










Serviços Personalizados
Journal
Artigo
 Espanhol (pdf)
Espanhol (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Acessos
Acessos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares em
SciELO
Similares em
SciELO -
 Similares em Google
Similares em Google
Compartilhar

 Permalink
PermalinkIngeniería y Desarrollo
versão impressa ISSN 0122-3461versão On-line ISSN 2145-9371
Ing. Desarro. v.30 n.1 Barranquilla jan./jun. 2012
ARTÍCULO DE INVESTIGACIÓN / RESEARCH ARTICLE
Microfresado de polímeros biocompatibles
Micromilling of biocompatible polymers
Yenny Marcela Orozco O.* Jovanny Alejandro Pacheco B.** Jorge Bris C.***
Universidad del Norte (Colombia)
* Grupo de investigación en Diseño Mecánico y Desarrollo Industrial "Archytas", Universidad Autónoma de Manizales. Msc (c) en Ingeniería Mecánica, Universidad del Norte. yennyo@uninorte.edu.co
** Grupo de investigación en Materiales y Procesos "GIMYP". Docente e investigador, Universidad del Norte. jpacheco@uninorte.edu.co
*** Grupo de Investigación en Materiales y Procesos "GIMYP". Director de postgrados e investigaciones, Universidad del Norte. jbrix@uninorte.edu.co
Correspondencia: Yenny Orozco. Laboratorio 4 de Ingeniería Mecánica. Universidad del Norte. Km 5 Vía Puerto Colombia, Barranquilla. Tel. 5-359 95 09 Ext. 4238.
Origen subvenciones: Proyecto Uninorte - Colciencias - Carriazo, titulado "Desarrollo de una planta piloto para fabricación de microcomponentes oftalmológicos". Código de proyecto: 121545422112. Inicio: 12/2009 - Fin: 12/2011
Fecha de recepción: 5 de diciembre de 2011
Fecha de aceptación: 13 de febrero de 2012
Resumen
En este artículo se presentan resultados de una investigación llevada a cabo en micromecanizado de polímeros biocompatibles. Se describen los procesos de fabricación de micropartes con el fin de mostrar los niveles de precisión y escalas dimensionales alcanzables con un centro de micromecanizado Kern Evo. Adicionalmente, se muestran los resultados de una serie de pruebas de microcorte realizadas con fresas de tungsteno de 100 µm de diámetro sobre probetas de PMMA (Polimetilmetacrilato), grado médico para determinar los parámetros que minimizan el tamaño de las rebabas generadas. Para caracterizar tanto superficies generadas, como condiciones iniciales y finales de las herramientas se emplearon técnicas de microscopía óptica y electrónica. Los resultados referentes a las primeras pruebas de mecanizado indican que en el control de las características dimensionales se deben vigilar aspectos como la profundidad de corte establecida, el método de sujeción seleccionado y la tolerancia de alineación de la pieza; incluso deben controlarse las condiciones ambientales del recinto donde opera el equipo.
Palabras clave: micromecanizado, microcorte, micropartes, polímeros biocompatibles.
Abstract
In this paper results from a research in micromachining of biocompatible polymers are presented. The paper describes the fabrication process for biocompatible polymers components and shows the accuracy levels and the dimensional scales that can be achieved with a Kern Evo micromachining center. Furthermore the paper also shows the results obtained from a microcutting test using carbide end mills of 100 microns diameter on medical-grade PMMA (Polymethyl methacrylate) specimens to determine the parameters that minimize the burrs size. To characterize the final surfaces state and the condition of the tools, optical and electronic microscopy techniques were used. The results for the first machining tests show that to control the dimensional characteristics of the component, aspects like the setting depth of cut, the selected fastening method and the alignment tolerance must be watched over; even the environmental conditions of the place where the machining center operates must be also controlled.
Keywords: micromachining, microcutting, microparts, biocompatible polymers.
1. INTRODUCCIÓN
En este artículo se describen el proceso y los parámetros de fabricación utilizados para la generación de micropartes, con el fin de establecer escalas dimensionales y de precisión alcanzables en microfresado utilizando un centro de mecanizado de ultra-precisión Kern Evo. Se describen la metodología y resultados experimentales de una serie de pruebas de microcorte, realizadas en un polímero biocompatible para determinar velocidades y avances que reduzcan el tamaño de la rebaba producida en la pieza mecanizada.
Con la adecuada selección de parámetros de corte se busca minimizar la rebaba en la superficie generada y además reducir la probabilidad de fractura súbita de la herramienta [1]. Uno de los aspectos críticos en el micro-mecanizado es el control de falla de las herramientas, pues debido a su reducido tamaño, la inspección visual resulta compleja y requiere dispositivos adicionales, tales como: medición por láser y microscopios de gran capacidad. Asociado a los pequeños tamaños de las herramientas de corte, están las altas velocidades de rotación del husillo que establecen una supervisión acústica igualmente compleja. Adicionalmente, se requiere un control estricto de las condiciones ambientales durante el proceso, tales como temperatura y humedad relativa; factores importantes en el mecanizado ya que se requiere minimizar contracciones y dilataciones de la pieza, equipo y herramienta. Para los procesos mostrados en este documento la temperatura se mantuvo en 20 °C ± 1 °C y la humedad relativa en 35 % ± 5 %.
Clasificación general de las técnicas de microfabricación
La creciente necesidad de fabricar piezas cada vez más pequeñas y con altos requerimientos de precisión ha impulsado la manufactura de partes a lo que actualmente se conoce como miniaturización. Esta tendencia se plantea en la Ley de Moore [2], la cual se ha extendido a procesos de remoción de material, determinando escalas de precisión cada vez más pequeñas y dimensionamiento en niveles micrométricos; además de métodos y equipos de fabricación ajustados a estas necesidades.
Aunque las técnicas de microfabricación hacen referencia a un tema de producción e ingeniería relativamente nuevo, se encuentra diversa literatura donde los expositores abordan el tema desde su perspectiva experimental y de acuerdo con su especialidad. En la tabla 1 se hace una recopilación de las clasificaciones realizadas por algunos autores reconocidos [3], [4], [5].
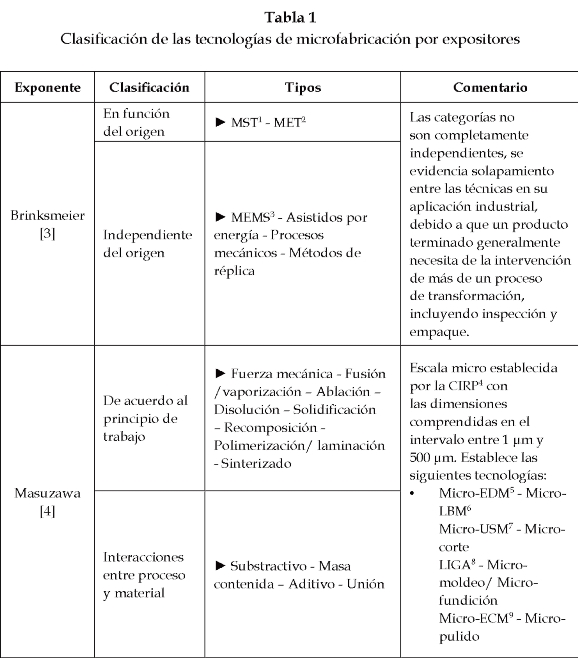
Es importante resaltar que todos los autores coinciden en que es necesario establecer una subdivisión para cada clasificación que se enfoque en la manipulación y empaque de las micropartes fabricadas con las técnicas mencionadas en el cuadro anterior. Asociados a estas técnicas de fabricación surgen nuevos vocablos, tales como microfabricación que hace referencia a la creación física de un producto, cuando al menos una de sus dimensiones esté en el orden de micras (1 um ~ 0,001 mm). También se introduce el concepto de microingeniería refiriéndose a la fase de conceptualización y diseño de estos productos [6]; otras definiciones que han surgido son microtecnología, microproceso y micromecanizado.
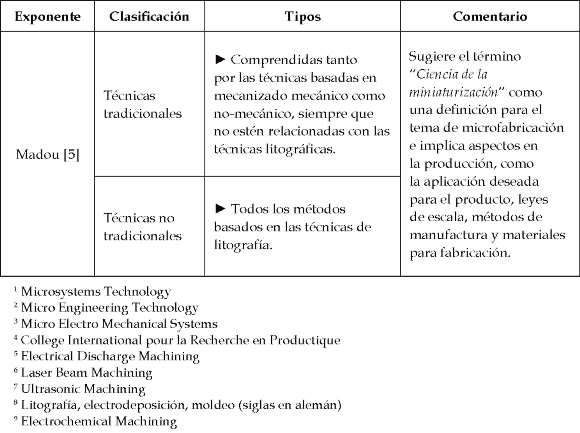
Una de las técnicas de microfabricación más difundida es el microfresado debido a su universalidad en cuanto a formas y materiales, lo que permite la generación de geometrías 3D. Volumen de producción considerable, con altas precisiones finales del orden de pocas micras [7]. Adicionalmente posee una gran similitud con el fresado convencional (operatividad) lo que hace de su utilización menos traumática que en los casos de otras microtecnologías emergentes [8]. En la tabla 2 se presenta un esquema comparativo entre las características más relevantes en el mecanizado convencional y su comportamiento al trabajar a microescala.
Micromecanizado (microfresado)
El micromecanizado puede entenderse como el proceso de remoción de material, caracterizado por la UR "small unit removal", siendo esta el volumen o el tamaño de la parte removida de la pieza generada debido a la descarga de un pulso [4].
Las etapas que influyen el desarrollo y éxito de la utilización de las técnicas de micromecanizado radican en el desempeño de las microherramientas, una excelente sujeción y correcta alineación de la pieza de trabajo. La sujeción debe seleccionarse de acuerdo con la dimensión y geometría de la pieza; los elementos más utilizados son bases congelantes, plastilina y cera de bloqueo, entre otros. Sin importar el método empleado debe asegurarse que la capa adicionada sea homogénea y lo más delgada posible, este espesor deberá tomarse en cuenta para el establecimiento de ceros de la pieza. La alineación se relaciona directamente con el elemento de sujeción, ya que debe determinarse una desviación máxima permitida respecto a la horizontal para establecer el origen de pieza en el eje z. En algunas ocasiones se hace necesario realizar un planeado antes de la fabricación para cumplir con el estándar de desviación.
Otros aspectos relevantes son la correcta elección de la herramienta y el proceso de mecanizado; por lo tanto, se hace necesario hacer pruebas detalladas de corte y producción para determinar las variables de corte óptimas para la pieza que se va a generar [9]. El incremento de la productividad en el aspecto de la remoción de material está restringido por los parámetros del proceso y la falla repentina de la herramienta, puesto que a medida que el tamaño de la herramienta disminuye, la rigidez también decrece, presentando grandes deflexiones al aplicar altas cargas de viruta [10], [11].
Los aspectos anteriormente mencionados han impulsado estudios referentes al desarrollo de modelos mecanísticos (semi-empíricos) que describen el proceso de microcorte y sirven de herramienta para la determinación de fuerzas de corte, y por lo tanto, deflexiones en la herramienta; la mayoría están enfocados en el mecanizado de metales duros, como el caso de los moldes [8].
2. METODOLOGÍA
Para las fabricaciones realizadas en el centro de mecanizado Kern Evo se utilizó como material de trabajo PMMA en lámina grado médico de 700 µm de espesor y discos del mismo material. Para la generación de las geometrías se utilizaron fresas y brocas de tungsteno con diámetros entre 100 µm y 2 mm. Debido a que la materia prima es en forma de láminas, se fabricaron bloques de acrílico para fijar las hojas de PMMA y de esta forma facilitar la sujeción en la prensa de precisión, además de proporcionar altura suficiente para las operaciones de corte y medición. La velocidad máxima de giro establecida para el corte fue de 20 000 r/min y un avance máximo de 750 mm/min.
Para la creación de las geometrías CAD (dibujo asistido por computador) se utilizó SolidWorks® 2007 y para la generación de las rutas de mecanizado se desarrolló un post-procesador asociado a SolidCam® 2008, lo que permite generar el código en lenguaje Heidenhain o código h [12], [13].
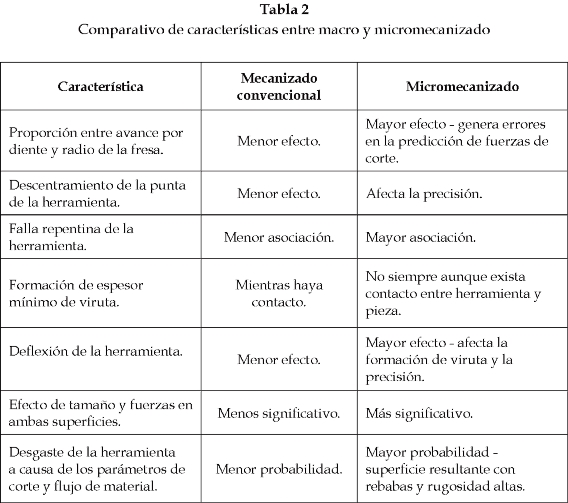
Proceso de microfresado
Aunque las geometrías fabricadas mostradas en el apartado de resultados (ver figuras 3, 4 y 5) son planares debe establecerse un proceso de fabricación adecuado para cada pieza proyectada según geometrías que la componen, dimensiones, operaciones y herramientas a emplear; un esquema generalizado del proceso se muestra en la figura 1.
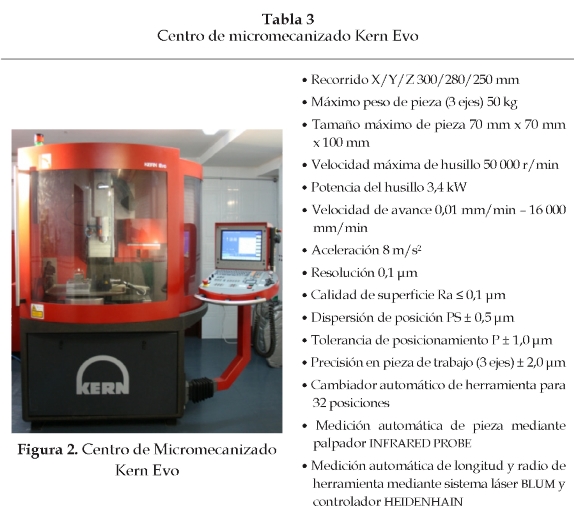
• Descripción del equipo
El equipo empleado para las pruebas de corte es un centro de micromecanizado Kern Evo con características de ultra-precisión; su base de concreto polimérico absorbe vibraciones generadas por las altas aceleraciones y velocidades de avance que ofrece (ver tabla 3). Otras de las características más importantes de este equipo son su versatilidad para la producción de formas y geometrías, y para la fabricación de lotes en medias y altas producciones, además de la posibilidad de mecanizar un amplio rango de materiales [13].
Ajuste de parámetros de corte
Para la puesta a punto del equipo se utilizó PMMA laminado; no obstante, para la fabricación de geometrías con fines biomédicos se utilizó PMMA grado médico con geometría primaria de disco y comportamiento de polímero hidrofóbico. Como ya se mencionó, el cambio de material implica la realización de pruebas de corte para determinar los parámetros óptimos, incluyendo el sentido de corte en la relación pieza - herramienta [1].
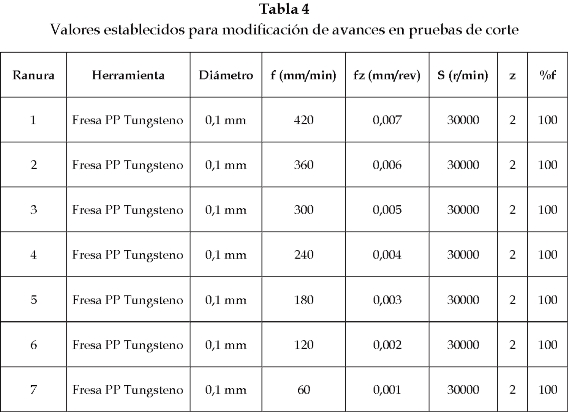
En la tabla 4 se presentan los valores de avance ensayados para mecanizar el nuevo material, usando una fresa de tungsteno punta plana (PP) de diámetro 100 um, con dos filos (z) y manteniendo una velocidad de husillo constante (S). Para el desarrollo de la prueba se realizaron una serie de ranuras a diferentes avances (f, fz) y con profundidad axial constante de 50 um. La geometría del material es un disco con diámetro 15 mm y 2,5 mm de espesor tal como se muestra en la figura 7a.
3. RESULTADOS
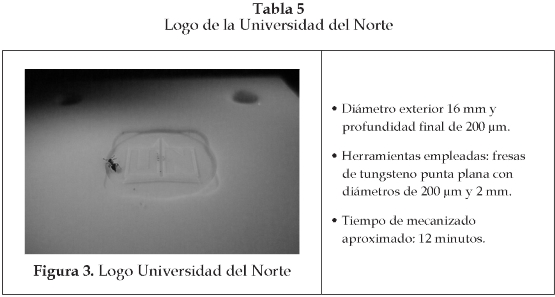
En las tablas 5, 6 y 7 se presentan imágenes de piezas fabricadas con la técnica de microfresado. En la tabla 5 se presentan características referentes a la fabricación de un logo y en la imagen de la izquierda se compara la geometría obtenida con una hormiga común (lasius sp.) de tamaño habitual entre 3 mm y 5 mm, con el propósito de establecer referencia para la escala dimensional.
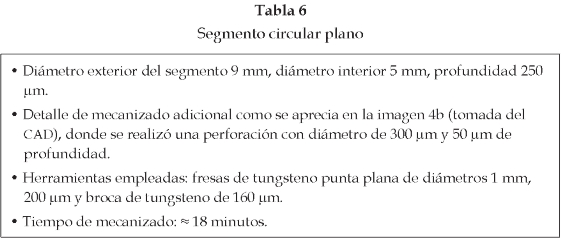
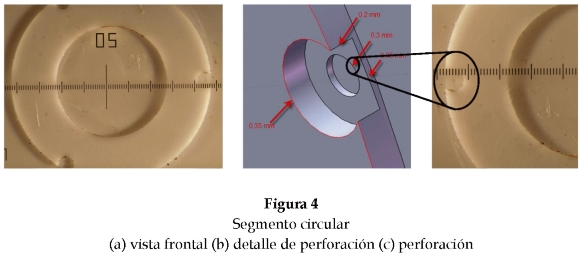
Para mecanizar el segmento circular que se muestra en la tabla 6 se generó inicialmente un cuadrado de 16 mm de lado con operaciones de planeado, con el propósito de dar planitud a la zona donde se generará la geometría; también se especifican parámetros relevantes para el proceso y en la imagen del centro se presenta una vista de detalle de la perforación, que es enmarcada en el círculo negro. Para establecer una idea de las dimensiones de la pieza se presenta en la imagen una regla cuya separación entre líneas es de 100 µm.
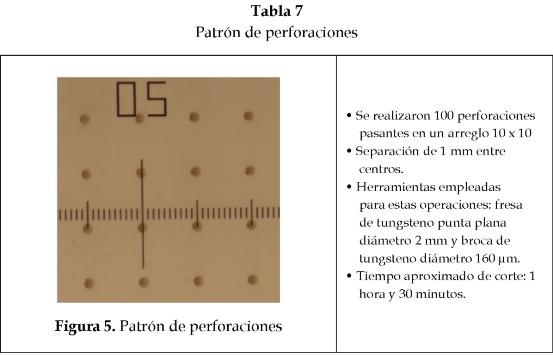
El patrón de perforaciones mostrado en la tabla 7, se desarrolló a partir de un cuadrado de 16 mm de lado fabricado mediante una operación de planeado. La separación entre líneas de la regla (100 µm) da una idea de la distancia entre centros y el diámetro de cada perforación.
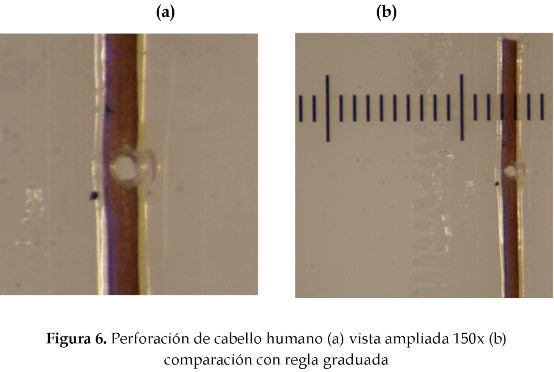
Adicionalmente, y como una operación de prueba estándar para demostrar las capacidades del equipo, se perforó un cabello humano (diámetro ≈ 110 µm) con una broca de tungsteno de 100 µm de diámetro. El resultado se muestra en la figura 6; igualmente, se emplea una regla con separación entre líneas de 100 µm.
Selección de parámetros de corte f, fz)
Mediante microscopía óptica se evaluó el acabado superficial en los bordes de las ranuras mecanizadas con los valores de avances presentados en la tabla 4, con el fin de establecer las condiciones que produjeron menores tamaños de rebaba y en cuál lado de la ranura quedaron adheridas. Algunos de los resultados se muestran en la figura 7.
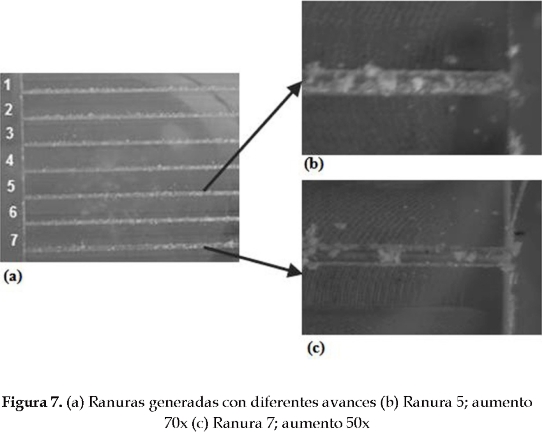
Como resultado de la inspección visual se establece que las condiciones de corte empleadas para las ranuras 1 a 5 muestran una gran cantidad de rebaba en ambos sentidos de corte (concordancia - oposición); en contraste, las ranuras 6 y 7 presentan superficies finales más limpias con una considerable minimización de rebabas cuando se generó la ranura con la herramienta trabajando en oposición.
Microherramientas
En la figura 8 se muestran los efectos de la reducción de escala en una fresa de tungsteno con diámetro 100 µm. En la imagen de la izquierda se observa la geometría de la herramienta antes de las operaciones de ranurado (pruebas de corte) y en la derecha se presenta una fractura súbita sufrida durante el proceso de mecanizado de una microparte en PMMA grado médico, empleando condiciones de corte promedio establecidas en las pruebas anteriormente descritas; la falla se detectó al observar al microscopio los acabados y superficies generadas en el material de trabajo y con la posterior inspección de la herramienta.
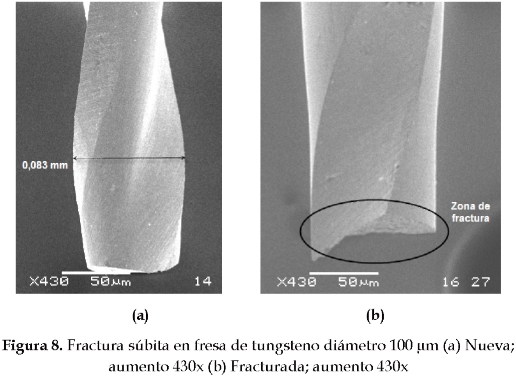
Aunque el equipo Kern Evo cuenta con un medidor láser para controlar longitud y diámetro, los ciclos de medición se realizan antes de cada proceso de corte y por lo tanto no es posible detectar la falla durante el mecanizado. El monitoreo del estado de la herramienta durante el micro-mecanizado es un tema de investigación actual en el cual el Grupo de Investigación Materiales, Procesos y Diseño (GIMYP) adelanta estudios para el desarrollo de técnicas y modelos que permitan predecir el tiempo de vida de las microherramientas en función de las condiciones de corte establecidas para el microfresado de materiales biocompatibles.
En la figura 9 se presentan imágenes del desgaste la fresa de tungsteno de 100 µm durante el proceso de fabricación de micropartes; la zona blanca que se observa es material de la pieza de corte (PMMA) que se ha adherido a la herramienta como producto de los parámetros de corte y a la supresión de la refrigeración durante el mecanizado, condición necesaria para lograr la geometría final y parámetros de limpieza exigidos. Un aspecto relevante de estas imágenes es que muestran la pérdida total del perfil del filo lo que hace que la herramienta adquiera una forma cónica en la zona de corte, donde posiblemente se iniciará la fractura [8].
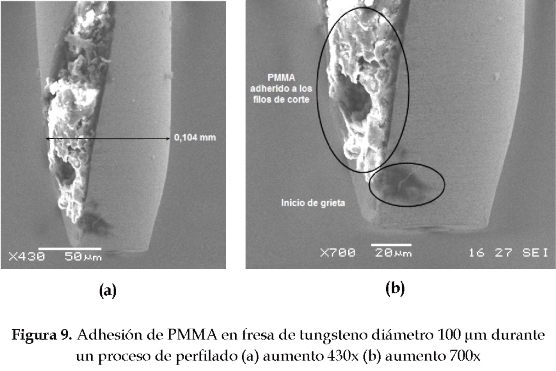
Al monitorear el desgaste de la herramienta y determinar el momento oportuno de cambio, se puede asegurar una geometría final constante en las piezas fabricadas, puesto que la modificación del perfil del filo de corte afecta directamente la precisión y rugosidad, incrementa vibraciones y fuerzas de corte, induciendo la generación de rebabas y por último la fractura [8], [14], [15].
CONCLUSIONES
Las piezas presentadas en resultados muestran la capacidad del equipo utilizado en cuanto a precisión y geometrías posibles de generar en el campo del micromecanizado. Adicionalmente se verificó la efectividad del post-procesador desarrollado para la generación de trayectorias lineales, arcos circulares, compensaciones y ciclos convencionales.
Los resultados experimentales muestran que al disminuir el avance por diente se presenta una mejora en el acabado, en términos de menor cantidad y tamaño de las rebabas en el borde de las ranuras. Sin embargo, existe un límite para este valor, el cual está determinado por el espesor mínimo de corte [16] por debajo del cual el efecto sobre la superficie sería de bruñido que afectará las dimensiones finales de la pieza. Adicionalmente, se observa que en la combinación material base - herramienta estudiada, se genera menor cantidad de rebaba con corte en oposición, esto debe tenerse en cuenta durante la programación en CAM (manufactura asistida por computador) de las rutas de corte de tal manera que los bordes de la pieza final sean mecanizados en igual sentido. Se espera evaluar el efecto combinado de la velocidad de corte en filo, el avance por diente y el desgaste de la herramienta en la reducción del tamaño de rebaba producida, así como su correlación con variables del proceso, tales como las fuerzas generadas durante el corte. Este es un aspecto clave en los elementos producidos con propósitos biomédicos, ya que por su naturaleza y función las piezas fabricadas no pueden tratarse químicamente para mejorar condiciones superficiales.
BIBLIOGRAFÍA
[1] L. N. López de Lacalle Marcaide, J. A. Sánchez Galíndez, and A. Lamikiz Menchaca, Mecanizado de alto rendimiento, Vis: Ediciones Técnicas Izaro, 2004, p. 334. [ Links ]
[2] Intel, "40 aniversario de la Ley de Moore." [Online]. Available: http://intel.com/cd/corporate/techtrends/emea/spa/209840.htm. [Accessed: 15-Mar-2010]. [ Links ]
[3] U. de Bremen, "Manufacturing Technologies." [Online]. Available: http://www.iwt-bremen.de/en/manufacturing-technologies/brinksmeier.html. [Accessed: 10-Jan-2010]. [ Links ]
[4] T. Masuzawa, "State of the Art of Micromachining," CIRP Annals - Manufacturing Technology, vol. 49, 2000. [ Links ]
[5] M. Madou, "Fundamentals of Microfabrication." Lecture notes, UC Irvine, 2009. [ Links ]
[6] Makino, "Trends in micromachining technologies." [Online]. Available: http://www.makino.com/about/article/2-1-2008/Trends in Micro Machining Technologies. [Accessed: 08-Feb-2010]. [ Links ]
[7] L. Uriarte et al., "Error Budget and Stiffness Chain Assessment in a Micromilling Machine Equiped with Tools Less than 0.3 mm in Diameter," Precision Engineering, vol. 331, n.° 1, pp. 1-12, 2007. [ Links ]
[8] L. Uriarte, "Desarrollo de una metodología para la reducción de errores en el microfresado de moldes," Universidad del País Vasco, 2007. [ Links ]
[9] Escuela Politécnica Superior and MicroManufacturing, "Microtecnologías: Pasado, Presente y Futuro." MicroManufacturing, Mondragon, 2007, p. 40 . [ Links ]
[10] S. Franssila, Introduction to Microfabrication, Chichester (UK): John Wiley & Sons, 2004, p. 422. [ Links ]
[11] E. Gandarias, "MICROM: A revolutionary monitoring system to detect tool breakages & collisions, enhance machine cycles and introduce a new probing concept in micromilling," Mondragon Unibertsitatea, 2007. [ Links ]
[12] Heidenhain, "TNC guide 6.8." [Online]. Available: http://content.heiden-hain.de/doku/tnc_guide/html/es/index.html. [Accessed: 20-Feb-2012]. [ Links ]
[13] KERN Micro- und Feinwerktechnik GmbH & Co. KG, "KERN Evo Ultra Precision CNC Machining Centre." [Online]. Available: http://www.kern-micro-technic.com/upload/media/kern_evo_e.pdf. [Accessed: 25-Jul-2011]. [ Links ]
[14] L. Uriarte, A. Herrero, L. N. Lopez de Lacalle, and A. Lamikiz, "Mechanistic modelling of the micro end milling operation," Proc. IMechE Part B: J. Engineering Manufacture, vol. 222, pp. 23-34, 2007. [ Links ]
[15] S. S. Park and M. Malekian, "Mechanistic modeling and accurate measurement of micro end milling forces," CIRP Annals - Manufacturing Technology, vol. 58, n.° 1, pp. 49-52, Jan. 2009. [ Links ]
[16] J. P. Davim and M. J. Jackson, Nano and Micromachining, Hoboken (NJ): Wiley, 2009, p. 207. [ Links ]

