










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkIngeniería y Desarrollo
versão impressa ISSN 0122-3461versão On-line ISSN 2145-9371
Ing. Desarro. n.24 Barranquilla jul./dez. 2008
Influencia de la deformación plástica en probetas soldadas de la aleación de aluminio 6061-T6 sobre las características de dureza
Influence of plastic deformation in 6061 -T6 aluminium alloy welded specimens on the hardness characteristics
Jaime Torres Salcedo*, Sheila Lascano Farak**
* Dr. Ingeniería Industrial UPV. Profesor de la Universidad del Norte. jtorres@uninorte.edu.co
** Ingeniera Mecánica. Catedrática de la Universidad del Norte. Estudiante de Doctorado en Ingeniería Mecánica. Universidad del Norte. slascano@uninorte.edu.co
Correspondencia: Universidad del Norte, Km 5 vía a Puerto Colombia, A.A. 1569, Barranquilla (Colombia).
Fecha de recepción: 28 de agosto de 2008
Fecha de aceptación: 17 de septiembre de 2008
Resumen
El propósito de este artículo es estudiar el efecto del tiempo y el esfuerzo de compresión sobre la resistencia a la tensión y el perfil de microdureza en la aleación de aluminio 6061-T6 después de ser soldada con el proceso GMAW. Las principales herramientas usadas para lograr este objetivo fueron el micrómetro Vickers, el microscopio electrónico de transmisión, el calorímetro diferencial de barrido y el microscopio óptico. Se encontró que con un tiempo de envejecimiento natural de cuatro años los valores de microdureza fueron claramente incrementados, mientras que con el esfuerzo de compresión esos valores mostraron un pequeño incremento. Sin embargo, los perfiles de dureza más estables encontrados en las muestras fueron atribuidos al tratamiento de compresión.
Palabras claves: aleación de aluminio 6061-T6, microdureza, envejecimiento natural, esfuerzo de compresión, análisis metalográfico, TEM, deformación plástica.
Abstract
The purpose of this paper is to study the effect of the compression stress applied on the HAZ (Heat affected Zone) in 6061-T6 Aluminum Alloy specimens. The main tools used to achieve this objective were the Vickers micrometer, the Transmission Electron Microscopy (TEM), the Differential Scanning Calorimeter and the Optical Microscope. It was found that with a natural aging time of four years the microhardness values were clearly increased, while with the compression stress these values showed a small increase. However, the more stable hardness profiles found in the compressed samples were attributed to the compression treatment.
Key words: 6061-T6 Aluminum Alloy, microhardness, natural aging, compression stress, metallographic analysis, plastic deformation.
INTRODUCCIÓN
La demanda de automóviles más livianos, de bajo consumo de combustible y mejor desempeño ha estimulado la investigación y desarrollo de aleaciones de aluminio de alta resistencia y deformabilidad, incluso se habla ya de una reducción de peso cercana al 47% con el reemplazo de láminas de acero por aleaciones de aluminio en la industria automotriz [1], [2]. Recientes investigaciones se han enfocado en las aleaciones de la serie 6xxx [3] [1]. A pesar de que las series 7xxx y 5xxx la superan en valores de resistencia mecánica, el requerimiento básico para la utilización de chapas en la industria automotriz precisamente es la alta deformabilidad de modo que los paneles puedan ser estampados y retengan e incluso aumenten su resistencia después de que se aplique el proceso de pintura por curado térmico (180°C durante 30 minutos)[4], debido a los contenidos de magnesio y silicio que propician la precipitación de precursores de equilibrio metaestables, Mg2Si [5].
El objeto del presente estudio es la aleación de aluminio 6061-T6, la cual pertenece al grupo de aleaciones para forja tratables térmicamente. Estas aleaciones representan el 90% de los productos de extrusión producidos en occidente. Según el IAI (Instituto Internacional de Aluminio), la producción mundial de este elemento para el 2007 aumentó un 35% (con respecto a la producción del mes de febrero de 2006), alcanzando un total de 3,092 millones de toneladas. De acuerdo a cifras tomadas hasta el año 2001, el consumo mundial de productos de esta serie de aleaciones con respecto al total de productos de aluminio ha ido incrementándose [3], [5].
MATERIALES Y PROCESO EXPERIMENTAL
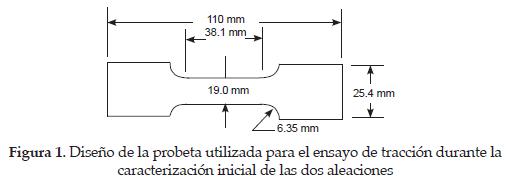
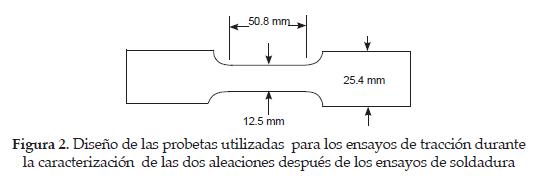
En este estudio se utilizaron probetas soldadas con aporte AWS ER 4043 durante el proceso (MIG) de la aleación de aluminio 6061-T6 (ver figuras 1 y 2).
En el estudio estadístico se utilizaron 17 probetas durante los ensayos, con una desviación estándar de 2.6% en promedio
para las probetas después del tratamiento mecánico [5].
El diseño de las probetas se hizo teniendo en cuenta los requisitos exigidos por las normas según cada ensayo:Ensayo de dureza Brinell: ASTM E 10-78
Ensayo de dureza Vickers: ASTM E 92-72
Ensayo de microdureza: ASTM E 384-73
Ensayo de tracción normal: ASTM E 8-79
Ensayo de metalografía:
ASTM E 3-62: preparación de especímenes
ASTM E 407 - 70: microataque
ASTM E 112-80: estimación del tamaño de grano
ASTM E 2-62: preparación de las micrografías
Inspección por ultrasonidos
Inspección radiográfica API estándar 650
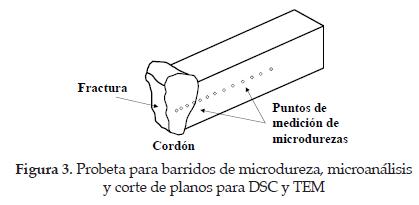
A dichas probetas se les realizó un análisis metalográfico y pruebas de microdureza después de cuatro años de haber sido soldadas. La dureza se midió en la sección transversal del cordón de soldadura cada 0.5 mm hasta 25 mm, partiendo del centro del cordón de soldadura hacia los extremos de las probetas (ver figura 3).
Los resultados obtenidos al final del período de observación se compararon con los cálculos efectuados cuatro años atrás en la tesis doctoral: "Optimización de un procedimiento de soldadura MIG para la aleación de aluminio AA6061-T6 a través del control del calor suministrado" [5], a fin de identificar el efecto que las variables de temperatura y tiempo provocaron en la evolución de fases metaestables en esta aleación. Antes de ser soldada, la aleación presentaba los siguientes indicadores resistentes: resistencia máxima de 318 MPa, esfuerzo de fluencia de 286 MPa y dureza promedio de 106 HV. Después de ser soldada, las resistencias máxima y de fluencia fueron 220 MPa y 170 MPa, respectivamente.
Más adelante se agruparon las probetas del mismo estado con el fin de aplicarles un esfuerzo de compresión de 280MPa (de acuerdo a lo encontrado en ensayos previos de tensión -antes de soldar la aleación y después de soldada- tomando un valor promedio entre el esfuerzo de fluencia y el esfuerzo máximo) para luego medir nuevamente microdureza cada 0.5 mm hasta 25 mm y realizar un estudio por calorimetría diferencial de barrido, por microscopia electrónica de transmisión y metalográfico con el fin de observar los efectos de la compresión en las propiedades mecánicas y en la evolución de los precipitados de la aleación de aluminio 6061-T6. Después de aplicar el tratamiento mecánico se obtuvo un esfuerzo de fluencia de 178 MPa y un esfuerzo máximo de 227.97 MPa. La variación obtenida por el esfuerzo de fluencia y el esfuerzo máximo fue de 2.3% y 2.7%, respectivamente, entre las probetas después de soldar y después de tratar.
Para realizar el pulido de las probetas se utilizó una pulidora de disco ajustada a 250 r.p.m. Por otra parte, para la construcción de los perfiles de microdureza se empleó el microdurómetro Vickers con una carga de 50 grf durante un tiempo de aplicación de 10 s.
RESULTADOS Y DISCUSIÓN
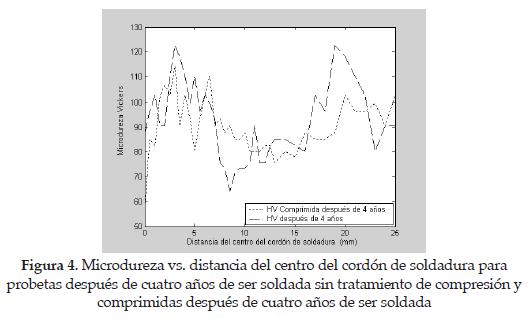
El análisis de los resultados de los ensayos de microdureza ha puesto en evidencia que el tratamiento de compresión aplicado cuatro años después sobre el cordón de soldadura produjo un ligero desplazamiento de los mínimos y máximos, alejándolos del centro del cordón de soldadura. La recuperación de la dureza en la ZAC fue solo del 25% observándose un comportamiento poco uniforme en los resultados, tal vez, debido a la presencia de porosidad en la zona.
El análisis de los resultados de la calorimetría diferencial de barrido y de la microscopia electrónica de transmisión para la formación y/o disolución de los precipitados ß" y ß' ha puesto en evidencia una mayor estabilidad de las fases coherentes y semicoherentes, después de aplicar el esfuerzo de compresión para las energías de aporte aplicadas. El análisis de los resultados de la calorimetría diferencial de barrido y de la microscopia electrónica de transmisión también ha puesto de manifiesto que el análisis de la disolución de la fase ß incoherente proporcionó una mayor estabilidad de las fases coherentes y semicoherentes a las distancias estudiadas: a 3 mm, a 7 mm y a 20 mm del centro del cordón de soldadura.
Los ensayos de microdureza realizados sobre probetas antes de aplicar el tratamiento de compresión muestran mínimos y máximos a las distancias críticas como se aprecia en la figura3 (esta gráfica no representa una distribución continua). Se encontraron dos máximos de 122 HV; el primero, a una distancia de 3 mm y el segundo, a una distancia de 20 mm del centro del cordón de soldadura. Existen también dos planos de mínimos; el primero, de 65 HV a una distancia de 8 mm y el segundo de 80 a una distancia de 22 mm del centro del cordón de soldadura.
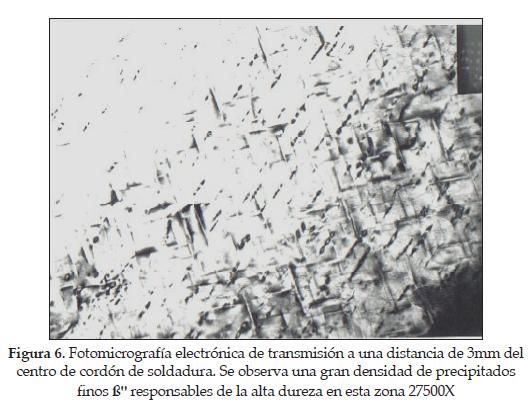
En la figura 6 se muestra el resultado de la microscopia electrónica de transmisión, que corresponde a una distancia de 3 mm del centro del cordón de soldadura; también puso en evidencia una alta densidad de precipitados finos en forma de agujas de aproximadamente 36 nm que corresponden a los precipitados ß" endurecedores, y una mediana densidad de precipitados groseros de 340 nm que corresponden a ß', lo que está de acuerdo con lo hallado por Torres [5], [6]. Esto coincide con el máximo de dureza encontrado en ese plano situado a una distancia aproximada de 3 mm del centro del cordón de soldadura.
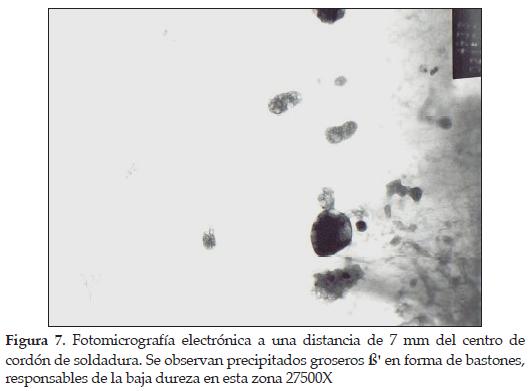
Un resultado similar al anterior presentaron las muestras cortadas a una distancia de 7 mm del centro del cordón de soldadura. En este plano se encontraron grandes densidades de precipitados groseros en forma de bastones de 250nm de longitud y 50 nm de diámetro los cuales corresponden a los precipitados ß', tal como se observa en la figura7. Puesto que en este plano se encontraron mínimos de dureza para las probetas tratadas por compresión, es razonable afirmar que esta caída de dureza se debe a la formación de precipitados groseros ß y ß' a expensas de la disolución de los precipitados finos endurecedores ß", lo cual prueba que cuando se pierde algo de coherencia en la matriz, se ocasiona así mismo una baja dureza a esta distancia.
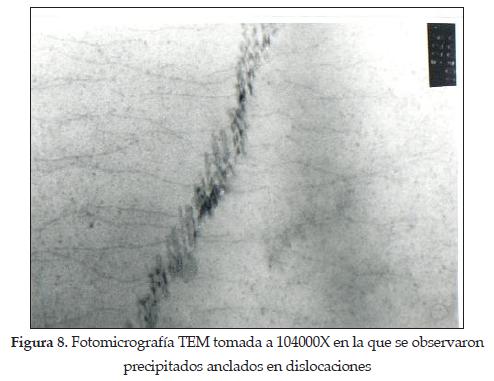
El perfil de microdureza de las probetas comprimidas con un esfuerzo de 280 Mpa, mostró que los máximos y mínimos se ubicaron a distancias ligeramente mayores que en las probetas apenas envejecidas en forma natural durante cuatro años. No obstante que la diferencia entre las magnitudes de los máximos disminuyeron, las magnitudes de los mínimos aumentaron, produciendo de esta manera un perfil de microdureza con menos pronunciaciones. Es posible afirmar que la minideformación plástica ocasionada por el tratamiento de compresión ha producido un importante anclaje de dislocaciones en esta zona, como se aprecia en la figura 8.
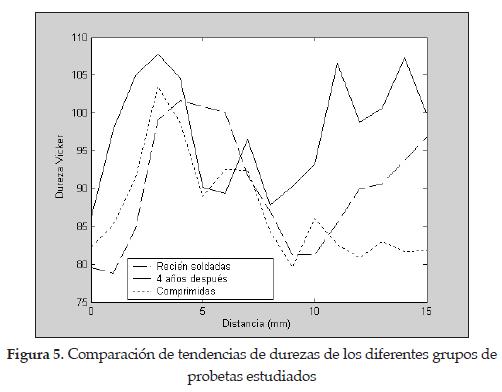
En la figura 5, al comparar los valores de microdureza obtenidos en las probetas recién soldadas con las microdureza obtenidas después de cuatro años, se aprecia claramente el efecto positivo del envejecimiento natural en los indicadores resistentes de la aleación. Ahora bien, si se analizan en esta misma figura los perfiles de microdureza de las probetas antes y después del tratamiento mecánico de compresión, observamos que el último tiene una leve tendencia a disminuir los valores de microdureza, pero al mismo tiempo ayuda a estabilizar el perfil de microdureza mejorando el comportamiento a la tracción del material soldado. Por esta razón, no se debe descartar el tratamiento mecánico de compresión como una herramienta para mejorar el desempeño de la junta soldada.
Tras un análisis global de los resultados de dureza, ver figura 5, parece razonable afirmar que el endurecimiento por precipitación a temperatura ambiente (25°C) durante un largo tiempo (aquí cuatro años) tiene un efecto más pronunciado que el tratamiento de compresión.
CONCLUSIONES
El endurecimiento por precipitación a temperatura ambiente (25°C) durante un largo tiempo (aquí cuatro años) tiene un efecto más pronunciado que el tratamiento de compresión.
La recuperación de la dureza en la ZAC solo fue del orden del 25% observándose un comportamiento poco uniforme en los resultados, tal vez debido a la presencia de la porosidad en la zona.
La minideformación plástica producida por el tratamiento de compresión sobre la superficie afectada por el calor ha creado un importante anclaje de dislocaciones en esta zona.
La deformación plástica producida por el tratamiento de compresión aplicado sobre la soldadura ocasiona un ligero desplazamiento de los puntos de máximos y mínimos de dureza.
El tratamiento de compresión aplicado sobre la zona de la soldadura ha propiciado una ligera recuperación de la resistencia de la aleación.
REFERENCIAS
[1] POLMEAR, I. J., "Recents developments in light Alloys". Materials transaction, JIM, vol. 37, n.o 1, 1996. pp. 12-31. [ Links ]
[2] PICKERING, E., "Welding Aluminum". Advanced Materials & Processes, Oct. 1997. pp. 29-30. [ Links ]
[3] MALIN,V., "Study of Metallurgical Phenomena in the HAZ of 6061 - T6 Aluminum Welded Joints", Welding Research Suplemet 315, Sept. 1995. [ Links ]
[4] BRYANT, J. Daniel, "The Effects of Preaging Treatments on Aging Kinetics and Mechanical Properties in AA6111 Aluminum Autobody Sheet". Metallurgical and Materials Transactions, vol. 30A, Aug. 1999. pp. 1999-2006. [ Links ]
[5] TORRES SALCEDO, Jaime Elías, Optimización de un procedimiento de soldadura MIG para la aleación de aluminio A.A 6061-T6 a través del control del calor suministrado. Valencia, 2001. Tesis. [ Links ]
[6] GUPTA, A.K., MAROIS, P.H., and LLOYDS, D. J., "Study of the Precipitation Kinetics in A 6000 Series Automotive Sheet Material". Materials Science Forum, vols. 217-222 (1996). Transtec Publications, Switzerland. pp. 801-808. [ Links ]

