











 Inglês (pdf)
Inglês (pdf)
 Artigo em XML
Artigo em XML Referências do artigo
Referências do artigo
 Enviar este artigo por email
Enviar este artigo por email Citado por SciELO
Citado por SciELO  Citado por Google
Citado por Google  Similares em
SciELO
Similares em
SciELO  Similares em Google
Similares em Google 
 Permalink
PermalinkINTRODUCTION
Competition between industries keeps a progressive growth driven by technological developments and globalization; as a consequence, more aggressive strategies to increase the market share have emerged. In this context, cost reduction while improving service and costumer experience are some mandatory goals for companies 1. Despite the fact that large-scale production has been a goal for several industries in order to reduce costs, today's market flexibility requirements make it difficult to achieve this objective 2. Product flexibility means better manufacturing capacities in the production system, reflected in the ability to produce on a small scale to face highly volatile markets 3), (4.
The aforementioned problem has been the target of many researchers from the operations management perspective. In fact, two of the most important investigation topics are how to deal with uncertain demand 5 and how to integrate this uncertainty into the production system 6. The state of the art offers some strategic alternatives, as postponement, to manage the trade off among efficiency, flexibility and other competitive priorities 7), (8.
The postponement concept was introduced by Alderson 9. It is defined as a mass customization strategy, aimed to give a better product experience and quality to customers, besides a wide portfolio under uncertainty con ditions 10),(11. The postponement approach can be applied on multiple fields 3. From the logistic perspective, product development postpone ment, purchasing postponement, production postponement, assembly postponement, packaging postponement and logistic postponement are some typical categories of this study field 6), (12.
Production postponement is the target topic of the present paper. Put in a nutshell, the aim of this strategy is to delay the product final assembling and create a work-in-process inventory in order to face the market fluctua tions at a lower cost 1), (3. This production strategy allows increasing the customer penetration point in the production system 6 without affecting, in great manner, the cost reduction goals. The placement of this work-in-process inventory is called the Decoupling Point (dp).
In this sense, dp is understood as a physical point where the production system must be divided into two different sub-systems 13. Upstream of the dp, the aim is to achieve low cost by implementing a make-to-stock produc tion planning approach. Conversely, downstream the production system is focused on flexibility by mean of a make-to-order production planning approach 14), (15. The decision-making related to the DPs placement is a strategic issue that requires a careful analysis tailored to each particular production system14), (16.
Although, there are several methods to address the dp placement in manu facturing systems, most of them are focused on quantitative methods that show some limitations in real contexts due to a set of variables involved in this strategic decision 17),. Some multicriteria techniques, such as ahp and anp, have also been applied to locate the dp; however, a broad level of managers participation (experts) in the decision-making is not easily allowed 18.
Therefore, the present paper proposes a multicriteria methodology for the dp placement in manufacturing systems. The methodology consists of five steps; in which expert methods and weighting techniques are combined. As main contribution, this methodology allows the integration of quantitative and qualitative variables as well as the participation of decision-makers to establish the proper location of the dp. By applying the methodology in a real metalworking company, some relevant advantages and limitations are shown.
For its presentation, the article has been structured as follows: a brief literature review is presented in Section 2. The six-steps methodology is explained in section 3. By applying the methodology in a real case, the placement of the decoupling points for nine production lines were obtained in Section 4. Finally, in Section 5, some relevant conclusions are presented.
LITERATURE REVIEW
Specialized literature recognizes the importance of dp placement, but few methods to address it are available. Shidpour et al.16 states that most of the studies related to dp are focused on conceptual issues and highlights a lack of practical solutions. However, a systematic literature review under taken in the present paper identified 34 papers addressing this problem.
The identified solution methods were grouped into the following catego ries: effect-cause-effect analysis (ece), decision-making expert system (es), queuing theory (qt), Single objective optimization (om), matrix geometric method (mg), multi-objective model (mm), simulation model (sm), analytic network process or fuzzy analytic network process (anp), and multi-objective model with technological entropy (me). According to each category, the reviewed papers were classified as shown in table 1.
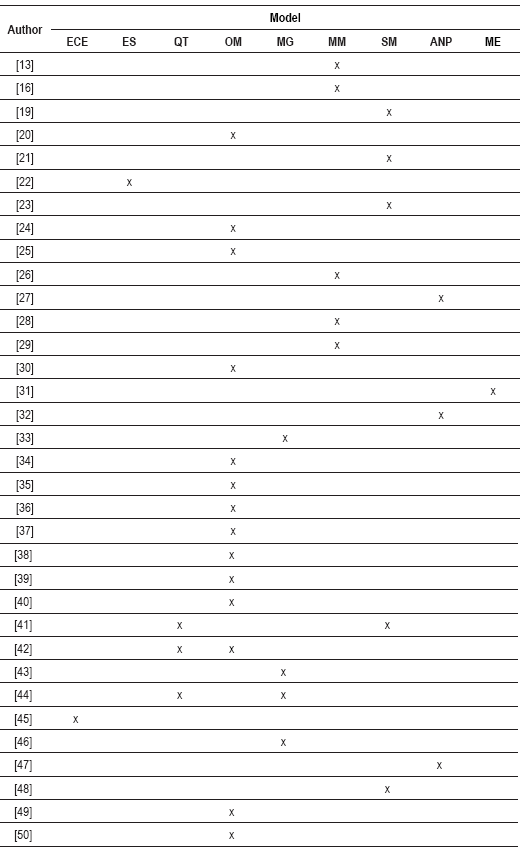
As shown in table 1, om seems to be the most popular solution method and a lack of applications in the rest of methods was identified. In particular, om offers sophisticate solutions achieving optimal results based on quantitative variables. However, the complexity of systems prevents that these models can achieve more realistic solutions 51.
Regarding ece, Ashayeri et al.45 proposed a manufacturing system divi sion (make to order and make to stock), in order to get a balance between capacity and flexibility. In turn, Wang 22 analyzed the complexity of dp placement when multiple customers with different needs are considered; to deal with this situation, an es to weigh the decision parameters was proposed.
Other contributions Karrer et al. 41, Teimoury et al. 42 have applied queuing network models by incorporating a probabilistic demand function. Like the optimization models 30),(35, MG 43),(44 and MM 16),(52, these implies mathematic arranges to achieve optimal solutions. However, in complex real situations these kind of models have to apply heuristics and meta-heuristics solutions to face the computational complexity.
Herdenstierna et al.21 highlight the importance of the dp placement problem; these authors state that beyond the use of statistical information, the incorporation of other solution methods to get a more realistic solution must be considered. In this way, they propose an sm, in order to analyze the dynamic of the process behavior in upstream and downstream operations.
Hemmati et al.32 recognize the difficulties of the dp placement problem due to the great number of involved variables. Therefore, they propose an anp solution in order to incorporate quantitative and qualitative factors affecting this decision. In addition, Rafiei et al.27 and Rafiei et al.47 integrated the fuzzy sets theory with anp, aimed to decrease vagueness and ambiguity of experts judgments. Other multicriteria model proposed by Luo et al.30 followed a different approach; their paper developed a multi-objective model to place a dp based on the so-called technological entropy function, considering three main variables: function realization degree, production cost and lead time.
Although there exist several contributions proposing solutions to solve the dp placement, based on a critical analysis of the literature, at least three gaps can be identified: first of all, in order to solve complex problems, quantitative methods (om, qt, mm, mg and sm) have to address simplified situations in which some qualitative variables must be ignored 53. On the other hand, when qualitative methods (ece and es) are applied, the results can be im precise and too subjective 54. To solve these shortcomings, multicriteria techniques seem to be a more appropriate way to support the dp placement due to the importance of integrating qualitative and quantitative criteria. Notwithstanding, some relevant techniques such as ahp, anp and me can be improved through a better involvement of experts in the decision mak ing. In particular, when various experts must participate, a concordance test is necessary in order to check de degree of agreement among them.
METHODOLOGY
The proposed methodology provides a new alternative for dp placement in production systems. The structure takes into consideration the funda mentals of multicriteria techniques, expert methods and some contributions of Sarache et al.55 applied in other kind of decision problems. Also, the scope and company needs must be considered in order to get a proper solu tion according to the technical capabilities of the production system. Some topics typically involved in the decision-making could be: unpredictable demand, wide variety of products, products with similar characteristics and inventory cost, among others. A brief explanation of each step is as follows:
Step 1. Identification of alternatives for decoupling points (ADP)
The dp placement is a decision affected by many factors related to the pro duction system particularities 56. Therefore, at this step the methodology intends to identify the different alternatives of decoupling points (adp) for each factor.
1.1 Factors selection. It is necessary to identify the factors affecting the adp placement for each particular company. Thus, the adp selection must be done according to the characteristics and company requirements. Some typical factors, such as product characteristics (design, materials), process configuration (operations sequence, critical operations and assembly opera tions) and requirements of the customers (customization) can be considered. A technical analysis of the production system can be useful at this step.
1.2 Experts selection for adp identification. After identifying the decision factors for the adp placement, it is necessary to choose a group of experts in order to assign the different adp for each production system. An expert is an experienced decision maker able to give proper information about a particular issue 57), (58.
1.3 adp selection. Based on their knowledge and experience, the group of experts should establish a list of adp for each production system under analysis. Some group work techniques can be used to support this activity.
Step 2. Criteria identification
A preliminary group of criteria can be defined from relevant contributions based on the state of art or previous experience of the company. However, a list of final criteria must be defined by contrasting the preliminary group with the company characteristics and requirements.
Step 3. Weighting of criteria
Aimed to identify the relative importance among criteria and based on previous contributions of Sarache et al.55, two weighting techniques are proposed. In the first one, the criteria prioritization through a simple weighting and the modified triangle of Fuller is obtained. In the second one, the two obtained weighting are combined to get a more accurate result. The particular sub-procedure is as follows:
3.1 Experts selection for criteria prioritization. At this step a new expert's selection process should be done. These experts have to evaluate the dif ferent criteria required to select the best adp. Regarding the number of experts, they can range from 7 to 50 59, 60.
3.2 Subjective weighting I (Simple weighting). Each expert should establish the relative importance among criteria. By using a scale from 1 to n (n= number of criteria), each expert assigns n to the most important criterion and 1 to the less important. In that way, the higher the number, the greater is the importance of the criteria. By applying equation 1, the subjective weighting I per each criterion can be obtained.
Where
Cjk : Relative importance of criterion j given by the expert k.
WjA : Subjective weighting I of criterion j.
3.3 Concordance testing. The Kendal index (W) is used for testing the level of agreement among experts. If W is equal or greater than 0.5, the weighting is validated. W can be calculated as follows 59), (61:
Calculation of mean value of ranges (T):
Calculation of deviation for the criteria (D2):

Calculation of Kendall's index (W):
Where
n: Number of criteria.
M: Number of experts.
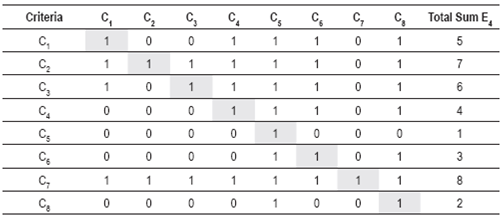
3.4 Subjective weighting II (the modified triangle of Fuller). To obtain this weigh, the modified triangle of Fuller is used 55. By applying this method, a paired comparison among criteria is performed. A value of i is assigned to a criterion when the decision maker considers that it is more important than another; otherwise, a zero (0) must be assigned. Tabla 2.
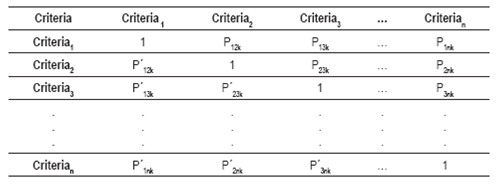
Where
Pjik: Preference of criterion j respect to criterion i, according to expert k.
P´jik: Binary logical complement of Pjik.
[i,j] : Subscripts count for criteria i,j = 1, 2, 3,..., n
By applying equations 5 and 6, the total subjective weight II for each criterion must be obtained.
• Calculation of subjective weight II of criterion j, given by expert k:
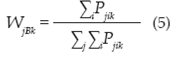
Where
WjBk : subjective weight II of criterion j, given by expert k.
• Calculation of subjective weight II of criterion j:
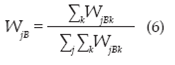
Where
W jB : Subjective weight II of criterion j.
3.5 Determination of final weight. To obtain the final weight of each criterion, the results of the previous two techniques are combined by applying equation 7 (55):
Where
WjD: Final weight of criterion j.
Step 4. Criteria evaluation
Typical criteria can be made up of qualitative or quantitative characteristics. Hence, the identification of the proper source to collect the relevant data for each adp must be performed.
4.1 Identification of information sources for criteria evaluation. At this step, through an appropriate data collection process, the criteria characteristics must be identified. For quantitative data, information can be obtained from company statistical records, while for the qualitative ones, the experts involvement is proposed 18), (62.
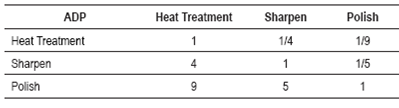
4.2 Criterion evaluation. For quantitative data, information is collected from company statistics. For qualitative criteria, company managers (experts) perform the evaluation. These personnel should be properly informed of the process characteristics on which the adp must be defined. In this case, experts will evaluate each alternative based on the scale proposed by Saaty 63 (see table 3). By applying an ahp model, the judgement of each expert is analyzed to obtain the hierarchy of each criterion (priority vector).
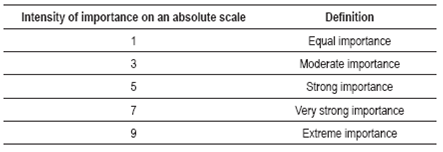
Source: Saaty 63.
The comparison among alternatives is represented in a triangular matrix (table 4), where the intercession of the row f and the column p shows the comparison between /and p alternatives. It is necessary to keep in mind that comparison is made for the upper triangular matrix, since the lower is mathematically reciprocal.
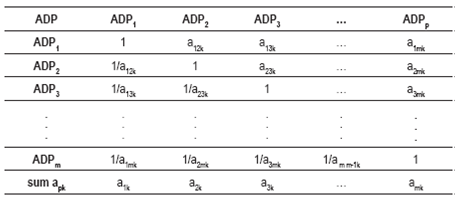
Where

m : Number of adp's.
(p,f) : Subscripts count for adp's; p, f = 1, 2, 3,..., m.
apf: Value of the paired comparison between adpp and adpf made by expert k.
A : Comparison matrix.
As shown in equation 9, the results must be normalized to obtain the rela tive weight for each cell:

Where
npfk: Normalized value of comparison between ADPp respects to ADPf made by expert k.
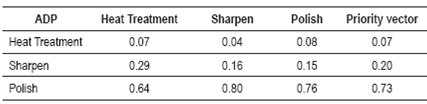
In equation 10, the priority vector (eigenvector) is the S vector with dimension m, formed by elements. The final weighting (ranking) of a particular adp is obtained by applying equation 11.
4.2.1 Consistency testing. The consistency of the experts rating must be tested through the Random Consistence Index (ri). If ri is equal or lower than 0.1, the rating is accepted; otherwise, the process must be revised. The mathematical formulation is as follows 64.
• Based on the non-normalized matrix and the priority vector, a resulting vector (r) is obtained. This is made up of the relative weight for each adp (Equation 12).

• Largest or principal eigenvalue (dmax) is calculated by applying equa tion 13.
• Consistency index calculation (CI):

• Consistency ratio calculation (CR):

Step 5. ADP evaluation
In order to select the best dp among the adp, each alternative must be evaluated for each criterion. After this process, the obtained results must be homogenized and standardized, such that the obtained information can be compared and analyzed.
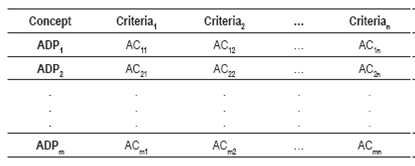
5.1 Data collection and construction of the adp and criteria matrix. As shown in Table 6, data collection is carried out through a matrix (criteria -alternative points) to record the value of each criterion for the different adp.
Where
ACpj: Assessment of criterion j at adp p
5.2 Data homogenization. This process is aimed to direct all assessments given to criteria toward the same decision approach. In other words, all criteria will be evaluated under the same perspective (minimizing or maximizing). So, when belongs to a vector oriented to an optimization perspective different to the methodology goal, it is necessary that each of this particular vector be transformed by applying the mathematical comple ment proposed in equation 16 .
Where
AC'pj: Homogenized value AC . of the vector AC
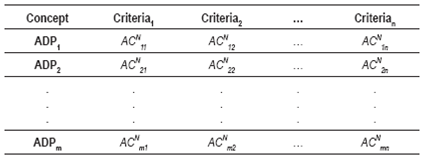
5.3 Data normalization. Normalization must be addressed for each. In this case, the total sum of all adp for each criterion must be calculated. Then, each is expressed as a percentage of the obtained total sum (equation 17). As a result, the normalized matrix is obtained (see table 7).
Where
ACNpj: Normalized value of AC
Step 6. Decoupling point selection
The weighted sum for each alternative must be calculated as shown in equations 18. The outcome represents the final grade for each alternative, from which the best adp must be chosen. If data were homogenized as a minimization vector, the lesser must be chosen; otherwise, the largest is chosen.
Where
Qp: Final grade for the adp .
CASE STUDY
Herragro S. A. is a metalworking company created in 1960 in Manizales City to produce hand tools by using steel hot forging process. Its main customers are agricultural, construction, mining and industrial companies 65. Domestic market represents 70 % of the total sales and the rest is sold in 14 countries. In general, the product portfolio is made up of more than one thousand items. Due to the variety of markets, products and countries, obtaining an accurate sales forecast becomes in a difficult task. Also, the customer requirements for product customization claim for more flexibility in the production system.
As in many industrial sectors, competition from Asian manufacturers is becoming fierce, so the customization requirements should be harmonized with efficiency goals. Therefore, aimed to improve the production system flexibility, the proposed methodology was applied to locate the dp for nine production lines. The evaluated production lines were: mattocks, shovels, machetes, axes, blades, wheelbarrows, chisels, hoes and sledgehammers. The obtained results are shown as follows.
Step 1. Identification of alternatives for decoupling points (ADP)
1.1 Factors selection. According to the company requirements and based on contributions of Verdouw et al.56 and Xu 66, the three selected criteria were: product characteristics, production system configuration and market requirements.
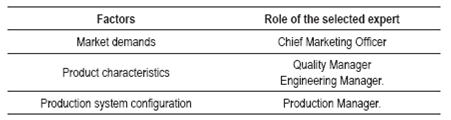
1.2 Experts selection for adp identification. A group of four experts was selected. These experts were chosen based on their position and experience in the company (see table 8).
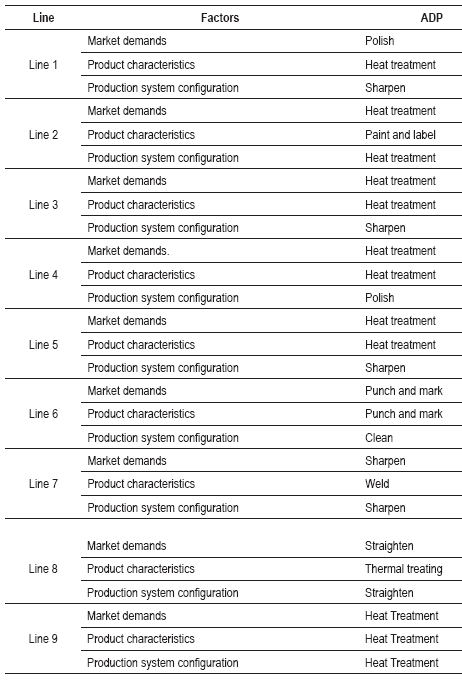
1.3 adp selection. As can be seen in table 9, an adp for each factor was selected on each production line.
Step 2. Criteria identification
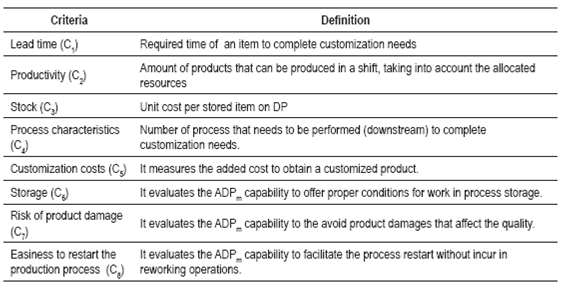
The selected criteria and a brief explanation are presented in table 10.
Step 3. Weighting of criteria
3.1 Experts selection for criteria prioritization. Seven people considered the most experienced of the company were selected. The chosen roles were: engineering manager (E1), quality manager (E2), production manager (E3), logistics manager (E4), production supervisor (E5), quality engineer (E6) and maintenance manager (E7).
3.2 Subjective weighting I (Simple weighting). By applying equation 1, the obtained results are summarized in table 11.
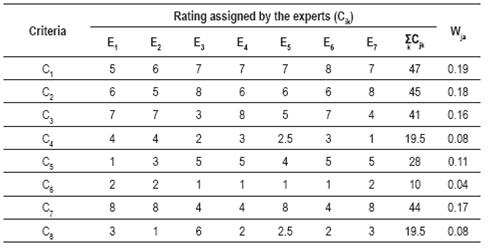
3.3 Concordance testing. For this case study 7 experts (M) and 8 criteria (n) were considered. Based on equations 2 and 3 the obtained values for T and D2 were 31.5 and 1431.5 respectively. In consequence, the Kendall concordance index was 0.696 (equation 4).
3.4 Subjective weightingII (the modified triangle of Fuller). As an example, table 12 shows a paired comparison given to the selected criteria by expert 4 (E4).
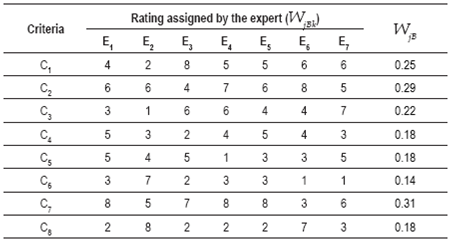
The same procedure is repeated for the rest of experts. In table 13 the sub jective weighting II (WjB) given by the group of experts is exhibited.
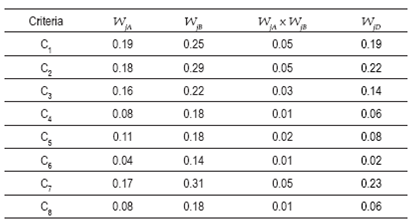
3.5 Determination of final weight. Based on the results of tables 12 and 13, the final weighing was calculated by using equation 7 . (See table 14).
Step 4. Criteria evaluation
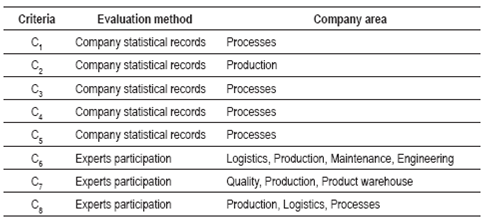
4.1 Identification of information sources for criteria evaluation. Table 15 exhibits the information sources chosen to evaluate each criterion.
4.2 Criterion evaluation. Based on statistical records the performance of the quantitative criteria (Cr. ..C5) was obtained. Due to a confidentiality agreement, this information was omitted in the present paper. For the case of qualitative criteria (C6, C7, C8) an expert method supported by an ahp, was used. As an example for the Line 1, the evaluation given by the Production Manager to criteria C8 is shown in Table 16. By Applying equations 9 and 10, the obtained priority vector for this expert can be observed in table 17.
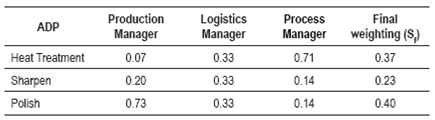
As exhibited in Table 18, the final objective weight for C8 is obtained by repeating the same procedure with the rest of experts. As can be observed, the most important adp for Line 1 regarding C8 is Polish. This procedure must be repeated for the rest of qualitative criteria (C6, C7) and the remainder production lines.
4.2.1 Consistency testing. Based on results shown in table 17, and according to equation 12, the resulting relative weights (R) were 0.196, 0.608 and 2.320 for Heat Treatment, Sharpen and Polish respectively. Consequently, by applying equations 13, 14 and 15, the obtained values for dmax, ci and cr were 3.072, 0.0362 and 0.0624 respectively. Therefore, due to the obtained value for cr was less than 0.1, it can be stated that the judgment of the Production Manager is consistent for line 1 and criterion C8.
Step 5. ADP evaluation and selection
The quantitative and qualitative results of the eight evaluated criteria were collected. Then, as indicated in equations 16 and 17, the obtained data were homogenized and normalized. Subsequently, for each line and each adp, Equation 18 allows to obtain the final grade (Qp). Table 19 summarizes these results.
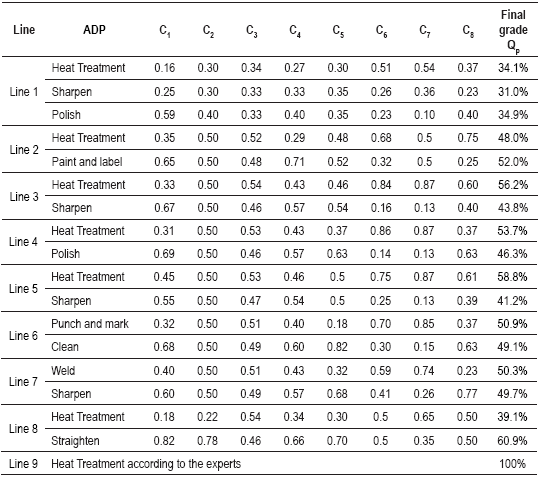
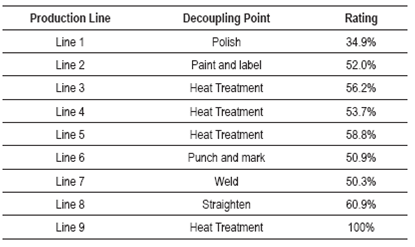
Finally, based on the results of table 19, the adp showing the greater grade at each production line were chosen. table 20 exhibit the selected decoupling points.
CONCLUSIONS
The proposed methodology offers a new alternative for the dp location; taking into consideration a set of quantitative and qualitative criteria. Additionally, the participation of company experts allows the achievement of more realistic solutions in complex decisions. These decisions imply the proper balance between market requirements and company goals. In contrast to the identified solutions in literature review, this methodology is able to analyze the dp location for several production systems simultaneously.
Based on the obtained results, the analyzed company could locate the dp for its nine production lines. Due to several incident, criteria was considered and also the decision making was undertaken by a group of company experts. It is expected that the flexibility level of the company could be improved.
Finally, in order to enhance the proposed methodology, some aspects can be addressed. For example, by introducing the evaluation of the knowledge, the level and abilities of experts' reliability can be improved. Also, by applying simulation techniques, an ex-ante assessment can be addressed in order to analyze the real impact of the proposed solution in terms of efficiency and flexibility.

