










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkInnovar
Print version ISSN 0121-5051
Innovar vol.22 no.45 Bogotá July/Sept. 2012
Uriel Pineda-ZapataI, Giovanni Pérez-OrtegaII, Martín Arango-SernaIII
IIngeniero Industrial. Especialista en Alta Gerencia con énfasis en Calidad. Magíster en Ingeniería Administrativa. Profesor tiempo completo del Instituto Tecnológico Metropolitano. Facultad de ingeniería, Universidad de Antioquia, Medellín, Colombia. Correo electrónico: urielpineda@itm.edu.co
IIIngeniero Administrador. Especialista en Docencia Universitaria. Magíster en Desarrollo Organizacional y Gerencial- PhD (c) en Gerencia. Profesor asociado en dedicación exclusiva, Universidad Nacional de Colombia, Sede Medellín, Departamento de Ingeniería de la Organización. Correo electrónico: gperezo@unal.edu.co
IIIIngeniero Industrial. Doctor Ingeniero Industrial. Profesor titular en dedicación exclusiva, Universidad Nacional de Colombia, Sede Medellín, Departamento de Ingeniería de la Organización. Correo electrónico: mdarango@unal.edu.co
Recibido: agosto de 2011 Aceptado: mayo de 2012.
Resumen:
El propósito del artículo es contribuir al conocimiento sobre la medición de la relación entre variables como la productividad, y aquellas relacionadas con el conocimiento y dominio del puesto de trabajo, para el caso de una empresa del sector manufacturero textil del departamento de Antioquia. El estudio corresponde a un diseño de investigación correlacional explicativo, en el cual, a través de heurísticas derivadas de la teoría estadística para la regresión múltiple, se construyó un modelo que explica la relación en un proceso de hilatura, de la productividad del trabajador con diferentes variables explicativas, tales como: su competencia tecnológica, la experiencia, las horas de capacitación, entre otras. El modelo ajustado de asociación explica el 63% de la variabilidad de la productividad, y se concluye que la competencia tecnológica evaluada (tal como se define en el modelo de competencias desarrollado en Estados Unidos por la Secretary of Labor's Commission en 1992) incide en la variación de la productividad entre los trabajadores, a través de su componente "Reparación de la Tecnología". Igual, se evidencia el aporte de la experiencia a la productividad, fundamentalmente en los primeros años de trabajo. Queda por establecerse cómo inciden factores organizacionales y de comportamiento del individuo en la variabilidad del rendimiento.
Palabras Clave: competencia tecnológica, rendimiento de los procesos, aprendizaje en el puesto de trabajo.
Abstract:
This article is the product of research into two main questions: How to measure the impact of labor skills on productivity in processes? And are worker skills determining factors for performance at the operational level in the workplace? The study was done at a textile manufacturing sector company in the Antioquia region in 2010. The research design employed was an explicative correlational field study. By means of heuristics using multiple regression statistical theory, a model was created that explains the relationship between productivity and the worker in a spinning process with different explicative variables such as: Their technological skill, experience and hours of training, among others. The conclusion is that the evaluated technological skill, as defined in the skills model developed in the United States by the Secretary of Labor Commission (1992), influences changes in productivity among the workers through its "technological reparation" component. The contribution of experience to productivity is also evident, particularly during the early years of work. This in turn is coherent with the concepts of the theory of quality rotation and multi-functionality at the workplace, concepts in accordance with participative theories of administration. The proposed association model explains the 63% variability in productivity (adjusted). The way in which organizational and behavioral factors influence performance variability remains to be determined.
Keywords: technological skill, performance in processes, learning at the workplace.
Résumé :
Cet article est le résultat d'une recherche répondant à deux questions fondamentales. Comment mesurer l'impact des compétences de travail dans la productivité des processus ? Les niveaux de compétences des travailleurs sont-ils déterminants pour le rendement sur le poste de travail au niveau opérationnel ? L'étude a été réalisée dans une entreprise du secteur de manufacture textile de la région d'Antioquia en 2010. Le modèle de recherche utilisé est l'étude de terrain de type corrélationnel explicatif. Par la méthode heuristique utilisant la théorie statistique pour la régression multiple, un modèle a été construit expliquant la relation, dans un processus de filature, de la productivité du travailleur avec différentes variables explicatives telles que : la compétence technologique, l'expérience, les heures de formation, entre autres. En conclusion, la compétence technologique évaluée, définie dans le modèle de compétences développé aux États-Unis par la Secretary Commission of labor's (1992), a une incidence sur la variation de la productivité parmi les travailleurs, à travers la composante "réparation de la technologie". L'apport de l'expérience pour la productivité est également évident, fondamentalement dans les premières années de travail, en cohérence avec les concepts de la théorie de qualité, rotation des postes de travail et polyvalence, concepts des théories participatives d'administration. Le modèle d'association proposé explique 63 % (ajusté) de la variabilité de la productivité. Il reste à établir comment les facteurs organisationnels et de comportement de l'individu ont une incidence sur la variabilité du rendement
Mots-Clefs: compétence technologique, rendement des processus, apprentissage dans le poste de travail.
Resumo:
O presente artigo é produto de uma pesquisa que responde a dois assuntos básicos: como medir o impacto das competências laborais na produtividade dos processos? E são determinantes os níveis de competências dos trabalhadores para o rendimento no posto de trabalho a nível operativo? O estudo se realizou em uma empresa do setor manufator têxtil da região de Antioquia (Colômbia) no ano de 2010. O desenho de pesquisa utilizado foi de campo tipo correlacional explicativo. Por meio de heurísticas nas quais se utilizou a teoria estatística para a regressão múltipla, construiu-se um modelo que explica a relação em um processo de fiança, da produtividade do trabalhador com diferentes variáveis explicativas como: sua competência tecnológica, a experiência, horas de capacitação, entre outras. Conclui-se que a competência tecnológica avaliada, tal como se define no modelo de competências desenvolvido nos Estados Unidos pela Secretary Commission of labor's (1992) incide na variação da produtividade entre os trabalhadores por meio de seu componente "reparação da tecnologia". Também se evidencia a contribuição da experiência para a produtividade, fundamentalmente nos primeiros anos de trabalho, coerente com os conceitos da teoria de qualidade rotação dos postos de trabalho e polivalência, conceitos próprios das teorias participativas da administração. O modelo de associação proposto explica 63% (ajustado) da variabilidade da produtividade. Fica por esclarecer como incidem fatores organizacionais e de comportamento do indivíduo na variabilidade do rendimento.
Palavras-Chave: competência tecnológica, rendimento dos processos, aprendizagem no posto de trabalho.
La relación explicativa entre las competencias laborales y la productividad aún es un campo de conocimiento en infancia (ver figura 1), debido a la dificultad para vincular percepciones, actitudes, entre otros indicadores blandos, caracterizados por elementos subjetivos, con aspectos propios del desempeño productivo en la rutina diaria de trabajo. Esta situación motivó la búsqueda de un método para medir la relación existente entre las competencias desplegadas por trabajadores de nivel operativo y la productividad del proceso desempeñado. Se eligió un grupo de trabajadores del proceso de hilatura, de una gran empresa textil en la región de Antioquia. El levantamiento de datos se hizo entre julio y noviembre de 2010.
En la figura 1 se muestra cómo la educación (actividad de aprendizaje, coaching, horas de capacitación), entre otros elementos inductores de competencias, contribuye a desarrollar las competencias laborales. En este sentido, la forma de medir la relación de estas competencias con la productividad no ha sido objeto de estudios anteriores, aunque algunos estudios se han preocupado por la relación entre las actividades de aprendizaje y la productividad (Soto, Valenzuela y Vergara, 2003; Ng, 2005; Ariga et al., 2010). Sin embargo, a partir de la década de 1990, el aprendizaje de los empleados puede valorarse a través de las competencias laborales, y las conductas asociadas al nivel de desempeño organizacional pueden evidenciarse en sus niveles de rendimiento y productividad (Markus, Cooper-Thomas y Allpress, 2005; Enríquez, 2007; Tharenou et al., 2007). De esta manera, se plantea la hipótesis:
H1: Es posible medir la relación de las competencias laborales con el rendimiento en el puesto de trabajo.
Otras hipótesis del estudio que se derivan de las teorías de aprendizaje (Senge, 1993; Nonaka, 2000) son:
H2: El empleado que es competente en el uso, mantenimiento y reparación de la tecnología tiene mejores niveles de productividad que aquellos que no tienen estas competencias en los procesos operativos que realiza, y
H3: El entrenamiento mejora las competencias para el trabajo.
El rendimiento por contrato fue el indicador base para medir la productividad. Un contrato es una serie de máquinas asignadas a un trabajador; el indicador de rendimiento es la relación entre la producción real y la esperada.
En métodos y materiales se destaca el enfoque ingenieril del estudio según Koen (1985), al igual que los criterios y la forma como se construyó el modelo correlacional-explicativo para describir la relación entre la competencia tecnológica, tal como se define en el modelo de competencias de la Secretary of Labor's Commission on Achieving Neccesary Skills, SCANS, por sus siglas en inglés) y la productividad del proceso de hilatura por Open-End en la empresa de estudio. Esta competencia se dividió en dos categorías para facilitar su operación: "Aplicación de la tecnología" y "Sostenimiento de la tecnología". Estas variables de competencia se dividieron a su vez en otras categorías más bajas, que junto a otras definidas como "factores propios del individuo", constituyeron las variables explicativas del modelo de regresión lineal múltiple, MRLM, utilizado. La variable respuesta, productividad, se midió de manera longitudinal, con el rendimiento de cada trabajador. Se explica, además, cuáles fueron los medios usados para levantar los datos, a través de fuentes de tipo primario y secundario e instrumentos para la observación estructurada en la planta de producción. Finalmente, en el procesamiento de la información se plantearon tres momentos: 1) la depuración de los datos a través de técnicas propias del control estadístico de procesos, CEP, como el gráfico de control de promedios y rangos (X-R); 2) el análisis descriptivo de datos para identificar variables importantes para el modelo y las posibles relaciones de linealidad entre ellas que pudieran afectarlo, y 3) la estructuración del MRLM y su naturaleza.
En los resultados se evidenció que el rendimiento medido a cada trabajador presentaba alguna inestabilidad en el tiempo por la presencia de factores atípicos ajenos a su destreza: paros de máquina, calidad del material, entre otros. Esto llevó a eliminar datos atípicos hasta lograr la estabilidad del proceso según el comportamiento de las cartas de control promedios y rangos (Xp-R) para el rendimiento. En el análisis descriptivo, se encuentra que hay relación lineal moderada entre las variables reparación de la tecnología y el dominio de los procedimientos. Asimismo se halló que las demás variables explicativas de competencias tienen muy poca relación entre sí. En este análisis no se evidenció que la variable "certificación laboral" impactara en el rendimiento. Sin embargo, se detectó que la experiencia alta tiene relación directa con la variable "reparación de la tecnología".
En los resultados del MRLM se muestra cómo el rendimiento en el puesto de trabajo se relaciona con tres variables explicativas: la reparación de la tecnología, la experiencia temprana (menos de cinco años) y la experiencia alta (10 años o más).
En la discusión se ilustra cómo el modelo es válido para explicar la situación de productividad a nivel operativo. Para esto se aplicaron las pruebas de independencia, normalidad y homocedasticidad. Además, tanto la hipótesis 1 como la hipótesis 2 se aprobaron a través de los resultados evidenciados en el estudio. Se discute, además, por qué la componente "Aplicación de la tecnología" de la competencia laboral utilizada no influye en el rendimiento del trabajador, pero sí aquellas relacionadas con el sostenimiento de la tecnología propias de la iniciativa del individuo. De esta manera se concluye, según el modelo aplicado, que es importante que las empresas manufactureras orienten los programas de entrenamiento al personal operativo en actividades de sostenimiento de la tecnología, como el mantenimiento autónomo. Esto complementa la capacitación orientada al desarrollo de destrezas y habilidades para la operación y el control de la máquina. El modelo explica el 63% de la variabilidad del rendimiento en el puesto de trabajo. El otro 37% es posible que obedezca a factores múltiples relacionados con la organización y la conducta del individuo.
El concepto de competencias y el modelo SCANS
Si bien existe una gran diversidad de modelos de competencias para el desarrollo organizacional, ellos se derivan de tres grandes fuentes: el modelo de competencias distintivas de McClelland (1973), el modelo de competencias genéricas de Thornton y Byham (1982) y el modelo funcional desarrollado por Fine (1975), modelos utilizados en la actualidad.
En un nivel simple, un modelo de competencias tratará de determinar la combinación ideal de habilidades, conocimientos, actitudes y experiencia, cuya posesión permite a los empleados convertirse en trabajadores de alto rendimiento y que tienen el potencial para agregar valor a la organización (Gorsline, 1996).
Devisch (1998) argumenta que el concepto de competencias básicas se refiere a los medios por los cuales los empleados se ajustan a la cultura corporativa de la organización. Dichas competencias se consideran no transferibles y se diferencian de una organización a otra. Las competencias funcionales están ligadas a los roles de trabajo y a la forma en que interactúan con otras funciones. Se consideran esenciales para el rendimiento, y pueden ser tanto técnicas como organizativas por su naturaleza. Las competencias específicas se definen como los atributos que una persona está obligada a llevar a su trabajo, a fin de garantizar un desempeño exitoso. Estas competencias pueden transferirse si una persona acepta un trabajo similar en otra organización, pero generalmente no se piensa en la posibilidad de que puedan ser transferibles a otros trabajos diferentes.
Aunque el modelo SCANS data de principios de 1992, por su gran influencia hasta la fecha merece una mención y descripción especiales. La importancia de este modelo se debe a que recogió un tipo de necesidades de formación ausente en los anteriores modelos y consideradas como críticas, así como la organización estructurada, de cierta forma clásica, dentro la cual presenta sus contenidos. En el contexto de este modelo se definen las variables de competencias del estudio.
Se utilizó el método ingenieril mediante la elaboración de un modelo heurístico de asociación lineal. Con este modelo, a partir de las condiciones de producción propias de la empresa y una muestra representativa de los trabajadores directos, se llega a explicar la productividad en el proceso operativo de hilatura por Open-End, a través de las competencias tecnológicas enmarcadas en el modelo de competencias SCANS y otros factores, propios de la trayectoria y formación de los trabajadores.
Identificación del tipo de estudio
Los datos se tomaron en condiciones naturales del proceso de hilados Open-End de una empresa manufacturera del sector textil, por lo que no puede hablarse de un experimento puro, sino más bien de un cuasi experimento.
Para medir la variable respuesta "productividad" se tomó el indicador "eficiencia por contrato". Un contrato es una serie de máquinas asignadas a un trabajador. La eficiencia es un indicador que relaciona la producción real con la esperada. De esta manera, no incide la referencia de hilo que se trabaje, y en este sentido es posible hacer comparaciones de rendimientos entre diferentes trabajadores. Relacionando este indicador con la productividad, es evidente que comparando dos trabajadores que producen referencias iguales, es más productivo el de mayor rendimiento, dado que el nivel de subproducto que se evidencia en el proceso tiene como origen principal la calidad de la materia prima y no la mano de obra, dado el alto nivel de automatización del proceso de hilado por Open-End.
Los datos de rendimiento se tomaron tal como arrojó el proceso de manera natural, sin crear condiciones de experimentación. De esta manera se hizo un estudio transversal de tipo correlacional explicativo, que pretende aclarar la relación entre variables como el rendimiento y aquellas relacionadas con el conocimiento y dominio del puesto de trabajo, atributos que son el reflejo de las experiencias adquiridas en los puestos operativos de la empresa y de la capacitación y el entrenamiento que recibe el personal de la empresa elegida para el estudio.
Selección de la muestra
Para la selección del proceso de estudio se tomaron cuatro criterios de control de calidad: grado de automatización, nivel de estabilidad del proceso, experticia de los trabajadores y continuidad en la producción, lo que posibilitó un mayor control sobre los factores perturbadores de producción propios del sistema.
Una vez consultado el grupo coordinador del proyecto, se acordó que el proceso hilados Open-End cumplía estas condiciones, y que este era determinante en la calidad de la tela. La planta contaba con 24 máquinas conocidas como rotores y 21 trabajadores directos para los tres turnos, de los cuales se tomaron 17 trabajadores para el análisis de sus competencias tecnológicas. Igualmente se descartaron los paros de máquina, dados por diferentes situaciones.
Variables de estudio y medición
Con base en el concepto de competencias, se definieron las distintas variables que ingresaron en el modelo de regresión lineal, y la relación entre ellas. Al final de la sección se explican las variables de la categoría "Factores de los individuos".
Competencia tecnológica. Se refiere al aprendizaje acerca de las tecnologías emergentes y actuales (SCANS, 2000). Esta competencia es una de las cinco de tipo laboral presentes en el modelo. En el anexo 1 se ilustra la estructura de competencias de este modelo en sus dos dimensiones principales: competencias laborales y habilidades fundamentales.
Aplicación de la tecnología. Capacidad para entender la intención general y los procedimientos adecuados para ajustar y operar máquinas, incluyendo computadores y sus sistemas de programación (SCANS, 2000). Esta dimensión la constituyen dos variables en este estudio: el dominio del proceso y el control del mismo.
Dominio de los procesos. Se refiere a la implementación de ideas, programas, sistemas o productos: conduce o realiza procedimientos de trabajo y actividades de acuerdo con sus propias ideas o información suministrada a través de instrucciones u orientaciones para propósitos de instalación, modificación, preparación, entrega, construcción, integración, terminación o complemento de sistemas, estructuras o productos (SCANS, 2000). En este estudio se valoró esta variable, teniendo en cuenta dos rasgos: el "dominio de los procedimientos operativos" y el "uso de la maquinaria y de sus sistemas".
Medición del proceso/producto. Se refiere al control de máquinas y procesos: uso de mecanismos de control o actividades físicas directas para operar máquinas o procesos (SCANS, 2000). En este estudio se valoró con los indicadores relacionados con el control del proceso.
Sostenimiento de la tecnología. Previene, identifica o resuelve problemas en máquinas, computadores y otras tecnologías.
Mantenimiento de la tecnología, MR. Incluye identificar, entender y desempeñar la rutina de mantenimiento y servicio preventivo de la tecnología (SCANS, 2000). En este estudio corresponde al mantenimiento rutinario de la tecnología asociada al proceso.
Reparación de la tecnología, MC. Detecta serios problemas, genera soluciones factibles para corregir desviaciones y reconoce cuándo conseguir ayuda adicional (SCANS, 2000).
A continuación se explica cómo se realizó la medición de los factores del individuo. Experiencia. En el modelo, esta variable se trató como dos variables indicadoras (Acuña, 2011) para disminuir la variabilidad de la misma en el modelo, en caso de haber tomado los años como experiencia: EXP1 y EXP2.
EXP2 corresponde a la experiencia menor o igual a cinco años, y EXP1 a la experiencia superior a diez años. De esta manera, para un trabajador con experiencia quince años, el dato para el modelo de la variable EXP1 será "1" y "0" para la variable EXP2; para un trabajador con experiencia de ocho años, el modelo tomará el valor "0" en ambas variables.
Horas de capacitación anual, HCA. Se registró el promedio de horas anuales en las cuales el trabajador recibió capacitación orientada a desarrollar habilidades en el proceso de estudio, durante los últimos diez años.
Estado de certificación laboral por el SENA, EC. Esta característica se trató como otra variable indicadora. Tomó el valor "1" para el trabajador certificado por el SENA en el proceso de estudio, y "0" para el que no estuviera certificado.
Niveles de desempeño según SCANS
- Aplicación de la tecnología. La conceptualización de esta competencia se divide en cinco niveles, de menor a mayor grado de comprensión y despliegue de la misma:
- Sostenimiento de la tecnología Nivel 5. Anticipa problemas futuros, y desarrolla e implementa planes para prevenirlos. Determina mayores aplicaciones para equipos o proveedores. Nivel 4. Diagnóstica problemas y recomienda soluciones. Detecta defectos en partes.
Nivel 5. Conceptualiza y diseña tecnología de alto nivel. Anticipa a la necesidad de nueva y mejorada tecnología para suplir las necesidades.
Nivel 4. Modifica o hace una recomendación para modificar herramientas o máquinas para mejorar eficiencia y desempeño.
Nivel 3. Ajusta y calibra máquinas para mejorar resultados, detectar o eliminar errores. Nivel 2. Usa múltiples herramientas o máquinas para realizar más de una tarea. Usa diferentes tecnologías comunes, por ejemplo un computador, correo de voz y correo electrónico.
Nivel 1. Usa una herramienta específica o máquina para una tarea específica. El nivel 3 se asocia con el control del proceso.
Nivel 3. Realiza reparaciones en secuencias correctas. Inspecciona y mantiene sus componentes mejores. Nivel 2. Desempeña programas de mantenimiento pre
ventivo sobre la tecnología y corrige problemas básicos. Nivel 1. Opera el equipo apropiadamente, y lo monitorea para detectar problemas. Identifica signos obvios de mal funcionamiento y notifica a la persona de contacto apropiada.
Diseño de instrumentos para la valoración del desempeño
Se utilizó la técnica de observación estructurada en planta a través del uso de formularios, tanto para trabajadores operadores de máquina, como para los supervisores.
Los formularios estaban elaborados para valorar el nivel de competencias tecnológicas de los trabajadores, y de otros factores que pudieran influir en el desempeño, tales como: la experiencia, EXP, las horas de capacitación promedio en el año, HCA, y el estado de certificación para el trabajo, EC.
A partir del modelo SCANS, utilizado para caracterizar las habilidades esenciales en el puesto de trabajo, se conceptualiza el modo de valoración de la competencia tecnológica y otros factores del individuo, para explicar el rendimiento en el puesto de trabajo (variable explicativa), como se ilustra en la figura 2.
Validación de los instrumentos. Para la validez del formulario utilizado en la observación estructurada de los trabajadores, se utilizaron los criterios de claridad de las preguntas y relevancia de las mismas, de acuerdo con el objetivo de la primera observación. Se comprobaron estos criterios, mediante prueba piloto y revisión del cuestionario por parte de personas expertas en el proceso, como los supervisores y el coordinador técnico de la planta.
Fuentes de información. Se utilizaron fuentes de información primaria, entrevistas con los trabajadores y observación estructurada con formulario. Para ello, se entrenaron durante un mes tres estudiantes de Ingeniería Industrial de últimos semestres, preparados para observar detalladamente el desempeño de cada trabajador en la competencia de estudio. Algunos datos se obtuvieron de fuentes secundarias, provenientes del área de Gestión humana, como el caso de las horas de capacitación, la experiencia, entre otros factores.
Se diseñó también otro formulario para la entrevista con los supervisores, con la idea de poder comprender mejor el funcionamiento de la planta de producción y algunos aspectos organizacionales para administrar la producción.
Diseño del modelo
Dado que el tema de estudio corresponde a una situación incierta donde no es claro cómo medir la relación entre los factores asociados al desempeño humano y su efecto en la productividad, el abordaje del problema se hace con el enfoque ingenieril. Como lo define Koen (1985), es una estrategia para producir el mejor cambio, en una situación dada de la que se tiene un conocimiento incompleto, con los recursos disponibles. De esta manera, se pretende con el modelo hacer contribuciones paulatinas y eficientes, que no llegan a situaciones óptimas, pero que sí mejoren la comprensión actual del problema, ante un entorno con limitantes de recursos y de acceso a todas las características que lo explican.
Se complementa la caracterización del método con la introducción del concepto de heurísticos (o heurísticas), que son aquellas reglas o conceptos que forman el estado del arte de una rama de la ingeniería, y cuya fundamentación reside exclusivamente en el éxito que han tenido cuando se han empleado con anterioridad. Afirma Koen que una de esas heurísticas aconseja aplicar el conocimiento científico, siempre que esté disponible.
Desde esta perspectiva, considerando el extenso conjunto de dimensiones que permitirían explicar con exactitud el desempeño productivo del trabajador, las cuales, por su misma extensión y naturaleza multifacética no es posible observar en totalidad, puesto que comprenden fenómenos: racionales y no racionales, cuantitativos y cualitativos, controlables y no controlables, económicos y no económicos, culturales, psicológicos, emocionales, individuales y colectivos, entre otros según Sutermeister (tomado de Sumanth, D., pp. 307-309), y teniendo presente que la misma definición y la medición del aporte al desempeño de dichas dimensiones aún están por descubrir (Spector y Davidsen, 2006; Mayer, 2003), se ha avalado el diseño de un modelo heurístico que considere los factores más relevantes, producto de la revisión literaria, de información histórica, de otra monitoreada en la empresa de estudio, y de la experiencia, creatividad e imaginación de los creadores del proyecto, incorporando además el uso de análisis de tipo estadístico.
El modelo propone un punto de partida para una mejor compresión de los factores propios de la empresa, del mismo individuo y de los vínculos entre estos, que pueden tener, en el ámbito de la empresa de estudio, cierta influencia en el desempeño del trabajador, en términos del nivel de productividad logrado.
Así, de manera general, el modelo heurístico puede expresarse como un modelo de regresión múltiple, teniendo como variable dependiente el nivel de rendimiento del trabajador, y entre las independientes, otras asociadas a los factores propios del modelo SCANS, así como a factores propios del individuo, como su experiencia, horas de capacitación recibidas y nivel de aprendizaje en el puesto.
En términos numéricos y de manera general, el modelo heurístico puede expresarse como en la ecuación (1):
donde Y es el nivel de rendimiento medio atribuido a un determinado trabajador en el período comprendido entre el 09 de agosto y el 18 de septiembre de 2010. Se eligió el indicador de rendimiento, en vez del indicador de la mera productividad física (kilos de hilo por hora), debido a la dificultad de que se trabajara por parte de los trabajadores de la muestra el mismo título de hilo durante el periodo de estudio.
βo corresponde a la constante del modelo en el evento hipotético en que todas las variables regresoras tomen el valor de cero, y cada βi (i=1,..., n) representa el cambio esperado en la variable respuesta rendimiento, por cada cambio unitario en la variable explicativa Xi; ξ es un término del error aleatorio.
Los modelos de regresión lineal múltiple se usan con frecuencia como funciones de aproximación. Es decir, se desconoce la verdadera relación funcional entre Y y X1, X2,..., Xn, pero en ciertos rangos de las variables independientes, el modelo de regresión lineal es una aproximación adecuada (Montgomery y Runger, 2004).
Levantamiento y procesamiento de datos
El levantamiento de datos se llevó a cabo entre el 19 de julio y el 08 de septiembre de 2010 en los tres turnos, con la colaboración del personal de supervisión de la planta de hilados Open-End, y de los analistas preparados para el proyecto.
El procesamiento de datos se hizo en tres momentos: en primer lugar se realizó la depuración de los datos a través de eliminación de datos atípicos y el uso de gráficos de control de procesos, promedios y rangos (X-R) en este caso; en segunda instancia, un análisis descriptivo con técnicas como el análisis de correlación y análisis cruzado de datos, con el fin de identificar relaciones importantes entre variables y obtener elementos de juicio en dirección de las hipótesis de estudio, y el tercer momento cuando se corre el modelo de regresión, usando software especializado. En este modelo se utilizó la técnica que incorpora todas las variables explicativas desde el inicio, y se va descartando en cada corrida la variable con menor poder de significancia alfa.
Sistema de calificación
Como ejemplo, se explicará la forma de obtención de la calificación de una de las variables de la competencia "Aplicación de la tecnología". Cada una de las variables de esta competencia: dominio de los procedimientos, uso de la máquina y control procesos, se calificó en los 17 trabajadores que desempeñan el cargo de operador rotores en el proceso de hilatura. Utilizando la técnica de observación estructurada y la escala diferencial de Osgood, se procedió a la evaluación de estas variables. Las primeras tres evaluaciones se tomaron como prueba piloto, y sirvieron de base para las correcciones sugeridas por el director del proyecto, el asesor del mismo y el coordinador técnico de la planta de hilados.
De la misma manera, se evaluó la competencia "Sostenimiento de la tecnología" en sus variables: mantenimiento de la tecnología y reparación de la tecnología.
Alrededor de tres meses se tardó la evaluación de los trabajadores, lapso de tiempo un poco extenso para 17 evaluaciones, dado el alto grado de observación del desempeño de los trabajadores desplegado por los analistas, con el fin de evidenciar las prácticas relacionadas con cada variable de la competencia.
En cada variable de competencia se calificaron cuatro aspectos relacionados con: la comprensión, la aplicación de la competencia, la capacidad de enseñanza y la capacidad de mejora. Para ello, se utilizó la escala de Osgood de 1 a 7, significando el valor 7 "totalmente de acuerdo" y 1 "totalmente en desacuerdo". Para cada trabajador, la suma de los puntos obtenidos en los aspectos calificados por variable se llevaba a un indicador de suficiencia de la competencia Iij:
Iij = sumatoria de puntos/49
I = 1,2.
J = 1,...,m
I: es el número de dimensiones de la competencia tecnológica, en este caso dos.
j: es el número de categorías de la variable i.
En total entraron nueve variables explicativas al modelo: cinco valoradas con los indicadores de suficiencia y cuatro correspondientes a los factores propios del individuo.
Primero había que garantizar que los datos correspondientes a la variable respuesta -en este caso el rendimiento del trabajador- provinieran de condiciones aproximadamente normales de producción. Para lograrlo, se utilizó la teoría de control estadístico de procesos, CEP, en lo que se refiere al análisis de variabilidad del proceso Open-End por medio de cartas de control; de esta manera se eliminaron los datos atípicos debido a causas asignables no provenientes de los operarios. Además, se desarrollaron gráficos de control de promedios y rangos (Xp-R), donde "Xp" es el rendimiento con el tamaño de muestra "n" igual al número de máquinas por contrato. En la mayoría de los gráficos se tomaron alrededor de 28 datos de rendimiento por cada trabajador, una vez eliminados los datos atípicos.
En la figura 3 se presenta el estado de control estadístico del contrato 1 en el turno de la mañana, en cuanto al rendimiento del proceso de hilatura Open-End. Nótese el estado de estabilidad de la eficiencia promedio, para un intervalo de variación entre ±3 desviaciones típicas. Puede afirmarse, consecuente con este comportamiento, que el promedio de la eficiencia de las máquinas 5, 6 y 7 (contrato 1) fue de 94,36% entre las semanas 33 y 38 de 2010, valor que constituye el dato de entrada al modelo. En este periodo de tiempo se evaluó a los trabajadores en su competencia tecnológica.
La segunda fase consistió en el análisis descriptivo de los datos, a través de análisis de correlación entre variables y análisis cruzado de variables. Esta fase se realizó con el fin de identificar posibles relaciones importantes entre variables en el modelo y explicar los resultados asociados a la productividad. La última fase consistió en el desarrollo del modelo, como se indica más adelante en la sección Resultados del modelo.
Análisis descriptivo
El análisis de las correlaciones entre múltiples variables a un nivel de significancia de 0,05 permite ver la relación entre variables del estudio en la tabla 1. Los valores de p (tercer nivel de cada celda) menores que 0,05, indican correlaciones significativamente diferentes de cero para los coeficientes βi.
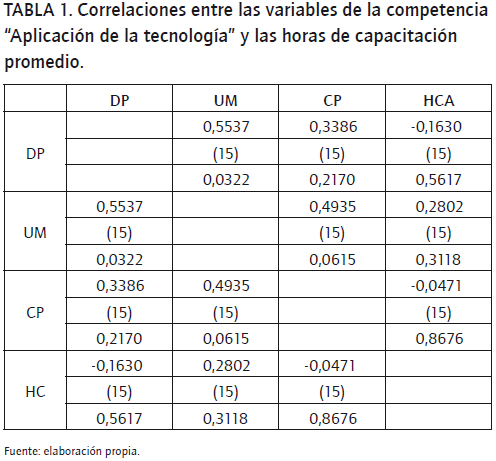
De la tabla 1, estadísticamente, solo se rescata la asociación positiva de manera significativa, entre las competencias uso de la máquina, UM, y el dominio de procedimientos, DP. También se destaca el hecho de no hallarse relación significativa entre las horas de capacitación promedio por año, HCA, de los trabajadores, y las variables de la competencia "Aplicación de la tecnología".
En el análisis de correlación entre todas las variables de competencia tecnológica, como se indica en la tabla 2, se destaca la asociación significativa entre la reparación de la tecnología y el dominio de los procedimientos. El índice de correlación es superior a 0,74, con un nivel de significancia de 0,0016.
Al correlacionar las variables de la competencia "Sostenimiento de la tecnología" con la experiencia del trabajador, se encontró alguna relación entre la variable reparación de la tecnología desde el puesto de trabajo, MC, y la experiencia alta, EXP1. También hay asociación significativa y positiva entre las horas de capacitación y el nivel de experiencia de menos de cinco años, EXP2, teniendo una relación significativa, pero en sentido inverso, las variables capacitación, HCA, y la experiencia mayor de cinco años, EXP1.
En la tabla 3 se observa que el mayor porcentaje de los empleados de la muestra corresponde a personal certificado por el SENA en la operación de hilados por rotores (60%). Adicionalmente, se advierte que, en el grupo de no certificados, el 50% tiene calificación alta en la competencia "reparación de la tecnología", lo que significa cierto manejo de la competencia "sostenimiento de la tecnología", equivalente a un nivel 3 ó 4 de la escala SCANS.
Del análisis cruzado de las variables experiencia y "estado de certificación" por el SENA, se nota que de los seis trabajadores no certificados por el SENA, cinco tienen alta experiencia. También se evidencia que de los trabajadores no certificados, cinco dominan la "reparación de la tecnología", lo que indica que la experiencia alta, EXP1, es un elemento ligado de alguna forma a la variable "reparación de la tecnología". También se observa que la mayoría de trabajadores con experiencia alta y media están certificados por el SENA (67%).
Con el propósito de aclarar, en parte, las relaciones trascendentes para el modelo general que explique la eficiencia del trabajador en un proceso operativo, como es el caso de estudio, se realizan los análisis de correlación simples, entre la variable rendimiento y cada una de las variables de la competencia tecnológica. En la figura 4 se observa una relación moderada directa entre el rendimiento y las variables "Reparación de la tecnología", con un coeficiente de correlación r = 0,50, y el dominio de procedimientos, con un coeficiente de asociación lineal r = 0,43. Las demás variables de competencia presentan relaciones de asociación lineal simple débiles con el "rendimiento", y no se ve que puedan explicar el rendimiento del trabajador en el caso de estudio.
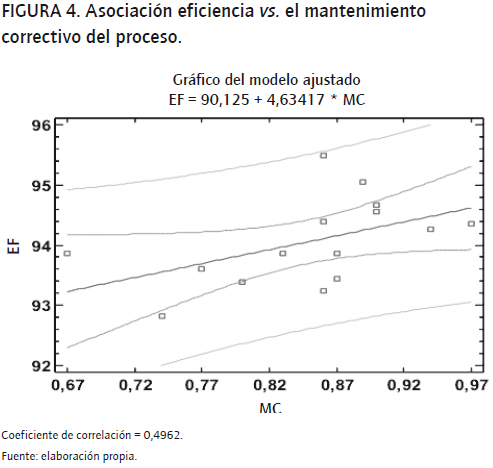
Puede inferirse que en el caso del proceso Open-End, el desarrollo de las competencias relacionadas con la "aplicación de la tecnología" del proceso no están asociadas, de manera individual, al rendimiento del operario a un nivel de significancia del 10%. En este caso de estudio, todos los operarios pasaron por un nivel de formación básico en el proceso por la Universidad de la Tela, y a pesar de que algunos tuvieron más capacitación que otros en los últimos diez años, esta capacitación adicional no es determinante en el rendimiento en el puesto de trabajo.
Resultados del modelo
En la tabla 4 se indican los resultados de la corrida de los datos. El modelo presenta un coeficiente R2 ajustado de 63% y un nivel de significancia de 0,0027. Incorpora tres variables significativas: la reparación de la tecnología, MC, y ambas experiencias, EXP1 y EXP2.
La ecuación que resulta de este modelo, puede expresarse como:
El valor p = 0,0027 indica que el modelo ajustado explica el 63% de la variabilidad de la eficiencia a un 99% de confianza. El coeficiente de determinación R2 ajustado del 63% considera el número de variables que se tuvieron en cuenta para la corrida del modelo. Entre más variables explicativas haya, el R2 ajustado tenderá a ser menor que el R2 típico.
Inicialmente se presentan las técnicas de validación del modelo, y luego se hacen algunas consideraciones acerca de los resultados.
Validación del modelo
Para la validación del modelo se utilizaron las pruebas de independencia, de normalidad de los residuos de los errores y la prueba de homocedasticidad para el comportamiento de las varianzas.
Independencia
Utilizando las tablas del estadístico d Durbin-Watson (Gujarati, 1997) con los datos del estudio: n = 15, K = 3 y α = 0,01, se encuentra que el valor límite superior para la posible existencia de autocorrelación es 1,464 inferior al calculado de 1,710, a un nivel de significancia de 0,01. Se infiere que no hubo alguna perturbación en el sistema de trabajo que pudiera hacer presencia en el desempeño de un trabajador para luego afectar también a otro, reflejándose esto en los resultados de rendimiento.
K corresponde al número de variables regresoras o explicativas.
Normalidad
Los valores estandarizados del sesgo y de la curtosis están dentro del rango esperado de -2 a +2 para datos provenientes de una distribución normal. El valor del sesgo estándar fue de 0,0925, y el valor de la curtosis estándar, de 0,5168. Lo anterior puede corroborarse con el gráfico de normalidad de los residuos, en la figura 5.
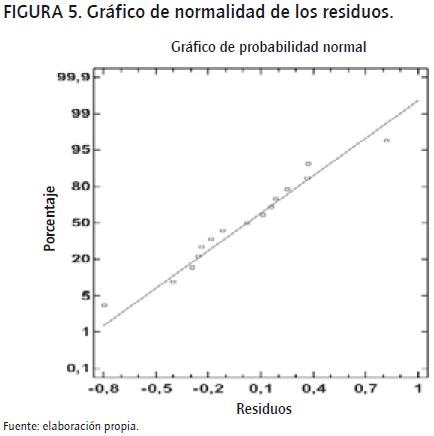
Los errores provenientes del modelo obedecen a un comportamiento normal.
Homocedasticidad
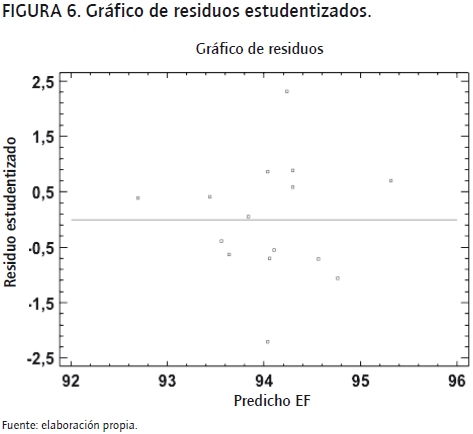
Una vez estudentizados los residuos, puede verse en la figura 6 que los rendimientos estimados con el modelo se ubican aleatoriamente alrededor de la recta horizontal que sale del eje de los residuos estudentizados, en el punto cero. No se ven patrones, por lo que puede confirmarse la existencia de una varianza constante.
El rango experiencia entre cinco y diez años no impactó en el modelo, aunque en los ensayos previos se tuvo en cuenta este rango en la definición de la variable indicadora.
Por ello, finalmente se definieron dos variables indicadoras excluyendo este rango. Pueden ser varios los factores que hicieron que este rango de edad no aportara al modelo, por ejemplo: solo habían dos datos en este intervalo de experiencia en la muestra; puede ser una etapa de transición del trabajador donde la curva de experiencia sufre un estancamiento. Esta situación puede controlarse mejor en estudios posteriores en la selección de la muestra.
A pesar de la relación entre la "reparación de la tecnología" y el "dominio de procedimientos" (el coeficiente de asociación fue 0,50), puede considerarse dejar este modelo sin excluir ninguna de las variables como el que mejor ajusta a la situación de estudio, dado que la relación lineal entre ambas es moderada, y por otro lado, aunque la variable EXP1 no tenga significancia estadística al 5% (ya que p = 0,15), la experiencia de más de diez años es un factor que aporta al rendimiento, así sea de manera sutil.
Si bien no todas las variables de la competencia tecnológica son determinantes en el modelo, sus resultados mostraron que el "Sostenimiento de la tecnología" sí impacta en el rendimiento de una manera directa. Así, se aprueba la hipótesis 2 y se responde a la otra pregunta de investigación.
Una comparación de los resultados con el nivel de suficiencia propuesto por SCANS arroja que en los resultados de la competencia "Aplicación de la tecnología" se evidencia que todos los trabajadores de la muestra se encuentran, mínimo, en el nivel 2 del modelo SCANS, es decir, conocen los procedimientos y operan varias máquinas de hilados Open-End de manera suficiente. De hecho, en el análisis de correlaciones se ve alguna relación significativa entre las variables dominio de procedimientos, DP, y uso de la maquinaria, UM. Igualmente, aquellos que tuvieron una calificación superior al 80% en control proceso, CP, podría afirmarse que llegan al nivel 3 del modelo SCANS. Esto ocurrió en el 60% de los casos.
A pesar del reentrenamiento que realiza la compañía cada año durante 48 horas, y la suficiencia mostrada por muchos de sus trabajadores en la competencia "Aplicación de la tecnología", esta no fue relevante para explicar la variación de la productividad en el proceso.
Este resultado se debe al hecho de que no todos los puestos ofrecen la misma motivación o los mismos retos para que el trabajador despliegue todo su potencial, teniendo en cuenta que la organización del trabajo es el factor más importante para el aprendizaje en el puesto de trabajo (Tynjälä, 2008). Existen dos tendencias claramente identificadas: el sistema Ford, donde las tareas están fraccionadas al máximo, y los procedimientos, establecidos; también existe una tendencia más flexible para la organización del sistema productivo, con trabajos que constituyen de alguna manera retos para sus empleados, donde además hay cierta autonomía, rotación en los puestos de trabajo, las operaciones se realizan por equipos autónomos, y los trabajadores son estimulados a aplicar su experticia y conocimiento en el desarrollo de las tareas.
Esta última tendencia favorece más la productividad, de acuerdo con Cequea y Núñez Bottini (2011), quienes concluyen que los factores organizacionales inciden de manera directa sobre los factores individuales y grupales, mientras que estos inciden directamente en la productividad; dicho de otra manera, que los factores organizacionales inciden en forma indirecta sobre la productividad, mediante una acción mediadora, a través de los factores individuales y grupales.
Teniendo en cuenta lo anterior, se deben fomentar la polivalencia y el enriquecimiento del puesto de trabajo como una alternativa para aprovechar el potencial de los trabajadores, propio de sus habilidades personales. Estos requerimientos de formación, valorados en toda su importancia sólo recientemente y recogidos por el modelo de la SCANS (2000), consisten en competencias o características relacionadas con nuevos aprendizajes, adaptación, innovación
o creatividad, atributos personales como en particular el control emocional, la autonomía y personalidad, la diversidad cultural. La atención a estos aspectos se realiza proponiendo, de acuerdo con la terminología del propio modelo, competencias o habilidades fundamentales (Fundamental skills), y creando, en el caso de estas últimas, un grupo denominado "Cualidades personales".
En opinión de Kearns (2001), las causas del interés actual por estos temas son, de un lado, la aparición de una economía basada en el conocimiento y la aceleración del ritmo de las transformaciones, luego la necesidad de un "aprendizaje a lo largo de la vida" y de mantener vigente la empleabilidad, y de otro, los nuevos cambios en los puestos de trabajo y la adopción del concepto de alto desempeño en el puesto de trabajo, sin duda vinculado a las nuevas prácticas de gestión del personal basado en competencias laborales. Muchos modelos de competencia son estáticos, mecanicistas, y tratan de prescribir una lista fija de competencias deseables. Por lo general, no toman en cuenta la necesidad de flexibilidad y apertura al cambio, y subestiman la importancia de las competencias que no sean propias de la tarea (Garavan y McGuire, 2001).
En la medida en que en el lugar de trabajo se creen las posibilidades, los individuos participan e interactúan en sus lugares de trabajo, lo que es fundamental para su aprendizaje.
Es posible estimular el desarrollo de estas habilidades personales desde la organización. Nonaka y Konno (1998) llaman al espacio para el aprendizaje con el término japonés ba, que significa compartir relaciones emergentes; distinguen diferentes espacios para el aprendizaje (ver figura 7). Hay un espacio para la socialización, donde las personas pueden compartir cara a cara sus experiencias y modelos mentales. Interactuar en los espacios de aprendizaje da lugar a la externalización, esto es, a hacer explícito el conocimiento tácito por medio de la discusión y la escritura.
Visto el trabajo desde esta estructura "ba", puede verse que algunos lugares de trabajo y redes proveen diferentes formas de "ba", mientras otros puestos no lo hacen.
Finalmente, la tabulación cruzada de datos (tabla 3), arrojó en el grupo de no certificados que el 50% tiene calificación alta en la competencia "Reparación de la tecnología", MC, lo que significa cierto manejo de la competencia "Sostenimiento de la tecnología", equivalente a un nivel 3 ó 4 de la escala SCANS.
- Se ha definido un procedimiento heurístico basado en la teoría estadística de los MRLM para explicar la relación entre el rendimiento de los trabajadores en un proceso manufacturero y su nivel de competencia tecnológica. El modelo hallado tiene un nivel de significancia de p = 0,0027, es decir, tiene una confiabilidad del 99%, y sus variables explican el 63% de la variación de la productividad en un proceso operativo.
- Para el caso de estudio, caracterizado por la automatización del proceso, la sola competencia "Aplicación de la tecnología" no garantiza diferenciación en la productividad de un trabajador a otro.
- La competencia "reparación de la tecnología" determina la variación de la productividad entre los trabajadores, en concordancias con algunos conceptos de la teoría de calidad como el autocontrol. Por tanto, la competencia tecnológica, en su componente "Sostenimiento de la tecnología", afecta a la productividad; así la hipótesis 2 no puede rechazarse.
- Dadas las pruebas de normalidad, independencia y homocedasticidad a favor del modelo, puede concluirse que este es válido para explicar la variabilidad de la productividad de los trabajadores de Open-End, a partir de las variables explicativas: mantenimiento correctivo básico y experiencia.
- El entrenamiento actual que reciben los trabajadores, orientado a la aplicación de la tecnología, no incidió en la variación de la productividad entre los trabajadores, rechazando de esta forma la hipótesis 3; de hecho, la variable "horas de capacitación" no fue representativa en el modelo. Por tanto, este tipo de capacitación debe complementarse con actividades para el mantenimiento desde el puesto de trabajo (mantenimiento autónomo).
- La metodología utilizada es una aproximación a la comprensión del problema en la industria manufacturera, sin pretender ser una solución óptima. No se controlaron todos los factores que afectan el problema, por lo que no se trabajó con experimentación pura.
Referencias bibliográficas
Acuña, E. (2011). Análisis de Regresión. Departamento de Matemáticas. Universidad de Puerto Rico Recinto Universitario de Mayagüez, pp.93. [ Links ]
Ariga et al. (2010). Organization adjustments, job training and productivity: Evidence from Japanese Automobile Maker. ISER Discussion Paper, (784). Disponible en SSRN: http://ssrn.com/abstract=1641024. [ Links ]
Cequea, M. y Núñez Bottini, M. (enero-marzo, 2011). Factores humanos y su influencia en la productividad. Revista Venezolana de Gerencia, 16(53), 116-137. Universidad del Zulia, Maracaibo, Venezuela. [ Links ]
Devisch, M. (1998). The Kioto people management model. Total Quality Management, 9(4-5), 62-65. [ Links ]
Enríquez, A. (2007). La significación en la cultura: concepto base para el aprendizaje organizacional. Universitas Psychologica, 6(1), 155-162. Bogotá, Colombia. [ Links ]
Fine, S. A., Holt, A. & Hutchinson, M. (1975). Functional Job Analysis: An Annotated Bibliography. Methods for Manpower Analysis, 10. The W. E. Upjohn Institute for Employment Research, Kalamazoo, Michigan. [ Links ]
Garavan, T. & McGuire, D. (2001). Competencies & Workplace Learning: some reflections on the rhetoric & the reality. Journal of Workplace Learning, 13(4), 144-164. [ Links ]
Gorsline, K. (1996). A competency profile for human resources, no more shoemakers children. Human Resource Management, 35(1), 53-66. [ Links ]
Gujarati, D. (1997). Econometría (3a. ed., pp. 412-416). México: Mc-Graw-Hill. [ Links ]
Kearns, P. (2001). Generic Skills for the New Economy. Australia: NCVER. [ Links ]
Koen, B. V. (1985). El método de ingeniería. Texas: University of Austin. Iván Ramírez, Martha Gómez, Arnaldo Cadavid Ríos (Trads.). Editorial Universidad de Valle, 2000. [ Links ]
Markus, L., Cooper-Thomas, H. & Allpress, K. (2005). Confounded by Competencies? An Evaluation of the Evolution and Use of Competency Models. New Zealand Journal of Psychology, 34(2), 117-126. [ Links ]
Mayer, J. P. (2003). Are the Public Health Workforce Competencies Predictive of Essential Service Performance? A test at a Large Metropolitan Local Health Department. Public Health Management Practice, 9. [ Links ]
McClelland, D. (1973). Testing for competence rather than for intelligence. American Psychologist, 28, 1-14. [ Links ]
Montgomery, D. & Runger, G. (2004). Probabilidad y Estadística aplicadas a la Ingeniería. (2da. ed., pp. 483-537). México: Editorial Limusa-Wiley. [ Links ]
Ng, Y. C. (2005). Training determinants and productivity impact of training in China: a case of Shanghai. Economics of Education Review, 24(3), 275-295. [ Links ]
Nonaka, I. (2000). La Empresa Creadora de Conocimiento. En Gestión del Conocimiento. Harvard Business Review. Bilbao: Ediciones Deusto. [ Links ]
Nonaka, I. & Konno, N. (1998). The concept of ba. Building a foundation for Knowledge creation. California Management Review, 40(3), 40-54. [ Links ]
SCANS (2000). Workplace Essential Skills: Resources related to the SCANS Competencies and Foundation Skills. Iowa: ACT, Inc. 556 pp. [ Links ]
Senge, P. (1993). La Quinta Disciplina. Barcelona: Editorial Juan Granica. [ Links ]
Soto, E., Valenzuela, P. & Vergara, H. (2003). Evaluación del impacto de la capacitación en la productividad. Santiago de Chile: Sofofa; Sence, Fundes. [ Links ]
Spector, M. & Davidsen, P. (2006). How can organizational learning be modeled and measured? Evaluation and program planning, 29, 63-69. [ Links ]
Sumanth, D. (1990). Ingeniería y Administración de la productividad (pp. 307-309). McGraw-Hill. [ Links ]
Tharenou, P., Saks, A. & Moore, C. (2007). A review and critique of research on training and organizational-level outcomes. Human Resource Management Review, 17, 251-273. [ Links ]
Thornton, G. C. Ill. & Byham, W. C. (1982). Assessment centers and managerial performance. New York: Academic Press. [ Links ]
Tynjälä, P. (2008). Perspectives into learning at the workplace. Educational Research Review, 3, 130-154. [ Links ]
