminución en la dureza en la transferencia en arco pulsado.
De acuerdo a la figura 5, en todas las uniones soldadas, el perfl de dureza de la zona afectada por el calor tuvo una distribución desde un valor más alto del correspondiente al metal base que progresivamente disminuye hasta alcanzar el valor de éste. Esto se debe a que en la zona inmediatamente adyacente a la línea de fusión (lugar donde está el punto más alto de dureza) existió un aumento en el tamaño de grano, seguido de un refinamiento de grano hasta el lugar donde se encuentra el metal base (ver figura 6), producto del calentamiento por conducción, que recibe de la zona de soldadura. En la ZAC el acero alcanzó una temperatura superior a la Ac3 del diagrama hierro – carbono [6]; la ferrita y perlita original se transformaron en austenita durante el calentamiento y en el enfriamiento éstas se transformaron en ferrita y perlita que, inicialmente, presentaron un tamaño de grano grueso y que al alejarse de la zona de soldadura, refinaron su tamaño de grano respecto al original del metal base (ver figura 6). No se presentaron otros cambios alotrópicos en esta zona debido a que este acero es de bajo carbono y baja aleación y la velocidad de enfriamiento no es demasiado rápida para que tenga esto lugar. La microestructura del metal base está compuesta de granos equiaxiales de ferrita y perlita. En la figura 6, (ferrita son las regiones blancas y perlita las regiones oscuras de la microestructura).
De acuerdo a la figura 5, se presentó una leve diferencia en los valores de dureza en las tres zonas de soldadura a excepción del tratamiento de menor resistencia a la tensión que corresponde al modo de transferencia en corto circuito con la mezcla de gas de protección 92% Ar / 8% CO2. Este último, presenta una diferencia marcada entre las durezas de los dos pases, en la región de soldadura, lo que crea tensiones residuales que, pueden ser origen de agrietamiento en el momento de realizar el ensayo de tensión.
Figura 5. Perfil de dure a de las uniones soldadas Fuente: Tomada de [14]
Figura 6. Tamaño de grano en la zona afectada por el calor y el metal base. Observado en microscopio óptco a 200 x ataque de nital al 2 % por 30 segundos. (Ferrita: Regiones claras y perlita: regiones oscuras). Fuente: Tomada de [14]
RESULTADOS DE FRACTURA EN LAS UNIONES SOLDADAS EN FILETE
Después del ensayo de fractura, todos los tratamientos evaluados presentaron superficie de fractura de tipo dúctil, aspecto fbroso y opaco con deformación plástica. La porosidad en el pie de la soldadura es el único defecto que se encontró en algunas uniones soldadas de flete, este no dependió del modo de transferencia o la mezcla de gas de protección; sino de la longitud de arco. La figura 7, muestra que la porosidad disminuye cuando dicho valor tiende a cero. El equipo de soldadura tiene una escala de medición de esta variable que va de -30 a +30. La porosidad en el pie de la soldadura en uniones soldadas en T con depósito en flete, es un sitio potencial de iniciación de grietas por fatiga [12].
Figura 7. porosidad en las uniones soldadas en filete notación, CP1: modo de transferencia en arco pulsado, mezcla de gas 92%Ar/8% CO2; CP2: modo de transferencia en arco pulsado, mezcla de gas 75%Ar/25%CO2; C1: modo de transferencia en corto circuito, mezcla de gas 92%Ar/8% CO2; C2: modo de transferencia en corto circuito, mezcla de gas 75%Ar/25% CO2
CONCLUSIONES
La entrada de calor es directamente proporcional al área de la zona afectada por el mismo. La transferencia de arco pulsado presentó una entrada de calor y una ZAC más pequeña, que la experimentada con la transferencia en corto circuito. Esto se logra debido a que en la transferencia de arco pulsado, durante el tiempo que tiene lugar la corriente base, el calor por conducción se disipa durante periodos cortos de tiempo [3]. Se obtuvo la mayor resistencia a la tensión en las uniones soldadas fabricadas con el modo de transferencia de arco pulsado, y empleando la mezcla de gas de protección 75%Ar/25%CO2, esto puede ser atribuido a una mayor área de grano fino [8], el cual se debe al atemperado logrado por la repetición progresiva del ciclo de alta temperatura de fusión experimentada en el momento en que tiene lugar la corriente pico, seguido de una disminución de la temperatura durante el tiempo que permanece la corriente base.
Después de realizar el ensayo de fractura en las uniones en T con depósito en flete, se observó que en su totalidad estas son del tipo dúctil; de aspecto fibroso y opaco con deformación plástica. La porosidad en el pie de la soldadura, detectada después del ensayo en algunas de las probetas, no se rige por el modo de transferencia o la mezcla de gas de protección sino por la longitud de arco que es una variable a controlar para evitar este defecto.
En todas las uniones soldadas, el perfil de dureza de la zona afectada por el calor, tuvo una distribución desde un valor más alto al del metal base que, progresivamente disminuyó hasta alcanzar el valor de éste. Esto se debe a que en la zona inmediatamente adyacente a la línea de fusión existió un aumento en el tamaño de grano, seguido de un refinamiento hasta el lugar donde se encuentra el metal base, producto del calentamiento por conducción, que recibe de la zona de soldadura.
En la ZAC el acero alcanzó una temperatura superior a la Ac3 del diagrama hierro – carbono [6]; la ferrita y perlita original se transformaron en austenita durante el calentamiento y, luego del enfriamiento de éstas, se transformaron en ferrita y perlita que inicialmente presentaron un tamaño de grano grueso que, al alejarse de la zona de soldadura, refinaron su tamaño de grano.
AGRADECIMIENTOS
Los autores agradecen –por su apoyo técnico y económico– a La Universidad Nacional de Colombia, la Corporación de Ciencia y Tecnología para el Desarrollo de la Industria Naval, Marítima y Fluvial COTECMAR. Por el préstamo del equipo de soldadura y su apoyo técnico en el manejo de la tecnología sinérgica, al ingeniero Jank Vienzenz de la empresa Fronius y al ingeniero Camilo Vargas –de la empresa SAGER– por su aporte en la fabricación de las uniones soldadas, al profesor Fabio Cueca y al ingeniero Elvis Solano Montaña, por su apoyo en la realización de los ensayos no destructivos, al ingeniero Eberto Romero. Por último, al profesor Andrés Gil Plazas del Centro de Materiales y Ensayos del SENA por la realización del ensayo de tensión.
REFERENCIAS BIBLIOGRÁFICAS
[1] P. Praveen, D. Yarlagadda, y M. Kang "Advancements in pulse gas metal arc welding". Journal of Materials Processing Technology. Vol. 164 - 165, May, 2005, pp. 1113 - 1119 [ Links ]
[2] V. Balasubramanian, V. Ravisankar y G. Madhusudhan "Effect of pulsed current welding on fatigue behavior of high strength aluminium alloy joints". Materials and Design Vol. 29, No. 2 Jun, 2008, pp. 492 - 500 [ Links ]
[3] R. Janaki, G. Mitra y V. Shankar "Microstructural refinement through inoculation of Type 7020 Al–Zn–Mg alloy welds and its effect on hot cracking and tensile property". Journal of Materials Processing Technology. Vol. 142 No. 1 Apr, 2003, pp. 174 - 181 [ Links ]
[4] J.F. Collard. "Adaptive pulsed GMAW control: the digipulse system", Welding Journal. Vol. 77, No. 11 Jun, 1998, pp. 35 - 38 [ Links ]
[5] I. Pires, L. Quintino y R. M. Miranda. "Analysis of the infuence of shielding gas mixtures on the gas metal arc welding metal transfer modes and fume formation rate". Materials and Design, Vol. 28 No.5 Sep, 2007, pp. 1623 - 1631 [ Links ]
[6] "Welding, brazing and soldering: Energy Sources Used for Fusion". T.W. Eager. Massachusetts Institute of Technology (MIT). Fecha de consulta: febrero de 2011. Disponible: http:///eagar.mit.edu/EagarPapers/Eagar138. [ Links ]
[7] "Determinación de esfuerzos residuales en la soldadura GMAW de planchas de 6 mm de espesor de acero ASTM A-131-82-B".C. Matus. Arsenal Naval Talcahuano. Fecha de consulta: 10 de febrero de 2011. Disponible en: http://www.fontem.com/documentos/descargar/170.html. [ Links ]
[8] ASM Handbook, Volume 09 - Metallography and Microstructures.V. Voort, F. George. ASM International. Fecha de consulta: febrero, 2011, Disponible: http://www.knovel.com/web/portal/browse/display?_EXT_KNOVELDISPLAYbookid=3113&VerticalID=0 [ Links ]
[9] ASTM.Standard Specification for Structural Steel for Ship. ASTM A131/A 131M. International. Vol. 01.04, 2011, pp. 1 - 7 [ Links ]
[10] P.Withers, y H. Bhadeshia "Residual stress part 2nature and origins". Materials Science and Technology. Vol. 17 Apr, 2001, pp. 366 - 375 [ Links ]
[11] P.K. Palani. y N. Muruganb. "Selection of parameters of pulsed current gas metal arc welding". Journal of Materials Processing Technology, Vol. 172 Nov, 2006, pp. 10 [ Links ]
[12] H. Hernández y E. Espejo. Mecánica de la fractura y análisis de falla .Bogotá: Universidad Nacional de Colombia, 2002. pag 209. [ Links ]
[13] U. Arabaci, C. Cetinkaya, y A. Akay "An investigation of effects of upsetting current time and normalization heat treatment on mechanical properties of X40CrMoV5 1 and C1030 steels joined by fash butt welding". Materials & Design, Vol. 28. No. 7 Sep, 2007, pp. 2351 - 2360 [ Links ]
[14] S. Romero, y J. Olaya. "Infuencia de la transferencia por arco sobre la microestructura de uniones soldadas usando arco pulsado". Rev Ingeniería Mecánica. Vol. 16, Ene, 2013 pp. 1 - 12 [ Links ]
