










Services on Demand
Journal
Article
 English (pdf)
English (pdf)
 Article in xml format
Article in xml format Article references
Article references
 Send this article by e-mail
Send this article by e-mailIndicators
-
 Cited by SciELO
Cited by SciELO -
 Access statistics
Access statistics
Related links
-
 Cited by Google
Cited by Google -
 Similars in
SciELO
Similars in
SciELO -
 Similars in Google
Similars in Google
Share

 Permalink
PermalinkCT&F - Ciencia, Tecnología y Futuro
Print version ISSN 0122-5383On-line version ISSN 2382-4581
C.T.F Cienc. Tecnol. Futuro vol.4 no.2 Bucaramanga July/Dec. 2010
Luis-Javier Hoyos1*, and Sonia-A. Giraldo2
2Universidad Industrial de Santander (UIS), Bucaramanga, Santander, Colombia
e-mail: sandro.gonzalez@ecopetrol.com.co luis.hoyos@ecopetrol.com.co
(Received, Feb. 16, 2010; Accepted, Nov. 30, 2010)
* To whom correspondence may be addressed
ABSTRACT
The world petroleum industry shows a decreasing in the oil reserves, specially the light kind. For this reason is very important to implement process schemes that give the possibility to improve the recuperation of valuable products of heavy oil. In this case the residue processing in each one of the petroleum refining stages earns great importance with the purpose of maximizing the quantity of fuel by barrel of feedstock processed. Therefore, it has been proposed the modification of the currently vacuum residues process scheme in the Ecopetrol's Barrancabermeja refinery (DEMEX-Visbreaker-Hydroprocessing). That modification consists in the incorporation of an additional Visbreaker stage, previous at DEMEX extraction stage.
This investigation was developed with plant pilot tests combined with statistical models that predict the yield and the quality of the products obtained in the industrial plants. These models were developed by the Instituto Colombiano del Petróleo (ICP).
The modified scheme Visbreaker I-DEMEX- Visbreaker II- Hydroprocessing, gives the possibility to increase the yield of middle distillates. Besides decrease the quantity of demetalized oil produced in DEMEX stage. This reduction is very favorable since environmental point of view, because it allows have a percentage of free capacity in the Hydroprocessing unit in order to removed sulfur of valuable products like Diesel and in this way to respect the environment law to this kind of fuel.
Keywords: visbreaking, Demex, hydrotreating, vacuum residues, light gas oil.
RESUMEN
El panorama mundial de la industria del petróleo muestra una preocupante escasez de las reservas de crudo, en especial de las del tipo liviano. Por esta razón se hace imperante la necesidad de implementar esquemas de procesamiento que permitan aumentar la recuperación de productos valiosos de los crudos pesados. Ante esta situación el procesamiento de los fondos de las diferentes etapas de la refinación del petróleo cobra gran importancia con el fin de maximizar la cantidad de los combustibles recuperados por barril de crudo procesado. En este sentido se plantea la modificación del esquema actual de procesamiento de fondos de vacío de la refinería de Ecopetrol en Barrancabermeja (Desasfaltado con solvente (DEMEX)- Viscorreducción- Hidrotratamiento); dicha modificación consiste en la incorporación de una etapa de viscorreducción adicional, previa al proceso de Extracción DEMEX.
La investigación se realizó mediante pruebas a nivel piloto combinadas con modelos estadísticos que predicen el rendimiento y la calidad de los productos obtenidos en las plantas industriales. Estos modelos fueron desarrollados por el instituto Colombiano del Petróleo (ICP).
El esquema de procesamiento modificado Viscorreducción I-DEMEX- Viscorreducción II- Hidrotratamiento, brinda la posibilidad de incrementar el rendimiento de destilados medios, y a su vez permite disminuir la cantidad de aceite desmetalizado producido en el proceso DEMEX. Esto último es muy favorable desde el punto de vista medioambiental, pues permite tener un porcentaje de capacidad libre en la etapa de hidrotratamiento, la cual puede ser aprovechada para desulfurizar productos valiosos tales como el combustible Diesel, y de esta manera cumplir la legislación ambiental para este tipo de productos.
Palabras Clave: viscorreducción, Demex, hidrotratamiento, fondos de vacío, destilados medios.
1. INTRODUCTION
Currently, faced with the scarcity of light crudes, the oil refining industry is concerned with increasing the yield of its products, granting an important role to the residue treatment processes as a means to achieving this goal.
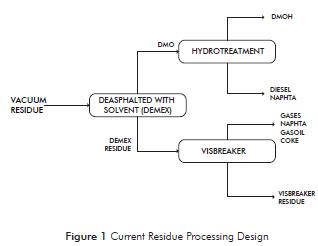
The vacuum residue processing design, (Figure 1), solvent deasphalting (SDA) - Visbreaker (VBK) -hydrotreatment (HDT) that is currently being used in the Barrancabermeja refinery, it is not very effective in respect to middle distillate yield and in addition has an association to high fuel oil production. These weak points can be attributed to the fact that the potential of chemical conversion that visbreaker offers is applied to a feedstock actually quite poor in valuable distillates. The feed to the visbreaker process has been previously subject to a solvent deasphalting process which has had demetallized oil (DMO) removed, and which has a high potential to be chemically transformed using thermal treatment.
Vacuum residue, although a residue flow, offers the possibility of still having valuable products extracted from it. The incorporation of a chemical transformation stage via thermal conversion, prior to the SDA process (Figure 2), offers the possibility of a larger yield of valuable products within the vacuum residue processing design. The above-mentioned is possible, since in the thermal conversion processes there are a series of large-molecule breakdown reactions, hydrogen redistribution, and also condensation and polymerization reactions.
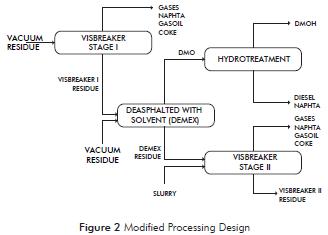
Due to operational limitations, it is not possible to transform the entire virgin vacuum residue by means of thermal cracking since the visbreaker plant capacity is smaller than the quantity of Vacuum Residue (VR) produced. Therefore the Visbroken Vacuum Residue (VBVR) should be mixed with virgin vacuum residue to be fed to the DEMEX process.
2. METHODOLOGY
The study of the potential of a refining design implies being able to draft at least the mass balance of the proposed design with the qualities of its products, and to carry out its respective economic evaluation. Since establishing this mass balance can imply a great quantity of pilot plant runs and their respective analytical work. For this paper we made the decision of accelerating the production of results using a combination of simulations and pilot plant runs.
Base Feedstock for the Study
To make a same-base comparison for both the current design and the design proposed in this work, the feedstock of the two designs should be the same.
The preliminary evaluation of the experimental design shows that to develop the entire simulation work of the two visbreakers, the solvent deasphalting units, and the hydrotreatment of the deasphalted oil, based on pilot plant data would take too long. Since in the Cartagena refinery the vacuum residue are sent to a reaction chamber type visbreakers unit, this feedstock was used as basis for the study. Samples were taken of both the feedstock, and the products of this visbreaker industrial unit that were used for the remaining simulation runs of the proposed design.
Simulation of the Current Vacuum Residue Processing Design of the Barrancabermeja Refinery
Since the characteristics of the vacuum residue of the Cartagena refinery are slightly different from those of the residue of the Barrancabermeja refinery, the semi rigorous models that are based on first order kinetics and that were previously developed by the ICP were used to simulate the processing of vacuum residue. These models are used as a tool with which to carry out operational follow up to the plants. This simulation was used as basis in this study. These deasphalting unit models with propane-butane mixtures, hydrotreatment of demetallized oil, and visbreaker of asphaltene were drafted based on pilot plant runs of different types of feedstock and different operating conditions, which were validated with the industrial unit data of this refinery. Therefore, these are models that combine statistical correlations and pseudohomogeneous kinetic models; they additionally use the feedstock properties and the main operating conditions of these units to predict the yield and quality of their products.
Simulation of the Processing Design Proposed for Vacuum Residue of the Barrancabermeja Refinery
This part of the study was developed in the pilot plants of the ICP.
Visbreaker of Vacuum Residue
Samples were taken from the feedstock and the products of the visbreaker industrial unit of the Cartagena refinery; we verified that the mass balance of the performance run in which the samples were taken did not surpass 2%m. Visbroken residue of the Cartagena refinery were used as feedstock for the pilot plants of solvent deasphalting.
Visbroken Residue Solvent Deasphalting (SDA)
A mixture of visbroken vacuum residue from the visbreaking unit in the Cartagena refinery (46%) and vacuum residue from the same refinery (54%) were loaded to the deasphalting unit.
These runs were carried out in the ICP deasphalting pilot plant at typical operating conditions to represent the industrial unit.
The typical operating conditions of the SDA process are:
- Rectification temperature: 125 - 130°C
- Solvent / feedstock relationship: 6,5 and 8,5
- Rectification pressure: 500 psi
Visbreaker of Asphaltenes Obtained from Visbroken Residue
The tests were carried out in the ICP visbreaker pilot plant.
In the initial tests it was not possible to pump the visbroken deasphalted residue due to its high viscosity; therefore the visbroken deasphalted residue was mixed with diluents samples from the Barrancabermeja refinery. This mixture was made based on the proportions of diluents available in the refinery. The mixture that was loaded in the pilot plant had the following composition:
- Residue: 82,7%
- Slurry: 15,4%
- Light Cycle Oil (LCO): 1,9%
A series of runs were performed with this mixture within the typical operating conditions of the pilot plant, since with these previously established conditions we satisfactorily reproduce the results obtained at an industrial level.
These conditions were:
- Visbreaker type runs in oven coil
- Residence times: 1,2 - 1,4 - 1,6 min
- Reaction temperatures: 473 - 477 - 481°C
Hydrotreatment of the Demetallized Oil Obtained by Extraction of Visbroken Residue
These tests were carried out in hydrotreatment unit 700 of the ICP at the typical operating conditions of the pilot plant, but taking into account the effect of the reaction temperature.
The typical operating conditions were:
- Spatial velocity "LHSV" = 1, Flow 90 ml/h
- Operating pressure: 1300 psi
- Temperature: 330 - 350 - 370 °C
- Hydrogen/hydrocarbon ratio= 624
Catalysts: Ni-Mo / Al2O3 bed of three commercial catalysts of various size.
Evaluation of the Economic Potential of the Modified Processing Design
A preliminary study was carried out to compare the proposed and the current designs in economic terms. Based on the data of the visbreaker industrial plant of the Cartagena refinery and those of the pilot plant, we drafted the mass balances of both the current and proposed designs.
The unit production prices and operating costs were obtained from the tool used by Ecopetrol to plan their refineries, which is based on linear programming. The price scenario of March, 2008 was used for this analysis.
3. ANALYSIS AND DISCUSSION OF RESULTS
Yield and Quality of the Products of the Current Design of the Barrancabermeja Refinery
Figure 3 shows a diagram of blocks and flows of the current residue processing design of the Barrancabermeja refinery that were calculated with the simulation model developed by the ICP.
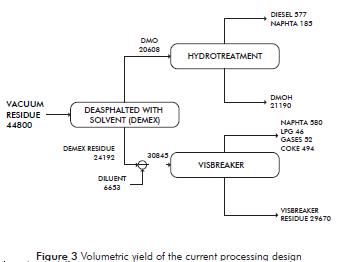
Table 1 presents the main features of the flows of this processing design.
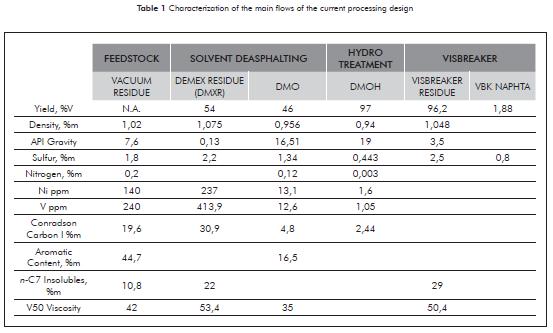
As can be seen in Table 1, in the solvent deasphalting stage, the reduction of the metals and sulfur content that is present in DMO, and the increase in Conradson Carbon content in asphaltene stand out. As for the visbreaker stage, the aspect that is worthwhile mentioning is the reduction in residue viscosity in respect to the feedstock at this stage (residue of the solvent deasphalting stage DMXR) and its high sulfur content. The topics previously mentioned are evidence that the model predicts well the feedstock behavior in each of the studied processes.
Vacuum Residue Modified Processing Design
Visbreaker Stage I (VBK I)
In this project-level pilot runs were not carried out in this first stage due to operating limitations, since it implied a work of several months in the pilot plant due to the amount of product necessary for the research; in addition, in the Cartagena refinery the vacuum residue are submitted to this process. This situation was favorable to the interests of the project, since we counted on samples of visbroken vacuum residue. This consideration was validated through the simulation model of the visbreaker unit of the Barrancabermeja refinery, developed by Ecopetrol-ICP. In said validation, a satisfactory reproduction of the yield and quality of the products was obtained.
This extrapolation was carried out considering as subject of comparison the sum of the yield of the naphtha and kerosene fraction, considering them as a single flow, and the sulfur content of these flows was predicted using the model. After feeding the model with the physical and chemical characteristics of the residue (VBK I stage feed) the following aspects stand out:
- The naphtha and kerosene yield difference between the one provided by the model and the operating datum of the industrial plant was of 6,57% in volume (5,4% of the model in comparison to the actual 5,78%).
- The sulfur content of the naphtha resulting from the model was of 0,9% mass and the datum of the naphtha characterization was of 0,912% mass with a difference of 1,31%.
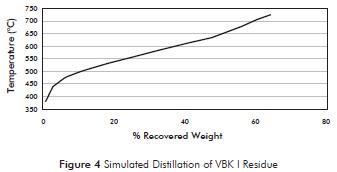
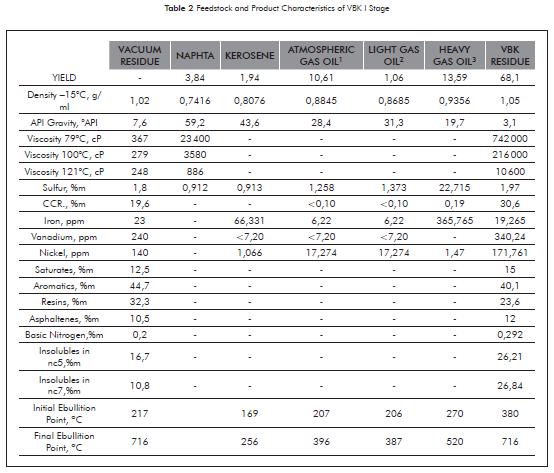
As can be seen in the Table 2, the vacuum residue have a high content of aromatic compounds; therefore, based on the studies of Raseev (2003) on the impact of feedstock characteristics on thermal cracking processes, we can predicted that due to the high percentage of aromatic type species in the feedstock during the thermal conversion, high fraction yields are obtained; both light and heavy; and also a lesser conversion toward middle distillates and gas oils (Di Carlo & Janis, 1992; Raseev, (2003).
After the visbreaker process there is a recovery of 7,2% of middle distillates, 25,8% of diesel oils, in addition to a conversion of gasses of 4,56%.
The increase in the production of valuable distillates, in the modified processing design, according to Salazar and Meyers (1986), is attributed to the action of the thermal cracking on the feedstock. In this cracking, the breakdown of some aliphatic type chains that are bound to the complex aromatic structures present in the feedstock, allows the attainment of a larger conversion percentage. This result concurs with the data reported by Salazar and Meyers (1986), in which he shows that a significant yield of diesel oils is obtained in the vacuum visbreaker process.
The visbroken vacuum residue, when compared to the feedstock, show an increase in the content of Conradson Carbon and of the nickel and vanadium content. Fainberg, Podorozhasky, Hetsroni, Brauch, & Kalchouck (1996) found that these pollutants are strongly bound to complex aromatic structures and in face of the difficulty of being removed by the action of the thermal rupture, said compounds concentrate on the residue product.
Solvent Deasphalting of the Visbroken vacuum Residue
Table 3 presents the yield and quality of the demetallized oil and of the asphaltenes obtained in this processing stage.
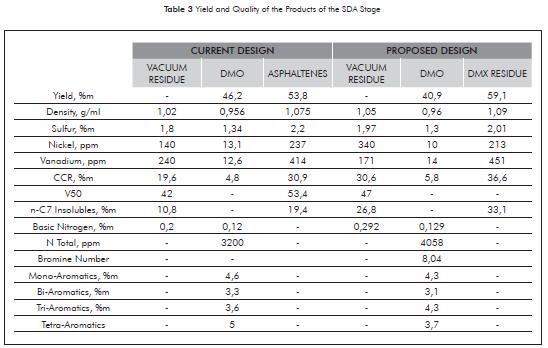
The yield in demetallized oil which is obtained from visbroken vacuum residue is of 40,9%, while with vacuum residue the yield is of 46,2%. These results are explained by the fact that when comparing the visbroken vacuum residue with the vacuum residue, the former present smaller content of resins; this concurs with the research by Ditman and Van Hook (1981) and Celestino and Hernandez (1982), who stated that in the deasphalting process, the solvent extracts mainly the fraction of resins present in the feedstock, which concentrate on the DMO.
Although the sulfur content of the visbroken residue is larger than that of the vacuum residue, the sulfur content of the demetallized oil obtained from the visbroken residue is similar to that of the demetallized oil obtained from vacuum residue. This could be attributed to the fact that in the visbreaker stage, the sulfur atoms of easier removal were extracted; and in the visbroken vacuum residue the remaining sulfur atoms were mostly bound to complex polyaromatic structures. Therefore, based on the work of Bonilla and Meyers (1986), one could claim that in the deasphalting process the solvent did not extract this sulfur compounds because they are bound to complex aromatic structures; which implies the attainment of a DMO similar to the DMO that results from the current processing design.
When comparing the physical and chemical properties of the DMO obtained from the modified processing design (DMO-MPD) with the properties of the DMO from the current design (DMO-CD) in addition to the improvement obtained in the reduction of ni + v, we obtain a value of Conradson Carbon that is 6% above DMO-CD. This phenomenon is attributed to the fact that the MPD DMO is a flow coming from residue that has been subjected to thermal cracking and in this process reaches an asphaltene concentration. This implies an increase of the property in question. This conclusion is based on the fact that these results concur with those presented by Bonilla and Meyers (1986), who compare the deasphalting process of two feedstocks; Conradson Carbon is amongst these.
The largest nitrogen content present in the DMO of the proposed design is a property that affects the activity of this flow in the subsequent hydrotreatment process since it implies additional hydrogen consumption for its processing.
The metal content in the MPD DMO is only 8% lower than the one in the CD DMO. This property, according to what Valeri, Dusfresne, & Jacquier (1997) claim, has a positive impact on later processes that imply the use of catalysts, since it decreases their deactivation due to metal poisoning.
DMXR Visbreaker Produced from Deasphalting of Visbroken Residue (VBK II Stage)
Determination of Maximum Allowable Severity
The most important control variable of the visbreaker process is visbroken residue stability, since unstable visbroken residue generate sediments and therefore storage and transport problems. This stability is measured through the merit test. Therefore a series of preliminary experiments were performed in order to determine the maximum allowable severity in the visbreaker process. Table 4 summarizes the yield and merit test of the visbroken residue of these tests.
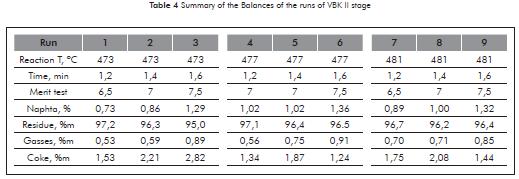
The visbreaker operating conditions of run 6 are the ones that produce the lowest yield in visbroken residue and coke in addition to the highest yield of naphtha; this run was carried out with the following processing conditions:
- Reaction temperature = 477°C
- Residence time = 1,6
- Merit test = 7,5 (at the stability limit)
At the VBK II stage we only took into account as interesting analysis of characterization the viscosity of the visbroken residue and the simulated distillation of naphtha and visbroken residue. These are shown in Figures 5 and 6.
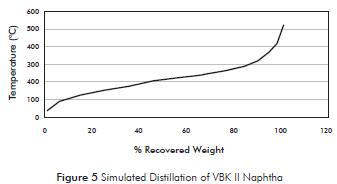
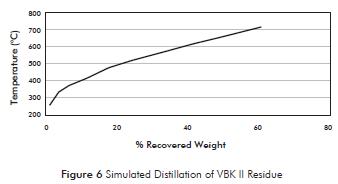
The V50 viscosity of the residue obtained in the second visbreaker stage was of 52,8. This value when compared with the 50,4 of the visbroken residue obtained through the current design implies a larger percentage of diluents used for the preparation of the fuel oil.
Another aspect to highlight in this process is the recovery of approximately 1,3% naphtha; which is equivalent at an industrial level to an additional recovery of 700 bbl/day.
Hydrotreatment Stage
In this stage three runs were performed at different temperatures (330, 350, and 370°C) and with the other operating variables fixed.
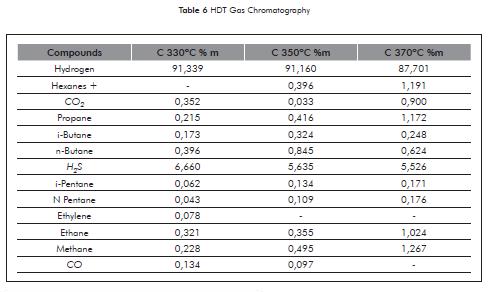
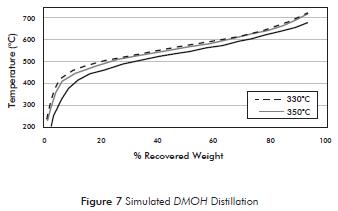
After having concluded the operating stage, we proceeded to the characterization of the Hydrogenated Demetallized Oil DMOH and the gasses obtained in each of the tests. The characterization results corresponding to these products are presented in Tables 5 and 6, and in addition in Figure 7.
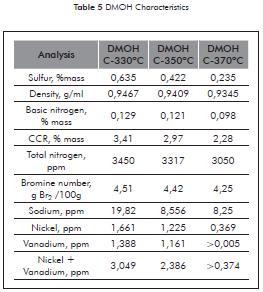
The test performed at 370°C presented the largest sulfur removal; since it was possible to remove approximately 82% of the pollutant in question; achieving a final product with 2350 ppm of sulfur.
After comparison of the results contained in Tables 3 and 6 we highlight the behavior of the basic nitrogen content, since it is notable that in the DMOH processed at 330°C there was no decrease of this element in respect to the content present in the DMO; however, at temperatures of 350 and 370°C we did achieve a reduction of basic nitrogen; based on the studies of Sumbogo, Yang, Choi, Korai, & Mochida (2003) this can be attributed to the fact that at lower temperatures there is removal of nitrogen in species with basic nitrogen and simultaneously with the fact that some compounds of non-basic nitrogen are hydrogenated to compounds of basic nitrogen, before eliminating the nitrogen molecule from the compound.
The DMOH obtained in the run at 370°C presents a decrease in the sum of nickel and vanadium present in the sample since according to the results this reduction was of approximately of 98,5%. This indicates that these metals have been deposited as metal sulfides on the surface of the catalyst, poisoning the active sites and obstructing the catalytic pores, leading to the irreversible deactivation of the catalyst.
Additionally, it is worthwhile to highlight that despite it being a feedstock where more compounds of the olefinic type are present than there are in a typical feedstock, no flow problems occurred during the operation. Proof of this was the behavior of the catalyst in respect to sulfur removal, since the percentage of the removed pollutant is within the range that is usually obtained with products of lesser olefin content.
In respect to the bromine number, it is remarkable that in the three hydrotreatment tests its value in the products decreased 45% on average in respect to the value of the feedstock. The latter is proof of the reduction of the quantity of olefin present in the products after the hydrotreatment process. According to Cabrera and Meyers (1986) this phenomenon is due to the rupture of the double bonds in unsaturated compounds, due to hydrogenation reactions.
According to what was observed in the gas chromatography (Table 6) increasing the operating temperature implies an increase in the quantities of methane, ethane, propane, n-pentane, and hexanes in the sample. On the other hand, the analysis shows that an increase in the operating temperature causes a decrease of the quantities of H2S, CO, and ethylene. In the particular case of H2S reduction, the results obtained are far from the expected results, since due to the increase of the operating temperature, the quantity of sulfur removed from the liquid product is increased, and this removed sulfur should be transformed to H2S in the gaseous flow of the process. This could be attributed to the fact that before the directly proportional relationship of the solubility with temperature, the compound in question presents separation problems after the reaction, since it is solubilized in greater proportion within the liquid sample.
Global Yields of the Modified Design of Visbreaker I- Solvent Deasphalting - Visbreaker II -Hydrotreatment
Figure 8 presents the experimental volumetric yield of the modified processing design.
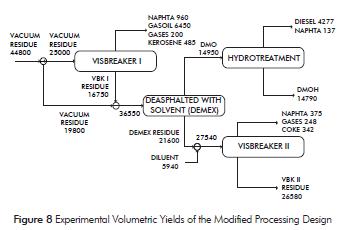
After comparing the volumetric yields of the products in each of the processing designs shown in Figures 3 and 8, the main aspects of the modified processing design that outperform the current design are evident.
- The distillate yield (naphtha, kerosene, and diesel) passes from 3,1%, in the current residue processing design, to 5,3% in the modified processing design.
- The quantity of recovered distillates with the current design is of 0,5 KBPD; small quantity, if we considered that with the modified processing design the recovery of these products reaches 0,6 KBPD and that additionally, 6,45 KBPD of gas oils is recovered in the visbreaker stage.
- The fuel oil production is reduced by 11%, since its main feedstock material, the visbroken tar, decreases by that same percentage.
- In the modified processing design, the feedstock to the hydrotreatment stage decreases, since DMO production drops by 27%. This situation is favorable since it provides the option of using the surplus capacity to hydrogenate other types of products.
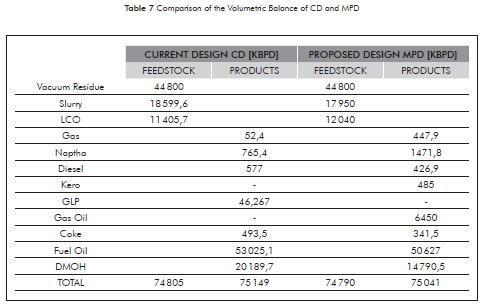
Table 7 presents the volumetric balance, in barrels, of both the current and proposed residue processing designs.
Economic Outlook of the Modified Processing Design
In this preliminary study we took into account the operating costs of the process units, the estimated cost of the feedstock materials, and the products of each of the stages of the design.
Table 8 presents the cash flow, in dollars, of the two refining designs.
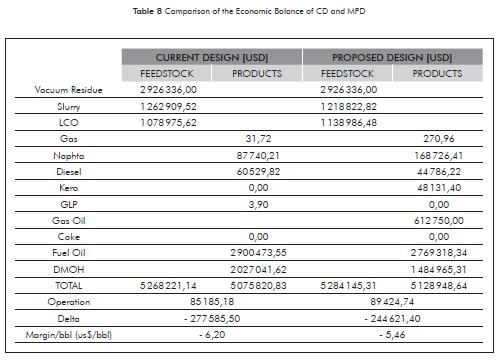
Although the economic balance is negative for both cases, as a main conclusion we point out that while by the current residue processing design we obtain a profit of - 6,2 USD/feedstock barrel, the proposed design reaches values of - 5,46 USD/feedstock barrel. This improvement in the refining margin allows a saving of approximately 10 000 000 USD per year.
4. CONCLUSIONS
- One of the main advantages of the addition of a visbreaker stage, to the vacuum residue processing design of the Barrancabermeja refinery is the increase that appears in the percentage of recovery of valuable products originating in vacuum residue. The percentage in question varies from 3,1% to a value of 5,3%.
- The increase in the yield of valuable products obtained in the modified processing design is attributed to the modifying action of the thermal cracking on the chemical structure of the vacuum residue.
- In the modified processing design, the amount of the feedstock to the hydrotreatment stage decreases, since DMO production drops by 27%. This situation is favorable since it provides the opportunity to use the surplus capacity to hydrogenate other types of products, such as diesel, and in this way comply with the goals imposed by environmental legislation.
- The mixture of virgin and visbroken vacuum residue improves the quality of the DMO obtained during the SDA stage, due to the decrease of the nickel + vanadium content. This reduction of pollutants has a significant effect on the hydrotreatment process since it extends the service life of the catalyst.
- Although the economic balance is negative for both the current processing design and the modified design, the latter has an advantage from an economic point of view since the profit margin per vacuum residue barrel processed in the proposed design is $0,74 under the profit margin reached with the current vacuum residue processing design.
ACKNOWLEDGEMENTS
The autor thanks to the Instituto Colombiano del Petróleo (ICP), and to Germán Garzón and Luis Marenco (RIP) for their valuable guidance and friendship.
REFERENCES
Bonilla, J., & Meyers, R. (1986). Handbook of petroleum refining processes, (8: 8-35). McGraw Hill: New York. [ Links ]
Cabrera, C., & Meyers, R. (1986). Handbook of petroleum refining processes, (6: 6-23). McGraw Hill; New York. [ Links ]
Celestino, J., & Hernández, R. (1982). Processes compared for upping maya distillate yield. Oil & Gas J., 80 (16): 111-115. [ Links ]
Di Carlo, S., & Janis, B. (1992). Composition and Visbreakability for Petroleum Residues. Chem. Eng. Sci., 47, 2675-2670. [ Links ]
Ditman, J., & Van Hook, D.(1981). Upgrading of residual oils by solvent deasphalting and delayed coking. ACS meeting, Atlanta, USA. [ Links ]
Fainberg, V., Podorozhasky, M., Hetsroni, G., Brauch, R., & Kalchouck H. (1996). Changes in the Composition and properties of the vacuum residues as a result of visbreaking. Fuel Sci Technol. Int. 14, 839-845. [ Links ]
Raseev, S. (2003). Thermal Processes in petroleum refining (119-120) Marcel Decker Inc: New York. [ Links ]
Salazar, J., & Meyers, R. (1986). Handbook of petroleum refining processes. (7-66). McGraw Hill: New York. [ Links ]
Sumbogo, S., Yang, H., Choi, K., Korai, Y., & Mochida, I. (2003). Influences of nitrogen species on the hydrodesulfurization reactivity of a gas oil over sulfide catalysts of variable activity. Appl. Catal. A., 252: 331-346. [ Links ]
Valeri, F., Dufresne, P., & Jacquier, Y. (1997). From Catalyst Services and to Catalyst Management. Upgrading heavy ends with IFP. Instituto Francés del Petróleo. Rueil-Malmaison; 17-18. [ Links ]

