











 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mail Cited by SciELO
Cited by SciELO  Cited by Google
Cited by Google  Similars in
SciELO
Similars in
SciELO  Similars in Google
Similars in Google 
 Permalink
PermalinkINTRODUCCIÓN
El término residuos de construcción y demolición (rcd) refiere a los residuos procedentes de infraestructuras, edificaciones nuevas y de la demolición de viviendas y locales 1. Factores como la industrialización intensa, las nuevas tecnologías, el crecimiento demográfico, la emigración a los centros urbanos y la diversificación del uso de los bienes y servicios ocasionan que dichos recursos se conviertan en un problema urbano costoso y complejo de gestionar 2), (3, puesto que su disposición irregular provoca incremento en los gastos públicos y la degradación del medio ambiente urbano, que finalmente se convierte en la causa de problemas en salud pública 4.
A diferencia de países como Dinamarca, Países Bajos o Bélgica, que llegan a alcanzar porcentajes de reciclaje superiores al 75 %, otros países como España (17 % 5) e Italia (10 % 6) reciclan solo pequeñas cantidades de sus rcd, teniendo su mayoría como destino final el vertedero. Esto indica que, aun teniendo el conocimiento y la tecnología que evidencian sus bondades, siguen sin ser aplicados y sin un documento normativo obligatorio 5. Por tanto, el uso factible de estos materiales es una propuesta de investigación actual, cuyo objetivo se direcciona a alcanzar una sostenibilidad adecuada 7, y posibilitar así la reinserción de los RCD en un ciclo productivo como un material de segunda generación, factible de utilizarse en la industria de la construcción 8.
Diversas investigaciones han estudiado aplicaciones de estos materiales, incluyéndoles previo procesado adecuado, como áridos en morteros y hormigones que sustituyen parcial o totalmente a los áridos naturales 9. En lo que respecta a los morteros, esta aplicación es un potencial aprovechamiento de la fracción fina de los rcd procedentes de hormigón reciclado; ya que a diferencia del hormigón estructural (Anexo 15 del ehe-08 10), que permite su uso con contenidos de hasta un 20 % (en hormigones de resistencia característica específica (fck) < 40 MPa), en morteros no existe antecedente de legislación o normativa que los asimile. Cuando estos morteros reciclados se equipan con morteros con arena natural, no se llega a detectar diferencias significativas en cuanto a sus prestaciones mecánicas, pudiéndose, por tanto, afirmar que dichos materiales podrían ser también aptos para su uso 11), (12. Sin embargo, poco se ha indagado acerca de las propiedades iniciales (estado fresco) que incluyan resultados de variables factibles de influir en propiedades futuras en estado endurecido. Es por ello que en esta investigación se establecen y analizan las propiedades en estado fresco (consistencia, densidad y contenido de aire) de los morteros con árido reciclado de hormigón (CoRM), mediante el remplazo del árido natural (na) por diferentes porcentajes de árido reciclado de hormigón (rca), así como también su posible afectación por diferentes relaciones de cemento/arena (c/a).
Antecedentes
Se han realizado estudios sobre propiedades en estado fresco de diferentes CoRM, que han registrado comportamientos muy variables 6. Sin embargo, en estas solo se han analizado algunas pruebas de forma aislada. En cuanto a la consistencia, se ha establecido que la trabajabilidad, tanto del mortero natural (nam) como de los CoRM, tiene similar comportamiento a instantes posteriores a su mezclado, aunque los CoRM tienen una menor capacidad de conservarla después de un lapso aproximado de diez minutos de su mezclado, atribuido al mayor porcentaje de absorción que presenta el RCA 13. Para lograr igualdad en esta propiedad, en algunas investigaciones se optó por el incremento de la cantidad de agua de mezclado (considerando la absorción de los rca) 6), (11), (14), (15. Sin embargo, en algunos estudios esto no queda esclarecido en su totalidad, por: a) para los CoRM con una relación de agua/cemento, a/c=0.35, se mantiene la consistencia de forma adecuada, pero para una a/c=0.55 las mezclas presentan valores superiores a las especificados por la normativa 16; y b) el incremento de porcentaje de RCA puede llegar a incidir en una menor cantidad de agua necesaria; estos materiales pueden llegar a conferir una mejora de su trabajabilidad, al llenar los huecos que ocuparía el agua, por partículas finas del rca (efecto de "llenado"), siendo que el tamaño, forma y textura de las partículas son relevantes en esta propiedad 2.
De igual forma, no existe acuerdo en cuanto a las variables que influyen en el comportamiento a la densidad de los CoRM, debido a: 1) se considera que su densidad disminuye a medida que se incrementa el porcentaje de sustitución de na por rca, atribuido a la menor densidad del propio rca con respecto de la del NA (11); y 2) se opina, en contra de lo anterior, que esta se incrementa (incluso con partículas de rca de menor densidad que el na) por el efecto de "llenado" (huecos no ocupados por el na que son ocupados por partículas finas <0.149 mm de rca), el cual se maximiza a medida que el remplazo se incrementa, lo cual vuelve al mortero más compacto 2.
Por último, para la propiedad de contenido de aire en los CoRM no se ha encontrado información previa.
MATERIALES
Los áridos utilizados en este estudio fueron: un rca facilitado por una empresa local autorizada por la Agencia de Residuos de Cataluña para el reciclaje de residuos de la construcción, en el que se incluían tamaños de partículas de entre 0 a 20 mm (requirió seccionarlo por el tamiz N° 4 (4.75 mm) para segregarlo en las fracciones fina y gruesa); y un NA adquirido de una empresa local comercializadora de áridos para la construcción, constituido por tamaños de partículas de entre 0 a 4 mm. Además, como aglutinante para fabricar los morteros se utilizó un cemento comercial tipo cem I 42.5 N/SR (une en 197-1:2011 17) de uso habitual en el sector y agua proveniente de grifo. Con estos materiales se fabricaron los diferentes CoRM de estudio y se contrastaron con el mortero de referencia con solo áridos naturales (nam).
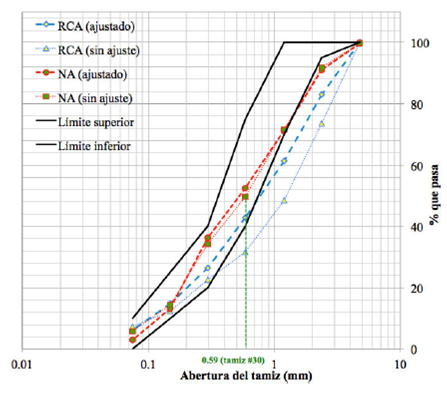
Debido a que las curvas granulométricas de los áridos no se ubicaron dentro de los límites de especificación (astm C144 (18)), se realizó un ajuste de sus perfiles para su corrección; buscando, de esta forma, hacerlos más equiparables y aptos para la fabricación de los morteros. Para lo anterior, en cada árido por separado se seccionó el material en dos partes mediante el tamiz N° 30 (0.59 mm), practicándose diferentes combinaciones de las partes y buscando como objetivo de homogenización las que produjesen la máxima compacidad. Para el caso del rca, la combinación óptima se alcanzó en 60 % > tamiz N° 30 > 40 %, mientras que para el NA se alcanzó en 50 % > tamiz N° 30 > 50 %. En la figura 1 se muestran los perfiles granulométricos de ambos áridos con y sin el ajuste anterior.
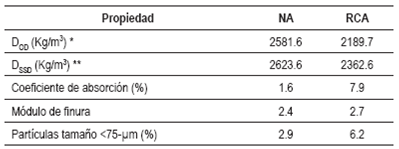
En la tabla 1 se indican las propiedades físicas de los áridos utilizados, obtenidas con base en las normas astm C128, C136 y C117 19), (20), (21. Por lo que respecta a la densidad, en esta tabla se observa que para el rca tanto DOD como DSSD son menores que la del na (diferencias de 392 y 261 kg/m3); en cuanto a el coeficiente de absorción, el del rca es notoriamente mayor que el del na (diferencia del 6.3 %), como también lo es el contenido de partículas menor que 75 pm. Por último, el módulo de finura del rca es mayor.
METODOLOGÍA
Preparación de las mezclas
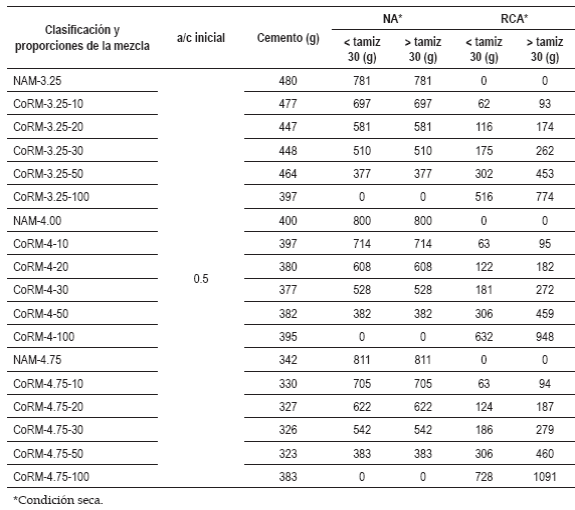
Las proporciones de las mezclas en estudio se muestran en la tabla 2. El acuerdo de nomenclaturas adoptado para los CoRM fue: CoRM-d.dd-xx; donde d.dd = c/a (1:3.25, 1:4 y 1:4.75), y XX = % de RCA en sustitución del NA en peso (10, 20, 30, 50 y 100 %). Los morteros de referencia (con 100 % de na) para cada c/a se nombraron como: nam-3.25, nam-4.00 y nam-4.75. Todas las mezclas fueron diseñadas con una relación a/c inicial = 0.50; las características y proporciones reportadas son las necesarias para obtener 1 dm3 de cada una de las mezclas de este estudio, tomando como guía lo acordado en la norma astm C109 22.
La secuencia de mezclado incluyó diversos procesos. Primero, el agua resultante de la a/c inicial se utilizó para realizar una pre-satturación de los áridos durante un minuto (restricción de pérdida del agua de hidratación por movilidad a posteriori). Después se incorporó y mezcló a velocidad media durante 60 segundos el cemento junto con los áridos en el recipiente de amasado de la mezcladora (Mod. E93, marca Matest). A continuación se mezcló a velocidad alta durante 30 segundos y posterior reposo de la mezcla por 90 segundos más. Finalmente se mezcló por 60 segundos más a velocidad alta. Concluido el proceso de mezclado, se realizaron los ensayos en estado fresco (consistencia, densidad y contenido de aire) que conforman el estudio.
Consistencia
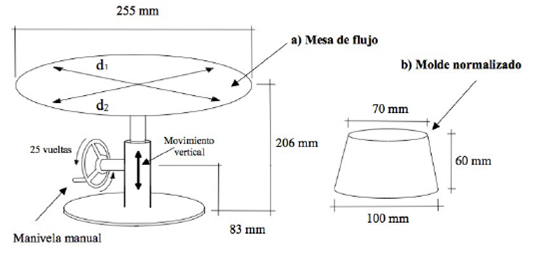
Para la consistencia, su arreglo experimental, en acuerdo con la astm C230 23, se constituye por una mesa de sacudidas (ver figura 2a) dispuesta con una placa superior circular rígida y sustentada en el centro por un soporte, de forma que se permita una caída libre de la placa y reciba ésta un golpe al llegar al final del recorrido. Con lo anterior se provoca que la mezcla, dispuesta sobre la parte superior de ésta, se extienda en horizontal de forma libre. Para lograr normalizar todas las mezclas se buscó una fluidez constante, adquiriéndose ésta cuando tuviesen una fluidez de 110 ± 5 % posterior a aplicar 25 caídas en un periodo de 15 segundos (establecido en la astm C109 22). Dicha fluidez se determina mediante la relación entre el promedio de dos diámetros perpendiculares (d1 y d2 en la figura 2a) que forma la mezcla después de la extensión inducida y el diámetro del molde inicial (figura 2b ). Cuando la mezcla no cumple con este requerimiento, se procede a incrementar (o reducir) la cantidad de agua en pequeñas porciones hasta lograr la fluidez establecida.
Densidad
El procedimiento astm C185 24 consiste en llenar de mortero (tres capas de igual espesor y apisonando 20 veces en cada una) un recipiente cilíndri-co normalizado con capacidad de un litro (figura 3a). Enrasado el molde, se pesa, descontándole la tara (figura 3b). La densidad de los morteros se obtiene aplicando la fórmula 1.
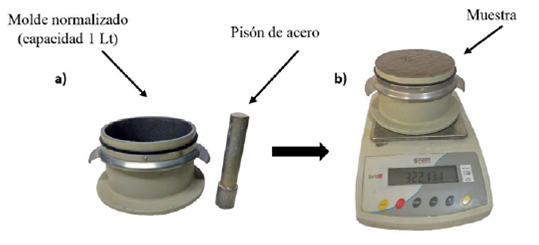
Donde p = Densidad (g/cm3); M = Masa (g); V = Volumen (cm3).
Contenido de aire
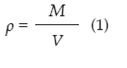
El procedimiento se basa en el uso del llamado "Medidor B" astm C231 25, el cual utiliza un recipiente regulado de un litro de capacidad y un medidor de aire normalizado (Luftgehaltsprüfer marca testing, figura 4a). El principio que rige la prueba se basa en la Ley de Boyle (figura 4b), que establece que la presión de un gas en un recipiente cerrado es inversamente proporcional al volumen del recipiente a una temperatura constante 26; por lo que si el equipo es capaz de igualar un volumen conocido de aire y presión dentro de una cámara cerrada, el volumen desconocido es referido como el aire dentro del mortero.
RESULTADOS Y DISCUSIÓN
Consistencia
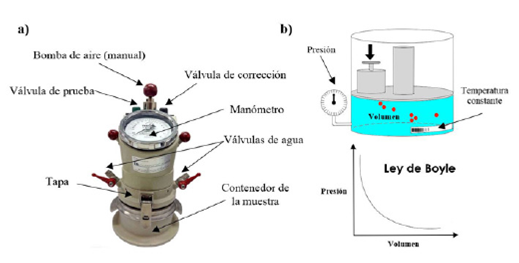
En la figura 5 se muestran las cantidades de agua requeridas para cada mortero después de haberse realizado el ensayo de consistencia. Las barras en tono obscuro corresponden a la cantidad de agua necesaria referida en una dosificación por peso. En este caso, todas las mezclas contienen la misma cantidad de cemento, considerado como el necesario para obtener 1 dm3 de cada mortero de nam (para cada una de las relaciones c/a). Las barras en tono claro indican la cantidad de agua necesaria para obtener 1 dm3 de cada una de las mezclas, tanto los nam como los CoRM (dosificación en volumen). A partir de estos resultados se establecen las siguientes relaciones:
Al considerar la dosificación por peso (barras en tono obscuro), el uso o presencia de rca en los CoRM demanda una mayor cantidad de agua necesaria para alcanzar la condición de consistencia establecida en la normativa; este incremento en la demanda de agua tiene una correlación directa con el incremento del porcentaje de RCA en los CoRM, y presenta su valor máximo en los CoRM-d.dd-100.
En cuanto a las diferentes relaciones c/a estudiadas, se observa un comportamiento similar (el efecto de c/a parece no ser significativo), a excepción de las mezclas CoRM-d.dd-100, que sí presentan un incremento directo y sensiblemente mayor para CoRM-4.75-100.
Cuando se establecen las cantidades de agua para obtener el mismo volumen en los diferentes CoRM, se observa que los requerimientos de agua son sensiblemente mayores que en los nam, con aumentos en promedio del del 6.49, 3.20 y 5.36 % (para las tres diferentes familias de nam, respectivamente). Esto permite establecer una tendencia de incremento de necesidad de agua a mayor relación c/a, siendo la mezcla CoRM-4.75-100 la que alcanza la mayor demanda (20.86 % respecto al nam-4.75).
A partir de lo anterior se deduce que el comportamiento en el incremento de la cantidad de agua necesaria para alcanzar la consistencia normalizada de los CoRM puede ser atribuida al mayor coeficiente de absorción que presenta el rca con respecto al na (ver tabla 1), aumentando esta a medida que el contenido de RCA se incrementa en los CoRM.
En cuanto a la menor cantidad de agua necesaria para fabricar 1 dm3 (dosificación por volumen) presentado en algunas muestras (barras en tono claro, iniciando en el CoRM-d.dd-20 o CoRM-d.dd-30) y comparándolas con las de dosificación por peso, el decremento de las primeras es atribuible a la menor densidad del rca, que ocasiona la necesidad de una menor cantidad de agua para lograr el mismo volumen.
Un comportamiento similar, en cuanto a la mayor demanda de agua (en general), se ha establecido en estudios previos, necesitándose incrementos del 30 y 19 % cuando se utilizó (como rca) un árido proveniente de una mezcla con diversos escombros (72 % de hormigón) o a residuos de elementos de hormigón prefabricados, respectivamente 6. También, en un estudio similar, en el que se realizaron diferentes contenidos de remplazo, se indicó que la cantidad de agua necesaria por peso aumenta al incrementarse el porcentaje del rca (incremento del 67 % para un CoRM-d.dd-100) 11, y del 33 % en el estudio de Moriconi et al.27. De igual forma, para un CoRM-4.0-50 y CoRM-8.0-50 se reportaron incrementos del 16 y 20 %, respectivamente, en relación con sus nam 15. En todas estas investigaciones, este efecto fue atribuido al mayor porcentaje de absorción que tenía el rca utilizado (en comparación con el na).
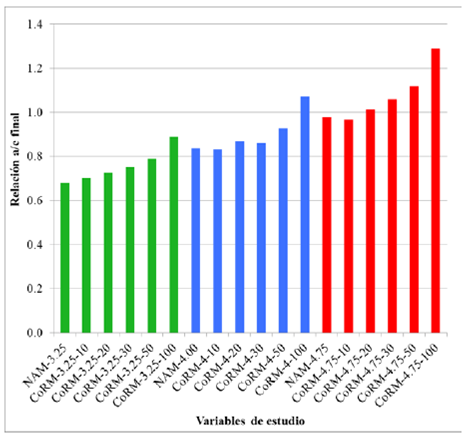
A partir de los resultados anteriores, en la figura 6 se presentan las diferentes relaciones a/c finales de todos los morteros estudiados (mezclas a las que se les ha llevado a alcanzar la consistencia normalizada). En esta figura se puede observar que la relación a/c aumenta al incrementar el porcentaje de rca en las mezclas (causado por el mayor coeficiente de absorción que presenta el rca con respecto al na), y que esto es más notorio con porcentajes de RCA elevados. Un efecto semejante se observa al relacionarse con el incremento de la relación c/a, puesto que mayores contenidos de rca se suscitan en dichas mezclas. El CoRM-4.75-100 contiene mayor contenido de RCA y, por tanto, una mayor relación a/c (igual a 1.3); mientras que el CoRM-4-100 y el CoRM-3.25-100 presentan valores más bajos de a/c (1.1 y 0.9, respectivamente). Por tanto, las relaciones en cuanto al efecto del contenido de rca, así como de la relación c/a, son consecuencia directa de las hipótesis y relaciones antes establecidas y expuestas en la figura 5. De conformidad con lo anterior, en investigaciones previas también se han reportado incrementos en la relación a/c con respecto a sus respectivos NAM: 0.78 y 0.71, comparado con respecto al 0.6 6, 0.6 con respecto al 0.5 27 y de 0.71 con respecto al 0.52 28; todo ellos comparados con la relación a/c de sus respectivos nam.
Densidad
Los resultados de las densidades para los CoRM estudiados se presentan en la figura 7; en esta se pueden observar dos tendencias axiomáticas (en ambos casos rige una relación de tipo inversa entre ellas):
La densidad de los CoRM disminuye de forma inversa y proporcional al incremento del porcentaje de rca (hasta CoRM-d.dd-50), y esta disminución llega a ser del 3 % en promedio con respecto a sus respectivos nam; para el caso de CoRM-d.dd-100, la diferencia es más notable, con decrementos que llegan a ser del 5 % con respecto a sus nam.
El incremento de la relación c/a provoca una reducción en la densidad de los CoRM. En esta investigación, para la familia de mezclas de CoRM-4.0-XX y CoRM-4.75-XX se obtuvieron menores diferencias entre ellas; sin embargo, si se comparan con la familia de mezclas CoRM-3.25-XX, los valores se distancian bastante más.
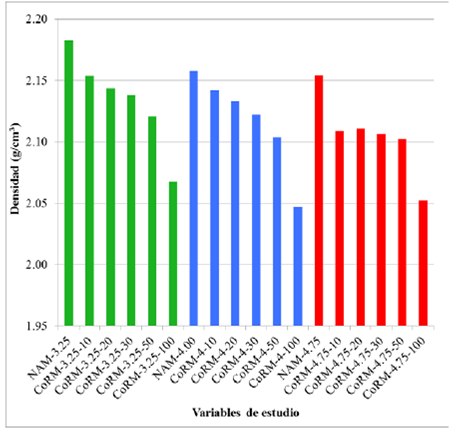
Las anteriores observaciones se imputan a la menor densidad que tiene el RCA con respecto a la del NA (ver tabla 1); esto es, el incremento del contenido del RCA en los CoRM ocasiona reducciones de densidad en los CoRM de forma proporcional al mismo. Esta misma argumentación es aplicable para el caso de la relación c/a, ya que a mayor relación de c/a mayor es el contenido de RCA dentro de los CoRM, y por lo tanto menor es la densidad del mortero. Los anteriores resultados se ajustan también a lo obtenidos por otros investigadores 11, en donde los CoRM presentaron menor densidad que los NAM; en específico, las densidades se atenuaron a medida que se aumentó el porcentaje de remplazo de RCA (23 % menos para los morteros CoRM-d.dd-100). Este dato fue atribuido a la baja densidad del rca utilizado en la investigación.
Contenido de aire
En la figura 8 se presentan los resultados del contenido de aire obtenidos para los CoRM estudiados; del gráfico se pueden desprender las siguientes observaciones:
El contenido de aire en los nam es menor que el reportado por los CoRM con contenidos de rca menores al 50 % (CoRM-d.dd-50), sin embargo, para los morteros CoRM-d.dd-100 el contenido de aire es menor que los morteros de nam de referencia.
El contenido de aire disminuye a medida que el porcentaje de rca en los CoRM se incrementa; estableciéndose menores diferencias en los CoRM con porcentajes bajos (hasta el 30 %).
Para los CoRM-3.25-XX y CoRM-4.0-XX, los resultados de contenidos de aire son muy similares (ambos entre 4.5 y 3.6 % en promedio general); sin embargo, para CoRM-4.75-XX la variabilidad de los mismos se incrementa (valores entre el 5.2 y 2.9 % en promedio general), presentando valores similares para las familias de morteros CoRM-d.dd-20 y CoRM-d.dd-30.
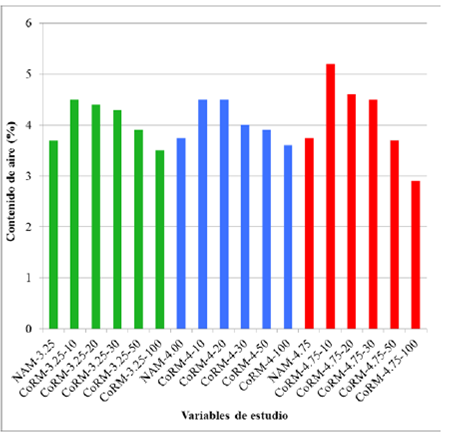
A partir de estas observaciones, y haciendo énfasis en la primera, se puede afrimar que el comportamiento presentado por los CoRM puede ser atribuido a la baja densidad en fresco de los mismos con respecto a los nam (ver figura 7); siendo los primeros capaces de contener una mayor cantidad de huecos con aire (además de su propia baja densidad) debido a la forma angulosa propia de sus partículas 29. En cuanto a la segunda observación, ésta se atribuye a la mayor cantidad de partículas de tamaños pequeños (<75 lim) (ver tabla 1) presente en los CoRM, logrando llenar éstas a los vacíos entre las partículas de mayor tamaño - óptimo acomodo entre ellas, mayor compactación, y por tanto, reducción del contenido de aire-; siendo más notorio (menor contenido de aire) cuanto mayor es el porcentaje de sustitución. Por último, las deducciones indicadas tienen igual validez para la tercera de las observaciones realizadas; para la primera, los porcentajes de sustitución presentan similares comportamientos, y en el segundo caso, CoRM-4.75-XX contiene mayor cantidad de rca.
Las anteriores deducciones y resultados al respecto de contenidos de aire en los morteros no se han podido equiparar con estudios previos al no encontrarse precedentes.
CONCLUSIONES
Con base en los resultados presentados se puede hacer mención de las siguientes conclusiones formuladas a partir de la investigación experimental realizada:
El incremento en el porcentaje de reemplazo de rca por na provocará mayor demanda de agua para alcanzar la consistencia normalizada, siendo más notorio para reemplazos del 100 %; con igual validez para reemplazos del 100 % y con una mayor relación c/a (en este estudio c/a = 1:4.75).
La densidad de los CoRM disminuye de forma inversa y proporcional al aumento en el porcentaje de sustitución de RCA, y así mismo cuando se incrementa la relación c/a. En este estudio las densidades de porcentajes de sustitución (hasta 50 % de rca) en los morteros con c/a = 1:4.75 son menores; sin embargo, para remplazos del 100 % y para las tres relaciones c/a las densidades resultan ser notablemente bajas.
El contenido de aire disminuye cuanto mayor es el reemplazo de RCA por na, pero aumenta cuando mayor es la relación c/a en los CoRM.
Variaciones tanto en los contenidos de rca en los CoRM como en las relaciones c/a repercutirán en las propiedades en estado fresco de los mismos; siendo más sensible su variabilidad por el efecto del porcentaje de sustitución de RCA que por la propia c/a.
Se evidencia que en el estado en fresco de los CoRM, el contenido de rca y de su relación c/a son causantes de afectación o influencia; por lo cual es previsible que estas variables puedan también causar cambios en el estado endurecido, lo cual requiere ampliar y continuar con estas investigaciones.

