










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkIngeniería y Desarrollo
Print version ISSN 0122-3461
Ing. Desarro. vol.32 no.2 Barranquilla July/Dec. 2014
Reducción del consumo de agua de enfriamiento del área de soplado de botellas plásticas en una ronera
Cooling water reduction in the plastic bottles blowing area at a rum industry
Osney Pérez Ones*
osney@quimica.cujae.edu.cu
* Doctor en Ciencias Técnicas (PhD.), Instituto Superior Politécnico José Antonio Echeverría, Cujae. Vicedecano Investigaciones y Postgrado, Profesor Auxiliar. Departamento Ingeniería Química, Facultad de Ingeniería Química.
Lourdes Zumalacárregui de Cárdenas**
lourdes@quimica.cujae.edu.cu
** Doctora en Ciencias Técnicas (PhD.), Instituto Superior Politécnico José Antonio Echeverría, Cujae. Jefe Grupo de Investigaciones Análisis de Procesos, Profesora Titular, Consultante y de Mérito. Departamento Ingeniería Química, Facultad de Ingeniería Química.
Nayla Llanes Calderin***
nttanes@c¡uímica.cujae.edu.cu
*** Ingeniera Química, Instituto Superior Politécnico José Antonio Echeverría, Cujae.
Instituto Superior Politécnico José Antonio Echeverría, CUJAE (Cuba)
Nelivert López Valdés****
livert.lopez@nauta.cu
**** Ingeniera Química, Instituto Superior Politécnico José Antonio Echeverría, Cujae. Técnico de Laboratorio, Laboratorio de Calidad en UEB "Ronera Occidental", Empresa de Bebidas y Refrescos de La Habana. ne-
UEB "Ronera Occidental", Empresa de Bebidas y Refrescos de La Habana (Cuba)
Correspondencia: Osney Pérez Ones. Facultad de Ingeniería Química, Cujae. Calle 114 No. 11901 e/ Ciclovía y Rotonda, Apartado 6028. Maria-nao 15, CP 19390. La Habana, Cuba. Teléfono: (537) 266-3350
Resumen
Se presenta el análisis de la condensación del refrigerante del sistema de refrigeración del área de soplado de botellas plásticas de una ronera que suministra agua tratada a la temperatura exigida en el proceso de soplado. Se calculó el calor cedido en la máquina sopladora y el flujo másico de agua en el condensador. El coeficiente de funcionamiento del ciclo (COP) resultó 2,44, con rendimiento relativo de 51 %. Se usó el software HYSYS para simular el ciclo de refrigeración, analizando la influencia de la presión y de la refrigeración en sus parámetros. Para mejorar el funcionamiento del ciclo de refrigeración se analizaron tres alternativas: utilizar una torre de enfriamiento de plástico de tiro forzado a contracorriente de 2,5 m de diámetro y 6 m de alto; construir un estanque de enfriamiento de agua de 100 m2 y la sustitución del refrigerante actual. La 2 resultó la mejor alternativa, para la cual se requiere una inversión de $ 21 508, con tasa interna de rendimiento (TIR) 44,9 %, superior a la tasa de interés de la empresa (12 %), y retorno sobre la inversión (RSI) 53,2 %, superior al 30 %. El plazo de recuperación de la inversión es de 1,9 años. De acuerdo con los indicadores económicos, la inversión es atractiva.
Palabras clave: botella de ron termoplástica, ciclo de refrigeración, torre de enfriamiento.
Abstract
In this paper, the refrigerant condensing system in the plastic bottles blowing area at Rum industry is presented. Target values of temperature and water quality should be obtained for a good process. Rejected heat at the blowing machine and the water flow at the condenser were calculated. Refrigeration cycle COP was 2.44, with 51 % relative efficiency. Refrigeration cycle was simulated using HYSYS. Influences of pressure and refrigeration on the cycle parameters were analyzed. Three variants were evaluated in order to improve the refrigeration cycle: a plastic forced-draft cooling tower, 2.5 m diameter and 6 m height; a cooling pond, 100 m2 and the substitution of the refrigerant. The best variant was number 2, with $21 508 as investment with IRR 44.9 %, higher than 12 %, and ROI 53.2 %, higher than 30 %. The investment is recovered in a year.
Keywords: thermoplastic rum bottle, refrigeration cycle, cooling tower.
1. INTRODUCCIÓN
La regla general de que los envases debían ante todo proteger el producto y facilitar su transporte ya no es aplicable sin reservas. Los envases tienen que reunir los nuevos requisitos que exigen los consumidores, el comercio y la protección del medio ambiente. Aparte de ser aptos para su función elemental, los envases han de ofrecer la posibilidad de fabricarlos económicamente, de reutilizarlos razonablemente y de eliminarlos con seguridad al final de su ciclo de vida.
El tereftalato de polietileno (PET), conocido también como poliéster termo-plástico, está siendo utilizado como material para fabricar los envases y está reemplazando al vidrio, y en grado creciente al cloruro de polivinilo (PVC) y otros plásticos con los que todavía se fabrican botellas y envases similares de consistencia sintética. Las virtudes del PET convencen cada día más a usuarios y consumidores [1]. En el mundo se utilizan los envases de PET para bebidas, comida, alcohol, cosméticos, productos farmacéuticos y productos de limpieza, entre otros [2]. La Federación de Ecología y Protección de la Naturaleza (BUND), institución conocida por su postura crítica respecto al enmascaramiento de los hechos por la industria, confirma que con 20 a 25 ciclos de uso del envase, el PET resulta más ecológico que el vidrio [1].
Debido a las innumerables ventajas de la utilización de los envases PET Cuba ha introducido su uso en algunas industrias; una de las cuales es la fábrica de ron en que se realiza el trabajo, que cuenta con una línea de producción para el soplado de botellas de este material que permite el au-toabastecimiento del centro, así como la distribución de las botellas a otros establecimientos de la empresa y del país.
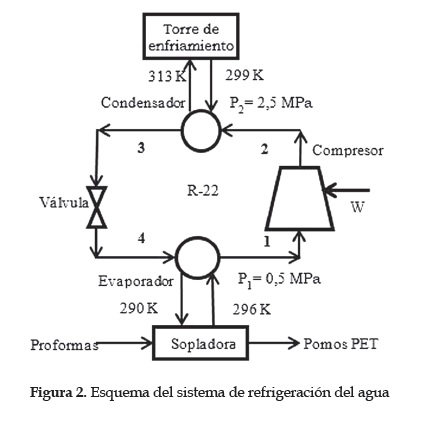
Para la obtención de las botellas PET se cuenta con una máquina sopladora automática modelo HL-5000, la cual, para garantizar la eficacia en el proceso de soplado de botellas plásticas, debe funcionar acoplada a un sistema de enfriamiento que posibilite que el agua que llega a la sopladora proveniente del evaporador de la máquina de refrigeración tenga una temperatura cercana a los 290 K para evitar deficiencias en la conformación (quemaduras o deformidades). Para ello, el retorno del agua desde la sopladora hacia el evaporador debe tener una temperatura máxima de 296 K.
Por otra parte, por deficiencias de diseño, para lograr la condensación del refrigerante en el ciclo de refrigeración, la fábrica necesitaba interrumpir el proceso de producción dos veces en el turno de trabajo para reponer aproximadamente 5 m3 de agua de enfriamiento diarios, al obtenerse valores medios de temperatura de entrada de esta agua de 313 K en lugar de los 299 K requeridos para alimentar al condensador. Este hecho provocaba la discontinuidad del proceso, un consumo adicional y además un incremento en los costos unitarios, por cuanto el medio de enfriamiento es agua suavizada, de mayor consumo de energía y materiales [3].
Hoy más que nunca es necesario producir con eficiencia, debido a la necesidad de ahorrar recursos naturales, de lo cual se deduce que si se dispone de un adecuado sistema de condensación del refrigerante en la máquina de refrigeración, se podrán reducir las pérdidas de agua en la ronera, así como las paradas del área de soplado de botellas plásticas.
Por lo anterior, en este trabajo se persigue como objetivo analizar soluciones que posibiliten la condensación del agua de enfriamiento del actual sistema de refrigeración para solucionar el problema del gasto innecesario de agua en la ronera y las afectaciones económicas por esta causa.
2. METODOLOGÍA
Descripción del flujo productivo del proceso de conformado de pomos plásticos
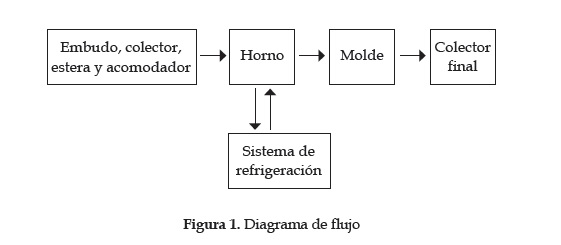
El proceso de conformación de las botellas comienza con la colocación de las preformas en un colector y mediante una estera transportadora ascienden hasta la estera acomodadora, de donde entran a la máquina sopladora. Las preformas se transportan dentro del horno, el cual se enfría por la parte inferior para que el cuello de las futuras botellas no sufra deformaciones. El resto del envase recibe energía calorífica producida en ocho zonas de calentamiento, que cuentan con un total de 48 lámparas y láminas de acero inoxidable con acabado de espejo frente a ellas. Las preformas pasan al molde, en el que, luego de una inyección de aire, quedan conformadas las botellas. De aquí pasan al colector final y se procede al embalaje, colocando 70 pomos en bolsas de nylon para su almacenamiento, distribución y posterior utilización. Paralelo a esto se realiza la operación de ablandamiento del agua, en la planta de tratamiento, usando una resina catiónica [4]. En la figura 1 se presenta un esquema del flujo del proceso de producción de las botellas plásticas.
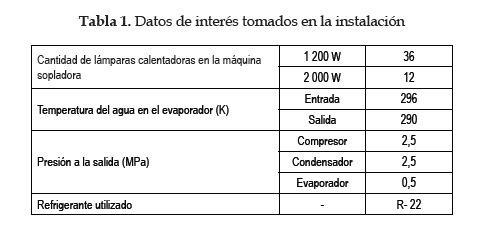
Para la evaluación del ciclo de refrigeración (figura 2) se requiere conocer los parámetros que se presentan en la tabla 1.
De la figura 3-35 del Manual del Ingeniero Químico de Perry [5] se obtuvieron los valores de entalpía y entropía del refrigerante a la salida de cada equipo integrante del ciclo.
Procedimiento de cálculo seguido para la evaluación del ciclo de refrigeración
1. Cálculo del calor que se intercambia en la máquina sopladora para conformar las botellas plásticas (Qabs agua soplad): se calculó el calor cedido por las lámparas de calentamiento ubicadas en la máquina sopladora y se consideró un 5 % de pérdidas de energía térmica en el intercambio de calor con el agua de enfriamiento en la sopladora.

Donde n: cantidad de lámparas y P: potencia de la lámpara (kW)
2. Cálculo del flujo másico de agua (magua evap, kgs-1) y refrigerante Freón-22 (mref, kgs-1): en el evaporador, considerando intercambio adiabático.
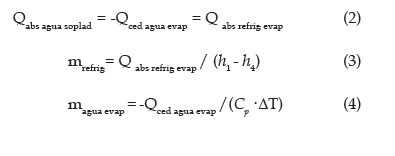
Donde Cp: capacidad calorífica específica (kJkg-1K-1), h: entalpía (kJkg-1), ?T: variación de temperatura del agua en el evaporador (K), Qcedido agua evap: calor cedido por el agua en el evaporador (kW), Qabs refrig evap: calor absorbido por el refrigerante en el evaporador (kW).
3. Cálculo del flujo de agua en el condensador (maguacond) (kgs-1): se determinó para lograr una variación de temperatura del agua desde 313 a 299 K.
Donde Qced ref cond: calor cedido por el refrigerante en el condensador (kW).
4. Evaluación del ciclo de refrigeración: Se calculó el coeficiente de funcionamiento (COP) real e ideal, la entalpía del refrigerante en la descarga del compresor considerando su rendimiento indicado (75 %), el trabajo ideal y real del ciclo y el rendimiento relativo ideal y real.

Donde WF y WFS: trabajo de compresión real e ideal (a entropía constante) (kW), n rendimiento relativo, T d y T : temperatura en el condensador y en el evaporador (K).
De los cálculos realizados en los pasos 1 al 4 se obtuvieron los valores mostrados en la tabla 2.
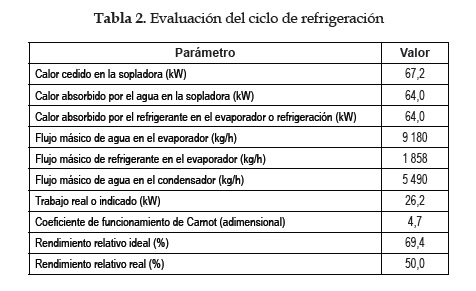
En esta tabla se aprecia el consumo de agua durante el proceso de condensación que da origen al problema planteado que se va a resolver y para el que se deben buscar soluciones tecnológicas para evitar que se continúe derrochando este valioso recurso al recircular en el sistema de enfriamiento.
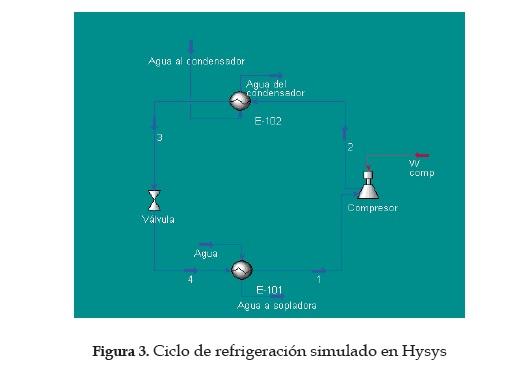
Simulación en HYSYS del ciclo de refrigeración
Para el análisis de la influencia de las variables en la eficiencia del ciclo de refrigeración se utilizó el simulador HYSYS (figura 3) a partir del uso de dos intercambiadores de calor para representar el evaporador y el condensador, un compresor y una válvula de expansión estrangulada. Se determinaron los parámetros del ciclo para lograr una refrigeración de 64 kW, energía térmica que demanda la sopladora, según se aprecia en la tabla 2.
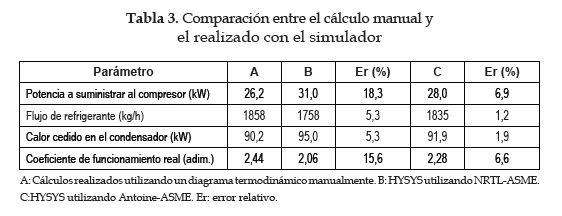
El resultado que arroje un modelo de simulación depende del grado de ajuste del modelo termodinámico utilizado a las características del sistema en evaluación. Por lo anterior, se seleccionó el paquete específico ASME para calcular las propiedades termodinámicas del agua, y para el refrigerante se probó con dos modelos de naturaleza diferente, y se seleccionó el que arrojó un menor error relativo en la determinación. Los modelos utilizados fueron NRTL general y Antoine modificado.
El modelo de Antoine es aplicable en sistemas a bajas presiones y considerando comportamiento de la fase líquida aproximadamente ideal. Puede ser también usado como una primera aproximación en sistemas no ideales [6]. El modelo NRTL general es un modelo termodinámico basado en el cálculo de los coeficientes de actividad de los componentes en fase líquida. Se recomienda para representar el equilibrio líquido-vapor, líquido-líquido y líquido-líquido-vapor. En la tabla 3 se presenta la comparación realizada entre los resultados utilizando los paquetes NRTL general-ASME y los Antoine modificado-ASME, y el cálculo manual. Como no es posible realizar una corrida experimental en la que se midan los valores de temperatura y flujo de las corrientes por estar operando incorrectamente el sistema, solo será posible afirmar que los errores relativos obtenidos al comparar contra el cálculo realizado manualmente son inferiores al 10 % cuando se trabaja con el modelo de Antoine modificado para las propiedades del refrigerante y el paquete ASME específico para el agua. No es posible obviar que en el cálculo manual las propiedades termodinámicas se tomaron de un diagrama con base experimental, pero los valores están sujetos a los errores de lectura.
Casos de estudio del ciclo de refrigeración
Utilizando la herramienta "Databook" del simulador HYSYS se analizaron dos casos para evaluar la relación entre las variables que influyen en la eficiencia del ciclo.
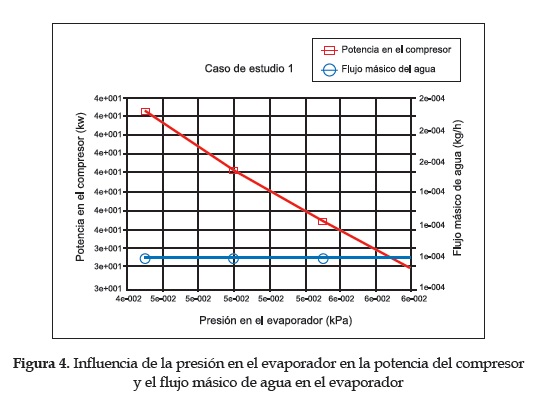
Para el primer caso, como variable independiente se tomó la presión en el evaporador y como variables dependientes el flujo másico de agua en el evaporador, el flujo másico de refrigerante y la potencia requerida por el compresor. Se observa que a medida que aumenta la presión en el evaporador disminuye la potencia requerida por el compresor. De igual forma, en la figura 4 se observa que la necesidad de flujo de refrigerante es menor a medida que aumenta la presión de trabajo en el evaporador.
Por otra parte, el cambio de presión no afecta el flujo de agua de enfriamiento en el evaporador.
Estos resultados son lógicos, ya que al fijar la refrigeración, la energía que tiene que entregar el agua en el evaporador se mantiene constante. Al aumentar la presión aumenta la entalpia a la salida del evaporador, debido a lo cual se requiere menos refrigerante para lograr la misma refrigeración y, por tanto, el compresor demanda menos frecuencia.
En el segundo caso (figura 5) se tomó como variable independiente el calor intercambiado en el evaporador, o sea, la refrigeración, y como variables dependientes el flujo de refrigerante, el flujo de agua en el evaporador, el flujo de agua en el condensador y la potencia requerida por el compresor.
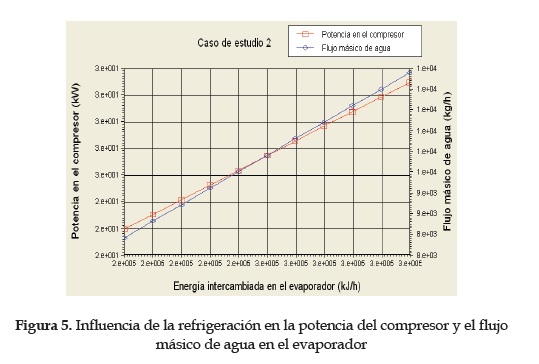
Se observa que a medida que la refrigeración aumenta, la potencia requerida, el flujo de refrigerante, los flujos de agua en el condensador y en el evaporador aumentan.
Este comportamiento se explica debido a que para que la refrigeración aumente (manteniendo los mismos valores de presión en el evaporador y en el condensador) tiene que aumentar la masa de refrigerante, ya que se mantendría constante la variación de entalpía. Por otra parte, cuando aumenta la masa de refrigerante aumenta la potencia requerida por el compresor, porque la potencia es directamente proporcional a la masa de refrigerante.
Por otra parte, cuando aumenta la refrigeración, el calor cedido por el agua en el evaporador tiene que ser mayor, y como se mantienen constantes la capacidad calorífica y la variación de temperatura, el flujo de agua tiene que aumentar. Adicionalmente, en el condensador, al aumentar el flujo de refrigerante, el calor cedido por el refrigerante en el condensador será mayor y, por tanto, la energía absorbida por el agua en el condensador será mayor. Esto, si la temperatura de salida se fija, hará que se consuma mayor agua en el condensador para absorber la mayor cantidad de energía.
3. RESULTADOS Y DISCUSIÓN
Alternativas tecnológicas para reducir el consumo de agua de enfriamiento en el sistema de refrigeración de la ronera
Para evitar el gasto de agua de enfriamiento que ocasiona la incorrecta operación del ciclo de refrigeración se analizaron dos alternativas tecnológicas, y para garantizar una acción en correspondencia con las tendencias actuales de producciones más limpias se analizó una alternativa de sustitución del refrigerante.
Alternativa 1: incorporar una torre de enfriamiento que maneje el agua de salida del condensador y permita su recirculación
Para ello se realizó el procedimiento siguiente:
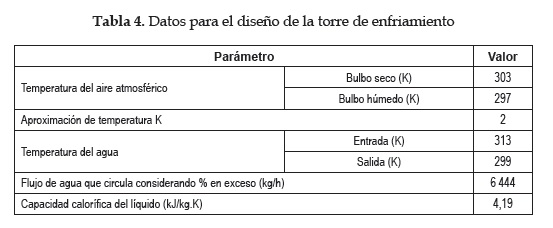
1. Dimensionamiento de la torre de enfriamiento de agua: se calculó su diámetro y su altura. Se siguió la metodología descrita por Treybal [7] utitizando los datos que se muestran en la tabla 4. Para el diseño de la torre de enfriamiento se utilizó un flujo de agua superior al requerido (17 %), con el objetivo de poder asimilar incrementos de la capacidad de enfriamiento.
En la tabla 5 se presenta el resultado del dimensionamiento de la torre de enfriamiento y la comparación de algunos parámetros con lo reportado en la bibliografía.
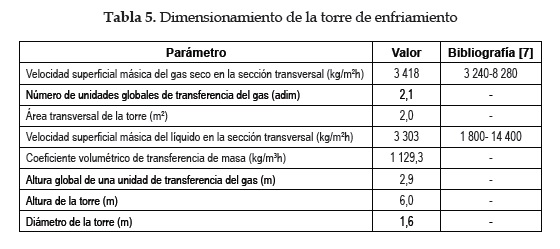
Luego del dimensionamiento de la torre de enfriamiento se seleccionó el sistema de bombeo, conformado por una bomba centrífuga de capacidad 7,8 m3/h, con 1,1 kW de potencia. Se consideró una longitud de tubería de entrada de 6 m y 12 m para la tubería de descarga, 3 válvulas y 3 codos de 90o. Estas consideraciones se corresponden con los requerimientos de la instalación industrial. Adicionalmente se requiere de un ventilador de 12 kW de potencia para el tiro mecánico del aire en la torre. La selección de la forma geométrica circular para la torre de enfriamiento se realizó teniendo en consideración las ofertas existentes en el mercado para las columnas construidas en plástico.
Alternativa 2: Estanque de refrigeración
Esta alternativa consiste en la construcción de un estanque de enfriamiento que permitala disminución de la temperatura del agua proveniente del condensador por convección libre y su posterior utilización. Los estanques se recomiendan para el enfriamiento de grandes volúmenes de agua. Cuando existen extensiones de tierra disponibles, los estanques de enfriamiento ofrecen una inversión relativamente pequeña, como una alternativa a las torres de enfriamiento. Un estanque de enfriamiento es un cuerpo artificial de agua, contenido en una estructura construida de hormigón armado. Este método ofrece resultados satisfactorios para la eliminación por convección libre del calor del agua [5]. Una vez que el agua se ha enfriado en el estanque, se reutiliza en la planta. En este caso resulta necesaria la entrada de agua de reposición debido a la evaporación [8].
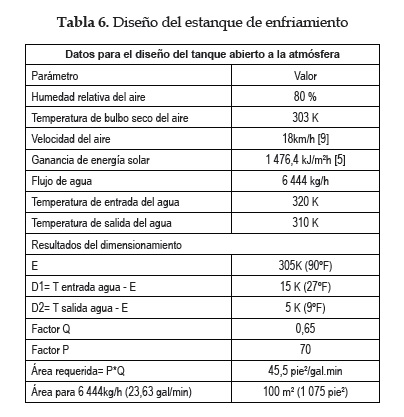
Para la determinación del tamaño del estanque de enfriamiento se utilizó el nomograma de la figura 12-25 del Manual del Ingeniero Químico de Perry [5]. Este nomograma está referido en el sistema inglés. Tres parámetros se obtienen del nomograma: E que mide la temperatura de equilibrio, aquella para la que la ganancia de calor se iguala a su pérdida, y que se determina a partir de la humedad relativa del aire, su temperatura de bulbo seco, la velocidad del viento y la radiación solar incidente; el factor Q, que se determina con el valor de E y la velocidad del viento; y el factor P, que se obtiene a partir de las diferencias entre las temperaturas de entrada y el parámetro E y entre la temperatura de salida del agua y E. El producto P*Q representa el área requerida por unidad de flujo volumétrico.
Para alcanzar la temperatura de equilibrio se requeriría un valor de área de estanque infinita, por lo cual el método recomienda que la mínima diferencia de temperatura sea de 2 K para lograr unas dimensiones razonables. Es por ello que la temperatura de salida del agua del estanque se fija en 310 K y la de entrada en 320 K, superiores a la variante de la torre de enfriamiento. En la tabla 6 se presentan los datos requeridos y el resultado obtenido.
Ciclo de refrigeración con R-134a
Dado que el refrigerante utilizado en la ronera, R-22 (monoclorodifluoro-metano), es dañino para la capa de ozono, se evaluaron los parámetros del ciclo si se sustituyera el R-22 por el R-134a, refrigerante de fórmula química CH2FCF3 nombrado 1,1,1,2 tetrafluoroetano, que causa efectos menos nocivos al medioambiente.
En la tabla 7 se presentan los resultados del ciclo, que mantiene los mismos parámetros de presión, refrigeración y temperaturas de entrada y salida del agua en el condensador y en el evaporador, pero trabajando con R-134a. Se realizó la simulación del ciclo en HYSYS y se utilizó el modelo de Antoine modificado para el refrigerante y el ASME para el agua.
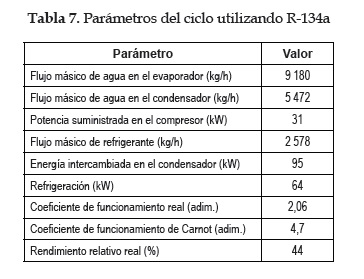
Bajo estas condiciones, los consumos de agua y refrigerante, así como la potencia en el compresor, serían superiores (3,7, 40, 10,7 %, respectivamente) y el coeficiente de funcionamiento inferior (10,7 %), pero se cumplirían las regulaciones ambientales. Estos incrementos están asociados a la menor variación de entalpía en el evaporador para cuando se trabaja con R134a, lo cual demanda de mayor flujo de refrigerante para mantener la misma refrigeración.
Debido a la naturaleza del refrigerante R-134a, el aceite que se va a utilizar en el compresor que opere en un ciclo de refrigeración requerirá propiedades especiales, de modo que no sea higroscópico. Es por ello que no se recomienda sustituir el R-22 por el R-134a en la misma máquina compresora, pues se necesita el cambio del compresor para llevar a cabo la sustitución del refrigerante.
Valoración económica de las alternativas propuestas
Para la evaluación económica de las alternativas de solución se estableció una comparación de cada una de ellas con el caso base, fundamentada en el método del flujo de efectivo. Como se realizó un análisis de modificación de una sección de una planta ya existente, solo se tienen en cuenta los cambios que cada alternativa determina en los elementos del flujo de efectivo con respecto al caso base. Por lo anterior, se trabajó con las diferencias y no se tomó en cuenta lo que se relaciona con la tecnología o equipamiento ya instalado. Para este tipo de análisis, la disminución de los egresos constituye la fuente de ingresos con la que se paga la inversión.
La evaluación económica de las alternativas se llevó a cabo en un horizonte de planeación de 5 años, con una razón fraccional de impuestos sobre la ganancia de 0,35 y una tasa de interés de 12 %. Para la determinación de los ingresos y egresos se consideró que se operaba 300 días al año a un 90 % de capacidad, 8 horas de producción al día.
Teniendo en cuenta el costo de los equipos (torre de enfriamiento o materiales de construcción, bombas centrifugas, tuberías, accesorios, mano de obra), para cada alternativa se obtuvo el costo de inversión, considerando el costo de la transportación, instalación y montaje como un 3 % del costo de adquisición del equipamiento. En la tabla 8 se presenta el costo de inversión para las dos primeras alternativas. La tercera no se incluyó en el análisis al no poder la empresa acometer la inversión requerida. También se reflejan los resultados de la evaluación económica del proyecto.
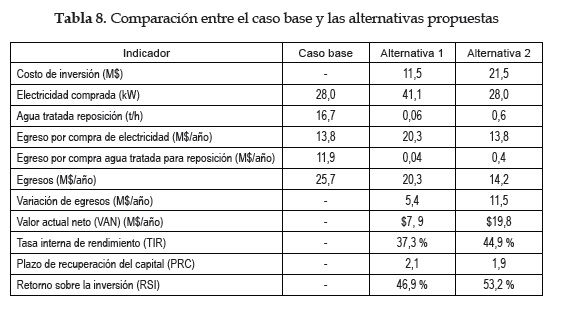
En la tabla 8 se observa que la evaluación económica mostró resultados favorables para las dos alternativas, ya que el VAN es positivo, la TIR presenta valores por encima de la tasa mínima del 12 % para la cual la empresa puede obtener fondos, la inversión se recupera mediante las utilidades netas obtenidas en un tiempo inferior a tres años (PRC), demostrando la gran liquidez de las mismas, y el RSI es superior al 33 %, lo cual denota que la inversión es atractiva.
Las dos alternativas estudiadas posibilitan que los 5 m3 de agua que se vierten diariamente en la actualidad (lo cual para 300 días de trabajo al año representarían 1500 m3 de agua anuales) puedan ser utilizados en otros sectores, contribuyendo así a la conservación del medioambiente, al ser el agua un recurso cada día más escaso. El líquido que se vierte es agua que ha pasado por un proceso de tratamiento, por lo que es de mayor valor; y en los costos representa 5000 pesos anuales por concepto de agua tratada no consumida.
CONCLUSIONES
El ciclo de refrigeración para el enfriamiento del agua de la máquina de soplado de botellas plásticas tiene un COP igual a 2,44, con un rendimiento relativo de 51 %. Bajo la consideración de ciclo ideal, el mayor COP que se puede obtener es 3,3, con un 68 % de rendimiento relativo. El flujo másico de agua que se va a suministrar en el condensador del ciclo de refrigeración es 5 184 kg/h.
Para lograr estabilizar el suministro del agua de enfriamiento al condensador se analizaron dos posibles soluciones. Alternativa 1: instalar una torre de tiro forzado a contracorriente, de 1,6 m de diámetro y 6 m de altura de plástico, con una bomba centrífuga de 1,1 kW y un ventilador de 12 kW. Alternativa 2: construir un estanque de refrigeración con un área de 100 m2.
La mejor alternativa de las estudiadas es la 2, para la cual se requiere una inversión de $21 508, con un TIR superior a la tasa de interés de la empresa (12%) y RSI superior al 33 %, lo que denota que la inversión es atractiva. La inversión se recupera mediante las utilidades netas obtenidas, en un tiempo inferior a dos años, lo que demuestra la gran liquidez de las mismas.
Si no se deseara la construcción del estanque debido a la ubicación de la empresa, es posible aplicar la alternativa 1, que consiste en la instalación de una torre de enfriamiento acoplada al sistema de refrigeración que procese toda el agua de enfriamiento necesaria.
Con estas alternativas se eliminan las pérdidas de agua en la ronera, así como las paradas del área de soplado de botellas plásticas, con el consiguiente incremento de la eficiencia de la fábrica.
REFERENCIAS
[1] M. G. Sánchez, A. Rosales, H y Maldonado, "Estudio de catalizadores en la degradación de PET reciclado", Ciencia UANL, vol. XIV, n° 1, pp. 39-45, ene-mar, 2011. [ Links ]
[2] All Right Machinery, Tecnología para fabricación de envases de PET, 23 de marzo de 2013. [Online]. Disponible en: http://www.allrightmachinery.com/spanish/index.html [ Links ]
[3] Manual de operación de la sopladora automática HL-5000, Hui Long Plastic Machinery Co., Ltd., China, 2010. [ Links ]
[4] S. Corzo et al., "Diagnóstico ambiental de la UEB Combinado Ronera Occidental", Departamento de Geología Ambiental, Geofísica y Riesgos del IGA, Inversiones GAMMA, S. A., enero, 2011. [ Links ]
[5] D. Green and R. H. Perry, Chemical Engineers' Handbook, 8th ed. New York: McGraw-Hill, 2008. [ Links ]
[6] ASPEN HYSYS, Simulation Basis Manual, version 7, 2008. [ Links ]
[7] R. E. Treybal, Operaciones con transferencia de masa, 2a ed. México: McGraw-Hill, 1998. [ Links ]
[8] H. Bengtson, Steam power plant condenser cooling - Part 1: Introduction to alternatives, 23 de marzo de 2013. [Online]. Disponible en: http://www.brighthubengineering.com/power-plants/64576-steam-power-plantcondenser-cooling-part-1-introduction-to-alternatives [ Links ]
[9] R. Soltura et al., Primera edición del Mapa de Potencial Eólico de Cuba. 5 de junio de 2014. [Online]. Disponible en: http:// www.cubasolar.cu/biblioteca/Ecosolar/Ecosolar21/.../articulo06 [ Links ]
