










Services on Demand
Journal
Article
 Spanish (pdf)
Spanish (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkCT&F - Ciencia, Tecnología y Futuro
Print version ISSN 0122-5383On-line version ISSN 2382-4581
C.T.F Cienc. Tecnol. Futuro vol.2 no.1 Bucaramanga Jan./Dec. 2000
2Escuela de Ingeniería Química, Universidad Industrial de Santander, Colombia
RESUMEN
La inmiscibilidad observada en películas de polietileno ramificado de baja densidad (PEBD) fue investigada mediante técnicas de análisis instrumental (FTIR, DRX, DSC, TGA, SEC-GPC, SEM-EDX) y reometría (DMA, Reómetro Capilar). Se determinó que la inmiscibilidad ocurre por la aparición de microentidades generadas por un polímero indeseable que se encuentra en menor proporción en la mezcla, caracterizado por tener diferentes propiedades morfológicas y reológicas con respecto al PEBD prime, que conforma la película plástica. Se encontró que el polímero de PEBD que forma las microentidades "fish-eyes" u ojos de pescado se caracteriza portener una mayor distribución de pesos moleculares, una baja cristalinidad, una mayor ramificación y un comportamiento reológico diferente al PEBD prime, dando lugar a que en los procesos de extrusión de película soplada se presente este fenómeno, considerado un defecto significativo de la calidad de las películas plásticas utilizadas para empaque de propósito general.
Palabras clave: inmiscibilidad, PEBD, extrusión, ojos de pescado, "geles", prime.
ABSTRACT
The immiscibility in branched low-density polyethylene film was researched using techniques of instrumental analysis (FTIR, DRX, DSC, TGA, SEC-GPC, SEM-EDX) and rheometry (DMA, Capillary Rheomether). It was determined that immiscibility occurs when there are microentities generated by an undesirable polymer found in a low proportion in the mixture, characterized by different morphological and rheological properties regarding the LDPE prime, which makes up the plastic film. It was found that the LDPE polymer which forms the "fish-eyes" microentities has a wider distribution of molecular weights, low cristallinity, greater branching and a rheological behavior unlike the LDPE prime, causing this phenomenon in the extrusion process of the blown film. This is considered a significant defect in the quality of plastic film used for general-purpose packing.
Palabras clave: immiscibility, LDPE, extrusion, fish eyes, "gels", prime.
INTRODUCCIÓN
Los fenómenos de insmiscibilidad e incompatibilidad en mezclas de polímeros donde ocurre la separación entre fases han sido estudiados en detalle (Brandrup et al, 1966, Manson et al., 1976, Newman et al., 1978, Olabisi et al., 1979, Cangelosi et al., 1981, Quintana et al., 1994). Sin embargo, se desconocen estudios sobre el fenómeno cuando éste se presenta en mezclas de polímeros de una misma familia.
En la industria de la producción de polietileno de baja densidad (PEBD), específicamente en su procesamiento y uso final como película plástica para fabricación de empaques, aparecen en la superficie de dicha película unas estructuras comúnmente llamadas ojos de pescado o "fish-eyes", "geles" en el argot industrial. Su tamaño individual es inferior a 2 milímetros de diámetro cuando la "partícula" plástica es de forma circular aplanada. Estas estructuras son de apariencia física transparente, ligeramente más opacas que la película de PEBD y se encuentran diseminadas por toda su superficie, en ocasiones en forma de "geles" en cadena. En caso extremo, su alto contenido se asemeja a la superficie de piel de naranja "orange peel" o piel de tiburon "shark skin", superficies irregulares debidas al "melt fracture" o fractura de fundido, fenómeno que presentan los polímeros fundidos por encima de cierto esfuerzo cortante crítico, característico de anomalías de flujo (esfuerzo de corte y velocidad de cizalla por encima de valores críticos según el material polimérico). Sin embargo, la fractura de fundido no es la causa de la presencia de ojos de pescado en las películas de PEBD prime. Se cree que la fractura de fundido se presenta porque se excede en esfuerzo al valor del esfuerzo tensil del fundido, dando lugar a una ruptura de material fundido en la superficie (Naranjo A., 1994, Spencer and Dillon, R.E., 1949).
Estas partículas degradan la calidad del producto resultante del proceso de transformación del PEBD, con la consecuente pérdida económica, inherente al no cumplimiento de especificaciones de película plástica para empaques de propósito general. El presente trabajo de investigación tiene como propósito determinar el origen y la caracterización de dichas estructuras en la película de PEBD.
El estudio comprende la caracterización de polietileno prime (producto que cumple especificaciones de calidad cuya película se encuentra con muy bajo contenido de dichas partículas) y los mencionados ojos de pescado de la resina "scrap" resultante de la degradación del PEBD, mediante el uso de técnicas de análisis instrumental (FTIR, DSC, SEM-EDX, SEC-GPC) (Frank, S., 1997) y reometría (DMA, High Shear Rate Capillary Rheometry), así como estudios de solubilidad en solventes orgánicos y la reproducción del fenómeno utilizando mezcla de resinas de polietileno con marcadas diferencias en sus propiedades.
PARTE EXPERIMENTAL
Materiales objeto de estudio
-
Polietileno prime de baj a densidad ramificado, referencia Polifén 640® sin aditivos.
-
Polietileno prime de baja densidad ramificado, referencia Polifén 641® con aditivo deslizante erucamida (700 ppm-w), antibloque sílice "Superfloss" (1250 ppm-w) con 5% en peso de óxidos metálicos (Fe203, Mg0, K20, Mn0, Ca0, A1203, Na20) y un antioxidante primario, "Lubrizol" o "BHT", de fórmula 2,4,6 -diterbutil paracresol (10 ppm-w).
-
Ojos de pescado o "geles", obtenidos mediante recorte directo de las películas de material "scrap", el cual se caracteriza por presentar un alto contenido de estas partículas.
-
Condiciones de procesamiento para la resina Polifén 641® en la extrusión por soplado de película:
Temperatura de extrusión en el cilindro: Zona 1 = 418 K (145 °C); Zona 2 = 443 K (170 °C); Zona 3 = 453 K (180 °C)
Temperatura de extrusión en el dado: D1 = 448 K (175°C); D2 = 448 K (175 °C); D3 = 448 K (175 °C) Relación de soplado (burbuja/dado)= 2,2 : 1
Los polímeros mencionados se producen en el Complejo Industrial de Ecopetrol en Barrancabermeja (Santander, Colombia) a través del proceso "Modified Autoclave Reactor" de la compañía Dow Chemical, tecnología adquirida por Ecopetrol a fines de la década de los años setenta.
Espectroscopia FTIR
El equipo utilizado corresponde a un espectrofotómetro FTIR Nicolet modelo 740. En el espectro IR del PEBD, aparecen tres grupos de bandas características del polietileno: hacia 2950 cm-1 correspondiente a la tensión C-H, una segunda en 1460 cm-1 debida a la deformación del grupo CH2 y una tercera en el intervalo 730-720 cm-1, responsable del balanceo del grupo metileno CH2 (Morcillo, J., 1974).
Para el análisis se utilizó el pico correspondiente a la longitud de onda 720 cm-1 debido a que éste se encuentra presente en el PEBD, mas no en la cis-decalina, solvente utilizado en la disolución del PEBD. Se prepararon cuatro estándares de 7000, 4500, 3500 y 2000 ppm (peso a volumen). Se tomaron los espectros de cada estándar, tomando la precaución de impedir el descenso de la temperatura a 343 K (70 °C) para evitar formación de micelas en solución, interferencia indeseable para el correcto registro del espectro IR.
El espectrofotómetro FTIR Nicolet tiene una resolución de ±4 cm-1.
Difracción de Rayos X, DRX
El equipo utilizado es marca Rigako, modelo D/MAX IIIB, voltaje 35 KV, 20m A, intervalo 2-70 en valores de 2θ, velocidad 1°C/minuto, con una reproducibilidad de ±0,1%. Mediante esta técnica se determinó el grado de cristalinidad, según la ecuación:
Calorimetría Diferencial de Barrido, DSC
Se utilizó un equipo Shimadzu DSC-50 para determinar el comportamiento térmico de los polímeros PEBD prime y ojos de pescado. Con el equipo se midieron propiedades tales como temperatura de fusión, entalpia de fusión y grado de cristalinidad. Presenta una reproducibilidad de ±0,01 K(±0,01 °C).
Análisis Termogravimétrico, TGA
En esta técnica se dispone de un equipo Shimadzu TGA-50 para medir la estabilidad térmica de un material polimérico. En este ensayo se detectan cambios de masa de la muestra en función de la temperatura a una determinada velocidad de calentamiento de 20 K/min (20 °C/min). Por medición de la variación de masa se determina la temperatura de degradación y el intervalo de temperatura de descomposición del material. La sensibilidad de la microbalanza es de 0,1 g y su precisión de ±0,1%.
Cromatografía de Exclusión de Tamaño, SEC-GPC
Se contó con el servicio de un cromatógrafo Polymer Lab provisto de 4 columnas PLgel de 20µm MIXED-A 300·7,5 mm, con velocidad de flujo 1,0mL/min, auna temperatura de 433 K (160 °C) y una presión de 1,6·1E5 Pa con eluente triclorobenceno más 0,00125% en peso de 2,4,6-diterbutil paracresol (BHT). Se utilizaron estándares de calibración de PS (poliestireno) EasiCal PS-1, volumen de inyección de 200µL y concentración de muestra 0,2% w/v. El equipo cuenta con un sistema de detección integrado PL-GPC-210 con detector RI. Esta técnica se utilizó para determinar los parámetros moleculares como los pesos moleculares promedios y la polidispersidad de las muestras por estudiar. La linealidad reportada por el fabricante del equipo para el detector RI es de ±0,15%.
Microscopía Electrónica SEM-EDX
Se utilizó un microscopio electrónico de barrido (SEM) Cambridge Instruments Stereoscan 240, equipado con un detector de rayos X, por energía dispersa (EDX), EDAX - DX Prime.
Esta técnica permite establecer posibles diferencias de morfología y composición elemental entre la película de PEBD prime y los ojos de pescado. Se efectuó una limpieza de la muestra por ultrasonido para eliminar las partículas foráneas. La muestra fue adherida al porta-muestras recubriéndola con oro para hacerla conductora y apta para el análisis.
Análisis Mecánico Dinámico, DMA
Se utilizó un equipo de la firma Thermal Analysis & Rheology Instruments, modelo DMA 2980. Las condiciones establecidas para el experimento fueron: tensión de la película en la abrazadera, de acuerdo con las dimensiones de la muestra de probeta de película plástica (longitud=20 mm, ancho =10 mm, espesor=0,06 a 0,1 mm); frecuencia 1 Hz; amplitud 15µm; intervalo de temperatura 128 K (-145 °C) a 398 K (125 °C) y una rampa de calentamiento de 5 K/min (5 °C/min).
Las propiedades mecánicas macroscópicas tienen un origen molecular microscópico. La deformación observada en una muestra polimérica debe ser consecuencia de la capacidad de movimiento y desplazamiento que tengan sus cadenas macromoleculares. Por ello, para justificar la variación térmica observada en el módulo, hay que describir cómo cambia la movilidad de las cadenas con la temperatura.
Para un ensayo de tensión se define el módulo de almacenamiento E' y el módulo de pérdida E". E' es la habilidad del material para almacenar energía y es una medida de la elasticidad del material, mientras que E" es la habilidad del material para disipar energía y está relacionado con la respuesta viscosa del mismo. Se define la tangente de ángulo de pérdida tan δ E"/E' como el cociente entre la energía perdida y la energía almacenada por ciclo y representa la habilidad amortiguadora del material o su disipación de energía. La precisión de la técnica en cuanto a los módulos de almacenamiento y pérdida es de ±1%, mientras que la estabilidad isotérmica es de ±0,1 K (±0,1 °C).
Reología Capilar de Alta Velocidad de Cizalla
El equipo utilizado fue un reómetro capilar de alta presión marca Góettfert modelo Rheograph 2002, con un diámetro de pistón de 12 mm, un diámetro de boquilla de 1 mm, una longitud de las boquillas de 10,0; 20,0; y 30,0 mm y un ángulo de entrada al capilar de 90°. Se sometieron los materiales poliméricos a temperaturas de 453 K (180 °C) , 473 K (200 °C) y 493 K (220 °C) con el propósito de obtener sus respectivas curvas Teológicas de viscosidad aparente en función de la variación de la velocidad de cizalla o esfuerzo cortante. El porcentaje de error instrumental en cuanto a la determinación de la viscosidad aparente a velocidad de cizalla constante es de ±0,1%, mientras que las diferencias encontradas entre las muestras de PEBD scrap y prime a temperaturas de 453 K (180 °C), 473 K (200 °C) y 493 K (220 °C) a una velocidad de cizalla constante de 6 1/s es alrededor del 3,0% en todas ellas.
Contenido de Extractables
El PEBD contiene una cantidad mensurable de material cuyo peso molecular es lo suficientemente bajo para solubilizarse en cloroformo. El conocimiento a nivel de contenido de material extractable que puede llegar a exudar o migrar a la superficie de la película es un parámetro de control del acabado de las películas plásticas. Con este propósito se utilizó la extracción Soxhlet para determinar el porcentaje E de extractables en el material polimérico, calculado con base en la siguiente expresión:

Donde w1 y w2 son los pesos antes y después de la extracción.
La precisión del procedimiento de extractables, de acuerdo con el método Dow Olephin Plastics OP-15, es de 1,7% de error relativo.
RESULTADOS Y DISCUSIÓN
Morfología
La determinación de la forma, estructura, composición y parámetros moleculares del PEBD con y sin "geles", se obtuvo mediante técnicas de análisis instrumental, contenido de extractables y estudio de solubilidad.
Espectroscopia FTIR
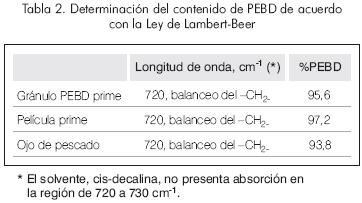
Las Figuras 1 y 2 representan los espectros del polietileno prime y ojos de pescado determinados por FTIR. Los espectros de estos materiales presentan las bandas características del polietileno: 2950 cm-1, 1460 cm-1 y 730-720 cm-1, además muestran otras bandas (Tabla 1) de mediana y baja intensidad que corresponden al paquete de aditivos y al polietileno de bajo peso molecular o "grasa de polietileno". De acuerdo con la ley de Lambert-Beer se determinó el respectivo porcentaje de PEBD para el polietileno prime (granulo y película) y para los ojos de pescado (Tabla 2), utilizando cisdecalina como solvente y la absorbancia del pico a 720 cm-1, que corresponde al balanceo del grupo metileno CH2.
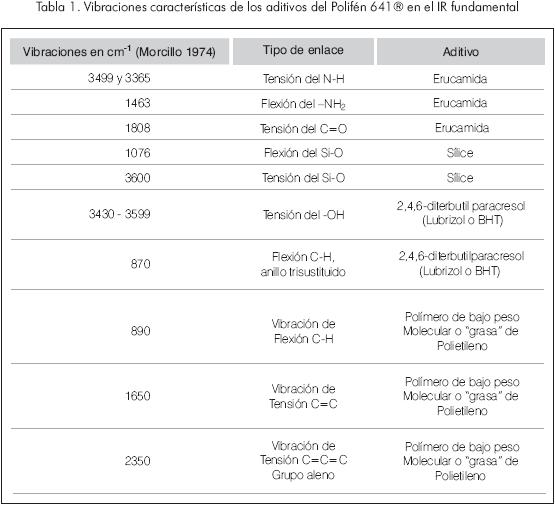
La forma de las bandas (ancha e intensa) correspondiente a los espectros FTIR de los ojos de pescado, comparada con la homologa del PEBD prime con aditivos (bien definida), se debe a una acumulación del paquete de aditivos sobre dichas microentidades. Esta mayor absorción que se registra en el espectro infrarrojo, está soportada por los resultados del contenido de material extractable expresados en % en peso: 5,51% para los ojos de pescado, mientras que para la película de PEBD Polifén 641 prime (PEBD con aditivos) el valor es de 2,27% y para la película Polifén 640 prime (PEBD sin aditivos) se tiene un contenido de 2,03%. De igual manera, una mayor concentración del paquete de aditivos en los ojos de pescado se encontró mediante DRX ySEM.
Difracción de rayos X, DRX
De acuerdo con el difractograma de la Figura 3 el ojo de pescado muestra presencia del paquete de aditivos, sílice y erucamida. Las señales 2Θ=6, 19, y 23 coinciden con los picos de la erucamida. Asimismo, se detectó presencia de sílice según las señales de los picos 21, 76, 35 y 96.
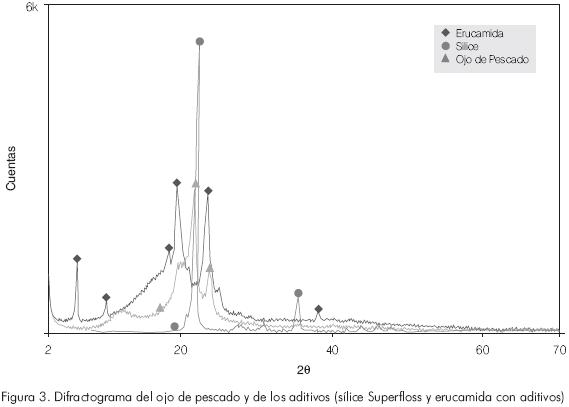
Mediante la ecuación (1) y las intensidades de señales de los difractogramas se determinó el porcentaje de cristalinidad. El ojo de pescado presenta un porcentaje de cristalinidad inferior al polietileno prime con aditivos 15,3% y 24,2% respectivamente.
Calorimetría Diferencial de Barrido, DSC
Las Figuras 4 y 5 ilustran dos de los termogramas obtenidos para la resina PEBD prime: el granulo libre de aditivos y el ojo de pescado respectivamente. Como se puede apreciar el termograma del ojo de pescado es muy similar al correspondiente del PEBD prime. Esto nos confirma que las microentidades están compuestas principalmente por macromoléculas de PEBD.
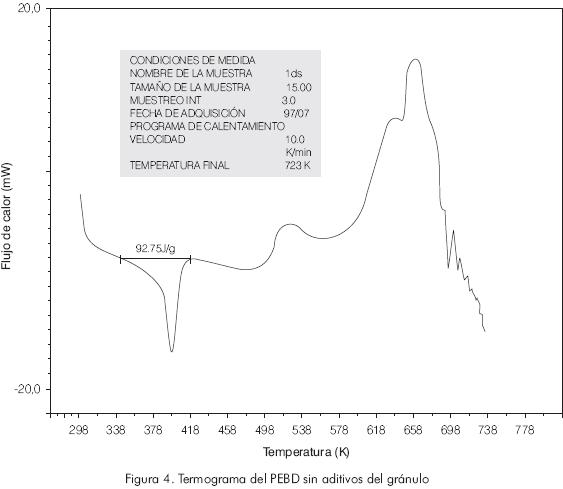
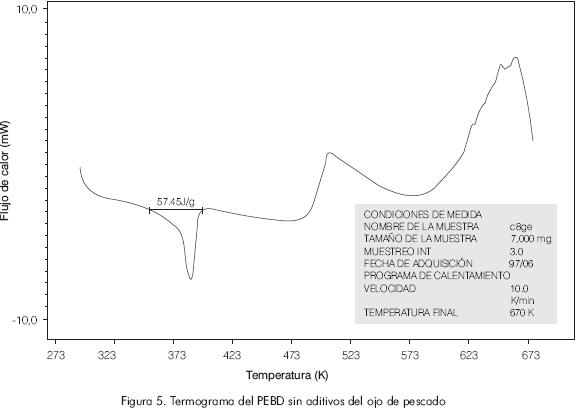
La Tabla 3 presenta las propiedades fisicoquímicas obtenidas por esta técnica: temperatura de fusión, Tf, entalpia de fusión, Hf, temperatura de transición gama, Tγ, calor específico, Cp; grado de cristalinidad Fc, y temperatura de oxidación, Toxid.

Como resultado relevante obtenido por esta técnica, se encontró que el ojo de pescado tiene un grado de cristalinidad Fc inferior al que presenta el PEBD prime, corroborándose los resultados encontrados por DRX. Esto indica que la estructura amorfa (no cristalina) se encuentra en mayor proporción en el ojo de pescado en comparación con el PEBD prime.
Por la forma de los termogramas se puede afirmar que los ojos de pescado están compuestos por dos fases: una fase amorfa y otra cristalina de forma similar al PEBD, esto quiere decir que es un polímero de PEBD con una entalpia de fusión (Hf) y una capacidad calorífica (Cp) inferiores al PEBD prime.
Análisis Termogravimétrico TGA
Las Figuras 6 y 7 representan los termogramas obtenidos para el polímero prime sin aditivos y el ojo de pescado respectivamente. Según se aprecia, los termogramas son muy similares al igual que sus estabilidades térmicas, salvo que, para una misma temperatura, el ojo de pescado pierde ligeramente más peso. Esto indica que contiene una cantidad ligeramente mayor de volátiles en comparación con el PEBD prime.
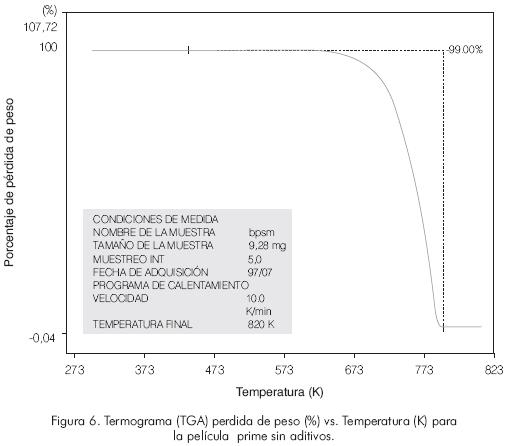
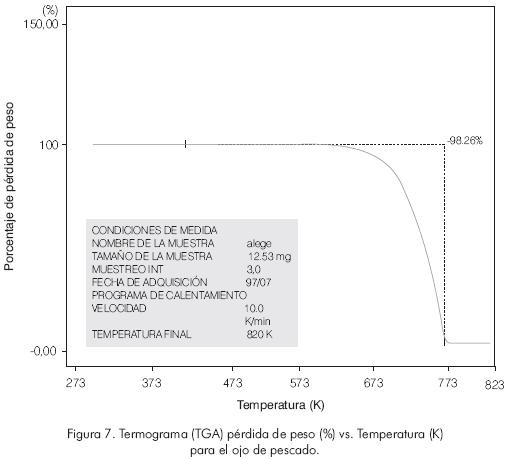
La pérdida de peso para el PEBD prime sin aditivos y el ojo de pescado a la temperatura de 418 K (145 °C) fue de 1,00% y 1,74% respectivamente. Las temperaturas de degradación 553 K (280 °C) y 578 K (305 °C), y los intervalos de descomposición 573 K (300 °C) a 773 K (500 °C) y 603 K (330 °C) a 763 K (490 °C), para el primero y segundo, presentan semejanza en sus valores, lo cual es indicativo de su naturaleza química similar.
Cromatografía de exclusión de tamaño SEC-GPC
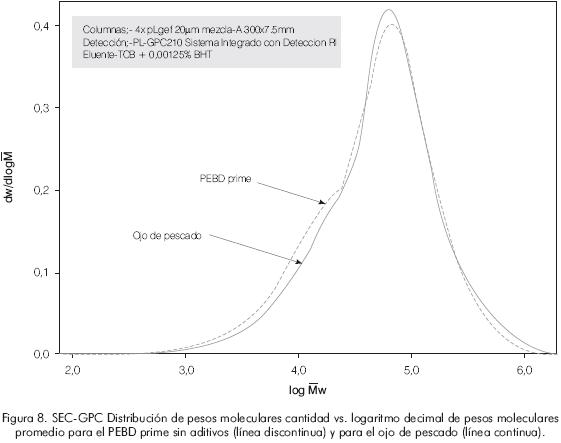
En la Figura 8 se observa la superposición de los cromatogramas que ilustran las curvas de distribución de pesos moleculares del ojo de pescado en línea continua, y el PEBD prime sin aditivos representado por la línea discontinua. Los cromatogramas obtenidos son muy similares y presentan una distribución de pesos moleculares amplia, con una polidispersidad ligeramente superior para el ojo de pescado.
En la Tabla 4 se presentan algunos de los parámetros moleculares resultantes. Se observan ligeras diferencias entre los pesos moleculares promedio en peso  , y promedio en número
, y promedio en número  , de las cadenas de PEBD que conforman el ojo de pescado con respecto a las cadenas que constituyen el PEBD prime y sus propiedades moleculares. En caso de incertidumbre con respecto a las diferencias encontradas en los diferentes parámetros de pesos moleculares, eventualmente atribuibles al error instrumental de la técnica según los valores de pesos moleculares obtenidos, se tendría un error relativo del orden del 10%, el cual es muy alto si se tiene en cuenta que la linealidad del detector RI es 0,15%.
, de las cadenas de PEBD que conforman el ojo de pescado con respecto a las cadenas que constituyen el PEBD prime y sus propiedades moleculares. En caso de incertidumbre con respecto a las diferencias encontradas en los diferentes parámetros de pesos moleculares, eventualmente atribuibles al error instrumental de la técnica según los valores de pesos moleculares obtenidos, se tendría un error relativo del orden del 10%, el cual es muy alto si se tiene en cuenta que la linealidad del detector RI es 0,15%.
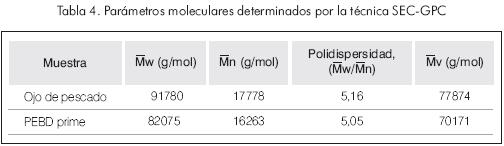
El ojo de pescado presenta una abundancia relativa de cadenas de pesos moleculares mayores respecto al PEBD prime, según se corrobora por losvalores de los pesos moleculares promedio en peso y promedio viscoso , entre otros. Además, al observar la curva de distribución de pesos moleculares del PEBD prime, se presenta un hombro bien definido, el cual no lo exhibe el ojo de pescado, y que corresponde a las fracciones de baj o peso molecular de la película PEBD prime.
Microscopía Electrónica SEM-EDX y Óptica
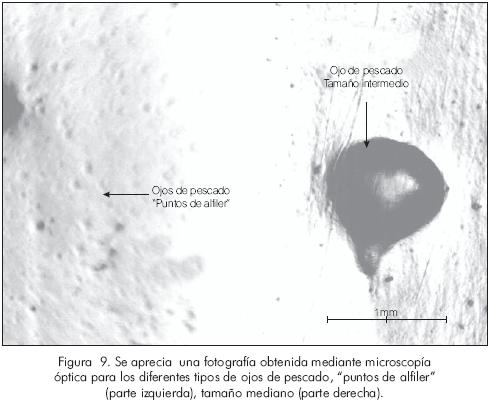
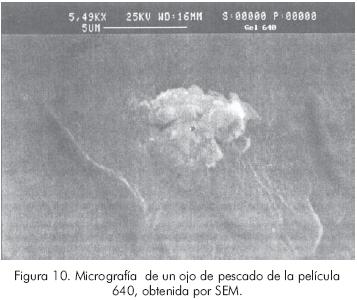
En la Figura 9 se aprecia una imagen obtenida mediante microscopía óptica. En ella pueden observarse varios ojos de pescado de diferentes dimensiones. El tamaño intermedio es alrededor de un milímetro de diámetro, y los "puntos de alfiler" muy inferiores a un milímetro. En las Figuras 10 y 11 se muestra a modo de ilustración una micrografía y un espectro realizados al ojo de pescado del PEBD prime sin aditivo, utilizando la microscopía electrónica SEM-EDX. El pico ancho a 2,13 eV corresponde al elemento oro que recubre la muestra para hacerla conductora.
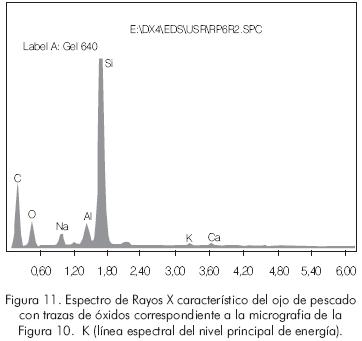
Los elementos identificados en el espectro de la Figura 11, se confirman posteriormente mediante la técnica instrumental de espectroscopia de absorción atómica, cuyos resultados definen la proporción cuantitativa de los elementos metálicos que componen el aditivo antibloqueo sílice Superfloss® expresados como óxidos en porcentaje en peso, Na20, 1,8 y ppm-w:CaO = <10; MgO = 1350; Fe2O3 = 6150; A12O3 = 2,1; MnO = 54 y K20 = 482. La sílice, SiO2, se calcula por diferencia y su contenido corresponde al 95% en peso.
Los ojos de pescado contienen partículas correspondientes a óxidos entre 5 y 18 µm del aditivo sílice (antibloqueo) de tamaño mayor a los encontrados en la película prime con aditivos (entre 2 y 5 µm). Por otra parte, para el PEBD prime sin aditivos, las micrografías presentaron superficies limpias y no se encontraron estas partículas. Esta diferencia encontrada entre las dos muestras significa que la resina PEBD que conforma el ojo de pescado ha tenido un contacto previo con la sílice antes de la producción del PEBD prime sin aditivos. Esto ocurre cuando se utiliza una misma planta para la fabricación de PEBD con aditivos y sin aditivos, sin ser éstos los responsables de la aparición de los ojos de pescado en las películas de PEBD. El hecho de que la resina PEBD que conforma los ojos de pescado haya tenido un contacto previo con los aditivos, refuerza la idea de que dicha resina es la que se desprende del interior de las superficies metálicas de tuberías y equipos por donde es transportada con el paquete de aditivos. Esta, al estar expuesta por un mayor tiempo a las condiciones locales de operación en la unidad de proceso, sufre modificaciones en su estructura y comportamiento reológico, como se reportará más adelante.
Contenido de extractables
Utilizando extracción tipo Soxhlet se obtuvieron los siguientes resultados en % en peso para la película PEBD prime y los ojos de pescado: 2,27% y 5,51%. El mayor valor obedece a una mayor concentración del paquete de aditivos presente en dichas partículas (ver resultados FTIR y SEM), además de una mayor presencia de polímero de bajo peso molecular o "grasa" de polietileno en la película con alto contenido de "geles".
Solubilidad
La solubilidad de los ojos de pescado, cuyo contenido de PEBD por FTIR es de 93,8% en cis-decalina a una temperatura superior a 373 K (100 °C), indica que su estructura de cadenas de polietileno no presenta entre ellas entrecruzamientos de carácter químico, "cross-linking", sino físico puesto que pueden separarse por solubilidad. El término "gel" empleado en el argot industrial para denominar el defecto de las películas plásticas objeto del presente estudio es una extensión de la definición de polímero insoluble (Bremner, T., et al., 1992).
Por otra parte, para una concentración de 1·10-5 g/mL en cis-decalina de los materiales en estudio, luego de ser solubilizados por encima de 373 K (100 °C), al enfriarse, presentó una temperatura de agregación de 335 K (62 °C) para los ojos de pescado y 336 K (63 °C) para el PEBD prime. Por debajo de esta temperatura las dos soluciones forman asociaciones micelares que dan lugar al Efecto Thyndall, fenómeno frecuente en soluciones de copolímeros o agentes tensoactivos.
Al presentarse temperatura de agregación semejante para ambas soluciones se deduce que los ojos de pescado están constituidos por PEBD, puesto que los pesos moleculares promedios en peso y las concentraciones utilizadas son muy similares: intervalo de peso molecular 82 a 91·103 g/mol y concentración 1·10-5 g/mL. Esto último se debe tener en cuenta debido a que dicha temperatura de agregación depende tanto del peso molecular como de la concentración utilizada.
Reología
Las técnicas que tienen que ver con el estudio del comportamiento reológico del PEBD con y sin "geles", se orientan a estudiar los resultados de forma cualitativa en cuanto a la influencia de estas microentidades sobre la reología del polietileno.
Análisis Mecánico Dinámico DMA
Los resultados obtenidos se muestran en la Tabla 5. En ella se presentan los valores de temperatura de las diferentes transiciones: α, β y γ para el PEBD con aditivos, PEBD con alta concentración de ojos de pescado, PEBD con baja concentración de ojos de pescado y PEBD prime sin aditivos. Dichos valores fueron obtenidos de la Figura 12.
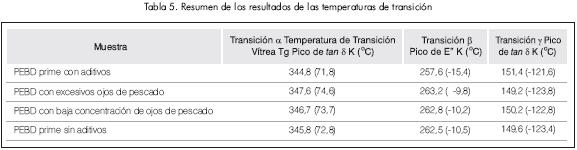
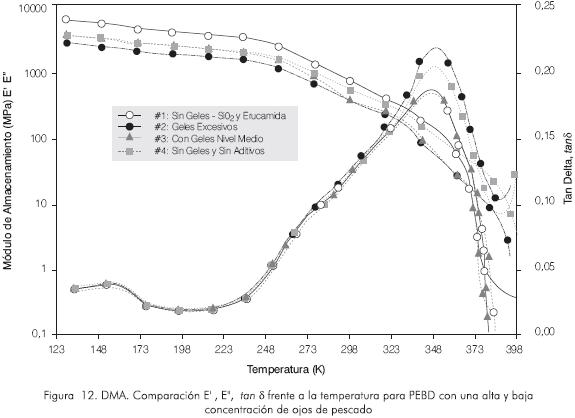
La curva de tan δ suministra información acerca del peso molecular y el grado de cristalinidad. La altura del pico de dicha curva para el PEBD con alta concentración de ojos de pescado es mayor que para el PEBD prime con o sin aditivos, lo cual indica mayor ductilidad (Sepe, M.P, 1994) y se traduce en menor cristalinidad. Asimismo, el hecho de presentar el pico de tan δ un aumento de su temperatura de transición α o Tg nos indica que los ojos de pescado poseen un mayor peso molecular promedio con respecto al del PEBD prime, corroborando lo encontrado por SEC-GPC.
La curva E' de los ojos de pescado presenta un alargamiento mayor en su meseta con relación a la del PEBD prime, la cual cae de manera pronunciada antes de llegar a los 373 K (100 °C). De lo anterior se pueden inferir dos interpretaciones (Frank, 1997) para los ojos de pescado: un mayor grado de cristalinidad o un mayor peso molecular. Lo primero estaría descartado por la misma curva de tan δ (mayor altura) y lo encontrado por otras técnicas (DSC y DRX), con lo cual dicho alargamiento indicaría que los ojos de pescado poseen un mayor peso molecular promedio, confirmando lo deducido de los valores de parámetros moleculares hallados por SEC-GPC.
Reología capilar de alta velocidad de cizalla
Las Figuras 13 y 14 muestran las curvas de viscosidad aparente (Pa.s) en función de la velocidad de cizalla (1/s) a las temperaturas de 453 K (180 °C), 473 K (200 °C) y 493 K (220 °C), para muestras con alta concentración de ojos de pescado y concentración despreciable de los mismos, es decir, PEBD prime. Al comparar los resultados obtenidos en dichas figuras se observan valores de viscosidad mayores para el PEBD prime a bajas velocidades de cizalla, en comparación con el PEBD provisto de una alta concentración de ojos de pescado. Esto significaría en primera instancia, un mayor peso molecular promedio para el PEBD prime con respecto al PEBD que contiene una alta concentración de ojos de pescado, si se tiene en cuenta la dependencia directa entre la viscosidad y el peso molecular.
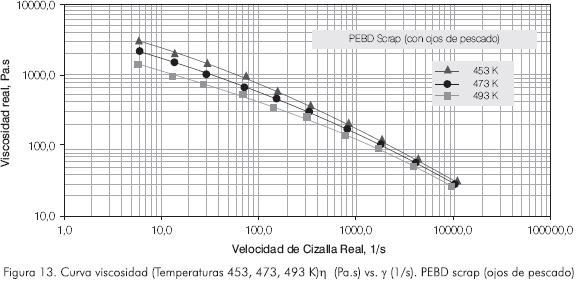
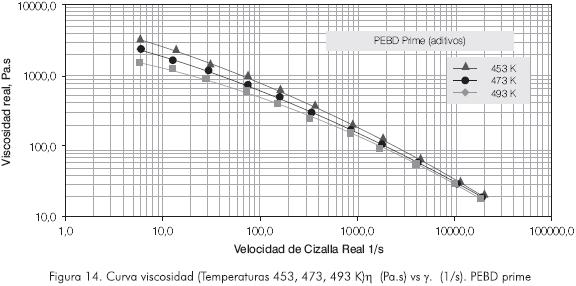
Además, si se comparan los valores de la constante A del modelo Carreau-Arhenius (Tabla 6) obtenidos por ésta técnica, traducido a peso molecular, es contradictorio con lo encontrado por las técnicas SEC-GPC y DMA. No obstante, en la literatura (Han, Ch. D., 1976, Bagley, E. B., 1960, Weemes et al., 1960) se ha encontrado la misma contradicción al comparar dos polímeros de una misma familia. Uno de ellos, a pesar de tener un mayor peso molecular promedio en peso, presentaba menores valores de viscosidad. Esto fue atribuido a que dicho polímero contenía un mayor grado de ramificación que dá lugar a valores menores de viscosidad a velocidad de cizalla constante, presentando menores valores de viscosidades a pesar de tener un mayor peso molecular promedio. Esto último sugiere que las cadenas de PEBD que conforman el ojo de pescado, son más ramificadas que las correspondientes al PEBD prime.
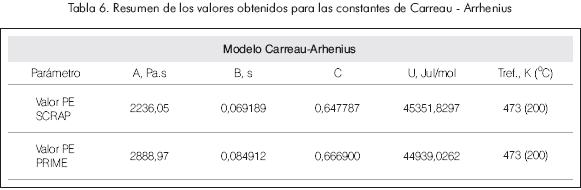
Por otra parte, se determinaron los valores de la constante U (J/mol) de Arhenius, parámetro obtenido por medio del programa Carpar desarrollado por IKV de Alemania para ajuste de ecuaciones (facilitado por el Instituto de Capacitación e Investigación del Plástico y del Caucho, ICIPC), mediante el cual se correlacionaron los datos de viscosidad real en función de la velocidad de cizalla utilizando el modelo Carreau-Arhenius a 473 K (200 °C). Los valores altos obtenidos de la constante t/de Arhenius para el PEBD con una alta concentración de ojos de pescado (45351,8 J/mol frente a 44939,02 J/mol del PEBD prime) también está asociado con una mayor ramificación de las cadenas del polímero (Agassant, J.F., et al., 1991). Con respecto a las constantes B y C, éstas se encuentran dentro del intervalo del polietileno. Sin embargo, hay que tener presente que la escasa diferencia entre los valores de las constantes del modelo, obedece a la poca influencia del contenido de ojos de pescado en la reología del PEBD prime.
Reproducción del fenómeno de formación de ojos de pescado a escala laboratorio
El fenómeno de inmiscibilidad en películas plásticas de PEBD fue reproducido en el laboratorio utilizando un extrusor de película soplada Killion KL-100, alimentando la tolva del equipo con aproximadamente 2 kg de granulos de PEBD prime sin aditivos, libre de las partículas llamadas "geles", y 100 mg de residuo de un material polimérico tomado de la superficie metálica del agitador del reactor de proceso, donde se verifica la reacción de polimerización por adición del etileno monómero grado petroquímico para producir el PEBD. Por simple inspección visual, el mencionado residuo es blanco, sin indicios de degradación u oxidación.
Se reprodujo el fenómeno de generación de ojos de pescado en la película PEBD prime extraída, luego de agregar la citada cantidad de residuo a la tolva del extrusor. Este sencillo experimento de laboratorio confirma que el material polimérico responsable de la generación de los ojos de pescado, proviene de residuos poliméricos desprendidos de las superficies internas de los equipos de proceso. Esto conduce a descartar el paquete de aditivos del PEBD como posible causante en la formación de ojos de pescado en la película plástica, y en consecuencia no participa del fenómeno de inmiscibilidad, debido a que los aditivos son dosificados al polímero después de ser producido en el reactor autoclave.
Los residuos poliméricos que se pegan a las superficies internas de los equipos del proceso, y que luego se desprenden para formar los ojos de pescado, estarían expuestos a un mayor tiempo de residencia con las condiciones de operación en las cuales estos se encuentren. Este hecho hace que dicho material polimérico modifique sus propiedades morfológicas y reológicas con respecto al PEBD prime.
Con el propósito de corroborar la reproducibilidad de la experiencia de laboratorio recién descrita se procedió a agregar en la tolva del extrasor una cantidad similar (100 mg) de PEAD (polietileno de alta densidad) al PEBD prime, dando como resultado la reproducción del fenómeno de inmiscibilidad. Con ello se comprueba que al mezclar materiales poliméricos de una misma familia que exhiben comportamientos Teológicos diferentes, no obstante sus afinidades químicas, se presenta una alta oncentración de ojos de pescado, particularmente cuando uno de los polímeros presenta mayor resistencia al fundido con respecto al perfil de temperatura del proceso de extrusión de película soplada del PEBD.
Con el fin de estudiar la influencia del aumento de temperatura en el dado del extrasor de película soplada respecto a su efecto en el contenido de ojos de pescado sobre la superficie de la película plástica extraída, se pudo comprobar que al someter la resina a incrementos constantes de temperatura desde 448 K (175 °C), 458 K (185 °C), 468 K (195 °C) hasta 478 K (205 °C), disminuye el contenido de ojos de pescado grandes (2 mm), medianos (1 mm) y pequeños (puntos de alfiler), por consiguiente, se reduce la inmiscibilidad de las micro-entidades en la película a medida que aumenta el valor de temperatura del dado de la máquina. Esto es indicativo de la dependencia del fenómeno de inmiscibilidad con la temperatura. Es importante resaltar que al aumentar la temperatura, el transformador de la resina de PEBD corre el riesgo de degradar el polímero y someterlo a todos los efectos adversos que esto conlleva, es decir, no es conveniente rebasar el perfil de temperatura recomendado por el fabricante de la poliolefina, en cuanto a los valores típicos de procesamiento del material para procesos de extrusión de película soplada.
Por otra parte, también se logró una disminución del contenido de ojos de pescado grandes, medianos y pequeños (en menor proporción con respecto al ensayo de temperatura), al aumentar las revoluciones del tornillo del extrasor de 25 a 55 rpm. Este ensayo es indicativo de una mayor homogenización del material en estado fundido, reduciendo la inmiscibilidad.
Experiencia en planta de proceso
La experiencia en planta, estrechamente relacionada con el fenómeno, se dirige al análisis operacional que tiene que ver con la inestabilidad en las condiciones de proceso del reactor autoclave durante la fabricación del polímero. La inestabilidad está relacionada principalmente con el control en la inyección del iniciador de fondo (terbutil peroxiacetato), responsable de la etapa de terminación del crecimiento de las cadenas poliméricas en la reacción de polimerización por adición. Por operación inestable de la bomba de inyección de iniciador de fondo se produce polímero de mayor peso molecular promedio en peso, es decir, de bajo índice de Fusión o menor "Melt Index, MI'' (MI<1,0 g/10 min), material denominado en el argot industrial como "resina dura" o "punto de piedra". Al mezclarse dicho material, como producto indeseable de la inestabilidad descrita con el PEBD prime, se generan los ojos de pescado.
También se ha observado que se generan ojos de pescado en la producción de material proveniente de las primeras cochadas posteriores a la reparación de mantenimiento o parada de planta. Esto tendría su explicación si se tiene en cuenta, que el material remanente adherido a las superficies internas de los equipos y líneas de proceso, queda sometido a condiciones extremas de temperatura, >493 K (>220 °C), que luego al ser arrastrado y mezclado con el PEBD prime, ocasionaría una alta concentración de ojos de pescado en el producto terminado, aumentando la producción fuera de especificación o material scrap.
A nivel de proceso, se reduce la producción scrap al aumentar el MI del polietileno (aproximadamente 5 g/10 min) justo al arrancar la planta, con el fin de ser utilizado como material de purga.
CONCLUSIONES
-
El fenómeno de inmiscibilidad se hace evidente por la formación de numerosos ojos de pescado sobre la superficie de la película plástica.
-
Se logró identificar la morfología y elucidar el comportamiento reológico de la estructura denominada ojo de pescado presente en las películas plásticas de PEBD.
-
El polímero predominante de PEBD que constituye la estructura ojo de pescado contiene una abundancia relativa de cadenas de pesos moleculares promedio mayores (
, ,  ), un menor grado de cristalinidad, una mayor ramificación de cadenas y una polidispersidad mayor, al compararse con el PEBD prime.
), un menor grado de cristalinidad, una mayor ramificación de cadenas y una polidispersidad mayor, al compararse con el PEBD prime. -
La ocurrencia del citado fenómeno obedece fundamentalmente a diferencias morfológicas -en términos de ramificación de cadenas y grado de cristalinidad- y comportamiento reológico de las cadenas poliméricas que constituyen el PEBD prime, frente a aquellas responsables del defecto de calidad conocido en el argot industrial como alta concentración de "geles" u ojos de pescado.
-
Se confirma que el paquete de aditivos del PEBD no es el responsable de la formación de los ojos de pescado.
-
El origen del material polimérico responsable de la formación de los ojos de pescado proviene fundamentalmente del desprendimiento de éste de las superficies metálicas internas de los equipos del proceso y de las inestabilidades en las condiciones de operación del reactor (índice de Fusión <1,0 g/10 minutos). En ambos casos se produce un material polimérico con propiedades morfológicas y Teológicas diferentes al PEBD prime, generando la presencia de los ojos de pescado, es decir, éste fenómeno de inmiscibilidad se presenta por la falta de homogeneidad en la mezcla de polímeros y específicamente cuando uno de ellos presenta mayor resistencia al fundido con respecto al perfil de temperatura del proceso de extrusión de película soplada.
-
El fenómeno de inmiscibilidad entre mezcla de resinas de una misma gama de familia de polietileno es inversamente proporcional a la temperatura y la velocidad de mezclado en el proceso de extrusión de película soplada.
AGRADECIMIENTOS
Los autores agradecen de manera especial a los estudiantes Julián Chaparro de la Escuela de Química y Diomar Rodríguez de la Escuela de Ingeniería Química de la Universidad Industrial de Santander, quienes adelantaron en gran medida el trabajo experimental para el desarrollo del presente estudio. Asimismo, a las firmas internacionales Polymer Laboratories Ltd. del Reino Unido y Thermal Analysis Instruments de los Estados Unidos por su aporte científico y profesional en la aplicación exitosa de las técnicas SEC-GPC y DMA respectivamente. Igualmente al Instituto Colombiano del Petróleo (ICP), y al Instituto de Capacitación e Investigación del Plástico y del Caucho (ICIPC), entidades que contribuyeron decididamente al desarrollo del presente estudio. Además, no hubiera sido posible la realización de esta investigación sin contar con la decidida participación y patrocinio del Complejo Industrial de ECOPETROL en Barrancabermeja a través de sus dependencias operativas y laboratorios.
RECOMENDACIONES
-
Profundizar el estudio de la caracterización estructural de los ojos de pescado o "geles" de las películas de PEBD, en cuanto a grado de reticulación de las cadenas poliméricas, mediante aplicación de Microscopía Electrónica de Transmisión TEM. Sin embargo, no es tarea fácil, entre otros aspectos por el hecho de ser un material con baja cristalinidad, y en el cual muy posiblemente las lámelas sean de tamaño muy pequeño.
-
Estudiar la relación de enlaces de los carbonos constituyentes de la espina dorsal de la cadena polimérica y sus ramificaciones (cociente de Carbonos Terciarios/Carbonos Totales), caracterización estructural por determinar con la técnica NMR en estado sólido del C13.
-
Determinar el grado de enmarañamiento o "entan-glenment" de las cadenas macromoleculares del PEBD por reometría de baja velocidad de cizalla. Al disponer de un Reómetro Dinámico Oscilatorio y software especializado, podrían determinarse las curvas de flujo y espectros de relajación, mediciones que están estrechamente ligadas a parámetros moleculares de los polímeros.
REFERENCIAS
Agassant, J.F., Avenas, P., Sergent, J.Ph. and Carreau, P.J., 1991. "Polymer Processing", Hanser Publishers, Munich. [ Links ]
Bagley, E.B., 1960. J. Appl. Phys. 31, 1126. [ Links ]
Brandrup, I, Immergut, E.H., 1966. "Polymer Handbook", John Wiley and Sons, New York. [ Links ]
Bremner, T., Rudin, A. and Haridoss, S. 1992. "Effects of Polyethlylene Molecular Structure on Peroxide Cross-linking of Low density Polyethylene", Polymer Engineering and Science, 32(14): 939 - 943. [ Links ]
Cangelosi, F.A., Shaw, M.T., 1981. "Polymer Compatibility and Incompatibility", Harwood Academic, New York, Vol 3. [ Links ]
Chang, D.H., 1976. "Rheology in Polymer Processing", Academic Press, New York, Chapter 4. Relationship between the rheological properties and molecular parameters. [ Links ]
Dow Chemical USA, Frank, S., 1997. "Handbook of Instrumental Techniques for Analytical Chemistry", Editorial Prentice Hall, USA. [ Links ]
Frank, S., 1997. "Handbook of Instrumental Techniques for Analytical Chemistry", Editorial Prentice Hall, USA. [ Links ]
Han, Ch D., 1976. "Rheology in Polymer Processing", Academic Press, (4): 72 - 73, New York. [ Links ]
Manson, J.A., Sperling, L.H., 1976. "Polymer Blends and Compositions", Plenum, New York. [ Links ]
Morcillo, J., 1974. "Espectroscopia infrarroja", monografía No. 12, Departamento de Asuntos Científicos, Organización de los Estados Americanos, Washington, D.C. [ Links ]
Naranjo, A., 1994. "Introducción a la reología de los polímeros", ICIPC, Medellín, Colombia. [ Links ]
Newman, S., Paul, D.R., 1978. "Polymer Blends", Academic Press, New York. [ Links ]
Olabisi, O., Robeson, L.H. and Shaw, M.T., 1979. "Polymer-Polymer Miscibility", Academic Press, New York. [ Links ]
Quintana, J.R., Salazar, R.A. and Katime I., 1994. "Journal of Polymer Science", Part B: Polymer Physics, 32 (1): 201-204. [ Links ]
Sepe, M.P., 1994. "The use of thermal analysis in polymer characterization", in Cheremisinoff, N, edited by Elastomer Technology Handbook, page 221, Boca Ratón, FL. [ Links ]
Spencer and Dillon, R.E., 1949. J. Colloid Science., 4, 241. [ Links ]
Weemes and Coover, H.W., 1965. J. Applied Polymer Sci., 9, [ Links ]

