










Servicios Personalizados
Revista
Articulo
 Español (pdf)
Español (pdf)
 Articulo en XML
Articulo en XML Referencias del artículo
Referencias del artículo
 Enviar articulo por email
Enviar articulo por emailIndicadores
-
 Citado por SciELO
Citado por SciELO -
 Accesos
Accesos
Links relacionados
-
 Citado por Google
Citado por Google -
 Similares en
SciELO
Similares en
SciELO -
 Similares en Google
Similares en Google
Compartir

 Permalink
PermalinkIngeniería y Desarrollo
versión impresa ISSN 0122-3461versión On-line ISSN 2145-9371
Ing. Desarro. vol.34 no.1 Barranquilla ene./jun. 2016
https://doi.org/10.144S2/mde.33.2.636S
http://dx.doi.org/10.144S2/mde.33.2.636S
Simulación y validación de modelos de destilación por lotes usando Aspen Batch Modeler: recuperación de epóxido de limoneno
Simulation and model-validation of batch distillation processes in Aspen Batch Modeler: Limonene epoxide distillation
Yeison Agudelo*
Rolando Barrera Zapata**
Universidad de Antioquia, UdeA (Colombia)
* Ingeniero Químico, Universidad de Antioquia, Departamento de Ingeniería Química, Colombia. yagudeloiq@gmail.com
** Doctor en Ingeniería Química, Universidad de Antioquia, UdeA, Departamento de Ingeniería Química, Colombia. Profesor Asistente. ro-lando.barrera@udea.edu.co
Correspondencia: Rolando Barrera Zapata, (4) 2198564, Grupo CERES, Bloque 19, Oficina 444, Departamento de Ingeniería Química, Facultad de Ingeniería, Universidad de Antioquia, UdeA, Calle 70 no. 52-21, Medellín, Colombia.
Origen de subvenciones: CODI, Universidad de Antioquia a través de los Proyectos: Título: Análisis y Comparación de Estrategias de Control en el Proceso de Obtención de Epóxido de Limoneno en un Sistema no Isotérmico Utilizando Herramientas Computacionales como Aspen Dynamics y Simulink de Matlab; Código: PRV12-1-01; Objetivo general: Proponer, a partir de herramientas de simulación, estrategias de control adecuadas para su implementación en el proceso de obtención de epóxido de limo-neno en un sistema no isotérmico Inicio: Febrero 13 de 2013, Finalización Febrero 13 de 2015. Título: Recuperación de epóxido de limoneno en una columna de destilación por lotes: Validación experimental de modelos propuestos; Código: PR14-2-03; Objetivo general: Modelar, simular y determinar los parámetros de diseño y operación más adecuados para una columna de destilación por lotes donde se recupere epóxido de limoneno de una mezcla de limoneno + acetonitrilo + agua + epóxido de limoneno. Inicio: Septiembre 02 de 2014, Finalización Marzo 02 de 2015.
Fecha de recepción: 09 de febrero de 2015
Fecha de aceptación: 20 de noviembre de 2015
Resumen
Se desarrollóel modelado y simulación de una columna de destilación por lotes para la recuperación de epóxido de limoneno de una mezcla multicomponente, usando el software especializado Aspen Batch Modeler. Para la validación de los modelos se desarrollóel proceso experimental en un equipo de roto-evaporación, donde se varióla composición inicial de la mezcla, temperatura y presión de operación. La composición final de fondos y destilado se determinóa través de cromatografía de gases. Los resultados indican que los modelos propuestos describen satisfactoriamente el fenómeno simulado y permiten predecir con aceptable exactitud (RMSD < 0.087) la composición final de las mezclas; representando asíuna herramienta útil para estudiar y analizar conceptualmente el diseño, la optimización y el escalado del proceso. De manera complementaria, se incluye en forma detallada la estructuración del modelo, de modo que pueda usarse como material de referencia para la simulación de procesos similares o con fines académicos.
Palabras clave: destilación por lotes, recuperación de epóxido de limoneno, Simulación en Aspen.
Abstract
Modeling and simulation of a Batch distillation column was developed for the recovery of limonene epoxide from a multicomponent mixture using advanced software Aspen Batch Modeler. For model validation, an experimental setup was developed using rotary evaporation equipment, and varying parameters such as initial composition of the mixture, temperature and pressure. The mixture composition in bottoms and distillate was determined by gas chromatography. The results indicate that the proposed models describe satisfactorily the simulated phenomenon and allow to predict with acceptable accuracy (RMSD < 0.087) the final composition of the mixtures; hence representing a useful tool to study and analyze the conceptual design, optimization and/or scaled-up for the process. In addition, the model development is presented in detail, so it can be used as reference material for the simulation of similar processes or academic purposes.
Keywords: Aspen Simulation; Batch distillation; Limonene epoxide recovery.
INTRODUCCIÓN
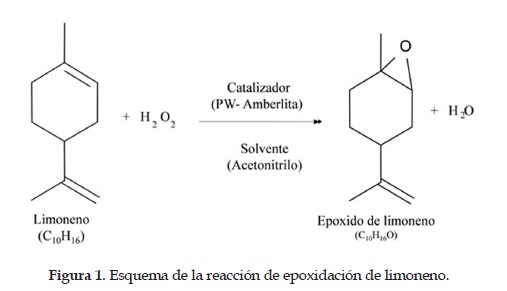
El epóxido de limoneno es un compuesto de alto valor agregado que se obtiene a partir del limoneno, sustancia presente en cítricos como la cáscara de la naranja [1], [2]. Para la obtención del epóxido a partir de la oxidación selectiva del limoneno, se ha reportado que con el sistema catalítico PW-Amberlita (catalizador sólido), peróxido de hidrógeno acuoso (oxidante) y acetonitrilo (solvente), se obtienen altas productividades (conversión de limoneno ∼80% y selectividad al epóxido ∼90%). Uno de los mayores atractivos de este sistema catalítico, figura 1, es que por utilizar como oxidante el H2O2 disminuye notablemente la generación de desechos contaminantes con respecto a otros sistemas propuestos, además de permitir recuperar y re-utilizar el catalizador [3], [4].
Diversos estudios de este sistema se han enfocado en el entendimiento y optimización del sistema de reacción; por lo cual en la literatura se puede encontrar información que abarca desde el estudio de propiedades termodinámicas hasta expresiones cinéticas, asícomo el modelado, simulación y diseño conceptual de reactores por lotes [5] - [7], donde se determinan parámetros óptimos de operación para dicho sistema catalítico. No obstante, para el análisis de una eventual implementación del proceso en la industria agroquímica se hace necesario incluir el estudio de etapas posteriores al reactor, como es la recuperación del epóxido de limoneno de la mezcla de reacción. Dada la alta selectividad al epóxido, después de cierto tiempo de reacción los productos de este sistema consisten principalmente en una mezcla líquida multicomponente formada por limoneno + acetonitrilo + agua + epóxido de limoneno [7].
Si bien la destilación por lotes se presenta como la alternativa tecnológica más comúnmente utilizada para este tipo de procesos, donde los volúmenes de producción son relativamente bajos y se busca alta pureza en los productos de interés [8], su implementación experimental incluso a escala de laboratorio resulta relativamente costosa, y la ejecución de unos pocos experimentos genera necesariamente el consumo de altas cantidades de reactivos, tiempo y energía, con el consecuente impacto ambiental asociado. En este punto se hace importante el uso razonable de herramientas de computación adecuadas que permitan modelar y simular el proceso, disminuyendo asílos costos de la investigación y su impacto negativo en el ambiente. No obstante, la ausencia de datos experimentales reportados hace necesario el desarrollo o la ejecución de unos pocos experimentos que permitan validar la capacidad predictiva de los modelos.
Con relación a la recuperación del epóxido de mezclas líquidas multicomponente, solo se encontróen la literatura un trabajo que describe la simulación del proceso usando modelos en Matlab y Aspen Plus [9], pero se centra principalmente en el análisis conceptual del proceso y por lo tanto no presenta detalles del modelado que permitan implementar fácilmente el modelo de la destilación por lotes en Aspen para este sistema u otros similares. Adicionalmente, no reporta evidencias experimentales que permitan validar los resultados de las simulaciones.
Por otro lado, en lo concerniente al uso general de software especializado para modelado y simulación de procesos, es posible encontrar variada y completa información de diferentes niveles de complejidad en la literatura abierta, artículos especializados y textos académicos [10], [11]. Sin embargo, suele ser difícil encontrar la información que presente de manera detallada, para un software determinado las tareas o paso a paso para la simulación de equipos o procesos específicos, bien sea por restricciones mismas del software (licencias), la típica generalidad que se utiliza por defecto en la mayoría de manuales y tutoriales, o porque la confidencialidad implícita del proceso no permite su divulgación detallada. En cualquier caso, no siempre es posible conocer un "paso a paso" para aplicaciones específicas en paquetes computacionales para simulación de procesos. Por tal razón y considerando la limitada o nula información encontrada en la literatura para implementar la simulación de un sistema de destilación por lotes en una mezcla líquida multicomponente usando herramientas del software Aspen (de Aspen Tech), en esta contribución se detallan todas las entradas requeridas para la estructuración del modelo, esperando que pueda resultar de utilidad para la simulación de sistemas similares o con fines académicos en cursos propios de programas de ingeniería química o ingeniería de procesos.
En este trabajo se estudia y evalúa la factibilidad técnica de la recuperación del epóxido de limoneno de la mezcla líquida multicomponente formada por limoneno + acetonitrilo + agua + epóxido de limoneno utilizando una columna de destilación por lotes. Se utiliza software especializado que incluye Aspen Properties, Aspen Batch Modeler y Aspen Plus, para el modelado y simulación del proceso, detallando paso a paso la implementación de los mismos. Los resultados de los modelos se validan a través de experimentos a escala de laboratorio. Adicionalmente, a través de experimentos simulados y análisis de sensibilidad, se evalúan y determinan parámetros de operación (presión, temperatura, tiempo y relación de reflujo) adecuados para el proceso de destilación.
METODOLOGÍA
Experimental. La recuperación del epóxido de limoneno de la mezcla líquida limoneno + agua + epóxido de limoneno + acetonitrilo se llevóa cabo en un equipo de roto-evaporación (Heidolph - Laborota 4010 digital), bajo diferentes condiciones de operación (temperatura, presión y composición inicial). El rango para los niveles evaluados de las variables seleccionadas se determinóa partir de simulación del proceso en continuo y hallazgos en la literatura para este sistema o sistemas similares [7], [9]. La composición final de los productos en el fondo y el destilado del equipo se determinópor cromatografía de gases. Todos los reactivos se utilizaron sin tratamiento adicional: Limoneno (97%) marca merck, epóxido de limoneno (>97%) marca aldrich, acetonitrilo (grado hplc) marca jt baker, etanol (99,8%) y agua destilada.
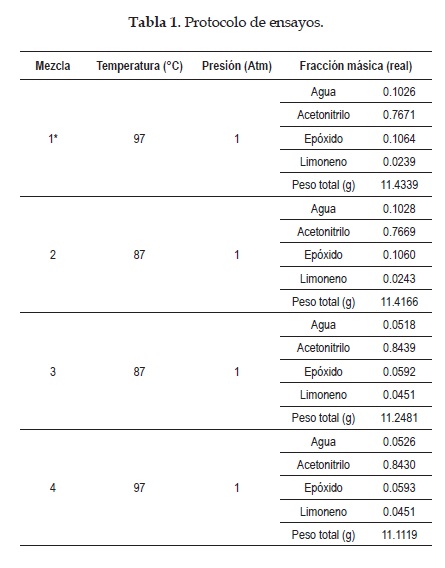
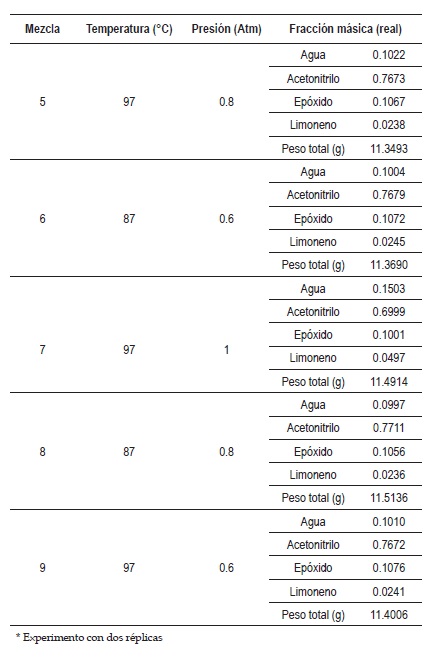
Procedimiento. En un equipo de roto-evaporación marca Heidolph con control de vacío se prepararon mezclas de limoneno + acetonitrilo + epóxido de limoneno + agua, con temperatura y presión de operación definidas según el protocolo de ensayos descrito en la Tabla 1, cada mezcla con un volumen total aproximado de 15 ml. De acuerdo con simulaciones en estado estacionario y hallazgos en la literatura [9], en el diseño experimental se utilizaron tres composiciones iniciales nominales, dos temperaturas (87 y 97°C) y tres presiones (0.6, 0.8 y 1.0 atm). En la Tabla 1 se presenta la composición real de cada mezcla experimental. Las muestras se mantuvieron con velocidad de agitación constante (40 RPM) hasta que la cantidad de condensado se mantuvo constante (entre 1 y 3 horas según el experimento). Posteriormente se registróel peso de las mezclas remanentes en el fondo y destilado y se tomaron las muestras respectivas para análisis cromatográficos.
Análisis de muestras. La composición de la mezclas en fondos y destilado se determinóusando un cromatógrafo de gases equipado con un detector de conductividad térmica (TCD) y un detector de ionización de llama (FID). Se usóuna columna capilar DB-WAX (30 m x 320|_im x 0.5|_im). La temperatura de la columna se incrementódesde 120°C a 220°C con una velocidad de calentamiento de 10 °C/min. La temperatura del inyector fue de 200°C mientras que los detectores TCD y FID se mantuvieron a 250°C. Se usóhelio como gas de arrastre (13.8 ml/min) y cada muestra (1.0 |ji) se analizópor triplicado. Para la cuantificación, se prepararon curvas de calibración para acetonitrilo, limoneno y epóxido de limoneno usando soluciones de concentración conocida de cada una de estas sustancias diluidas en etanol. La cantidad de agua en cada muestra se obtuvo por balances de materia.
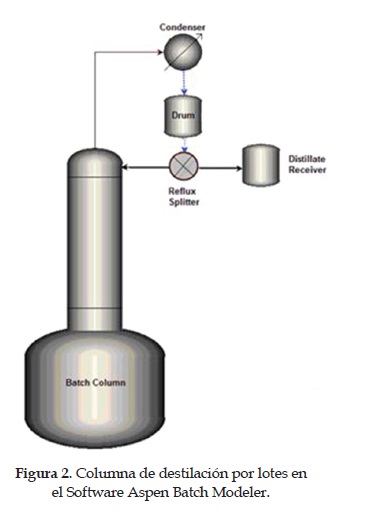
Modelado y simulación. Se utilizaron herramientas para el modelado de procesos de Aspen Tech (Aspen Plus, Aspen Properties y Aspen Batch modeler), simulador comercial ampliamente utilizado en la industria de procesos químicos, petroquímicos, farmacéuticos y biotecnológicos, entre otros. Con herramientas de simulación de Aspen Tech es posible predecir el comportamiento físico, químico y termodinámico de un proceso, a partir del diseño y la selección de los modelos termodinámicos apropiados, los cuales se seleccionan según el tipo de componentes y condiciones de operación; además, Aspen permite realizar otros tipos de actividades, como la estimación de propiedades físico-químicas de sustancias puras y mezclas, la reconciliación de datos de planta con los modelos de simulación, optimización del proceso, análisis de costos, entre otros [12]. Las herramientas de simulación de Aspen Tech cuentan con una amigable interface gráfica de usuario para la creación de modelos. Para el caso de simulación de procesos de destilación en estado estacionario, el software Aspen Plus incluye modelos como DSTWU y RADFRAC [9]. El modelo DSTWU utiliza el método corto de Winn-Underwood-Gilliland y puede usarse como primera aproximación para determinar las condiciones de operación en la columna de separación. Posteriormente, los resultados de la simulación con el modelo DSTWU, se pueden utilizar para especificar parámetros requeridos en el modelo RAD-FRAC que desarrolla cálculos rigurosos de balances de materia, energía y relaciones de equilibrio plato a plato para simular el proceso de separación [9]. Otros modelos o herramientas complementarias como "Aspen Batch Modeler" permiten implementar y desarrollar modelos para la simulación de columnas de destilación operadas por lotes.
El modelado y posterior simulación de la columna de destilación, Figura 2, se realizócon el software Aspen Batch Modeler versión 8.0.
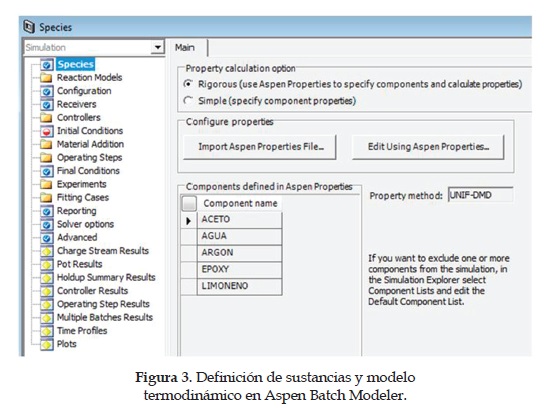
Para una estimación rigurosa de las propiedades de la mezcla, se desarrollópreliminarmente un modelo (paquete de propiedades) en el software "Aspen Properties", definiendo en éste las sustancias y el modelo termodi-námico a utilizar. En "Aspen Properties", las sustancias se definieron en la carpeta correspondiente "Components", ingresando a través del asistente del software limoneno (C10H16), acetonitrilo (CH3CN), y agua (H2O). Dado que el epóxido de limoneno (C10H16O) no se encuentra disponible en las bases de datos del software, éste se ingresócomo sustancia "definida por el usuario" utilizando su estructura molecular y estimando sus propiedades físicas y químicas con el método de contribución de grupos UNIFAC-DMD. Posteriormente, en la carpeta "Methods", se especificóel mismo método de contribución de grupos como modelo termodinámico para estimación de propiedades de la mezcla. Se seleccionóUNIFAC-DMD por tratarse de un sistema no ideal, no electrolítico, con presencia de una o más fases líquidas [5]. El archivo generado en "Aspen Properties" se guarda bajo una extensión ".aprbkp" (de sus siglas en inglés "Aspen Properties Backup") y se utiliza, posteriormente, en el software Aspen Batch Modeler para ejecutar las subrutinas necesarias en la estimación de propiedades de la mezcla durante el proceso de separación. Una vez abierto el software Aspen Batch Modeler, desde la carpeta "Species", se importa el archivo correspondiente de Aspen Properties (Figura 3). Adicionalmente se genera la sustancia inerte argón la cual se usa como purga cuando se modela la puesta en marcha de la columna de destilación.
Con el paquete de propiedades cargado en la simulación, desde la carpeta "Configuration" se especifica el resto de las entradas haciendo uso de las nuevas carpetas que progresivamente se van habilitando en el software.
Para la configuración general de la simulación, se utilizóla configuración "Pot + overhead condenser", la cual modela un equipo de separación con un recipiente en el fondo y un condensador (similar al equipo de rotoevaporación usado en los experimentos). Por su parte, en la casilla "Valid phases" se seleccionóla opción vapor-líquido, que permite simular los equilibrios de fase que se presentan durante el proceso de separación. Con esta selección, el software habilita las carpetas correspondientes para las opciones "Pot Geometry", "Over Head", "Heat Transfer" y "Pressure/ Holdups" (Figura 4).
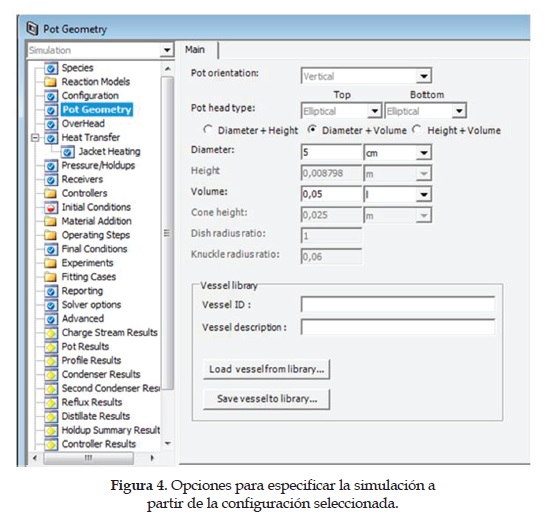
La opción "Pot Geometry" se utiliza para especificar la geometría del recipiente del fondo. Dado que el software supone recipiente cilíndrico, se especificaron diámetro (5 cm) y volumen (50 ml) para el recipiente, de modo que asemejen las dimensiones del balón usado en el laboratorio. En la opción "Overhead" se definieron los parámetros del condensador, suponiendo condensación total. El líquido refrigerante se especificóa través de la opción "Temperature" del campo "Subcooling Spec", y se ingresóel valor de la temperatura registrado para el agua de servicio durante la ejecución de los experimentos en el laboratorio, (24°C). En la misma carpeta se especificóla relación de reflujo en la pestaña "Reflux" (0.266457). Este valor se obtuvo a partir del resultado de la simulación de una columna de destilación continua DSTWU en el software Aspen Plus, realizando un modelo similar al reportado en [9]. Como se muestra posteriormente, una vez validado el modelo se desarrollaron análisis de sensibilidad para evaluar el efecto de la variación de este parámetro (relación de reflujo) en la recuperación del epóxido de limoneno.
En la carpeta "Heat Transfer", se ingresan detalles del medio de calentamiento utilizado. Por tal razón se seleccionóla opción "Specified medium temperature", el cual modela el sistema de transferencia de calor cuando la temperatura del medio de calentamiento es constante, tal como se garantiza con el roto-evaporador usado experimentalmente. Se definieron temperaturas de 87°C o 97°C, según el experimento a simular.
Posteriormente, en la carpeta "Pressure/Holdups" se definióla presión de operación en el condensador (0.6, 0.8 o 1 atm, según el experimento a simular), seleccionando la opción "Fixed" en el campo "Pressure profile and holdups" para indicar que la operación al interior de la columna se supone isobárica. En cuanto al "Holdup", siguiendo recomendaciones de Mujtaba [13] para este tipo de columnas, se supuso un retenido líquido en la columna de 2 ml.
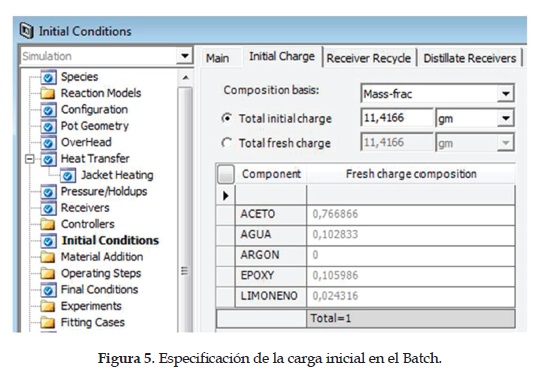
La siguiente entrada requerida en el software corresponde a la especificación de las condiciones iniciales en la carpeta "Initial conditions". Para poner en marcha la simulación se eligióla opción "Total Reflux", donde se supone que la columna estáen reflujo total al comienzo de la operación Batch, es por eso que se requiere la presencia de un inerte (argón) que permita inicializar el proceso en cada simulación. La carga inicial de material se define en la pestaña "Initial Charge", usando para cada experimento la información de la Tabla 1 (Figura 5).
Una vez definidos los parámetros anteriormente descritos es posible correr la simulación y analizar sus resultados. Vale la pena resaltar que para los campos y opciones no especificadas en la simulación, se mantuvieron los valores por defecto sugeridos en el software.
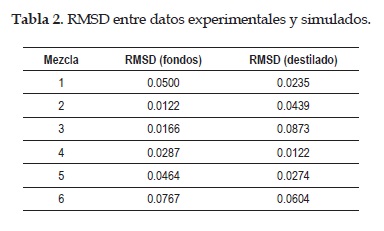
Comparación de resultados. La validez del modelo (capacidad predictiva) se evaluópor medio de la raíz cuadrada de la desviación cuadrática media (RMSD, de sus siglas en inglés Root Mean Squared Deviation), Ecuación 1, calculada tanto en las mezclas de fondos como en las mezclas de destilados en cada uno de los experimentos y obtenida a partir de la sumatoria de las diferencias entre las fracciones másicas experimentales y las fracciones másicas calculadas por el modelo para las cuatro sustancias.
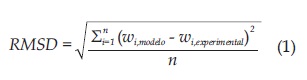
Donde w representa la fracción másica, el subíndice i representa cada una de las n sustancias, con n = 4 (acetonitrilo, epóxido de limoneno, limoneno
y agua).
RESULTADOS Y DISCUSIÓN
Al correr las simulaciones, es posible generar y visualizar perfiles dinámicos (cambio de variables seleccionadas en el tiempo) tanto en forma gráfica como tabulada. Un ejemplo de los mismos se muestra en la Figura 6.
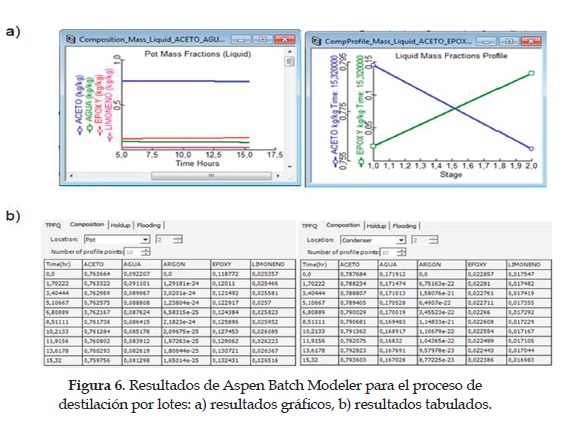
Entre la gran cantidad de datos y parámetros que se generan por defecto de acuerdo con los algoritmos internos del software, solo se enfatiza a continuación, con propósitos de comparación, aquellos datos que se obtuvieron paralelamente de forma experimental, es decir, la fracción másica para cada una de las sustancias tanto en el fondo como en el destilado de la columna. El tiempo de simulación se hizo coincidir con el tiempo real de cada experimento. A manera de ejemplo se presenta la comparación gráfica para algunos experimentos en las Figuras 7-10, de las cuales es posible inferir la acertada capacidad predictiva del modelo para la determinación cuantitativa de las fracciones másicas de las cuatro sustancias tanto en los fondos como en el destilado. El tiempo (experimental y simulado) para cada uno de los experimentos 1 - 6 es 1.65, 2.30, 2.42, 1.25, 1.68 y 1.96 h, respectivamente.
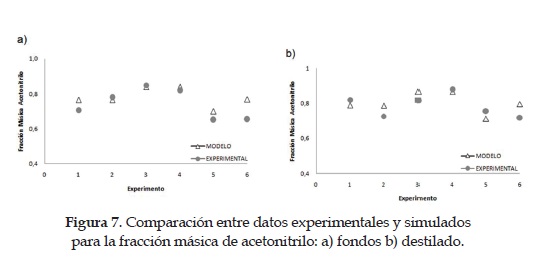
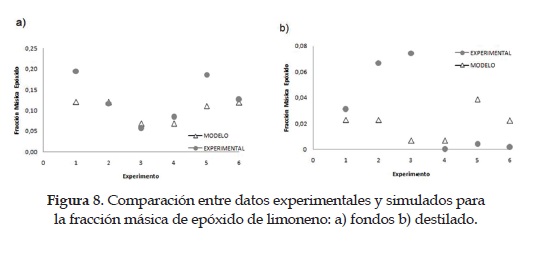
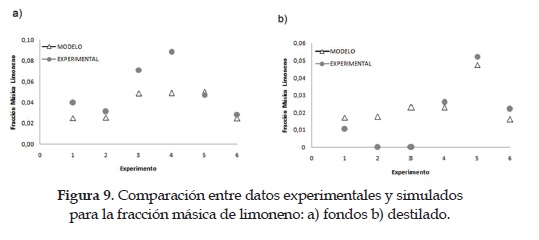
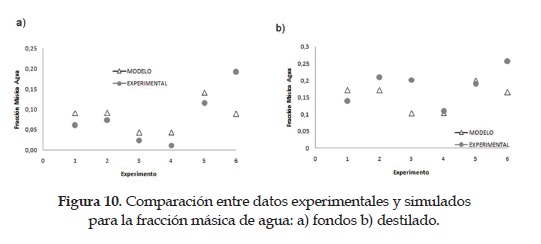
Mediante el análisis visual de las Figuras 7 - 10 se establece que las mayores diferencias se dan para el caso de la estimación simulada de la fracción másica de epóxido de limoneno en el condensado (Figura 8b), notándose que el orden de magnitud de las fracciones es relativamente bajo, por lo cual se magnifica visualmente cualquier diferencia entre datos experimentales y simulados. Para el acetonitrilo, tanto en fondos como en destilados (mayor orden de magnitud relativo en las fracciones, Figura 7), no se aprecian diferencias significativas entre los datos experimentales y simulados. Para una mejor cuantificación de la capacidad predictiva del modelo, se calculóel RMSD entre datos experimentales y simulados, siguiendo el procedimiento previamente detallado en la sección metodología. Algunos resultados se muestran a manera de ejemplo en la tabla 2, donde se observa que la magnitud global de los valores de RMSD es de relativo bajo orden de magnitud (< 0.087) para cada experimento, por lo cual se establece que los resultados simulados utilizando el modelo propuesto de la columna de destilación por lotes en Aspen Batch Modeler se ajustan razonablemente a los valores encontrados experimentalmente, validándose asídicho modelo.
Utilidad y ventajas del modelo validado. Para hacer uso del modelo, una vez validada su capacidad predictiva para estimar la composición de las mezclas bajo diferentes condiciones de operación, se desarrollóun diseño experimental virtual (plan de simulaciones) para encontrar variables de operación en el proceso que favorezcan la recuperación del epóxido de limoneno. A manera de ejemplo, se desarrollóun plan de simulaciones (tabla 3) de 3 factores (temperatura, presión y tiempo) con 3 niveles (seleccionados de acuerdo con las observaciones experimentales). Nótese que experimentalmente la ejecución de tal diseño implicaría tiempo, recursos e impacto ambiental, mientras que en el modelo previamente validado su ejecución es relativamente sencilla y rápida, limitándose a la variación de parámetros de entrada y análisis de los resultados de cada simulación. El tiempo computacional requerido para la ejecución de cada experimento virtual no fue significativo.
Como variable de respuesta o criterio de comparación en cada experimento se seleccionóla fracción másica de epóxido de limoneno en el fondo de la columna (pureza del epóxido recuperado). Para estas nuevas simulaciones se escalóel volumen de mezcla inicial hasta 18 litros (13613.2 gramos) con la misma composición de la Mezcla 1 (Tabla 1). Esto con el objetivo de simular el proceso para la obtención piloto cercana a 1000 g de epóxido de limoneno por lote, según datos reportados en [7].
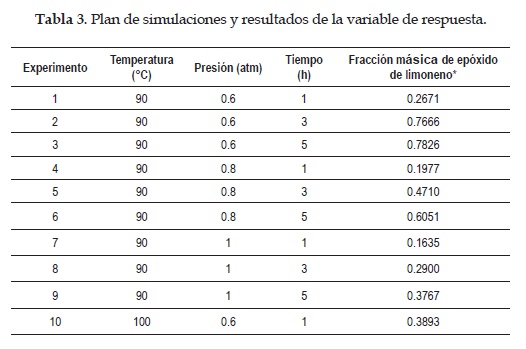
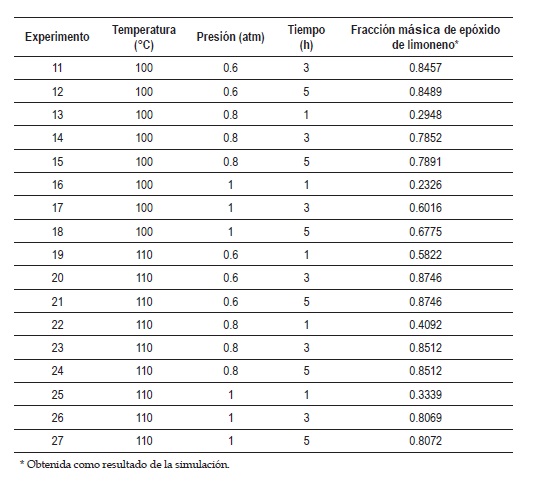
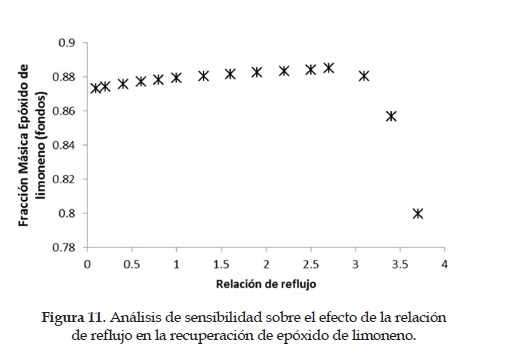
De la Tabla 3 se puede observar que según las simulaciones, a mayor temperatura y tiempo de operación y a menor presión, se favorece la recuperación del epóxido, aunque 5 horas de operación no cambian significativamente los resultados obtenidos para 3 horas. De acuerdo con las simulaciones, las mejores condiciones de operación se tienen para el experimento 20, con una fracción másica de epóxido de limoneno en los fondos cercana al 0.875 en 3 horas de operación. Nuevamente, a manera de ejemplo de la utilidad del modelo, para esas mejores condiciones encontradas (experimento 20, Tabla 3), se desarrollóun análisis de sensibilidad variando la relación de reflujo. Los resultados se muestran en la Figura 11, donde se puede observar que, de acuerdo con las simulaciones, es posible incrementar hasta 0.885 la fracción másica de epóxido en los fondos usando una relación de reflujo de 2.7; relaciones de flujo superiores a 3.0, no solo suponen un mayor consumo energético en el proceso [13] sino que, además, afectan negativamente la recuperación del epóxido de limoneno de la mezcla de reacción.
Vale la pena resaltar que de manera análoga es posible realizar análisis similares, de manera relativamente sencilla y pueden aplicarse a otros parámetros de diseño u operación para optimizar el proceso.
CONCLUSIONES
En este trabajo se evaluóexperimentalmente, bajo diferentes condiciones de operación, la recuperación del epóxido de limoneno de una mezcla multicomponente de limoneno + acetonitrilo + agua + epóxido de limoneno, en un equipo de roto-evaporación. La composición de la mezcla resultante en el destilado y el fondo se determinóutilizando cromatografía de gases. Adicionalmente, se emplearon herramientas de software de simulación como Aspen Plus, Aspen Properties y Aspen Batch Modeler V8.0, para desarrollar el modelo de la columna de destilación por lotes para la recuperación de epóxido de limoneno. De los resultados obtenidos se puede concluir lo siguiente:
- El modelo desarrollado representa una herramienta útil para analizar y estudiar el proceso, toda vez que no se encuentran diferencias significativas entre los datos experimentales y los datos simulados (de acuerdo con la evaluación del RMSD), es decir, el modelo propuesto describe satisfactoriamente el comportamiento para la separación del epóxido de limoneno bajo las condiciones de estudio (87°C < T < 97°C; 0.6 atm < P < 1 atm; y diferentes composiciones másicas según la Tabla 1) y puede usarse para desarrollar el diseño conceptual del proceso, la optimización del mismo o incluso su eventual escalado.
- Las ventajas de la simulación se evidencian en la posibilidad de predecir el comportamiento dinámico del sistema, al cambiar uno o varios parámetros de operación o diseño sin intervención en el sistema real. Disminuyendo asíel costo de operación y el riesgo de accidentes y aumentando la seguridad y productividad del proceso, toda vez que el diseño experimental simulado se lleva a cabo en un menor tiempo, no requiere réplicas, no contamina el ambiente (generación de desechos), no implica consumo de reactivos, y no requiere de espacios físicos del laboratorio, aumentando asíla seguridad e integridad del experimentador. Entre las principales desventajas se encuentra el costo asociado a las licencias del software especializado, aunque al menos desde el punto de vista académico la mayoría de universidades y centros de estudio del país reconocen la importancia del software y lo utilizan como herramienta pedagógica en diversos cursos de pre y posgrado; el tiempo de cómputo y la necesidad de equipos puede ser otra desventaja para el uso de este software, pero el desarrollo de la computación y microcomponentes electrónicos le resta actualmente importancia a ese aspecto. Otra desventaja importante puede ser la falta de textos guía y/o material didáctico o de referencia que permita utilizar efectivamente la herramienta computacio-nal para el desarrollo de simulaciones a usuarios menos experimentados, aspecto al cual se desea hacer un aporte con la presente contribución.
• El modelo en Batch desarrollado se muestra con suficiente nivel de detalle, de modo tal que pueda eventualmente ser adaptado al estudio de otros sistemas relacionados.
BIBLIOGRAFÍA
[1] C. G. Lopresto, et ál., "A non-conventional method to extract D-limonene from waste lemon peels and comparison with traditional Soxhlet extraction," Sep. Purif. Technol., vol. 137, pp. 13-20, Nov. 2014. doi: 10.1016/j.sep-pur.2014.09.015. [ Links ]
[2] A. A. Almeida, et ál., "Evaluation of acute toxicity of a natural compound (+)-limonene epoxide and its anxiolytic-like action," Brain Res., vol. 1448, pp. 56-62, Apr. 2012. doi: 10.1016/j.brainres.2012.01.070. [ Links ]
[3] W. R. Sanderson, "Cleaner Industrial Processes using Hydrogen Peroxide," Pure Appl. Chem., vol. 72, no. 7, pp. 1289-1304, 2000. doi: 10.1351/ pac200072071289. [ Links ]
[4] R. Barrera, et ál., "Estudio de la desactivación del catalizador PW-Amberlita en la epoxidación de limoneno con peróxido de hidrógeno," Ingeniería e Investigación, vol. 29, no. 3, pp. 13-16. Dic. 2009. [ Links ]
[5] R. Barrera, et ál., "Measurement of Activity Coefficients at Infinite Dilution for Acetonitrile, Water, Limonene, Limonene Epoxide and their Binary Pairs," Fluid Phase Equilib, vol. 275, no. 1, pp. 46-51. Jan. 2009. doi:10.1016/j.fluid.2008.09.011. [ Links ]
[6] R. Barrera, et ál., "In situ Fourier Transform Infrared Spectroscopic Studies of Limonene Epoxidation over PW-Amberlite," Appl. Catal. A., vol. 365, no. 1, pp. 42-47, Aug. 2009. doi:10.1016/j.apcata.2009.05.047. [ Links ]
[7] R. Barrera, et ál., "Dynamic Modeling and Optimization of a Batch Reactor for Limonene Epoxidation," Ind. Eng. Chem. Res., vol. 49, no. 18, pp. 8369-8378. Jul. 2010. doi: 10.1021/ie100737y. [ Links ]
[8] S. Jain et ál., "Operational Optimization of Batch Distillation Systems," Ind. Eng. Chem. Res., vol. 51, no. 16, pp. 5749-5761. Apr. 2012. doi: 10.1021/ie201844g. [ Links ]
[9] R. Barrera, et ál., "Modeling and simulation of a batch distillation column for recovering limonene," Revista EIA., vol.18, pp. 131-141. Dec. 2012. [ Links ]
[10] Umich. (2014, Sep). Introduction to Aspen Plus [Online]. Disponible en www.umich.edu/∼essen/html/help/software/html/aspen/intro.htm.
[11] DIQUIMA. (2014, Nov). Aspen Physical Property System. Physical Property Models [Online]. Disponible en http://www.diquima.upm.es/documentos/AspenPhysPropModelsV732-Ref.pdf_ [ Links ]
[12] Aspen Plus. (2014, Nov). Aspen Engineering Suite, Cambridge MA, USA. [Online]. Disponible en http://www.aspentech.com. [ Links ]
[13] I. M. Mujtaba, "Batch Distillation, design and operation," in Series on Chemical Engineering, Vol. 3, U.K: Imperial College Press, 2004. [ Links ]

